高强螺栓紧固记录
高强螺栓紧固记录
高强螺栓紧固记录
本文是一份钢架高强螺栓紧固记录,记录了___湿式除尘
器工程中湿式除尘器下部钢结构安装的紧固情况。
本文共分为四个部分,分别记录了不同高度层次的紧固情况。
第一部分记录了0-12.549米层的紧固情况,要求梁与柱、梁与梁、柱与柱的初紧扭矩为300(N*m),终紧扭矩为600
(N*m),使用的高强螺栓规格为M22.记录了各个部位的紧固
情况,并留有验收意见和签字的空白。
第二部分记录了12.549-20.350米层的紧固情况,要求同上。
使用的高强螺栓规格也为M22.同样记录了各个部位的紧
固情况,并留有验收意见和签字的空白。
第三部分记录了20.350-32.267米层的紧固情况,要求同上。
使用的高强螺栓规格也为M22.记录了各个部位的紧固情况,并留有验收意见和签字的空白。
最后一部分记录了30.267-43.3米层的紧固情况,要求同上。
使用的高强螺栓规格也为M22.记录了各个部位的紧固情况,并留有验收意见和签字的空白。
整个记录表格清晰明了,记录了每个部位的紧固情况,为后续的验收提供了重要的依据。
高强螺栓安装记录
5-5节点
220
0.130
440
M20*75
GJ-2c-10/ D
7-7节点
230
0.135
460
M20*75
GJ-2c-10/D-G
8-8节点
230
0.135
460
M27*100
GJ-2c-10/D-G
8-8节点
625
0.145
1250
M22*80
GJ-2c-10/ G
7-7节点
GJ-2c-6/D-G
8-8节点
230
0.135
460
M27*100
GJ-2c-6/D-G
8-8节点
625
0.145
1250
M22*80
GJ-2c-6/ G
7-7节点
330
0.141
660
M22*80
GJ-7-6/G-K
6-6节点
330
0.141
660
M27*100
GJ-2c-6/G-K
4-4节点
625
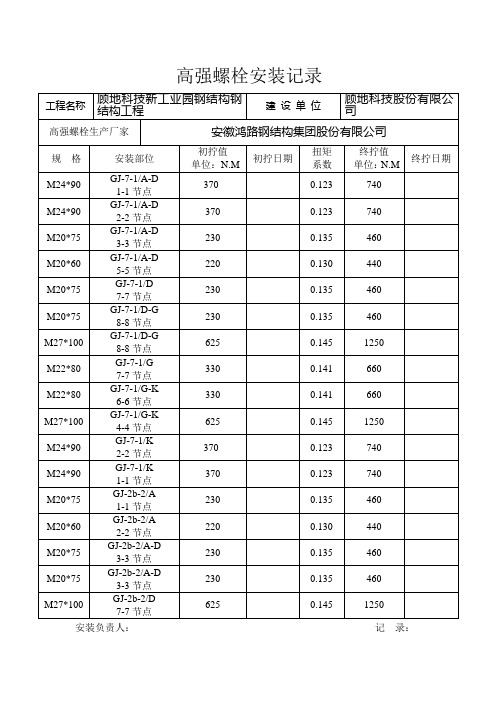
高强螺栓安装记录
工程名称
顾地科技新工业园钢结构钢结构工程
建设单位
顾地科技股份有限公司
高强螺栓生产厂家
安徽鸿路钢结构集团股份有限公司
规格
安装部位
初拧值
单位:N.M
初拧日期
扭矩
系数
终拧值
单位:N.M
终拧日期
M24*90
GJ-7-1/A-D
1-1节点
370
0.123
740
M24*90
GJ-7-1/A-D
2-2节点
0.145
高强螺栓连接拧紧记录

2、当天安装的高强螺栓应在当天终拧完毕,检验应在终拧完毕1h后、48h内完成。
SN:93A70000000016F4建龙软件打印(批准文号:川建发[2002]280号)四川省建设厅监制
高强螺栓连接拧紧记录记录
工程名称
分责人
专业工长
班组长
节点名称
螺栓品种
规格
设计拧紧扭矩(N·m)
初拧扭矩
(N·m)
终拧扭矩
(N·m)
自检结果
及标记
监理(建设)人员
施工单位检查评定记录
项目(技术)负责人:项目质量检查员:年月日
监理(建设)人员验收
结论
监理工程师(建设单位现场代表):年月日
DLT5210.2-2018表6.1.9 锅炉钢结构高强螺栓紧固后复查记录

机组工程编号:表.9
单位工程名称
分部/分项工程名称
检验批工程名称
复查部位
节点名称或编号
高强度螺栓
规格
高强度螺栓数量
抽查数量
操作人
复查日期
大六角头
扭剪型
使用的工器具及检定编号
复查要求:
1.高强度大六角头螺栓按节点总数抽查10%,且不应少于10个;每个被抽查节点按螺栓数抽查10%,且不应小于2个.叠型大板梁上下梁接合面如采用高强度大六角头螺栓连接副紧固时应视为一组节点,每根板梁螺栓抽查数不应小于20个.
2.扭剪型高强度螺栓以梅花头拧断为准.非结构原因梅花头未拧断的高强度螺栓应按上款内容全数复查.
检查结论:
验收单位
验 收 意 见
验 收 签 字
施工单位
年月日
设计单位
年月日
制造单位
年月日
总承包单位
年月日
监理单位
年月日
建设单位
年月日
锅炉钢架高强螺栓紧固记录(最终)(1)
使用的工器具及检定编号
无
检查结论:
验收单位
验收意见
验收签字
施工单位
年月日
监理单位
年月日
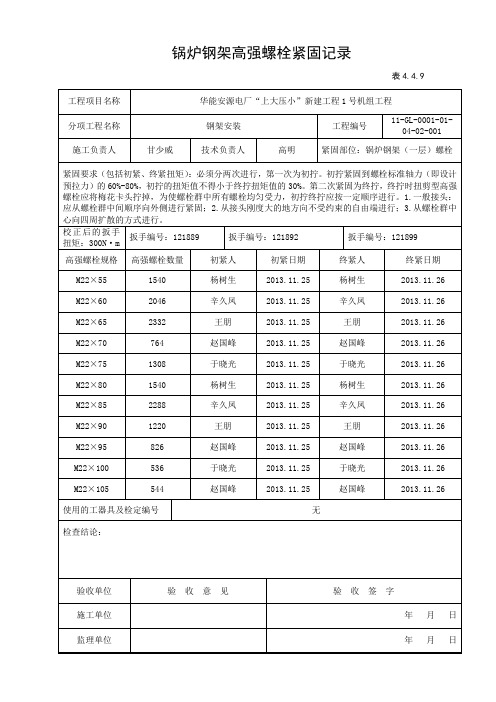
锅炉钢架高强螺栓紧固记录
表4.4.9
工程项目名称
华能安源电厂“上大压小”新建工程1号机组工程
分项工程名称
钢架安装
工程编号
11-GL-0001-01- 04-02-003
施工负责人
甘少威
技术负责人
高明
紧固部位:锅炉钢架(三层)螺栓
校正后的扳手扭矩:300N·m
扳手编号:121889
扳手编号:121892
扳手编号:121899
高强螺栓规格
高强螺栓数量
初紧人
初紧日期
终紧人
终紧日期
M22×115
400
王朋
2013.12.21
王朋
2013.12.22
M22×120
68
杨树生
2013.12.21
杨树生
2013.12.22
M22×125
杨树生
2013.12.22
M22×150
24
辛久凤
2013.12.21
辛久凤
2013.12.22
M22×155
扭剪型高强螺栓连接交底记录
扭剪型高强螺栓连接交底记录
一、项目概况
本次项目使用的是扭剪型高强螺栓作为连接件,在施工前需要进行
交底,明确该连接件的使用方法及注意事项,保障连接件的施工质量。
二、扭剪型高强螺栓连接件的特点
扭剪型高强螺栓连接件是一种热镀锌高强度紧固件,具有以下特点:•优良的切割能力和切向受载能力
•轴向受载和剪切受载能力均匀分配,可靠性高
•高强度和刚性,能够保证结构的稳定性和安全性
•环保、节能、耐久、耐腐蚀性能优越
三、连接过程
挑选适合规格的高强扭剪型螺栓,千万不能过量使用或者减少使用
数量,避免出现过量使用导致连接件出现紧张变形的问题,也不要减
少使用数量导致承载能力出现减弱的情况。
连接过程中,要使用扭矩扳手进行对螺栓进行拧紧,确保能够达到
预定的扭矩力矩,并进行合适的转角,使拧紧在适宜的转角下实现。
如果扭矩达不到要求,需要及时更换螺栓。
四、注意事项
1.螺栓的尺寸按规定使用;
2.严格按照图纸要求、技术规范、质量标准进行施工,保证
项目质量;
3.拧紧螺栓时,要适当增加力矩,避免出现松动等问题;
4.在连接过程中,要注意松紧的程度,不要过度或者不足,
以免引起质量问题;
5.在使用扭剪型高强螺栓连接件的过程中,需要加密检查和
维护,保证其整体的稳定性和承载能力;
五、总结
在以上的扭剪型高强螺栓连接交底记录中,我们从连接件的选择、连接过程、注意事项等方面,对该连接件的使用进行了详细的讲解。
在工程中,扭剪型高强螺栓连接件的使用是相对较为常见的一种,我们需要严格确保连接件的使用质量,以避免影响到工程的整体使用效果。
扭剪型高强度螺栓原始记录

质量检测原始记录***********-ZLJL-096-2009
样品名称:扭剪型高强度螺栓规格型号:报告编号:检测依据:GB/T3632-2008
检验:记录:校核:检测日期:共页第页
质量检测原始记录*********-ZLJL-096-2009
样品名称:规格型号:密码编号:检测依据:GB/T3632-2008
使用仪器:微机屏显式液压万能试验机(WEW-1000D)、高强螺栓检测仪(YJZ-500B)、洛氏硬度计(HR-150A)
检验:记录:校核:检测日期:共页第页
质量检测原始记录*********-ZLJL-096-2009
样品名称:规格型号:密码编号:检测依据:GB/T3632-2008
使用仪器:微机屏显式液压万能试验机(WEW-1000D)、高强螺栓检测仪(YJZ-500B)、洛氏硬度计(HR-150A)
检验:记录:校核:检测日期:共页第页。
大六角高强度螺栓施工质量检查记录

初、终拧
标记
不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢和不需要ห้องสมุดไป่ตู้涂料,连接面密贴(边缘间隙≯0.8mm)
应自由穿入,不得强行敲打穿入
螺栓穿入方向
螺栓经扣外露长度(6.3.5条)
垫圈方向
扭矩系数复试平均值K
初拧
复拧
终拧
小锤逐只敲击质量检查
松扣、回扣检查
定期标定记录
班前班后检查记录
初拧
钢结构B-1407
大六角头高强度螺栓施工质量检查记录
GB50205-2001(6.3.2,6.3.5,6.3.6条)
工程名称: 连接构件名称: 节点数量: 抽查节点数: 检查批次:共 批,第 批。
检测项目及内容
连接摩擦面质量
(6.3.6条)
螺栓穿
孔质量
连接接头外观质量
施拧扭矩值(N-M)
大六角头终拧质量
终拧
检查扭矩值
偏差值(%)
检查结果
部位
数量
螺栓
检 查 情况
等级
规格
数量
检查结果
主控检查:检查 项,符合要求 项
一般项目:检查 点,其中合格 点,合格率 %
注:(1)大六角头高强螺栓终拧完成1h后,48h小时内用小锤敲击检查,用松
扣、回扣法按节点数抽查10%,不少于10个节点,每个被抽查节点按
螺栓数抽查10%,且不应少于2个; 班 组 长: 质 检 员:
(2)螺栓经扣外露应为2-3扣,其中允许有10%的螺栓经扣外露1扣或4扣。
(3)本表6.3.2条为主控项目。 或专业工长: 或项目技术负责人:
施工单位: 年 月 日 年 月 日
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
陈晨
紧固部位:12.549-20.350米层
梁与柱、梁与梁、柱与柱
紧固要求:初紧300:(N*m)、终紧扭矩:600(N*m)
高强螺栓规格
部位
初紧人
初紧日期
终紧人
终紧日期
M22
A1轴
M22
A2轴
M22
A3轴
M22
A4轴
M22
A5轴
M22
K1轴
M22
K2轴Biblioteka M22K3轴以下空白
检查结论:
验收单位
M22
J4轴
M22
J5轴
M22
J6轴
M22
J7轴
M22
H1轴
M22
H2轴
M22
H3轴
M22
H4轴
M22
H5轴
检查结论:
验收单位
验收意见
验收签字
班 组
年 月 日
施工单位
年 月 日
监理单位
年 月 日
华电国际莱城电厂#3机组湿式除尘器工程
分项工程名称
湿式除尘器本体钢结构安装
施工负责人
郝朝忠
技术负责人
陈晨
紧固部位:30.267-43.3米层
梁与柱、梁与梁、柱与柱
紧固要求:初紧300:(N*m)、终紧扭矩:600(N*m)
高强螺栓规格
部位
初紧人
初紧日期
终紧人
终紧日期
M22
J1轴
M22
J2轴
M22
J3轴
M22
A2轴
M22
A3轴
M22
A4轴
M22
A5轴
M22
K1轴
M22
K2轴
M22
K3轴
以下空白
检查结论:
验收单位
验收意见
验收签字
班 组
年 月 日
施工单位
年 月 日
监理单位
年 月 日
钢架高强螺栓紧固记录
工程项目名称
华电国际莱城电厂#3机组湿式除尘器工程
分项工程名称
湿式除尘器下部钢结构安装
施工负责人
郝朝忠
高强螺栓规格
部位
初紧人
初紧日期
终紧人
终紧日期
M22
J1轴
M22
J2轴
M22
J3轴
M22
J4轴
M22
J5轴
M22
J6轴
M22
J7轴
M22
H1轴
M22
H2轴
M22
H3轴
M22
H4轴
M22
H5轴
检查结论:
验收单位
验收意见
验收签字
班 组
年 月 日
施工单位
年 月 日
监理单位
年 月 日
钢架高强螺栓紧固记录
工程项目名称
钢架高强螺栓紧固记录
工程项目名称
华电国际莱城电厂#3机组湿式除尘器工程
分项工程名称
湿式除尘器下部钢结构安装
施工负责人
郝朝忠
技术负责人
陈晨
紧固部位:0-12.549米层
梁与柱、梁与梁、柱与柱
紧固要求:初紧300:(N*m)、终紧扭矩:600(N*m)
高强螺栓规格
部位
初紧人
初紧日期
终紧人
终紧日期
M22
A1轴
验收意见
验收签字
班 组
年 月 日
施工单位
年 月 日
监理单位
年 月 日
钢架高强螺栓紧固记录
工程项目名称
华电国际莱城电厂#3机组湿式除尘器工程
分项工程名称
湿式除尘器本体钢结构安装
施工负责人
郝朝忠
技术负责人
陈晨
紧固部位:20.350-32.267米层
梁与柱、梁与梁、柱与柱
紧固要求:初紧300:(N*m)、终紧扭矩:600(N*m)