刀具角度的标注
刀具几何角度45°切断刀主要角度标注

一、一面二角分析法
表示空间任意一个平面方位的定向角度只需两个,所以判断刀具切削部分需要标注的独立角度数量可用一面二角分析法确定。
即刀具需要标注的独立角度数量是刀面数量的二倍。
分析任何一种刀具,包括钻头、铣刀、等复杂刀具几何参数时,都可将复杂的刃形分为一个个切削刃,每个切削刃应有前、后两个刀面、每个刀面应标注两个独立角度。
例如用γo和λs 两角确定前面的方位,用αo、Кr两角可确定后面的方位,用Кr和λs两角可确定主切削刃的方位。
二、切断刀分析与标注
如图所示的切断刀有一条切削刃,两个刀尖、两条副切削刃组成。
其中两条副切削刃与主切
削刃同时处在一个前刀面上,因此,这把切断刀共有4个刀
面。
4×2=8,需要标注的独立角度共有8个。
习惯上标注左
切削刃上的主偏角、刃倾角,而右刃角度是派生角度。
因此,
切断刀各刀面的定向角是:
前面定向角:γo、λsL;后面定向角:αo、КrL;左
副后面定向角α`oL、КrL`;右副后面定向角α`oR、
КrR`
三、法平面参考系角度标
注
四、
其它参考系
1、假定工作平面参考系由P r、P f、P p三个平面组成。
其中:
(1) 假定进给平面P f 过切削刃选定点平行于假定进给运动方向并垂直于基面的平面。
(2) 假定切
深平面(背平面)P p过过切削刃选定点既垂直假定工作平面又垂直于基面的平面。
刀具角度标注参考系
刀具标注角度参考系
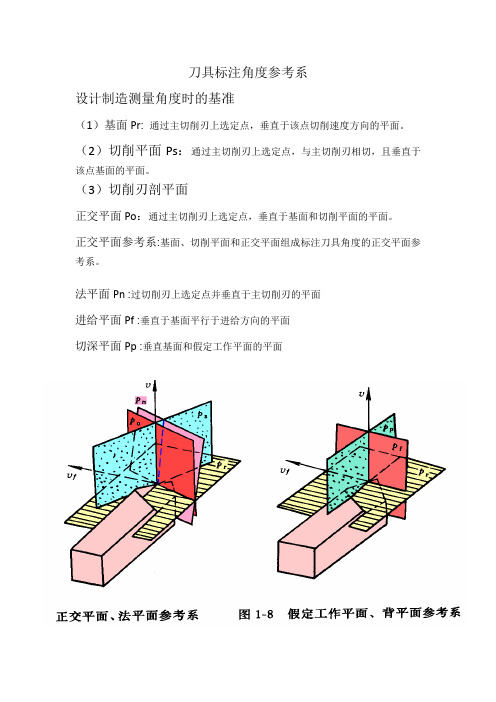
设计制造测量角度时的基准
(1)基面Pr: 通过主切削刃上选定点,垂直于该点切削速度方向的平面。
(2)切削平面Ps:通过主切削刃上选定点,与主切削刃相切,且垂直于该点基面的平面。
(3)切削刃剖平面
正交平面Po:通过主切削刃上选定点,垂直于基面和切削平面的平面。
正交平面参考系:基面、切削平面和正交平面组成标注刀具角度的正交平面参考系。
法平面Pn :过切削刃上选定点并垂直于主切削刃的平面
进给平面Pf :垂直于基面平行于进给方向的平面
切深平面Pp :垂直基面和假定工作平面的平面。
刀具的标注角度技术总结_技术人员的工作总结
刀具的标注角度技术总结_技术人员的工作总结
刀具的标注意味着将刀具的各项参数,如长度、直径、角度等信息标注在刀具上,以方便使用和管理。
刀具标注角度是其中的一个重要环节,下面对刀具标注角度技术进行总结。
一、刀具标注角度方法
常见的角度标注方法主要有两种,一种是以X轴为基准,逆时针旋转表示的角度;另一种是以Y轴为基准,顺时针旋转表示的角度。
在标注刀具的角度时,应该选择一种标注方法进行标注,以便于后续使用。
2. 角度精度要求
刀具的标注角度应达到一定的精度要求,否则会影响使用效果。
一般来说,标注的精度应在0.05度以内。
为了保证标注的精度,可采用相应的角度计量器进行测量,从而得到准确的角度数值。
1. 刀具的角度标注应该以几何中心为基准进行,对于刀具上的角度应该使用逆时针标注的方法。
2. 标注刀具的角度应该尽可能地准确,以便于后续使用时的调整和使用。
3. 刀具标注的角度应该与生产时的要求相符合,对于生产过程中的各种有关刀具角度的标准,都应该进行严格的执行,从而保证刀具的质量和可靠性。
三、结论
刀具的标注角度技术是一项非常重要的工作,需要工作人员掌握相应的技能和知识。
在进行刀具角度标注时,需要采用合适的方法和测量工具,实现标注精度的要求,并严格按照生产标准进行操作。
只有这样才能够保证刀具的合理使用和管理,提高使用效果和生产效益。
刀具的标注角度

(3)影响表面粗糙度 对切屑的形状和刀具寿命的影响
主偏角小:切屑宽且薄。 (散热好,刀具寿命提高) 主偏角大:切屑窄且厚。
主偏角对表面粗糙度大小的影响
主偏角小:表面粗糙 度小。主偏角大:表 面粗糙度大。
常用角度:45°、 60° 、75° 、90°
(6)副偏角( kr')基面内,副切削平面与假定工作面间的夹角。
作用:(1)影响副切削刃与工件已加工表面的摩擦 (2)影响表面粗糙度的大小
选取范围: 5o~15o
副偏角小:表面粗糙度小。副偏角大:表面粗糙度大。
(7)刃倾角( s)在切削平面内,主切削刃和基面之间的夹角。
作用:(1)影响刀头的强度 (2)影响排屑方向
4、(1)刀具几何角度选取原则: 锐字当先,锐中求固。
刀具标注角度的参考系
(4)假定工作平面( pf )(进给平面)通过切削刃选定点,与 基 面垂直,且与假定进给方向平行 (5)背平面( pp )(切深平面)通过切削刃选定点,同时垂直于 基面和假定工作平面
3.刀具的标注角度
刀具的标注角度是指刀具在静止参考系中的一组角度,也是刀
具制造图上标注的角度,是刀具设计、制造、刃磨和测量所必需的, 也称静止角度。 主要包括:
2.确定刀具角度的静止参考系
假设:① 不考虑进给运动 ② 规定车刀刀尖与工件中心等高 ③ 刀柄的中心线垂直于进给方向
因此,参考系为静止参考系,主 要坐标平面有基面pr、切削平面ps、 正交平面(主剖面)po、假定工作 平面pf、背平面pp组成。 (1)基面( pr ):通过主切削刃
选定点,垂直于假定主运动 方向的平面。 (2)切削平面( ps ):通过 主切削刃选定点,与切削刃 相切并垂直于基面。 (3)正交平面( po ):通过主 切削刃选定点,并同时垂直 于基面和切削平面
刀具标注角度

⼑具标注⾓度2)后⾓αo -- 后⼑⾯与切削平⾯之间的夹⾓。
若通过选定点的切削平⾯位于楔形⼑体的实体之外,后⾓为正值;反之为负值。
3)楔⾓βo -- 前⼑⾯与主后⼑⾯之间的夹⾓。
显然有:βo + γo +αo = 90°。
在基⾯P r中测量的⾓度:4)主偏⾓k r -- 主切削刃在基⾯上的投影与假定进给⽅向之间的夹⾓。
5)副偏⾓k'r -- 副切削刃在基⾯上的投影与假定进给反⽅向之间的夹⾓。
6)⼑尖⾓εr -- 主切削刃与副切削刃在基⾯上投影之间的夹⾓。
显然有: k r+k'r +εr = 180°。
在切削平⾯P s中测量的⾓度:7)刃倾⾓λs -- 主切削刃与基⾯之间的夹⾓。
当⼑尖是主切削刃上最低点时,刃倾⾓定为负值;当⼑尖是主切削刃上最⾼点时,则刃倾⾓为正值,如图2-62 所⽰。
图2-62 刃倾⾓当λs = 0°时,主切削刃与切削速度垂直,称之为直⾓切削或正切削。
⽽λs≠ 0°的切削称为斜⾓切削或斜切削。
λs的正或负会改变切屑流出的⽅向。
在副正交平⾯中测量的⾓度8)副后⾓α'o -- 副后⼑⾯与切削平⾯之间的夹⾓;9)副前⾓γ'o -- 前⼑⾯与基⾯之间的夹⾓。
实际上,当γo、λs 、k r及k'r为已定值,且主、副切削刃处于共同的前⼑⾯时,γ'o也已被确定了。
另外,βo及εr是派⽣⾓。
因此,外圆车⼑的标注⾓度只有六个是独⽴的:γo、αo、k r、 k'r、λs与α'o,外圆表⾯的加⼯路线1粗车→半精车→精车:应⽤最⼴,满⾜IT≥IT7,▽≥0.8外圆可以加⼯2粗车→半精车→粗磨→精磨:⽤于有淬⽕要求IT≥IT6,▽≥0.16 的⿊⾊⾦属。
3粗车→半精车→精车→⾦刚⽯车:⽤于有⾊⾦属、不宜采⽤磨削加⼯的外⽤表⾯。
4.粗车→半精车→粗磨→精磨→研磨、超精加⼯、砂带磨、镜⾯磨、或抛光在2的基础上进⼀步精加⼯。
实验一:刀具的标注角度
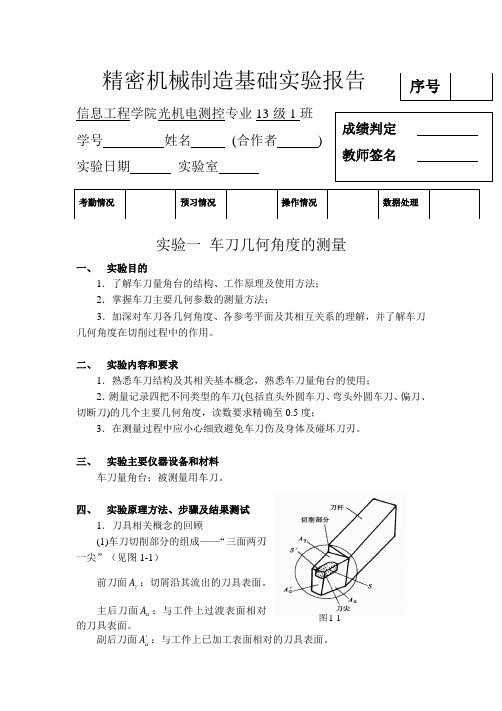
精密机械制造基础实验报告信息工程学院光机电测控专业13级1班 学号 姓名 (合作者 ) 实验日期 实验室实验一 车刀几何角度的测量一、 实验目的1.了解车刀量角台的结构、工作原理及使用方法; 2.掌握车刀主要几何参数的测量方法;3.加深对车刀各几何角度、各参考平面及其相互关系的理解,并了解车刀几何角度在切削过程中的作用。
二、 实验内容和要求1.熟悉车刀结构及其相关基本概念,熟悉车刀量角台的使用;2.测量记录四把不同类型的车刀(包括直头外圆车刀、弯头外圆车刀、偏刀、切断刀)的几个主要几何角度,读数要求精确至0.5度;3.在测量过程中应小心细致避免车刀伤及身体及碰坏刀刃。
三、 实验主要仪器设备和材料车刀量角台;被测量用车刀。
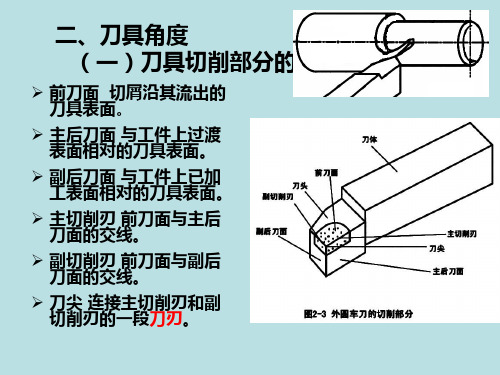
四、 实验原理方法、步骤及结果测试1.刀具相关概念的回顾(1)车刀切削部分的组成——“三面两刃一尖”(见图1-1)前刀面A γ:切屑沿其流出的刀具表面。
主后刀面A α:与工件上过渡表面相对的刀具表面。
副后刀面'A α:与工件上已加工表面相对的刀具表面。
序号考勤情况预习情况操作情况数据处理成绩判定 教师签名图1-1主切削刃S :前刀面与主后刀面的交线,它承担主要切削工作,也称为主刀刃。
副切削刃'S :前刀面与副后刀面的交线,它协同主切削刃完成切削工作并最终形成已加工表面,也称为副刀刃。
刀尖:连接主切削刃和副切削刃的一段刀刃,它可以是一段小的圆弧,也可以是一段直线。
(2)刀具角度参考坐标系——正交平面参考坐标系(见图1-2)刀具角度是确定刀具切削部分几何形状的重要参数,要确定刀具的角度,必须先确定用于定义和规定刀具角度的各种基准坐标平面,组成各种参考坐标系。
根据有无考虑进给运动与安装条件,参考坐标系可分为标注(静止)参考坐标系和工作(动态)参考坐标系。
标注参考系中最常用的是正交平面参考坐标系,其主要有以下三个平面组成。
基面P γ:通过主切削刃上某一指定点,并与该点切削速度方向相垂直的平面。
(整理)刀具角度的标注.

(二)建设项目环境影响评价的工作等级答案:
1.建设项目环境影响评价文件的报批
2.750外圆车刀几何角度:主偏角Kr=750,副偏角Kr¹=150,前角γ0=100,后角α0=80,副后角α0¹=80,刃倾角λs=-50
(1)基础资料、数据的真实性;答案:
2)应用环境质量标准时,应结合环境功能区和环境保护目标进行分级。(2)综合规划环境影响篇章或者说明的内容。
切断刀
答案:
5.450内孔车刀几何角度:主偏角Kr=450,副偏角Kr¹=150,
第1页前角γ0=100,后角α0=100,副后角α0¹=100,刃倾角λs=-50
答案:
规划审批机关在审批专项规划草案时,应当将环境影响报告书结论以及审查意见作为决策的重要依据。
二、环境影响评价的要求和内容6.450端面车刀几何角度:主偏角Kr=450,副偏角Kr′=450,前角γ0=50,后角α0=80,副后角α0′=80,刃倾角λs=50
答案:
(1)规划环境影响评价的分析、预测和评估内容。
3.600内孔车刀几何角度:主偏角Kr=600,副偏角Kr′=150,前角γ0=100,后角α0=80,副后角α0′=80,刃倾角λs=-50
答案:
2)应用环境质量标准时,应结合环境功能区和环境保护目标进行分级。
4.900外圆车刀几何角度:主偏角Kr=900,副偏角Kr′=150,前角γ0=100,后角α0=80,副后角α0′=80,刃倾角λs=50
刀具角度介绍
通过主切削刃上某一指定点, 同时垂直于该点基面和切削平面 的平面。
正交平面参考系
2、刀具的标注角度
(1)前角 o
(2)后角 o
(3)主偏角 r
(4)副偏角 r
(5)刃倾角 s
(1)前角 o
在正交平面内测量的前刀 面和基面间的夹角。前刀面 在基面之下时前角为正值, 前刀面在基面之上时前角为 负值。
(2)刀具安装位置对工作角度的影响
刀具安装高低对工作角度的影响
oe
o
oe
o
刀杆中心线与进给方向不垂直对工作角度的影响
re r A
三、切削层。
切削层的截面尺寸参数称为切削层参数。 切削层参数通常在与主运动方向相垂直的平面内 观察和度量。
(1)进给运动对工作角度的影响
横向进给运动对工作角度的影响
oe o
oe o
ve
arctanvf arctan f
vc
d切
切断刀应选用较大的标注后角,进给量的取值也不宜过大。
纵向进给运动对工作角度的影响
oe o
oe o
tan tan f sin r
f
arctan v f vc
(2)后角 o
在正交平面内测量的主 后刀面与切削平面的夹角, 一般为正值。
(3)主偏角 r
在基面内测量的主切削刃在 基面上的投影与进给运动方向 的夹角。
(4)副偏角 r
在基面内测量的副 切削刃在基面上的投 影与进给运动反方向 的夹角。
(5)刃倾角 s
在切削平面内测量的主切削 刃与基面之间的夹角。
三、切削层参数
1、切削层公称厚度 hD
----垂直于过渡表面度量