高强度螺栓连接施工记录
高强度螺栓施工记录范本 (2)

A-D/16轴7-7
M20*75
240
480
A-D/17轴8-8
M20*75
242
484
A-D/17轴3-3
M20*75
240
482
A-D/17轴3a-3a
M20*75
245
490
A-D/17轴7-7
M20*75
241
482
A-D/18轴8-8
M20*75
237
474
A-D/18轴3-3
M20*75
施工单位
项目经理
分包单位
分包项目经理
初拧标准扭矩
240N*m
施工执行标准
GB50205-2001
终拧标准扭矩
480N*m
节点部位
螺栓规格
初拧时间
初拧扭矩
终拧时间
终拧扭矩
备注
A-D/21轴3a-3a
M20*75
239
478
A-D/21轴7-7
M20*75
242
484
A-D/21轴6-6
M20*75
246
工程名称
结构类型
钢结构
施工单位
项目经理
分包单位
分包项目经理
初拧标准扭矩
240N*m
施工执行标准
GB50205-2001
终拧标准扭矩
480N*m
节点部位
螺栓规格
初拧时间
初拧扭矩
终拧时间
终拧扭矩
备注
A-D/11轴8-8
M20*75
240
480
A-D/11轴3-3
M20*75
242
484
A-D/11轴3a-3a
GJ1.5高强螺栓施工记录GJ2.3.1-GJ1.5-Z$
由中央向边缘分二次拧紧到规定力矩
20mm栓:220N.m
20mm栓:440N.m
连接板总面积与贴合面积比:75%以上。最大间隙:0.2mm
小锤敲击检查:指感颤动轻微
扭矩检查:在+5—-6% N.m范围内
一致
2—3扣
施工单位
自查结论:
经全面检查,高强螺栓的连接质量和外观质量,均符合现行标准要求
质检员:
施工单位项目技术负责人:年月日
监理(建设)
单位验收结论:
监理工程师(建设单位项目负责人):年月日
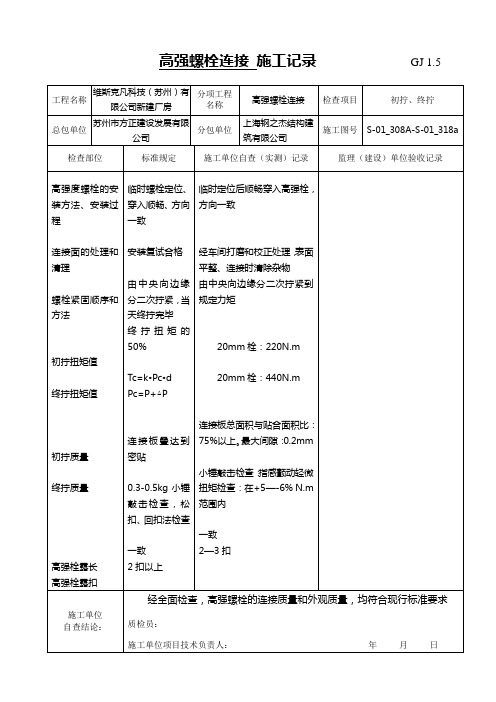
高强螺栓连接施工记录GJ2.3.1(通用表)
工程名称
维斯克凡科技(苏州)有限公司新建厂房
分项工程名称
紧固件连接
检查项目
初拧、终拧
总包单位
苏州市方正建设发展有限公司
分包单位
上海钢之杰结构建筑有限公司
终拧扭矩的50%
Tc=k•Pc•d
Pc=P+△P
连接板叠达到密贴
0.3-0.5kg小锤敲击检查,松扣、回扣法检查
一致
2扣以上
临时定位后顺畅穿入高强栓,方向一致
经车间打磨和校正处理,表面平整、连接时清除杂物
由中央向边缘分二次拧紧到规定矩
20mm栓:220N.m
20mm栓:440N.m
连接板总面积与贴合面积比:75%以上。最大间隙:0.2mm
小锤敲击检查:指感颤动轻微
扭矩检查:在+5—-6% N.m范围内
一致
2—3扣
施工单位
自查结论:
经全面检查,高强螺栓的连接质量和外观质量,均符合现行标准要求
质检员:
施工单位项目技术负责人:年月日
建筑工程-高强度螺栓连接副施工质量检查记录表-填写范例
序号扭矩法偏差(%)转角法
偏差
(度)梅花头拧断否螺栓方向15//一致23//一致35//一致44//一致55
/
/
一致
67891011121314
年
9
月监理(建设)单位
专业监理工程师
(建设单位项目技术负责人):
施工单位
专业工长
专业质检员
施工班组长
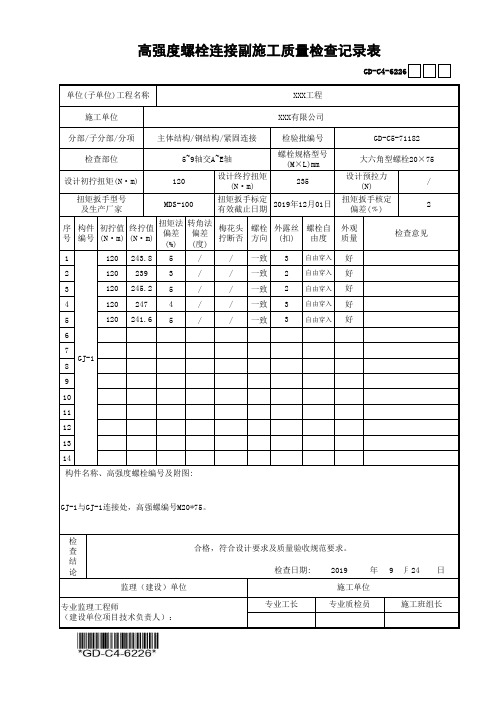
检验批编号GD-C5-71182施工单位XXX有限公司高强度螺栓连接副施工质量检查记录表
GD-C4-6226检查部位5~9轴交A~E轴螺栓规格型号(M×L)mm
大六角型螺栓20×75单位(子单位)工程名称
XXX工程分部/子分部/分项
主体结构/钢结构/紧固连接
/扭矩扳手型号及生产厂家MDS-100
扭矩扳手标定
有效截止日期
2019年12月01日
扭矩扳手核定偏差(﹪)2
设计初拧扭矩(N·m)
120设计终拧扭矩(N·m)
243.8外露丝(扣)
构件编号初拧值(N·m)终拧值(N·m)设计预拉力
(N)235
3自由穿入好螺栓自
由度外观质量检查意见
好120245.22自由穿入2自由穿入120239好1202473自由穿入好120
241.6
3
自由穿入
好
构件名称、高强度螺栓编号及附图:
GJ-1
120
GJ-1与GJ-1连接处,高强螺编号M20*75。
检
查结论
合格,符合设计要求及质量验收规范要求。
检查日期:
2019
24
日。
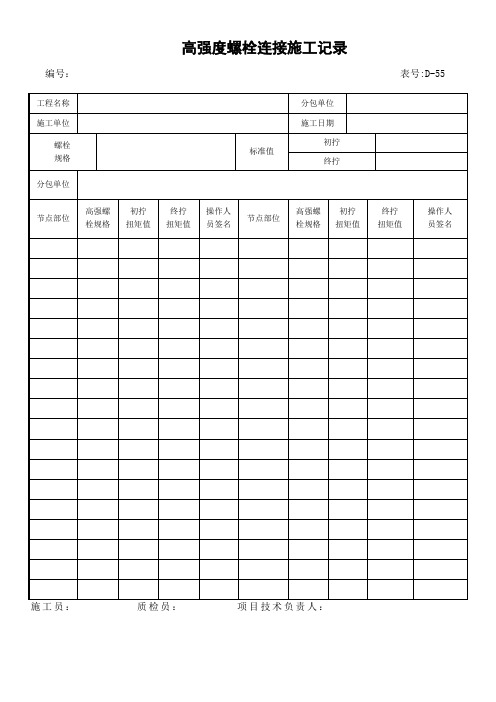
高强度螺栓连接施工记录
高强度螺栓连接施工记录
编号: 表号:D-55
工程名称
分包单位
施工单位
施工日期
螺栓
规格
标准值
初拧பைடு நூலகம்
终拧
分包单位
节点部位
高强螺
栓规格
初拧
扭矩值
终拧
扭矩值
操作人
员签名
节点部位
高强螺
栓规格
初拧
扭矩值
终拧
扭矩值
操作人
员签名
施工员:质检员:项目技术负责人:
高强度螺栓连接施工记录填写说明
高强度螺栓终拧完毕必须当班检查。每栓群应抽查总数的5%,且不得少于2套。抽查合格率不得小于80%,否则应继续抽查,直至合格率达到80%以上。对螺栓拧紧度不足者应补拧,对超拧者应更换、重新施拧并检查。
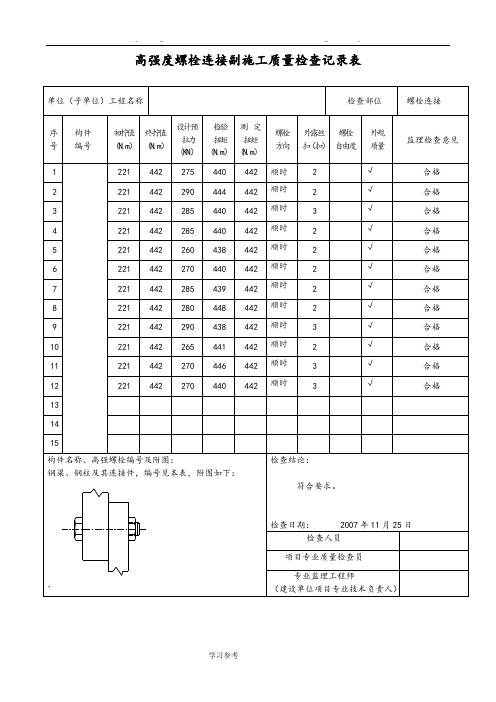
高强度螺栓连接副施工质量检查记录表
吊装检查记录
柱
见图示
先平起,后起一头到直立
合格
梁
见图示
平起
合格
次构件
构件一头1/4处
最后吊次构件
合格
施工单位检查结论
符合要求。
专业质量检查员:2007年9月22日
监理(建设)单位复查结论
合格。
专业监理工程师(建设单位项目专业技术负责人):2007年9月22日
钢结构吊装记录表
GD2301056
≤0.1t
0.03
0.03
0.05
0.01
0.02
0.05
0.03
0.01
0.05
0.01
合格
弧坑裂纹
――
允许存在个别长度≤5.0的弧坑裂纹
无
无
无
无
无
无
无
无
无
无
合格
电弧擦伤
――
允许存在个别电弧擦伤
无
无
无
无
无
无
无
无
无
无
合格
接头不良
缺口深度0.05t,
且≤0.5
缺口深度0.1t,且≤1.0
符合
符合
符合
符合
2007年11月25日
总/专业监理工程师:
2007年11月25日
项目经理:
2007年11月25日
t为连续处较薄的板厚mm缺陷类型二级足设计要求02002t且1002004t2001501015013012015013025015012合格250焊缝内缺陷总长每1000符合符合符合符合符合符合符合符合符合符合合格根部收缩1002002t01302010110130130050101501合格长度不限合格缝两侧咬度1000焊缝总长边总长度1001t003003005001002005003001005001合格允许存在个别的50长度弧坑裂纹合格电弧擦伤允许存在个别电弧擦伤合格接头不良缺口深度005t且0501t缺口深度10符合符合符合符合符合符合符合符合符合符合合格每10000焊缝不应超过1符合符合符合符合符合符合符合符合符合符合合格表面深02t长05t且200符合符合符合符合符合符合符合符合符合符合合格表面气孔每500焊缝长度内允许直径个孔距04t且30的气孔2符合符合符合符合符合符合符合符合符合符合合格查检结论专业工长施工员施工班组长符合要求
扭剪型高强度螺栓施工质量检查记录

扭剪型高强度螺栓施工质量检查记录GB50205-2001 (6.3.3, 6.3.4,6.3.5,6.3.6,6.3.7条)工程名称:招商银行上海大厦 连接构件名称:钢梁 节点数量:296 抽查节点数:30 检查批次:共 批,第02040502批检 测 项 目 及 内 容 连接摩擦面质量 (6.3.6条) 螺栓穿孔质量连接接头外观质量 初拧扭矩(N-M) 螺栓梅花头未在终拧中拧掉数及处理结果扭矩扳手标定记录 (6.3.4)不得有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢、和不需要的涂料,连接面密贴(边缘间隙≯1.0mm) 应自由穿入 (6.3.7条) 螺栓穿入方向(应一致) 螺栓露长(2~3牙) 6.3.5条 垫圈方向未拧断梅花头螺栓数量(只)扭矩扳手终拧扭矩值(N-M) 终拧质量检查结果(6.3.3) 终拧标记 (6.3.3) (松扣、回扣检查) 抽查节点检 查 情 况 部位数量 螺栓 等级 规格 数量1SKL-186 2 10.9 M22*65 22 合格 合格 合格 合格 合格 / / / / / / 1SKL-158 2 10.9 M22*65 22 合格 合格 合格 合格 合格 / / / / / / 1SKL-160 2 10.9 M22*65 22 合格 合格 合格 合格 合格 / / / / / / 1SKL-170 2 10.9 M22*65 48 合格 合格 合格 合格 合格 / / / / / / 1SKL-172 2 10.9 M22*65 36 合格 合格 合格 合格 合格 / / / / / / 1SKL-185 2 10.9 M22*65 22 合格 合格 合格 合格 合格 / / / / / / 1SKL-171 2 10.9 M22*65 48 合格 合格 合格 合格 合格 / / / / / / 1SKL-182 2 10.9 M22*65 22 合格 合格 合格 合格 合格 / / / / / / 1SKL-161 2 10.9 M22*65 22合格合格合格合格合格//////检查结果主控项目:检查 点,符合要求 点 一般项目:检查45点,其中合格45点,合格率100%进行终拧,并作标记,并按本规范6.3.2条进行扭矩检查; 班 组 长: 质 检 员: (2)、检查数量:按节点数抽查10%,不少于10个节点; 或专业工长: 或项目技术负责人: (3)、本表6.3.3条为主控项目。
高强螺栓施工检查记录高强螺栓施工技术交底
高强螺栓施工检查记录高强螺栓施工技术交底技术交底编号工程名称京广铁路保定站改造工程交底部位 8~15/T~U 交底提要钢结构存重支架与操作平台搭设安全技术交底交底内容:1、质量标准:1.1、“高强度螺栓”系指“高强度螺栓连接副”,以下均简称“高强度螺栓”。
每套高强度螺栓由一个10.9s高强度大六角头螺栓、一个10H高强度大六角螺母和两个HRC35~45高强度垫圈组成。
1.2、制造厂所生产高强螺栓的规格、尺寸、外观和技术条,应符合国标GB/T1228~1231-20xx的要求。
1.3、高强度螺栓验收分为出厂检验和工地复验1)高强度螺栓出厂验收具体检测项目如下:a、外型尺寸检验:(依据GB/T1228~1230-20xx中的有关规定)b、螺纹参数检验:(依据GB/T1228~1229-20xx中的有关规定)c、硬度试验:(依据GB/T1231-20xx中的有关规定)d、表面缺陷检验:(依据GB/T1231-20xx中的有关规定)e、螺栓的拉伸试验:(依据GB/T1231-20xx中的有关规定)f、螺栓的冲击试验:(依据GB/T1231-20xx中的有关规定)g、连接副扭矩系数试验:(依据GB/T1231-20xx中的有关规定)h、螺栓实物楔负载试验:(依据GB/T1231-20xx中的有关规定)i、螺母的保证荷载试验:(依据GB/T1231-20xx中的有关规定)检验均依据国标GB/T1228~1231-20xx的有关规定,对于不合格的产品,制造厂可立即重新进行表面处理,经验收合格后才能发往工地。
制造厂验收为逐批抽样检验,其组批原则按国标要求组批,同批高强度螺栓最大数量为3000套。
验收合格后制造厂才能以批为单位供货,并提供每批次高强螺栓的产品质量检验报告书及出厂合格证。
2)高强度螺栓工地复验具体检测项目如下:a、外型尺寸检验:(依据GB/T1228~1230-20xx中的有关规定)b、螺纹参数检验:(依据GB/T1228~1229-20xx中的有关规定)c、硬度试验:(依据GB/T1231-20xx中的有关规定)d、表面缺陷检验:(依据GB/T1231-20xx中的有关规定)e、连接副扭矩系数试验:(依据GB/T1231-20xx中的有关规定)f、螺栓实物楔负载试验:(依据GB/T1231-20xx中的有关规定)g、螺母的保证荷载试验:(依据GB/T1231-20xx中的有关规定)1.3、高强度螺栓工地复验工作由现场施工单位的试验室进行,对于现场施工单位的试验室无法完成的检测项目,必须委托有检测资质的检测机构进行检验,不合格螺栓不得使用并及时由物资部以书面形式通知制造厂,清理退场。
高强度螺栓连接副施工质量检查记录表

钢结构
验收部位
一层钢结构
施工单位
项目经理
施显胜
施工质量验收规范的规定
施工单位检查评定记录
验收
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
0.15
0.1
0.15
0.13
0.12
部位
检查情况
锚栓紧固
垫板、垫块
其它
1
一层钢柱脚
符合要求
符合要求
2
符合要求
符合要求
3
符合要求
符合要求
4
符合要求
符合要求
5
符合要求
符合要求
6
符合要求
符合要求
7
符合要求
符合要求
8
符合要求
符合要求
9
符合要求
符合要求
10
符合要求
符合要求
验收意见
符合设计及验收规范要求,同意验收。
签字栏
建设单位
监理单位
施工单位
项目负责人:
项目专业质量检查员
专业监理工程师
(建设单位项目专业技术负责人)
钢结构吊装记录表
GD2301056
工程名称
吊装部位
钢柱、钢梁、檩条
施工单位
施工日期
2007年9月20日
内
容
及
附
图
序号
构件型号、名称
吊点位置
起吊顺序
吊装检查记录
柱
见图示
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
员签名
施工单位
项目专业质量检查员(签名):监理单位见证人员(签名):
项目专业技术负责人(签名):
年月日
高强度螺栓连接施工记录说明
《钢结构工程施工质量验收规范》GB503052001
6.3.4高强度螺栓连接副的施拧顺序和初拧、复拧扭矩应符合设计要求和国家现行行业标准《钢结构高强度螺栓连接的设计施工及验收规程》JGJ82的规定。
检查数量:全数检查资料。
检验方法:检查扭矩扳手标定记录207□□记录工程名称记录工程名称记录工程名称建筑物生于垂直度/标高、全高测量记录
工程名称
项目经理
施工单位
施工日期
施工执行标准
名称及编号
螺栓
规格
标准值
初拧
终拧
分包单位
分包
项目经理
节点部位
高强螺
栓规格
初拧
扭矩值
终拧
扭矩值
操作人
员签名
节点部位
高强螺
栓规格
初拧
扭矩值
终拧
扭矩值