螺杆组合对PP熔体指数的影响 2010.12(1)分析
同向双螺杆挤出过程中聚合物颗粒熔融问题的探讨_聚合物颗粒熔融的影响因素
同向双螺杆挤出过程中聚合物颗粒熔融问题的探讨Ò:聚合物颗粒熔融的影响因素初广文,周昆颖,耿孝正(北京化工大学,北京100029)摘 要:双螺杆挤出过程中影响聚合物颗粒熔融的因素众多,本文针对螺杆构型和几何尺寸、运转条件及物料确定的双螺杆挤出过程,将影响聚合物颗粒熔融的因素归纳为六个方面,利用相变分数法对这些影响因素分别进行了探讨。
关 键 词:双螺杆挤出;影响因素;相变分数法中图分类号:T Q320.66+3 文献标识码:A 文章编:1001O 9278(2001)05O 0081O 05前文[1]已介绍了作者通过引入/相变分数0解决聚合物颗粒熔融问题的情况。
对于具体的挤出熔融过程,影响聚合物颗粒熔融的因素是值得关注的。
本文将影响聚合物颗粒熔融的因素归纳为六个方面,利用相变分数法对这些因素分别进行探讨。
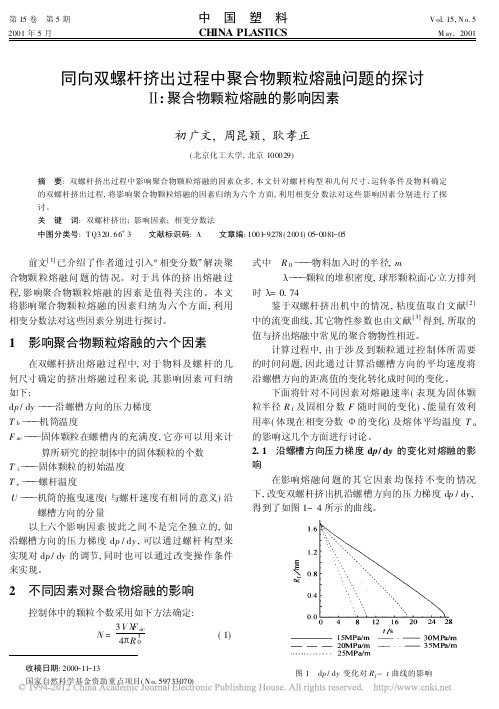
1 影响聚合物颗粒熔融的六个因素在双螺杆挤出熔融过程中,对于物料及螺杆的几何尺寸确定的挤出熔融过程来说,其影响因素可归纳如下:d p /d y )))沿螺槽方向的压力梯度T b )))机筒温度F ac )))固体颗粒在螺槽内的充满度,它亦可以用来计算所研究的控制体中的固体颗粒的个数T i )))固体颗粒的初始温度T s )))螺杆温度U )))机筒的拖曳速度(与螺杆速度有相同的意义)沿螺槽方向的分量以上六个影响因素彼此之间不是完全独立的,如沿螺槽方向的压力梯度d p /d y ,可以通过螺杆构型来实现对d p /d y 的调节,同时也可以通过改变操作条件来实现。
2 不同因素对聚合物熔融的影响控制体中的颗粒个数采用如下方法确定:N =3V K F ac 4P R 3(1)收稿日期:2000O 11O 13国家自然科学基金资助重点项目(N o.59733070)式中 R 0)))物料加入时的半径,mK )))颗粒的堆积密度,球形颗粒面心立方排列时K =0.74鉴于双螺杆挤出机中的情况,粘度值取自文献[2]中的流变曲线,其它物性参数也由文献[3]得到,所取的值与挤出熔融中常见的聚合物物性相近。
聚丙烯熔融指数影响因素的研究及分析
聚丙烯熔融指数影响因素的研究及分析熔融指数是一种代表塑胶材料加工时的流动性数值,其以美国杜邦公司鉴定塑料特性的方法为依据而制定的,别称为熔体流动速率。
聚丙烯是通过丙烯聚合而得到的热塑性树脂,主要分为等规聚丙烯、无规聚丙烯、间规聚丙烯三类。
严格控制聚丙烯的熔融指数,使熔融指数在相应的允许值范围内,有利于聚丙烯产品的良好加工性能和质量得到保障。
文章将简要分析熔融指数的相关内容以及聚丙烯基本含义以及其优、缺点,在此基础上,分别对影响聚丙烯熔融指数的大小和稳定性的因素进行简要讨论。
最后根据实验结果,分析相关数据,得出相应的结论,以供相关人士参考。
标签:聚丙烯熔融指数;氢气;原料;催化剂1 熔融指数基本概述熔融指数,即MI,又被称之为熔体流动速率,指聚合物熔体在一定的温度及负荷之下,熔体在十分钟内通过标准口模的重量。
其温度一般是230摄氏度,负荷为2160克,标准口模为2.095毫米。
熔融指数越大,聚合物熔体的流动性就会越好,平均的分子量就会越低。
测试的主要操作过程如下:首先将待测的高分子原料,即塑料,放置小槽内,槽末连接直径为2.095毫米、长为8毫米的细管。
然后待加热至230度后,向下挤压,计算原料在十分钟内所挤出的重量,即为塑料的流动指数。
2 聚丙烯基本概述聚丙烯,即PP,是较典型的热塑性聚合物,以甲基排列位置为依据,可将其分为三种:等规聚丙烯、无规聚丙烯、間规聚丙烯。
其性质主要包含物理性能、力学性能、热性能、化学稳定性、电性能以及耐候性。
聚丙烯的主要特点包括以下几方面:优点:(1)相对密度较小,仅在0.89至0.91之间,属于最轻的塑料品种之一。
(2)力学性能较好,耐冲击性强,具有良好的成型加工性能。
(3)使用温度可高达110摄氏度至120摄氏度,具有较好的耐热性。
(4)具有较好的电绝缘性,同时不易与化学药品发生反应,且不吸水。
(5)较好的透明度,质地纯净,且无毒、无害。
缺点:(1)耐寒性较差,易受光、热、氧的作用影响。
探析挤出工艺及螺杆组合对PP性能的影响

探析挤出工艺及螺杆组合对PP性能的影响摘要:利用无卤膨胀阻燃剂对聚丙烯(PP)进行改性,研究了不同挤出工艺参数(温度、螺杆转速、喂料量)及螺杆组合对无卤膨胀阻燃PP材料性能[熔体流动速率(MFR)、力学性能、阻燃性能、颜色等]的影响。
结果表明,随着喂料量的增加,材料的MFR、断裂伸长率和缺口冲击强度总体呈下降趋势,适宜的喂料量为60kg/h;随着螺杆转速的增加,材料的MFR逐渐提高,断裂伸长率、缺口冲击强度和极限氧指数呈现先增加后降低的趋势,材料颜色逐渐变黄;随着挤出温度升高,材料的断裂伸长率和缺口冲击强度呈现先升高后降低的趋势;使用弱剪切螺杆组合时阻燃剂分散性能较差,使用集中强剪切螺杆组合时容易导致材料降解,使用分散多段剪切的螺杆组合时,材料的断裂伸长率、缺口冲击强度提升显著,分别比弱剪切螺杆组合生产的材料提高了80%和40.5%。
当喂料量为60kg/h、螺杆转速为500r/min、挤出温度为180~200℃并采用分散多段剪切的螺杆组合时,无卤膨胀阻燃PP材料的综合性能最优。
关键词:无卤膨胀阻燃剂;聚丙烯;螺杆组合;挤出工艺;温度;螺杆转速;力学性能;阻燃性能聚丙烯(PP)的极限氧指数(LOI)仅为18%,极易燃烧,当PP制件有阻燃要求时,必须对PP进行阻燃改性,PP阻燃主要通过添加阻燃剂来实现。
用于PP的阻燃剂种类较多,包括溴–锑协效体系、磷–氮–溴协效阻燃体系、金属氢氧化物–红磷体系及膨胀阻燃体系。
其中膨胀阻燃PP材料具有燃烧时烟密度低,烟毒性小,热释放速率低等优点,应用逐渐增多,是极具潜力的新型材料。
但无卤膨胀阻燃剂存在阻燃效率较低(添加量达到25%~35%)、耐水耐高温性较差等明显不足,且与PP相容性较差,导致膨胀阻燃PP材料的力学性能较差、加工难度较大。
1.实验部分1.1主要原料PP:EP300M,中海壳牌石油化工有限公司;磷–氮系无卤膨胀阻燃剂:德国Budenheim化学公司;聚四氟乙烯(PTFE):广州熵能创新材料股份有限公司。
螺杆组合对PP_BaSO_4复合材料共混效果与性能影响

·50·
塑料工业
2012 年
与捏合块元件交替排列,在混合分散段前段排列输送 元件,保证熔料进入下一段之前松弛一下,进而恢复 它因来自第一段的剪切变稀而减小的黏度,使其黏度 增大,这 样 混 合 会 更 有 效,且 能 量 输 入 最 小。WP TME 和 ZME / SME 元件与捏合块元件交替排列,捏合 块元件保证在螺杆 ( 机筒) 中设置高剪切区,而且 要使物料多次通过这些高剪切区,提供大的剪切应 力,使结块破裂。WP TME 和 ZME / SME 元件保证了 物料能够得到足够的应变外,还应使物料在螺杆中流 动时能不断重新取向 ( 或不断调整其流动方向) ,实 现物料界面的无序化,这样可以在增加很少或不增加 剪切的情况下获得大的界面增长,从而实现良好的分 布混合。 2. 2 不同螺杆组合对 BaSO4在 PP 中混合分散的影响
作者简介: 徐伟,男,1981 年生,本科学历,多年从事改性塑料工艺技术与研究工作。xw@ honsea. com
第 40 卷第 1 期
徐 伟,等: 螺杆组合对 PP / BaSO4 复合材料共混效果与性能影响
·49·
A1
A2
A3
A4
A5
1. 4 测试与表征 1. 4. 1 力学性能测试
按 GB / T 1040—2006 在拉力机上进行拉伸实验; 按 GB / T 9431—2000 标准在弯曲试验机上进行弯曲实 验; 按 GB / T 1043—2008 标准用冲击实验机测试样品 的简支梁缺口冲击强度; 按 GB / T 15585—1995 测试
表 4 列举了不同组合下,PP / BaSO4 挤出造粒情 况,图 1 示出了不同组合下,BaSO4 在 PP 树脂中的 混合分散效果。
聚丙烯产品熔融指数波动原因及分析
聚丙烯产品熔融指数波动原因及分析发表时间:2020-12-30T03:00:26.489Z 来源:《防护工程》2020年27期作者:尹健[导读] 为减少产品熔融指数波动次数和幅度,提高聚丙烯产品质量稳定性提供了有力依据。
中国石化股份有限公司天津石化烯烃部天津市 300270摘要:根据聚丙烯产品质量特点,介绍了聚丙烯产品性能指标中最重要的参数——熔融指数的相关情况,根据熔融指数的波动情况,进行了有效分析并且提出了相应的解决办法。
为减少产品熔融指数波动次数和幅度,提高聚丙烯产品质量稳定性提供了有力依据。
关键词:聚丙烯;熔融指数;性能;产品质量天津石化聚丙烯装置采用Basell公司(原意大利HIMONT公司)的“Spheripol”工艺,反应系统由液相环管反应器和气相流化床反应器组成。
目前主要产品有均聚产品T30S,M12,PP6012,共聚产品EPS30R,PPT5015.熔融指数是衡量聚丙烯树脂在熔融状态下流动性好坏的指标。
熔融指数越大,聚丙烯树脂的熔融流动性能越好,反之,熔融指数越小,聚丙烯树脂熔融流动性能就越差。
由于聚丙烯是热塑性树脂,是在熔融状态下加工成各种制品的,所以熔融指数是影响聚丙烯加工性能的重要指标,也是聚丙烯产品质量最主要的指标之一。
1.熔融指数的控制方法在聚丙烯生产中,采用加氢的方法来调节聚合物的分子量以控制产品的熔融指数,这一过程又称“氢调”。
随着聚合反应时加氢量的增加或氢调效果的改善,聚合物分子量的减少,产品熔体流动速率增大。
氢调速度还与聚合温度有关。
聚合温度越高,加氢反应速度越快。
由于聚合温度受丙烯临界温度和设备允许操作压力的限制,加上提高反应温度对其他质量指标也有影响(如等规度会有所下降),所以一般不采用提高聚合温度的方法来改善氢调效果和提高产品的熔体流动速率。
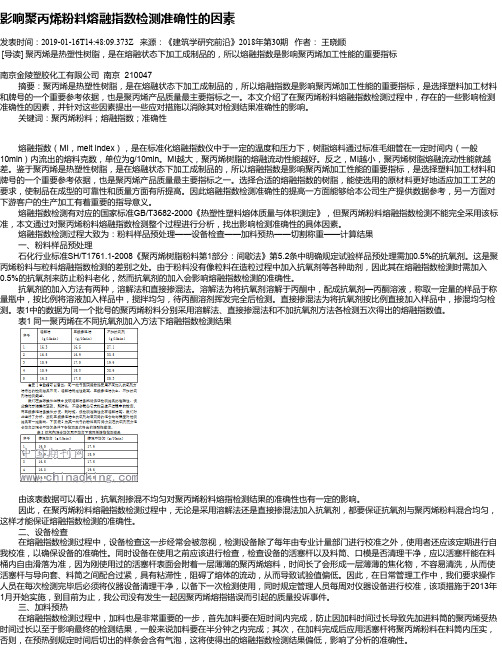
2.熔融指数的影响因素及处理方法表1 熔融指数影响因素及处理方法4.结论4.1 聚合反应突然变化时,无论是催化剂加入量的改变还是丙烯质量变化造成的,操作人员应及时根据丙烯进料量的变化,及时调整氢气进料量,保证氢气在丙烯中的浓度保持不变。
影响聚丙烯粉料熔融指数检测准确性的因素
影响聚丙烯粉料熔融指数检测准确性的因素发表时间:2019-01-16T14:48:09.373Z 来源:《建筑学研究前沿》2018年第30期作者:王晓顺[导读] 聚丙烯是热塑性树脂,是在熔融状态下加工成制品的,所以熔融指数是影响聚丙烯加工性能的重要指标南京金陵塑胶化工有限公司南京 210047摘要:聚丙烯是热塑性树脂,是在熔融状态下加工成制品的,所以熔融指数是影响聚丙烯加工性能的重要指标,是选择塑料加工材料和牌号的一个重要参考依据,也是聚丙烯产品质量最主要指标之一。
本文介绍了在聚丙烯粉料熔融指数检测过程中,存在的一些影响检测准确性的因素,并针对这些因素提出一些应对措施以消除其对检测结果准确性的影响。
关键词:聚丙烯粉料;熔融指数;准确性熔融指数(MI,melt index),是在标准化熔融指数仪中于一定的温度和压力下,树脂熔料通过标准毛细管在一定时间内(一般10min)内流出的熔料克数,单位为g/10min。
MI越大,聚丙烯树脂的熔融流动性能越好。
反之,MI越小,聚丙烯树脂熔融流动性能就越差。
鉴于聚丙烯是热塑性树脂,是在熔融状态下加工成制品的,所以熔融指数是影响聚丙烯加工性能的重要指标,是选择塑料加工材料和牌号的一个重要参考依据,也是聚丙烯产品质量最主要指标之一。
选择合适的熔融指数的树脂,能使选用的原材料更好地适应加工工艺的要求,使制品在成型的可靠性和质量方面有所提高。
因此熔融指数检测准确性的提高一方面能够给本公司生产提供数据参考,另一方面对下游客户的生产加工有着重要的指导意义。
熔融指数检测有对应的国家标准GB/T3682-2000《热塑性塑料熔体质量与体积测定》,但聚丙烯粉料熔融指数检测不能完全采用该标准,本文通过对聚丙烯粉料熔融指数检测整个过程进行分析,找出影响检测准确性的具体因素。
熔融指数检测过程大致为:粉料样品预处理——设备检查——加料预热——切割称重——计算结果一、粉料样品预处理石化行业标准SH/T1761.1-2008《聚丙烯树脂粉料第1部分:间歇法》第5.2条中明确规定试验样品预处理需加0.5%的抗氧剂。
使用双螺杆挤出机制备高熔体强度PP的研究

使用双螺杆挤出机制备高熔体强度PP的研究
刘心勐;王益龙;贾子涵;李云潮;韦思奇
【期刊名称】《现代塑料加工应用》
【年(卷),期】2022(34)3
【摘要】使用双螺杆挤出机研究了聚丙烯(PP)在自由基引发下与反应单体二乙烯基苯发生挤出反应、制备高熔体强度PP的工艺条件和配方。
结果表明:较高的螺筒温度不利于挤出反应,最佳螺筒温度为
180,180,185,185,185,185,190,185,180℃(机头)。
封闭螺筒第4区加料口,抗氧剂与其他原料从主加料口一起加入,会使产物熔体强度显著提高。
螺筒尾部排气装置保持较高的真空度,能够使产物无气味。
降低螺杆转速有利于支化反应的进行,产物的熔体强度明显提高。
使用嵌段共聚PP料比均聚PP料更易于得到较高熔体强度的产物,引发剂2,5-二甲基-2,5-二(过氧化叔丁基)己烷(DHBP)的最佳质量分数为0.04%。
【总页数】4页(P25-28)
【作者】刘心勐;王益龙;贾子涵;李云潮;韦思奇
【作者单位】大连理工大学化工学院高分子材料系
【正文语种】中文
【中图分类】TQ3
【相关文献】
1.高熔体强度聚丙烯制备技术的研究进展
2.固相接枝法制备高熔体强度聚丙烯的研究
3.高熔体强度聚丙烯的性能及其制备工艺研究进展
4.高熔体强度聚丙烯制备的研究进展
5.辐照法制备高熔体强度聚丙烯的研究进展
因版权原因,仅展示原文概要,查看原文内容请购买。
同向双螺杆熔融段螺杆组合对共混物相态变化的影响

同向双螺杆熔融段螺杆组合对共混物相态变化的影响同向双螺杆熔融段螺杆组合是一种重要的混炼设备,它在共混物的制备中发挥着重要的作用。
该设备依靠螺杆带动,将不同种类的高分子材料混合在一起,并控制相态变化,从而实现对共混物的精密控制。
以下,我们将围绕同向双螺杆熔融段螺杆组合对共混物相态变化的影响进行详细介绍。
第一步,了解同向双螺杆熔融段螺杆组合的原理。
同向双螺杆熔融段螺杆组合主要由两个同向运转的螺杆组成,其中一个为搅拌螺杆,另一个为输送螺杆。
在共混物的制备过程中,搅拌螺杆将高分子材料搅拌均匀,形成均相混合;输送螺杆则将混合好的材料输送出来,实现对共混物的精密控制。
同时,通过控制搅拌螺杆的速度和输送螺杆的压力,可以控制共混物的相态变化,并实现精密混合。
第二步,掌握同向双螺杆熔融段螺杆组合的优点。
同向双螺杆熔融段螺杆组合具有混炼时间短、混合效果好、能耗低、操作简便等优点。
通过同向双螺杆熔融段螺杆组合的混炼,共混物的相态变化可以得到很好的控制,从而实现共混物的精密控制。
这有助于提高共混物的物理性能和应用性能,从而满足不同领域的需求。
第三步,了解同向双螺杆熔融段螺杆组合的应用领域。
同向双螺杆熔融段螺杆组合广泛应用于共混物的制备。
在塑料、橡胶、高分子材料等领域,同向双螺杆熔融段螺杆组合都发挥着重要的作用。
同时,这种设备也被应用于生物材料、医药材料等领域。
如在生物材料的制备过程中,同向双螺杆熔融段螺杆组合可以实现对材料的精密控制,从而实现材料的功能化和调控。
在医药材料的制备过程中,同向双螺杆熔融段螺杆组合可以实现药物的载体化和调控,进一步提高药物的效果。
综上所述,同向双螺杆熔融段螺杆组合对共混物相态变化的影响是很大的,它可以实现对共混物的精密控制,并提高共混物的物理性能和应用性能。
在不同领域的应用中,同向双螺杆熔融段螺杆组合都有良好的发挥。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双螺杆挤出机螺杆组合对聚丙烯熔融指数的影响
王文彦1,李世通2,张国强3
(1. 天华化工机械及自动化研究设计院,甘肃兰州,730060;
2. 甘肃省聚合物配混改性成套技术及装备工程技术研究中心,甘肃兰州,730060)
摘要:在聚丙烯(PP)的改性加工中,熔融指数是一种非常重要的参数。
本论文通过实验研究,讨论了啮合块和反向输入元件对聚丙烯熔融指数的影响。
关键词:熔融指数聚丙烯啮合块反向输送元件
在聚丙烯的改性加工中,需要特别注意熔融指数的变化情况[1~2]。
本文通过实验研究,讨论了啮合块的结构和位置,反向输送元件的数量和位置对聚丙烯熔融指数的影响。
1 实验部分
1.1 实验原料
聚丙烯(PP):LI28F,中石油华北石化公司。
1.2 主要实验设备及仪器
平行同向双螺杆挤出机:SHJ-30H,长径比40:1,天华化工机械及自动化研究设计院。
熔融指数仪:ZRZ-400,深圳新三思公司。
1.3 试样制备
将聚丙烯原料颗粒加入SHJ-30H挤出机中,按照表1的工艺条件,使用不同结构的螺杆组合挤出并造粒,制得试样。
表1 挤出工艺参数
1.4 熔融指数测定
熔融指数按照GB3682-2000测试,测试温度为230℃,砝码重量为2.16kg。
2 结果与讨论
2.1 不同结构的啮合块对熔融指数的影响
为了保证实验结果仅与螺杆组合有关,实验物料中没有添加任何助剂,并且每组实验都采用了如表1所示的工艺条件。
2.1.1 螺杆组合及实验过程
本项实验主要考察了啮合块的错列角和单片厚度对聚丙烯熔融指数的影响。
图1 螺杆组合A
如图1所示,螺杆组合A中有11个啮合块,分成三组,分别位于第3、4节筒体之间,第5、6节筒体之间以及7、8节筒体之间。
图2 号螺杆组合B
如图2所示,螺杆组合B是在螺杆组合A的基础上,将真空排气口之前的90°/5/32更换为45°/5/32,用于实验不同角度的啮合块对聚丙烯熔融指数的影响。
图3 螺杆组合C
如图3所示,螺杆组合C是在螺杆组合A的基础上将两个45°/5/57更换为45°/5/32,用于实验宽啮合块和窄啮合块对聚丙烯熔融指数的影响。
上述三个组合制得的试样的熔指如下表所示:
表2
用这个组合,我们在表1的工艺条件下挤出造粒聚丙烯(PP),然后测定熔融指数。
测得熔融指数为7.2g/10min
在表1工艺条件下挤出造粒。
然后测定熔融指数。
测得聚丙烯(PP)的熔融指数为8.5g/10min。
在表1的工艺条件下挤出造粒,然后测定熔融指数。
测得聚丙烯(PP)的熔融指数为7g/10min。
2.1.2 组合机实验结果分析
比较螺杆组合1,螺杆组合2做出来聚丙烯(PP)的熔融指数,我们发现将真空排气口之前的啮合块从90/5/32更换为45/5/32,熔融指数从7.2g/10min增加到了8.5g/10min。
这说明在聚丙烯(PP)熔融塑化之后45/5/32的剪切反而强于90/5/32,导致分子量变小,熔融指数增加。
比较螺杆组合1及螺杆组合3
组合1中利用了宽体啮合块,螺杆组合3中用常规啮合块代替了宽体啮合块,螺杆组合1所加工聚丙烯(PP)的熔融指数为7.2g/10min,螺杆组合3所加工聚丙烯(PP)的熔融指数为7g/10min,没有明显的变化。
这说明宽体啮合块和常规啮合块对聚丙烯(PP)熔融指数的影响不是很明显。
2.2 反螺纹数目及位置对熔融指数的影响
2.2.1 螺杆组合及实验过程
反向螺纹元件的输送方向与挤出方向相反,作为阻力元件,用于形成密封和建立高压以利于排气,脱挥[1]。
在如下的组合中我们主要考察反螺纹的位置及数目对熔融指数的影响。
图4:4号螺杆组合
如图4,4号螺杆组合中有3个反向螺纹元件,分别位于第4、6、8节筒体中。
用这个螺杆组合在表1的工艺条件下进出造粒,然后测定聚丙烯(PP)的熔融指数。
测得熔融指数为6.3g/10min。
图5:5号组合
如图5,5号螺杆组合是在4号螺杆组合的基础上减少了真空排气口之前的反向螺纹元件,保留了位于第4、6节筒体中的反向螺纹元件。
用这个组合在表1的工艺条件下挤出造粒,然后测定聚丙烯(PP)的熔融指数。
测得熔融指数为5.7g/10min。
图6:6号螺杆组合
如图6,6号螺杆组合是在4号螺杆组合的基础上,取掉了塑化区最后段(第9节筒体),中段(第6节筒体)的两个反向螺纹元件,只保留了一个位于塑化区前段(第4节筒体)的反向螺纹元件。
4、5、6号螺杆组合及后面的8号螺杆组合用来考察反螺纹数目对聚丙烯(PP)熔融指数的影响。
用这个组合在表1的工艺条件下挤出造粒,然后测定聚丙烯(PP)的熔融指数。
测得聚丙烯(PP)的熔融指数为6.3g/10min。
图7:7号螺杆组合
如图7,7号螺杆组合和6号螺杆组合类似,其中只有一个反向螺纹元件,不同之处在于6号螺杆组合中反向螺纹元件位于塑化区前段(第4节筒体)而7号组合中反向螺纹元件位于塑化区后段(第9节筒体)中。
通过这两个组合我们可以比较反向螺纹元件的位置对于聚丙烯(PP)熔融指数的影响。
用这个组合在表1的工艺条件下挤出造粒,然后测定聚丙烯(PP)的熔融指数。
测得聚丙烯(PP)的熔融指数为7.2g/10min。
图8:8号螺杆组合
如图8,8号组合中没有反向螺纹元件,用于和前面的4,5,6号螺杆组合比较,考察反向螺纹元件的数目对聚丙烯(PP)熔融指数的影响,用这个螺杆组合在表1的工艺条件下挤出造粒,然后测定聚丙烯(PP)的熔融指数。
测得聚丙烯(PP)的熔融指数为10g/10min
2.2.2
实验结果及数据分析
表2:反螺纹数目与熔融指数的关系
通过处理实验数据,我们得到表2.中的结果。
表2中X轴表示反螺纹数目由多到少,从表中我们可以看出熔融指数并不是简单的随着反螺纹数目的减少呈线性的变化关系,需要比较不同的螺杆组合及熔融指数做进一步的分析。
比较螺杆组合4、5,及测试出来熔融指数,我们发现取掉塑化区后段(第9节筒体)中的反向螺纹元件时,螺杆组合明显的减弱,所以聚丙烯(PP)的熔融指数从 6.3g/10min 降低到5.7g/10min.
比较螺杆组合5、6、8及测试出来的熔融指数,我们发现在塑化区中段(第6节筒体),塑化区前段(第4节筒体)中安装反向螺纹元件对于并不能增强对聚丙烯(PP)的剪切使聚丙烯(PP)的熔融指数升高。
不安装反向螺纹元件的8号组合做出来的熔融指数反而最高,达到了10g/10min。
比本次实验聚丙烯(PP)原料的熔融指数高出了一倍。
这一点和我们常规的理论分析不一致,值得进一步的实验研究。
比较螺杆组合6、7我们发现,反向螺纹元件位于塑化区前段(第4节筒体中)时,聚丙烯(PP)的熔融指数为6.3g/10min。
反向螺纹元件位于塑化区后段(第9节筒体中)时,聚丙烯(PP)的熔融指数为7.2g/10min。
聚丙烯(PP)的熔融指数高,说明分子量相对较低[2],这就说明把反向螺纹元件放在第9节筒体中时,对聚丙烯(PP)的剪切比较强
3 结论
第一:在塑化区后段,即聚丙烯(PP)完全变成熔体之后45/5/32对熔体的剪切强于
90/5/32
第二:宽体啮合块和常规啮合块对熔融指数的影响没有明显区别。
第三:反向螺纹元件位于塑化区后段对于聚丙烯(PP)的剪切要强于放螺纹位于塑化区前段。
轻微调整组合来控制聚丙烯(PP)的熔融指数时可以通过调整反向螺纹元件的位置来实现。
参考文献:
1 Wang,X.C Tzoganakis, C.Rempel, GL, Polym Eng Sci, December 15, (1994)
2 MacAfee, M. Caldwell, L.Thompson, S. Mcnally, G., 61st Annual Technical Conference Antec 2003,4-8 May Nashville, USA,(2003)
3 杨为民,杨高品,丁玉梅。
塑料挤出加工新技术。
2006.5:77~100
4 赵军,车剑锋,侯建国。
二步法丙纶高强度工业纺丝工艺研究。
合成纤维,2000年11月:。