牧野Professional5使用说明书摘要(a1系列 a51 a61 a71 a81 a82 a92卧式加工中心)
牧野Professional5使用说明书摘要(a1系列 a51 a61 a71 a81 a82 a92卧式加工中心)
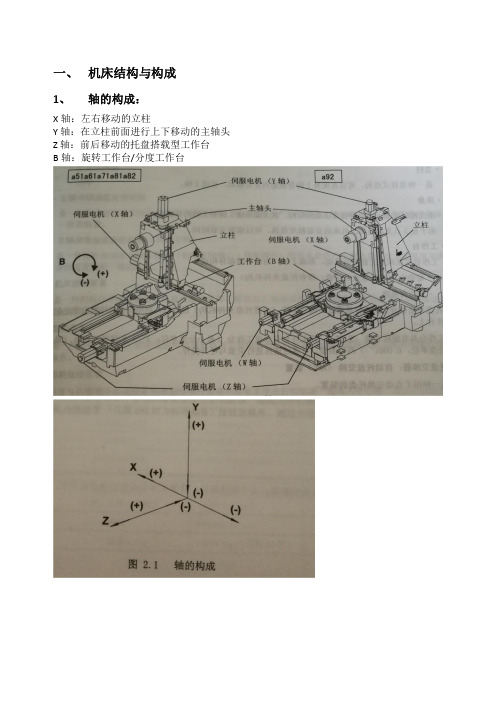
B 其他 NC 功能开关(主操作盘上能够设定的功能) 下列功能在主操作盘上没有配置,可以在功能画面上操作,也可以利用柔性开关功能进
B NC 程序的启动/停止
循环[START]开关 按下该开关,启动 NC 程序。在 NC 程序启动过程中,白色指示灯灯亮灯。在 MDI、 存储器、DNC 运行、磁带模式下有效。
[FEED HOLD]开关 按下该开关,停止 NC 程序。在 NC 程序停止的过程中,白色指示灯灯亮灯。如果 按下该开关则会变成进给暂停状态。但是,M、S、T 功能仍继续动作,直至结束后 才停止。 即使在进给暂停的状态下,下列动作仍然能够继续: 主轴旋转 刀具自动更换(ATC) 托盘自动交换(APC) 供给切削油 部分固定循环
主轴锥孔 快速进给速度 切削进给速度
高度 质量
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
主轴锥孔 快速进给速度 切削进给速度
高度 质量
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
主轴锥孔 快速进给速度 切削进给速度
高度 质量
13100kg(刀具 40 把)
730*730*800m □630mm 1200kg
A 标准规格设备的主操作盘上所配备的开关
[SINGLE BLOCK]开关 将单程序块模式置于有效/无效。如果但程序块模式置于有效,程序则每执行完 一个程序块就会停止。
[BLOCK SKIP]开关 将程序块跳跃模式置于有效/无效。如果程序跳跃模式被置于有效时,在程序 中,初始部分含有[/](斜线)的程序块将被忽略。
ProfileMaker5.0中文教程
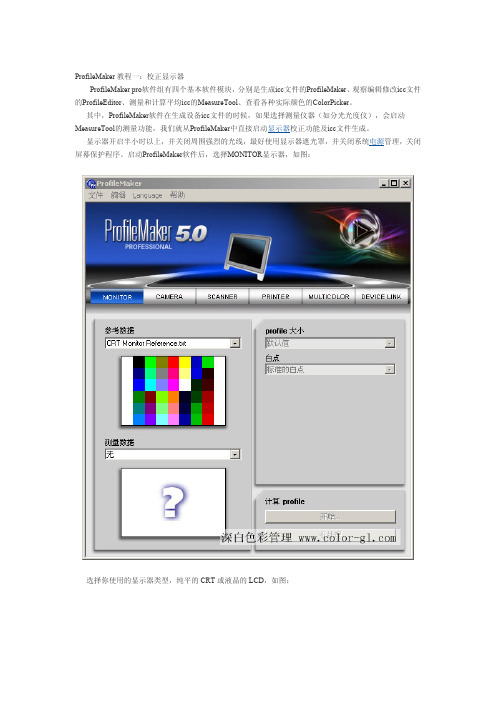
ProfileMaker教程一:校正显示器ProfileMaker pro软件组有四个基本软件模块,分别是生成icc文件的ProfileMaker、观察编辑修改icc文件的ProfileEditor、测量和计算平均icc的MeasureTool、查看各种实际颜色的ColorPicker。
其中,ProfileMaker软件在生成设备icc文件的时候,如果选择测量仪器(如分光光度仪),会启动MeasureTool的测量功能,我们就从ProfileMaker中直接启动显示器校正功能及icc文件生成。
显示器开启半小时以上,并关闭周围强烈的光线,最好使用显示器遮光罩,并关闭系统电源管理,关闭屏幕保护程序。
启动ProfileMaker软件后,选择MONITOR显示器,如图:选择你使用的显示器类型,纯平的CRT或液晶的LCD,如图:选择你的测量设备,支持eye-one、spectrolino、monitor optimizer,如图:这里使用是eye-one pro,它要求将测量仪放在它的机座的标准白点上,校准仪器的标准白,如图:选择确定,软件会提示你是不是执行显示器测量(会启动MeasureTool的显示器测量功能),如图:选择是,启动显示器测量功能,如图:首先,设定白点,白点有很多色温选项,如图:一般来说,会选择5000K或6500K,我国规定印刷标准使用光源是6500K,但国际使用标准是5000K,现在很多印厂都使用的是5000K,这里选择多少K,要根据实际印刷看稿光源来决定。
印刷和摄影推荐5000K 或6500K,网页推荐6500K。
如果要达到彻底模拟某一印刷品效果,也可以选择设定纸白,输入测量好的纸张白点XYZ值(不推荐常规校正这样做,因为纸白会因纸张品种品牌和生产日期不同有很大的差别)。
之后是设定GAMMA值,印刷推荐1.8,网页设计等推荐2.2。
(注:这里不是pc使用2.2或MAC使用1.8)如图:亮度推荐100%。
Amadeus5中文软件使用手册范本

AMADEUS 5 门禁和报警管理软件完善的综合保安网络系统用户手册© DDS, Jan. 2003Publication 10UE400 rev C.目录1. 前言 (6)1.1.关于A MADEUS 5 (6)1.2.监控工具 (6)1.2.1. 门禁控制l (6)1.2.2. 报警管理 (6)1.2.3. 电梯管理 (7)1.2.4. 停车场管理 (7)1.2.5. 考勤管理 (7)1.3.安装类型 (8)1.4.程序模块 (8)1.4.1. 数据库 (8)1.4.2. 通讯 (8)1.4.3. 操作 (8)1.5.基本配置 (9)1.5.1. 操作系统和计算机r (9)1.5.2. 控制器 (9)1.5.3. 读卡器 (9)1.5.4. 其他外围设备 (9)1.6.AMADEUS5的使用概述 (10)1.6.1. 安装 (10)1.6.2. 设置 (10)1.6.3. 退出系统 (10)1.6.4. 新数据登记项 (11)1.6.5. 修改数据登记项 (11)1.6.6. 演示版本和加密狗 (11)2. 界面概述 (12)2.1.主界面 (12)2.2.工具栏 (13)2.3.下拉菜单 (13)2.4.工具条 (14)2.5.个性化工具条 (14)3.菜单:参数 (15)3.1.控制器网络 (15)3.1.1. 控制器网络–常规 (15)3.1.2. 控制器网络–定义 (16)3.2.控制器 (16)3.2.1. 控制器–常规 (18)3.2.2. 控制器–读卡器 (20)3.2.3. 读卡器 (21)3.2.3.1. 控制器-读卡器-常规 (22)3.2.3.2. 控制器- 读卡器–门控制 (23)3.2.3.3. 双门互锁 (24)3.2.3.4. 控制器- 读卡器- 通行模式 (26)3.2.3.5. 控制器–读卡器–卡格式 (27)3.2.3.6. 控制器–读卡器- 其他 (32)3.2.4.控制器 -输入 (29)3.2.5. 输入 (34)3.2.6控制器 -输出 (31)3.2.7. 输出 (36)3.2.8. 控制器–本地联动 (37)3.2.9. 本地联动 (38)3.3.时间区 (39)3.3.1. 基本概念 (39)3.3.2.日编程 (36)3.3.3. 周编程 (41)3.3.4. 节假日 (42)3.4.通行级别 (43)3.5.部门 (44)3.6.卡 (41)3.6.1. 卡搜索 (46)3.6.2卡的设置 (43)3.7.持卡人 (48)3.7.1. 持卡人–基本概念 (48)3.7.2. 持卡人–概述 (48)3.7.3. 持卡人–个人信息 (50)3.7.4. 持卡人–位置 (51)3.7.5. 持卡人–自定义 (52)3.8.访客 (52)3.9.授权等级 (52)3.10.使用者 (54)3.11.自定义标签 (55)3.12.防跟随 (55)3.12.1. 基本概念 (55)3.12.2. 本地防跟随 (55)3.12.3. 时间防跟随 (56)3.12.4. 全局防跟随 (56)3.12.5.防跟随级别 (57)3.13.退出应用 (57)4.2.地图 (59)4.3.定位 (61)4.4.输入组 (62)4.5.输出组 (63)4.6.动作 (64)4.7.处理步骤 (66)4.8.计数器 (67)4.9.全局联动 (69)4.9.1. 全局联动–基本概念 (69)4.9.2. 全局联动- 概述 (69)4.9.3. 全局联动–属性 (70)4.10.事件处理编程 (74)4.10.1. 事件处理编程–基本概念 (74)4.10.2. 事件处理编程- 概述 (74)4.10.3. 事件处理编程- 报警 (75)4.10.4. 报警属性 (76)4.10.5. 事件处理编程–全局联动 (77)4.11.启动报警 (78)4.11.1. 启动报警界面 (78)4.11.2. 继电器控制 (82)4.11.3. 输入状况 (83)5. 菜单:模块 (88)5.1.停车场 (88)5.1.1. 停车场–基本概念 (88)5.1.2. 停车场 (89)5.1.2.1. 停车场-概述 (89)5.1.2.2. 停车场–在场车辆明细 (91)5.1.3. 停车场用户组 (91)5.1.3.1. 停车场用户组- 概述 (92)5.1.3.2. 停车场用户组–在场用户明细 (92)5.1.4. 停车区域 (93)5.1.4.1. 停车区域–常规 (93)5.1.4.2. 停车区域- 进入 (95)5.1.4.3. 停车区域- 在场升级 (95)5.1.5.重置停车区域 (96)5.2.电梯编程 (97)5.2.1电梯编程- 常规 (98)5.2.2. 电梯编程-持卡人 (99)5.3.考勤管理 (99)5.4.保安员 (101)5.5.巡更 (101)6. 菜单:通讯 (102)6.1.停止/恢复轮询 (102)6.2.查看记录显示 (102)6.3.显示照片 (103)6.4.诊断 (103)7.2.继电器操作 (108)7.3.执行操作 (108)8. 菜单:工具 (109)8.1.自定义报表 (109)8.1.1. 基本概念 (109)8.1.2. 开始界面: 选择报表 (109)8.1.3. 第二界面: 选择数据 (110)8.1.4. 第三界面: 数据过滤 (112)8.1.5. 第四界面:数据结构 (113)8.1.6. “报表预览“界面 (115)8.1.7. 修改界面 (116)8.1.8. “浏览数据“界面 (116)8.1.9. 日志查询 (117)8.2.产生新的数据库 (118)8.3.存储数据库 (118)8.4.恢复数据库 (120)8.5.产生新的日志 (121)8.6.保留日志 (121)8.7.恢复日志 (122)8.8.创建卡组 (123)8.9.选项 (124)8.9.1. 文档定位 (124)8.8.2. 语言 (124)8.9.3. 通讯 (125)8.9.4. 日志/ 记录界面 (127)8.9.5. 概述 (128)9. 菜单: 帮助 (129)9.1.A MADEUS 帮助内容 (129)9.2.A MADEUS 帮助索引 (129)9.3.A MADEUS 帮助搜索 (129)9.4.A MADEUS在 WEB (130)9.5.关于A MADEUS (130)1. 前言1.1. 关于 Amadeus 5Amadeus 5, 用户界面友好的高级门禁和报警管理软件, 满足各种客户对安全的需求。
牧野卧式加工中心a51

a61nx
移动量
X×Y×Z轴
560×640×640mm
730×650×800mm
从托盘上方到主轴中心线的距离
80~720mm
80~730mm
从托盘中心到主轴端面的距离
100~740mm
100~900mm
工作台
托盘操作面得大小
400×400mm
主轴扭矩特性
120/99/66/42N.m(10%ED/15%ED/25%ED/连续)
进给速度
快进速度
60000mm/min
切削进给速度
1~50000mm/min
自动换刀装置
刀柄方式
JIS B6339 40T
拉杆方式
JIS B6339 40P
刀库容量
40把(60.132.217.313把)
最大刀具直径
8700kg
12200kg
具有与50号锥孔主轴同等的加工性能
缩短换刀时间
可切实快速的排去大量不同尺寸的切削
500×500mm
最大工件尺寸(直径×高度)
630×900mm
800×1000mm
托盘上的最大载重
400kg
500kg/700kg
主轴
主轴转速
50~15000min-¹
主轴锥孔
7/24锥形NO.40
主轴轴承
70/110mm
主轴马达
22/18.5/15/11kW(25%ED/10分钟/30分钟/连续)
70/170mm
最大刀具长度
430mm
510mm
最大刀具重量
12kg
精度
牧野MAKINO机报警说明书
河源龙记金属制品有限公司维修二部2006-05-27目录1100 A00 T C0DE EXECUTE CONDITION ABNORMITY。
11101 A01 T CODE ERROR。
11102 A02 MAG ROTA TE CONDITION ABNORMITY。
11102 A03 MAG PIN CHECK ABNORMITY。
11103 A04 MAG ROTATE ABNORMITY1104 A05 MAG ADJUST MODE1105 A06 POT MOVE CONDITION ABNORMITY1106 A07 POT PIN CHECK ABNORMITY2107 1107 A10 SP NO.>99 ERROR1108 A11 POT POSITION ABNORMITY1109 A12 POT ADJUST MODE1110 A13 S CODE ERROR1111 A14 SP EXCHANGE CONDITION ABNORMITY1112 A15 SP EXCHANGE ERROR1113 A16 SP EXCHANGE END ERROR1114 A17 COOL 1 MOTOR OVER LOAD1115 A20 COOL 2 MOTOR OVER LOAD1116 A21 CHIP MOTOR OVER LOAD1118 A23 OIL FAN OVER LOAD1117 A22 OIL MOTOR OVER LOAD1119 A24 LUB PRESSURE CHECK ABNORMITY1120 A25 LUB MOTOR OVER LOAD2121 1121 A26 LUB LEVEL ABNORMITY1122 A27 SP ROTATE ERROR1123 A30 TOOL EXCHANGE CONDITION ABNORMITY1124 A31 COIL ABNORMITY1125 A32 BRIDGE ABNORMITY2126 1126 A33 LIMIT SWITCH RELEASE1127 A34 SP COOL UNITABNORMIt1128 A35 APC IN AXIS SIDE UP/DOWN ABNORMITY1129 A36 APC UP ERROR1130 A37 SP ORI ERROR1131 A40 ARM LEFT MOVE A 90 SIDE ABNORMITY1132 A41 ARM RIGHT MOVE A 90 SIDE ABNORMITY1133 A42 ARM LEFT MOVE B MAG SIDE ABNORMITY1134 A43 ARM RIGHT MOVE B MAG SIDE ABNORMITY1135 A44 ARM LEFT MOVE C SP SIDE ABNORMITY1136 A45 ARM RIGHT MOVE C SP SIDE ABNORMITY1137 A46 ATC DOOR OPEN ABNORMITY1138 A47 ATC DOOR CLOSE ABNORMITY1139 A50 ARM OUTABNORMITY1140 A51 ARM IN ABNORMITY1141 A52 ARM ROTA TE A ABNORMITY1141 A52 ARM ROTA TE A ABNORMITY1142 A53 ARM ROTA TE B ABNORMITY1143 A54 SP UNCLAMP ABNORMITY1144 A55 SP CLAMP ABNORMITY1145 A56 POT TOOL EXIST1146 A57 SPINDLE ROTATE NOT CLAMP1147 A60 ATC ADJUST MODE报警详细说明:1100 A00 T C0DE EXECUTE CONDITION ABNORMITY(T代码执行异常)产生报警的可能原因:1、主轴上刀号为0。
智能5系列快速入门指南说明书

Smart 5 Monitors Quick Start GuideThe new Smart 5 Series is engineered to deliver the same professional toolset of our Ultrabright and Smart 7 series in a rugged, compact, 5-inch monitor with daylight-viewable displays and unmatched PageOS functionality.The powerful, portable, and adaptable Ultra 5 offers 3000nits of dazzling brightness, a locking power adaptor, an Ethernet port for ARRI camera control, plus a full suite of large, front-facing physical buttons for maximum control in all conditions. The Cine 5 is lightweight, compact, and offers 2000nits of daylight-busting brightness – plus a convenient joystick and back button that allows for quick adjustments while wearing gloves. The Indie 5 is the smallest and lightest monitor in the Smart 5 Series, with 1000nits of brightness, and optional camera-control functionality. Experience all your favorite PageOS 5 tools, functions, and settings pages on any of our premium 5-inch touchscreen monitors.TABLE OF CONTENTS1. ACTIVATE WARRANTY (3)2. PHYSICAL PROPERTIES (3)3. POWER AND CONNECT (7)4. PAGEOS OVERVIEW (8)• General Layout (8)• Basic Navigation (9)• Input and Output (12)• Display (12)• Controls (13)• Capture (14)• Interface (15)• User (16)• System (17)5. ADDITIONAL RESOURCES AND FCC RULES/REGULATIONS (17)ACTIVATE WARRANTYPHYSICAL PROPERTIESA: M3x0.5mm F: SDI Input/Output J: Headphone B: HDMI In G: SDI Input K: UI Lock Switch C: HDMI Out H: Power Button L: Micro USB D: ¼"-20 Mounting Points I: L-Series Battery Plate M: SD Card SlotE: 5.5mm x 2.0mm BarrelConnector (DC 10-34v)A: M3x0.5mm G: SDI Input/Output M: L-Series Battery Plate B: HDMI In H: SDI Input N: UI Lock SwitchC: HDMI Out I: Power Button O: Micro USBD: 5-Pin Locking USB J: Joy Stick P: SD Card SlotE: ¼"-20 Mounting Points K: Back ButtonF: 2-pin Locking Power Input L: HeadphoneA: Joystick G: Ethernet M: Headphone Output B: Back Button H: ¼"-20 Mounting Points N: UI Lock Switch C: Custom Function Buttons I: 2-pin Locking Power Input O: Micro USBD: 5-Pin Locking USB J: SDI Input/Output P: SD Card SlotE: HDMI Input K: SDI InputF: HDMI Output L: Power ButtonA: Joy Stick G: EthernetM: Headphone Input B: Back ButtonH: ¼"-20 Mounting Points N: SD Card Slot C: Custom Function Button I: 2-pin Locking Power Input O: Micro USB D: 5-Pin Locking USB J: SDI Input/Output P: UI Lock SwitchE: HDMI Input K: SDI Input Q: Pogo Interface for CS Micro Pro Battery PlatesF: HDMI OutputL: Power ButtonA: Joy Stick G: EthernetM: Headphone Input B: Back ButtonH: ¼"-20 Mounting Points N: SD Card Slot C: Custom Function Button I: 2-pin Locking Power Input O: Micro USB D: 5-Pin Locking USB J: SDI Input/Output P: UI Lock SwitchE: HDMI Input K: SDI Input Q: Pogo Interface for CS Micro Pro Battery PlatesF: HDMI OutputL: Power ButtonPOWER AND CONNECTPOWER1. Connect power to the monitor using a L-Series style battery or an alternative power source.2. Press the power button. INPUT/OUTPUT• Video signals via HDMI up to 4Kp30• Video signals via SDI up to 1080p60MOUNTING OPTIONS¼"-20 MOUNTING POINTSCine 5/Indie 5: 6x ¼"-20 mounting points secure the monitor to a camera or rig (left side, right side, and bottom).Ultra 5: 4x ¼"-20 secure the monitor to a camera or rig (left side, right side, and bottom).Ultra 5 TX/RX: 3x ¼"-20 mounting points secure the monitor to a camera or rig (left side, right side, and bottom).PAGEOS 4 OVERVIEWThe PageOS 4 interface allows users to configure and assign specific image analyzing tools and/ or features to up to eight customizable pages. Users can access those tools by navigating to the corresponding page on the monitor, instead of enabling or disabling features individually.General LayoutPages ViewThe ‘Pages View’ offers a zoomed-out perspective of all configured pages, allowing organization and naming to ensure the most efficient overall setup.SettingsAdjust a wide range of global monitor settings.DashboardThe Dashboard provides access to the most commonly-used settings such as Input, Volume and Backlight. The Dashboard can be disabled via Full Settings > Dashboard.Basic NavigationTouch ScreenPageOS has an easy-to-navigate touchscreen that works just like your smartphone.• Pinch to zoom• Swipe left and right between custom pages• Slide your finger down for a view of all your preset pages• Swipe all the way left to access your deep settings menu (Calibration, Profiles, etc)Adding New PagesTo create a new page from either a fresh workspace, a template, or a specific utility, navigate to the right-hand side of the Pages View.Add New Tool to a PageTap your screen while on any page to reveal the toolbar. Press the plus sign that appears on the left side of the page. Select the tool you want to be added to that page.Activating ToolsTap your screen while on any page to reveal the toolbar. Then select the tool you want to activate. To adjust the custom settings of that tool press the arrow that appears next to the name of the tool. Joystick / ButtonSome Smart 5 models are equipped with a Joystick and Buttons which can also be used for navigation if desired.EL ZoneEL Zone is a stop-based exposure map tool—developed in collaboration with legendary cinematographer Ed Lachman, ASC that works like a virtual spot meter, replacing IRE exposure values with stops. Sensor data from the camera provides a reference point, and a false color represents each stop above and below 18% gray, allowing for easier, more intuitive on-set communication.EL Zone is only possible to use if you are feeding your SmallHD monitor a Log signal. It doesn’t work if you are inputting a signal with a LUT enabled.To enable EL Zone, make sure you create a color pipe in your monitor's settings menu. You will need to send the monitor a LOG signal and select the log signal that you will be sending it. NOTE: Make sure you select "Do Not Convert" in the Color pipe options.Settings: Input and OutputInput ConfigSelect an input to display its image -- configure a source to unlock log conversions into HDR and SDR color spaces.Color PipeFollow the Wizard instructions to assign and configure color space and curve transformations, to enable HDR and SDR from incoming log-based sources.Settings: DisplayBacklightSelect a backlight level that suits your viewing environment to maximize contrast and viewability. CalibrationCalibration ensures chrominance and luminance accuracy that can be relied upon for critical color decisions.AppearanceApply sharpening to the video data, if desiredSettings: ControlsVolumeAdjust the audio output level for the headphone jack and/or monitor speaker.Image RotateImage Rotate options enable upside-down mounting - or enable Mirroring for when the monitor must face the subject.InterlaceThese options control how interlaced footage is displayed.Settings: CaptureImage CaptureConfigure the Image Capture tool to help facilitate shot matching or for automatic thumbnail creation upon pressing Record. (Note: SD card must be inserted into the monitor to perform an image capture). Image GalleryBrowse the Image Gallery to review the images on your removable media.Settings: InterfacePixel ZoomConfigure the default zoom levels for Pixel Zoom to ‘punch in’ to a desired amount when spot checking a particular shot.Status DisplayEnable and configure the Status Display to get info on various monitoring-related data such as battery life and frames per second.UI LockOnce enabled, pressing and holding on the touchscreen for five seconds will lock the UI. Repeating the process will unlock the UI.LanguageChange the language of the internal menu system.Settings: UserBackdropEnable a customizable backdrop for when the monitor is not displaying a signal.PowerPower-related options such as auto recovery.Date TimeSetting the correct Date & Time will ensure that captured images get an accurate timestamp. Monitor IDSet a custom name for your monitor, to make it more easily recognizable.ProfilesSave or load the entire monitor’s configuration to an SD card, great for keeping consistent settings across several monitors.Settings: SystemFirmwareFirmware can be updated by inserting an SD card with a compatible update file. For the latest firmware download visit: /softwareFactory ResetReset the monitor settings to their original factory settings, with the option to clear registration and calibration.LicensesFollow the on-screen prompts to install your purchased license keys (for example, Control for KOMODO).ComplianceCE, FCC, UKCAADDITIONAL RESOURCES AND FCC RULES/REGULATIONS。
Matsuura MX-520 5轴立式加工中心说明书
External PC
Machining center
Collision Avoidance during Setup
Tool length compensation data is linked with the Intelligent Protection System. As NC data changes, PC compensation data is automatically updated.
Opening width 805 mm (31.69 in.)
Chain magazine with 60 tools
Easy tool setup Easy operator access to the spindle
365 mm (14.37 in.)
Crane access
Distance from machine front to table center 385 mm (15.15 in.)
C-axis rotation angleʢalong the Z-axisʣ 360deg
Maximum Work Size
Max. work dimensions Loading capacity
Ø520ʷH350 mm
(Ø20.47ʷH13.77 in.)
200 kg (440 lb.)
H350 mm (H13.78 in.)
Part Name Material Dimensions
Automotive valve A5056 Ø100ʷ74 mm (Ø3.93ʷ2.91 in.)
Programming Method
One-hit machining achieved the complex shaped prototype. Simplified machining process by combination of Tilted Working Plane Command & Tool Center Point Control. Using the simple jig enables 46 faces index machining and reduce the jig cost significantly.
牧野机床基本型号及其行程
牧野机床基本型号牧野机床基本型号及其及其及其行程行程行程*立式加工中心型号特长 用途行程(mm)FB127超长时间高精度平面加工立式加工机。
1200×700×450型号特长 用途行程(mm)HYPER 2J 适合于医疗器械,半导体,高性能通讯仪器及液晶/非球面隐形眼镜等要求高精度的光学研究,试制的加工。
200×150×150*卧式加工中心卧式加工中心型号特长用途(参照各产品介绍网页)行程(mm) G5兼备了研磨加工和切削加工功能的高效率研磨加工机520×560×600270度/360度(B/C 轴)型号特长 用途搑行程(mm)A55E560×560×600A66E 高速,高精度/近乎完美的空间设计/连续加工所必须的优良切屑处理性能,是部件加工的最理想的选择。
730×730×800A77E730×730×800A88E 最适合于汽车,建设用机,农用机等铸件及不锈钢等中小型难加工材料的大批量加工生产。
900×800×970A99E1250×1100×1250A100E 可进行大型工件的连续/高速,高精度加工,且具顺畅的大量排屑功能的卧式加工中心。
1700×1350×1400MCC30163000×1600×1300 MCC30183000×1800×1500型号特长用途搑行程(mm)MCD1816是模具加工最理想的伙伴 1800×1600×1300型号特长用途(参照各产品介绍网页)行程(mm) MAG1最适用于加工飞机的铝制构件的加工,例如机翼的前沿、机体后缘和机翼肋骨等尺寸在1500mm以下的所有工件1520×1100×1350 MAG3MAG3.HMAG3EX可进行超大型飞机部件(吕合金)的连续/高速,高精度加工。
505调节器说明
WOODWARD用于带单个或分程执行机构汽轮机的505数字式调节器第一册WOODWARD调速器公司目录WOODWARD调速器公司目录 (1)目录 (2)引言 (11)零件号的选择 (11)安装和操作的一般注意事项和警告 (11)本手册中所涉及的505软件的变更 (11)第一章静电放电注意事项 (13)第二章一般说明 (14)概述 (14)操作人员控制屏 (14)汽轮机控制参数 (14)通讯 (14)附加特性 (14)505的使用 (14)505的输入与输出 (15)输入 (15)输出 (15)接口 (15)调速器概述 (15)转速控制 (16)远程转速给定 (16)辅助控制 (18)远程辅助给定 (19)负荷分配输入 (19)串级控制 (19)远程串级给定 (19)阀位限制器 (19)起动特性 (20)暖机/额定 (20)顺序自动起动 (20)避开临界转速 (20)键盘和显示器 (20)监视计时器/CPU故障控制 (22)第三章安装步骤 (23)机械数据与硬件的安装 (23)壳体 (23)安装 (24)505的跨接件 (24)电气连接 (25)电源 (26)屏蔽与接地 (27)转速传感器的输入 (27)触点输入 (28)模拟输入 (29)模拟输出 (29)执行机构输出 (29)继电器输出 (29)串行通信 (30)MODBUS接线 (30)RS-232接线 (30)RS-422接线 (30)RS-485接线 (31)通信的接地与屏蔽 (31)第四章 505 调速器 (32)汽轮机起动 (32)允许起动 (33)零转速信号超越 (33)手动转速超越 (33)自动转速超越 (33)汽轮机起动方式 (34)手动起动方式 (34)半自动起动方式 (34)自动起动方式 (35)避开临界转 (35)暖机/额定 (36)至额定转速的特性 (36)顺序自动起动 (37)不设置暖机转速 (39)转速控制概述 (39)转速PID运行方式 (41)转速控制 (41)频率控制 (41)机组负荷控制 (41)转速给定值 (44)频率控制的介入/解除 (45)转速控制的双动态特性 (46)远程转速给定值 (46)远程转速给定值状态信息 (47)同步 (47)同步状态信息 (48)同步/负荷分配 (48)同步/分配状态信息 (50)串级控制 (50)串级控制状态信息 (51)串级动态特性 (52)串级给定值的跟踪 (53)不带跟踪的串级给定值 (53)串级控制的不等率 (53)反作用串级控制 (53)远程串级给定值 (53)远程串级给定值信息 (54)远程串级投入逻辑 (54)辅助控制 (55)辅助控制作为限制器(不采用投入/退出) (55)辅助作为控制器(采用投入/退出) (56)辅助控制的动态特性 (57)发电机的负荷限制器/控制 (57)辅助控制的不等率 (57)反作用的辅助输入 (57)辅助给定值 (58)远程辅助给定值 (58)远程辅助投入逻辑 (59)阀位限制器 (59)紧急停机 (60)控制停机 (60)超速试验功能 (61)就地/ 远程功能 (62)功能键 (63)继电器 (63)继电器说明 (65)操作面板方式 (66)使用服务方式 (66)顶层/ 根系统块 (66)选择方式级 (66)条目级 (67)功能块级 (67)服务方式 (68)进入服务方式 (68)退出服务方式 (70)组态方式 (70)调试方式 (71)OS_FAULTS方式 (72)进入操作系统故障方式: (73)“检测到的报警”条目 (74)“清除检测到的报警”条目 (75)SYS_INFO方式 (76)进入系统信息方式: (76)系统信息条目 (77)“更改口令”条目 (78)“下载组态”条目 (78)服务方式操作程序 (80)概述 (80)505 服务方式 (81)使用服务菜单 (81)服务方式功能块 (82)服务方式功能块: (83)可选服务方式功能块: (83)服务方式工作卡参数 (84)SPEED CONTROL SETTINGS (转速控制设定值) (84)ALARM SETTINGS(报警设定值) (85)KEY OPTIONS(键选项) (86)MPU OVERRIDE (MPU超越) (86)AUTO ST ART SEQUENCE(顺序自动起动)(组态后才显示) (87)IDLE / RATED RAMP (暖机/额定自动升速)(组态后才显示) (87)SYNC/LOAD SHARE SETTINGS(同步/负荷分配设定值)(组态后才显示) (87)REMOTE SPEED SETTINGS(远程转速给定值)(组态后才显示) (88)CASCADE CONTROL (串级控制)(组态后才显示) (88)REMOTE CASC SETTINGS(远程串级给定值)(组态后才显示) (90)AUX CONTROL SETTINGS(辅助控制设定值)(组态后才显示) (90)BREAKER LOGIC (断路器逻辑)(只有在驱动发电机应用中才显示) (92)V ALVE LIMITER(阀位限制器) (93)LOCAL/REMOTE FUNCTIONS(就地/远程功能)(组态后才显示) (93)MONITOR CONTACT INPUTS(监视触点输入) (94)MONITOR RELAY OUTPUTS(监视继电器输出) (94)FORCE RELAY OUTPUTS(强制继电器输出)(组态后才显示) (95)MONITOR ANALOG INPUTS(监视模拟输入) (95)ANALOG IN ADJUSTMENTS(模拟输入调整) (96)MONITOR ANALOG OUTPUTS(监视模拟输出) (96)ANALOG OUTPUTS ADJUSTMENTS(模拟输出调整) (96)ACT 1 LINEARIZATION(执行机构 1 线性化) (97)ACT 2 LINEARIZATION(执行机构2 线性化) (98)DEIVER 2 READOUT(驱动器2 读数输出)(组态后才显示) (100)PORT SETTINGS(接口2 设定值)(组态后才显示) (100)COMM ANALOG SCALING(通信模拟量标定)(如果采用了通信功能) (101)PORT CONFIGURATIONS(接口组态) (102)PORT 1 SETTINGS(接口2 组态) (102)PC PORT SETTINGS(PC机接口设置) (102)第五章PID的设定值 (104)概述 (104)比例控制 (104)积分控制 (104)微分率 (104)比例响应 (104)比例增益(设定值的影响) (105)积分响应 (105)比例+积分(闭环) (106)积分(设定值的影响) (107)微分响应 (107)比例+微分(闭环) (108)微分(设定值的影响) (108)比例+积分+微分(闭环) (109)加入微分 (110)调速器的现场调速概述 (110)调整举例 (111)第六章硬件/操作系统故障 (112)概述 (112)离线诊断 (112)在线诊断 (113)运行出错与故障 (113)接线问题 (113)调速器的调整 (114)其他的运行问题 (114)附录A (115)505调速器的设计规范 (115)硬件技术规范 (115)环境等级 (115)壳体 (115)鉴定证书 (115)电磁兼容性(EMC) (115)湿度 (115)冲击 (115)振动 (115)绝缘强度/HIPOT (116)工作温度 (116)电子元件的温度额定值 (116)贮存温度 (116)电源技术规范 (116)微处理器 (116)通用I/O 技术规范 (116)转速传感器 (117)继电器 (118)触点输入 (118)软件技术规范 (118)转速/负荷控制 (118)附录B (120)505服务方式工作卡 (120)SPEED CONTROL SETTINGS(转速控制设定值) (120)ALARM SETTINGS(报警设定值) (120)KEY OPTIONS(键选项) (120)SPD CNTRL DROOP SETTINGS(转速控制不等率设定值)(用于驱动发电机) ..121 MPU OVERRIDE(MPU超越) (121)AUTO ST ART SEQUENCE(顺序自动起动)(如已组态) (121)IDLE/RATED SETTING(暖机/额定设定值)(如已组态) (121)SYNC / LD SHARE SETTINGS(同步/负荷分配设定值)(如已组态) (121)REMOTE SPEED SETTINGS(远程转速设定值)(如已组态) (122)CASCADE CTRL SETTINGS(串级控制设定值)(如已组态) (122)REMOTE CASC SETTINGS(远程串级给定值)(如已组态) (123)AUX CONTROL SETTINGS(辅助控制设定值)(如已组态) (123)REMOTE AUX SETTINGS(远程辅助设定之)(如已组态) (124)BREAKER LOGIC(断路器逻辑)(用于驱动发电机) (124)V ALVE LIMITER SETTINGS(阀位限制器设定值) (124)LOCAL/REMOTE FUNCTIONS(就地/ 远程功能)(如已组态) (125)MONITOR CONTACT INPUTS(监视触点输入) (125)MONITOR RELAY OUTPUTS(监视继电器输出) (126)FORCE RELAY OUTPUTS(强制继电器输出)(如果停机) (126)MONITOR SPEED INPUTS(监视转速输入) (127)MONITOR ANALOG INPUTS(监视模拟输入) (127)ANALOG IN ADJUSTMENTS(模拟输入调整) (127)MONITOR ANALOG OUTPUTS(监视模拟输出) (128)ANALOG OUTPUT ADJUSTMENTS(模拟输出调整) (128)ACT1 LINEARIZATION(执行机构1线性化) (129)ACT2 LINEARIZATION(执行机构2线性化) (130)PORT 1 SETTINGS(接口 1 设定值)(如已组态) (131)PORT 1 SETTINGS(接口 2 设定值)(如已组态) (131)COMM ANALOG SCALING(通讯模拟量标定)(如采用Modbus) (132)PORT CONFIGURATIONS(接口组态) (132)PORT 2 SETTINGS(接口 2 设定值) (132)PC PORT SETTINGS(PC接口设定值) (133)附录C (134)口令资料 (134)第五章编程组态操作步骤 (136)程序结构 (136)505调速器的编程组态 (136)使用程序菜单 (137)程序功能块 (137)要求组态的功能块: (138)汽轮机启动(TURBINE START) (138)转速控制(SPEED CONTROL) (141)转速给定值(SPEED SETPOINT VALUES) (142)运行参数(OPERATING PARAMETERS) (143)驱动器的组态(DRIVER CONFIGURATION) (144)模拟输入(ANALOG INPUTS) (146)触点输入(CONTACT INPUTS) (147)功能键(FUNCTION KEYS) (148)辅助控制(AUXILIARY CONTROL) (149)串级控制(CASCADE CONTROL) (150)模拟读数输出(READOUTS) (152)继电器(RELAYS) (152)通信(COMMUNICATIONS) (154)退出变成组态方式 (156)编程组态出错信息 (156)起动/转速组态出错 (156)临界转速组态出错 (157)暖机组态出错 (157)触点输入组态出错 (157)模拟输入组态出错 (158)功能键组态出错 (158)继电器组态出错 (158)读数输出组态出错 (158)阀门/执行机构标定与试验 (159)标定/行程设置步骤(用于单执行机构输出设置) (159)标定/行程设置步骤(用于双执行机构输出设置) (160)第六章505的操作 (163)运行方式程序结构 (163)跳闸信息 (163)暖机/额定信息 (164)自动起动信息 (164)控制信息 (164)控制参数信息 (164)辅助控制信息(如果采用辅助投入) (165)辅助控制信息(如果采用辅助控制作为限制器) (165)远程控制信息 (165)串级控制信息 (166)单位选项(用于辅助/串级控制) (166)键盘与显示器 (166)运行方式面板操作键 (167)SPEED键显示屏幕 (168)暖机/额定起动 (169)顺序自动起动 (170)给定值的直接输入 (170)转速控制 (171)超速试验功能 (172)F3和F4键 (173)限制器(LMTR)键显示屏幕 (173)控制(CONT)键显示屏幕 (175)动态参数(DYN)键显示屏幕 (176)停机键显示屏幕 (177)辅助作为控制回路使用(采用投入/退出) (179)辅助控制作为限制器(不采用投入/退出) (179)远程辅助给定值 (180)远程/转速偏置(RMT)键显示屏幕 (181)远程转速给定值 (181)同步和/或负荷分配 (182)机组负荷(KW)键显示屏幕 (182)串级控制(CAS)键显示屏幕 (183)远程串级给定值 (185)报警 (186)跳闸 (187)转速和辅助动态参数调整 (187)调整P和I增益 (188)双动态特性(转速/负荷) (188)串级/辅助控制不等率 (189)调整微分率 (189)调整实例 (189)第七章通信 (191)MODBUS 通信 (191)仅作为监视用 (191)监视和控制 (191)Modbus通信 (191)接口调整 (193)布尔值写 (194)布尔值读 (194)模拟量读 (194)模拟量写 (195)模拟量写 (205)最新汽轮机跳闸原因 (205)505的控制参数 (206)模拟输入组态 (206)模拟输出组态 (207)继电器组态 (207)触点输入组态 (209)单位组态 (210)从Modbus输入给定值 (210)Modbus标定系数 (210)Modbus百分数 (211)Modbus紧急停机 (211)有关进一步的Modbus资料 (211)第八章服务选项 (212)产品服务选项 (212)更换/调换 (212)反运的指定标签 (212)统一收费修理 (212)统一收费再制 (212)需修理设备的返厂 (213)整台调速器的包装 (213)附加说明 (213)地址、电话和传真 (213)其它服务机构 (214)产品售后其它支持服务 (214)系统故障查寻指南 (214)机械系统 (214)执行机构 (214)连杆 (215)阀门 (215)油/液压系统 (215)蒸汽状况 (215)控制、报警和故障指示 (215)输入信号 (216)变送器 (216)磁电式测速探头和其它测速设备 (216)输入电压/电源 (216)电气连接 (216)调压器 (216)外部设备 (217)附录A (218)505编程方式工作卡 (218)引言手册(85017)介绍了用于汽轮机控制的WOO D WARD 505数字式调速器,英文版为9907-162,9907-163和9907-164。
Nady SP-5 钼磁动态麦克风说明书
(8/31/01)
If the microphone is placed too near a speaker, an unpleasant howling effect (acoustic feedback) may occur. Although all microphones are prone to feedback to some extent, those with a unidirectional polar pattern (such as the SP-5) are specially designed to accept only signals from the audio source directly in front of the mic cartridge. Thus, the cardioid pattern of the SP-5 ensures that it will deliver only the desired audio in front of the mic, rejecting the unwanted audio from the rear, even in noisy ambient conditions with high sound pressure levels from the PA. and monitor speakers. This means that feedback will be greatly minimized with the SP-5 in all live performance miking applications.
cations, an external foam windscreen be used over the ball grille. This will prevent the buildup of saliva and perspiration on the cartridge diaphragm, which degrades performance and shortens the useful life of the microphone. Such a wind "sock" will also eliminate wind noise when the mic is used in a windy outdoor environment.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(3) NC 功能开关 主操作盘上配置有 4 种类型的 NC 功能开关。标准规格设备上的主操作盘上配置了
[SINGLE BLOCK]、[BLOCK SKIP]、[DRY RUN]、[OPTIONAL STOP]开关。各个开关均为按一下 为开(指示灯点亮),再按一下为关(指示灯熄灭)。
主操作盘上没有配置的功能可通过功能画面进行操作。另外,也可以在柔性开关上设定。
主轴锥孔 快速进给速度 切削进给速度
高度 质量
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
主轴锥孔 快速进给速度 切削进给速度
高度 质量
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
主轴锥孔 快速进给速度 切削进给速度
高度 质量
13100kg(刀具 40 把)
730*730*800m □630mm 1200kg
切屑与从喷嘴冷却液装置和顶部喷淋冷却液供给装置排出的切削油一起流入中心槽。流 出的切屑被中心槽的基座冷却液与机内传送带(仅限 a92 时为标准装备)排放到机外,通过 升降式传送带运送到切屑箱(选购件)内。
3、 机床的基本规格:
a51 移动量 托盘
主轴
进给速度
机床的大小
a61 移动量 托盘
主轴
进给速度
机床的大小
a71 移动量 托盘
主轴
进给速度
机床的大小
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
主轴锥孔 快速进给速度 切削进给速度
高度 质量
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
主轴锥孔 快速进给速度 切削进给速度
高度 质量
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
[POWER OFF]开关 按下该开关切断控制电源。 按下该开关,经过一段时间之后,[CONTROL POWER ON]开关的指示灯将熄灭,主 电源将自动切断。 标准规格:30 秒钟后 轴心冷却规格:3 分钟后 如果 30 秒钟以内再次按下[POWER OFF] 开关,[POWER OFF] 开关的指示灯将熄灭, 但主电源不能切断。 从按下[POWER OFF] 开关到主电源切断为止,[POWER OFF] 开关的指示灯将一直 闪烁。
60000mm/min 1-50000mm/min
2971mm 9500kg(刀具 40 把)
730*730*800m □500mm 700kg
20-10000min 7/24 锥度 No.50
50000mm/min 1-50000mm/min
3100mm
a81 移动量 托盘
主轴
进给速度
机床的大小
主轴锥孔 快速进给速度 切削进给速度
高度
560*560*600m □400mm 400kg
50-15000min 7/24 锥度 No.40
60000mm/min 1-45000mm/min
2642mm 8000kg(刀具 40 把)
730*650*730m □500mm 500kg
50-15000min 7/24 锥度 No.40
[DRY RUN]开关 将空运行模式置于有效/无效。空运行是指以确认程序等为目的进行“空转”。 如果将空运行模式置于有效,则可取代程序命令的切削进给速度,[JOG FEED] 开关所选择的速度变为有效。 为了使本功能有效,必须在程序启动之前打开该功能。如果要在程序运行过 程中打开该功能时,则先打开[SINGLE BLOCK]模式,在一个程序块结束后, 再打开[DRY RUN]功能。 在用工件自动测量装置及刀具长度测量装置进行测量的过程中,如果打开 [DRY RUN]开关,将得不到正确的测量结果。在测量动作过程中,必须将[DRY RUN]功能置为无效状态。
20-10000min 7/24 锥度 No.50
50000mm/min 1-50000mm/min
3342mm 16000kg(刀具 40 把)
730*730*800m □630mm 1200kg
20-8000min 7/24 锥度 No.50 36000/30000 mm/min 1-36000/1-30000 mm/min
a81M
移动量 托盘
主轴
进给速度
机床的大小
a82 移动量 托盘
主轴
进给速度
机床的大小
a82M
移动量 托盘
主轴
进给速度
机床的大小
质量
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
主轴锥孔 快速进给速度 切削进给速度
高度 质量
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
A 标准规格设备的主操作盘上所配备的开关
[SINGLE BLOCK]开关 将单程序块模式置于有效/无效。如果但程序块模式置于有效,程序则每执行完 一个程序块就会停止。
[BLOCK SKIP]开关 将程序块跳跃模式置于有效/无效。如果程序跳跃模式被置于有效时,在程序 中,初始部分含有[/](斜线)的程序块将被忽略。
20-8000min 7/24 锥度 No.50 36000/30000 mm/min 1-36000/1-30000 mm/min
3488mm 21000kg(刀具 40 把)
a92 移动量 托盘
主轴
进给速度
机床的大小
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
主轴锥孔 快速进给速度 切削进给速度
是一种使冷却油在主轴头整体(包括主轴轴心)强制循环,吸收此处所产生热量,使主 轴温度与床身的温度保持一致的装置。 机床控制装置:
是一种控制自动换刀装置和托盘交换装置等,管理加工所需要的刀具数据和工件数据等, 对机床进行综合控制的装置。 数控装置:
是一种执行 NC 程序,控制进给轴伺服电机和主轴驱动电机的装置。控制和故障诊断功能 采用微机进行操作。 切屑处理装置:
[TAPE]模式开关 利用 NC 纸带或 DNC 装置进行运行时,可选用该开关。
[MEMORY]模式开关 利用登录程序的存储器模式进行自动运行时选用该开关。搜索登录程序,按下 循环[START]开关,将开始自动运行。
[EDITOR]模式开关 当通过外部输入装置向 NC 存储器内登录 NC 程序,或对程序进行编辑时,可选用 该开关。
行设定。 [MANUAL ABSOLUTE]
如果将手动绝对值模式置于有效,即使用手移动轴仍可保持绝对(绝对值)坐标。 如果将手动绝对值模式置于无效,则绝对坐标发生相当于手动操作移动量的移动。 通常,应该将手动绝对模式置于有效,不能置于无效。
[PROGRAM RESTART] 如果将程序重启功能置于有效,即可执行程序重启功能。因刀具破损等需要在加 工中途重新启动时,可指定需要重新启动的程序块序列号。在用登录程序的存储 模式进行自动运行时,选择该开关。搜索登录程序,按下循环[START]开关,将会 开始自动运行。
(2) 运行模式选择开关 A 自动运行模式
[MDI]模式开关 按下该开关可切换到 MDI(Manual Data Input:手动数据输入)模式。不仅可 以使用存储在存储器中的程序。还可以手动输入 1 个~数个程序块的程序,用于 执行轴移动或 M/S/T 指令等简单的动作。 用 MDI 模式输入的程序,如果进行 NC 复位将会被清除,不能存在 NC 存储器 中。
B NC 程序的启动/停止
循环[START]开关 按下该开关,启动 NC 程序。在 NC 程序启动过程中,白色指示灯灯亮灯。在 MDI、 存储器、DNC 运行、磁带模式下有效。
[FEED HOLD]开关 按下该开关,停止 NC 程序。在 NC 程序停止的过程中,白色指示灯灯亮灯。如果 按下该开关则会变成进给暂停状态。但是,M、S、T 功能仍继续动作,直至结束后 才停止。 即使在进给暂停的状态下,下列动作仍然能够继续: 主轴旋转 刀具自动更换(ATC) 托盘自动交换(APC) 供给切削油 部分固定循环
安装在立柱前面的主轴头基座上。能够与基座一起上下移动形成 Y 轴。 采用内置式 AC 电机来驱动主轴。 轴承的润滑方式为油气润滑。主轴头和电机进行套管冷却,利用主轴冷却油温度控制器 将此处所产生的热量排到机床外部。 高速主轴:采用 Makino 主轴润滑(冷却油)进行冷却和润滑,利用主轴润滑油温度控制 器将此处所产生的排到机床。 立柱: 是一种双柱式结构,可以在床身上的导轨面内左右移动,形成 X 轴。 床身: 由几根肋组成,是一种强度很高的结构。其上面形成 X 轴和 Z 轴的导轨面。 由于是 3 点支撑结构,机床的安装精度很高,可以缩短安装时间。 工作台: 工作台可以在床身上面前后移动,形成 Z 轴,由以下两个部分构成: 定位台(有托盘定位功能,带有托盘夹持机构) 工作台基座 托盘在定位台上的定位是通过 4 组定位锥(内置托盘夹持机构)进行的,利用托盘夹持 机构固定在工作台上。 工作台具有旋转功能(B 轴),该工作台有分度工作台(最小分度单位:1°)和旋转工作 台(最小分度单位:0.0001°)两种类型。可通过液压进行夹紧与松开操作。 托盘交换器:自动托盘交换(APC)装置: 是一种用于自动交换托盘的装置。 自动换刀(ATC)装置: ATC 装置(大尺寸刀架式 ATC 除外)由以下 3 部分构成: 刀库 ATC 臂 辅助臂单元 大尺寸刀架式 ATC,刀架可移动,将刀具移动到主轴位置上。 通过伺服电机和液压缸等来搬运刀具,将刀具从刀库搬运到刀具更换(ATC)位置上。 液压元件: 向下列元件供给工作油: 主轴头 工作台 托盘交换器 刀库 主轴冷却油温度控制器: 是一种使冷却油在主轴头外筒部分强制循环,吸收此处所产生热量,使主轴温度与床身 的温度保持一致的装置。 主轴润滑油温度控制器(高速主轴):
图 2.1 主操作盘(a92:门联锁规格):
图 2.2 主操作盘(a51/a61/a71/a81/a82:门联锁规格):