巧用球头铣刀
球形铣刀刃磨方法

U2球形铣刀刃磨方法(1)
1、球形刀装入水平位置后刻度对零线并夹紧
2、刀架在0゜(垂直位置)时可开始对刀
3、球形刀圆弧左端顶点贴死砂轮端面
4、小刀台水平90゜慢慢转动,并松开小刀台右小手柄
5、左手大拇指调节小刀台前台位置,让球圆弧始终贴紧砂轮
6、松开小刀台左右移动锁紧手柄
7、左手转动可调螺杆,使刀台左右移动,让球形刀圆弧在水平转动中始终贴紧砂轮端面
U2球形铣刀刃磨方法(2)
8、反复调节小刀台水平方向和前后方向位置,始终可找到圆弧运动中贴紧砂轮的位置
9、调整完后,锁紧小刀台前后运动控制手柄10、调整完后,锁紧小刀台左右运动控制手柄
11、松开90゜锁紧手柄,小刀台在0~90゜之间水平慢慢转动,使球面运动轨迹和砂轮始终吻合
12、调节0~40゜横向转动手柄,可确定球形刀具后角角度.13、调整刀架光轴转动手把,使刀具靠近砂轮,即可开机刃磨球形刀面.另一面刃磨刀具可自转180°定位再磨.。
球头铣刀使用的方法

球头铣刀使用的方法《球头铣刀使用秘籍,包你一看就懂!》嘿,朋友们!今天咱来唠唠球头铣刀咋用,这可是我的独门秘籍哦!首先啊,你得把球头铣刀给准备好,就像战士上战场得先把枪擦亮一样。
选刀的时候可得瞪大眼睛瞧仔细了,别弄个残次品回来,不然到时候它给你“掉链子”,那可就搞笑了。
接下来,把咱的宝贝球头铣刀装到机床上去。
这就好比给战士配上了武器,要稳稳当当的,可别松松垮垮,不然它在那晃悠,还怎么干活呀!装的时候要小心别被它给“咬”了,我有次就不小心碰到了,哎呀妈呀,那感觉,可酸爽了!然后呢,就是设置参数啦。
这就像给车子定速度一样,得合适才行。
转速太快了,它能给你“飞”起来,太慢了又干不出活来。
咱得根据加工的材料啊、要求啊这些来好好琢磨琢磨,找到那个最佳的“平衡点”。
我记得有一次我设置错了参数,那球头铣刀就跟发疯了似的,吓得我赶紧关了机器,差点没把机床给弄坏咯!开始干活啦!让球头铣刀在材料上“溜达”起来。
这时候你得集中注意力,就像看着自己最心爱的宝贝一样,看着它工作。
要是发现有啥不对劲的地方,赶紧喊“停”!可别等出了大问题才反应过来。
在加工的过程中啊,你还得注意冷却。
就跟人跑步累了要喝水一样,球头铣刀工作久了也得“凉快凉快”。
不然它热得不行了,就可能发脾气不干了,或者干脆给你搞坏了。
还有哦,千万别让球头铣刀“硬碰硬”。
那可不是闹着玩的,它可没那么硬的脑袋,会受伤的。
遇到硬的东西,咱得绕着走,或者换个更厉害的家伙来对付。
另外啊,记得经常检查检查球头铣刀的磨损情况。
这就好比你穿的鞋子,穿久了也会磨破嘛。
要是磨损太严重了,就得赶紧换一个,不然它干出来的活可就不漂亮啦。
最后,用完了球头铣刀可得好好收起来。
别随手一扔,那可不行。
要给它找个舒服的“家”,让它好好休息,等着下次再为你效力。
总之呢,用球头铣刀就跟养宠物似的,得细心照顾着。
只要你按照我说的这些步骤来,保证你的球头铣刀能乖乖听话,给你干出漂亮的活儿来!哈哈,朋友们,快去试试吧!。
用球头铣刀加工模具曲面时刀具路径的优化
用下列方法进行计算 :
aeo = 2
h(2 R - h)ρ ρ±R
(2)
式 (2) 中 ,当零件曲面上凸时取正号 ,下凹 时取负号 。ρ为曲面上某处的曲率半径 。
实际编程时 ,如果零件曲面上各点的曲率
变化不太大 , 可取曲率最大处作为标准计算 。
有时为了避免曲率计算的麻烦 ,也可采用下列
近似公式来计算行距 :
Abstract : The p a rallel cut ti ng t ool p at h ge ne ratio n of ball2cut t e r was t a ke n as a n e xa mple t o st udy t he cut ti ng t ool p at h op ti mizati on f ro m t he asp ects of r ow sp aci ng , step le ngt h , sur2
© 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved.
模 具 技 术 2009. No . 2
同 ,取决于曲面的曲率半径ρ与允许的插补误 差δ允 (其值应小于零件加工精度) 。步长 L 可
aeo = 2 2 R h
(3)
有时为了减小沟纹高度 ,也可以在原来的
两行距之间 (刀峰处) 加密行切一次 ,即进行一
次去刀峰处理 ,这样相当于将 aeo 减小一半 ,实际 效果会更好 。
(2) 选择合理的步长 L 。步长 L 的确定方
法与平 面 轮 廓 曲 线 加 工 时 步 长 的 计 算 方 法 相
模 具 技 术 2009. No . 2
一种强力两刃球头铣刀[实用新型专利]
![一种强力两刃球头铣刀[实用新型专利]](https://img.taocdn.com/s3/m/40cc7ea1cf84b9d529ea7aba.png)
专利名称:一种强力两刃球头铣刀专利类型:实用新型专利
发明人:姚武荣
申请号:CN201820063504.1申请日:20180112
公开号:CN207952743U
公开日:
20181012
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种强力两刃球头铣刀,包括刀柄和刀头,刀头为多面球形,所述刀头上设有两个呈中心对称的S形刀刃,刀刃的背面从刀刃向刀背依次设有呈中心对称的两套第一、二、三、四支撑斜面,第一、二、三、四支撑斜面的倾斜度依次增大。
刀刃的前面从刀刃向刀根依次设有呈中心对称的两套第五、六、七走刀斜面,第六、七走刀斜面分别位于第五走刀斜面的下方,且第六、七走刀斜面的倾斜度大于第五走刀斜面的倾斜度。
S形刀刃的“S”形状的宽度L为高度H的十五分之一至十五分之六。
本实用新型抗冲击力强度更强,能承受更高的进刀和给刀速度,刀刃更不容易折断,刀具使用寿命更长,S型球头更易于切削,加工速度更快,生产效率更高。
申请人:东莞市优盟特切削工具有限公司
地址:523000 广东省东莞市长安镇乌沙社区宏安路6号一楼
国籍:CN
代理机构:东莞市科安知识产权代理事务所(普通合伙)
代理人:曾毓芳
更多信息请下载全文后查看。
球头刀的使用技巧
球头刀的使用技巧在前面我介绍了牛鼻刀和平底刀的使用问题。
总体上说,主要是针对粗加工刀具的介绍,而在精加工中使用最多的是球头刀,下面我就来介绍一下球头刀的使用问题。
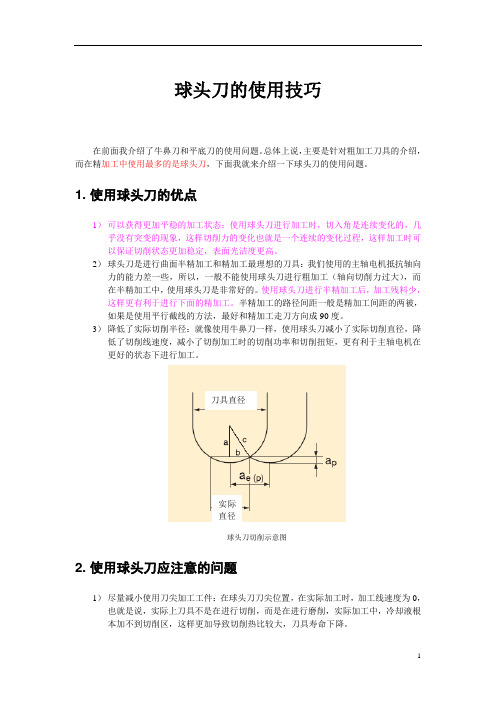
1. 使用球头刀的优点1)可以获得更加平稳的加工状态:使用球头刀进行加工时,切入角是连续变化的,几乎没有突变的现象,这样切削力的变化也就是一个连续的变化过程,这样加工时可以保证切削状态更加稳定,表面光洁度更高。
2)球头刀是进行曲面半精加工和精加工最理想的刀具:我们使用的主轴电机抵抗轴向力的能力差一些,所以,一般不能使用球头刀进行粗加工(轴向切削力过大),而在半精加工中,使用球头刀是非常好的。
使用球头刀进行半精加工后,加工残料少,这样更有利于进行下面的精加工。
半精加工的路径间距一般是精加工间距的两被,如果是使用平行截线的方法,最好和精加工走刀方向成90度。
3)降低了实际切削半径:就像使用牛鼻刀一样,使用球头刀减小了实际切削直径,降低了切削线速度,减小了切削加工时的切削功率和切削扭矩,更有利于主轴电机在更好的状态下进行加工。
刀具直径实际直径球头刀切削示意图2. 使用球头刀应注意的问题1)尽量减小使用刀尖加工工件:在球头刀刀尖位置,在实际加工时,加工线速度为0,也就是说,实际上刀具不是在进行切削,而是在进行磨削,实际加工中,冷却液根本加不到切削区,这样更加导致切削热比较大,刀具寿命下降。
2)对于直壁最好使用等高外形的加工方法进行加工:要尽量减少球头刀沿着直壁向下加工的现象。
相对来说,沿着直壁向上加工是非常好的方法,但是在实际加工中很难将它们分开。
下面对比一下两者的不同。
在切削厚度最大的位置,切削线速度最低,容易出现崩刀现象这是使用球头刀向下加工的情况在切削厚度最大的位置,切削线速度比较大,有利于排屑这是使用球头刀向上加工的情况使用等高外形加工直壁就可以减少向下加工的现象。
如果可以使用“从下向上走刀”这样的现象就可以避免。
在使用“从下向上走刀”要首先考虑第一刀的吃刀量是不是太大,如果上面加工后在曲面根部留有比较大的残料,那么第一刀加工量就有可能太大。
利用球头立铣刀进行高效加工

利用球头立铣刀进行高效加工
姚洪
【期刊名称】《世界机械工业》
【年(卷),期】1989(000)009
【总页数】2页(P26-27)
【作者】姚洪
【作者单位】无
【正文语种】中文
【中图分类】TG714
【相关文献】
1.利用数车与普车各自优点高效加工大模数蜗杆 [J], 廖卓兴
2.利用数控改造加工等螺旋角等前角锥球头立铣刀 [J], 康长玉;朱斌;雷君相
3.对大模数高精度螺旋伞齿轮进行高效加工 [J], 王秉业; 姜虹
4.油茶籽高效加工利用技术 [J], 于松玉
5.废旧设备改造实现高效加工再利用 [J], 刘科;卢耀堂
因版权原因,仅展示原文概要,查看原文内容请购买。
球形铣刀规格标准
球形铣刀规格标准
球形铣刀是一种特殊的铣刀,它的刀头呈球形,可以用于加工曲面、凹凸面等复杂形状的工件。
以下是球形铣刀规格标准的详细说明:
1. 刀头直径:球形铣刀的刀头直径一般在0.5mm到20mm之间,根据不同的加工要求可以选择不同直径的刀头。
2. 切削长度:球形铣刀的切削长度一般在1mm到50mm之间,也可以根据加工要求进行调整。
3. 刃数:球形铣刀一般有2至6个刃数,多数为4个。
根据不同材料和加工要求可以选择不同数量的刃数。
4. 刃角:球形铣刀的每个刃角度一般为90度,也有少数为180度或其他角度。
根据不同加工要求可选择不同角度。
5. 材质:球形铣刀主要由高速钢、硬质合金和陶瓷材料制成。
高速钢适用于加工低硬度材料;硬质合金适用于中等硬度材料;陶瓷材料适用于高硬度材料。
6. 表面处理:球形铣刀的表面一般采用涂层处理,如TiN、TiCN、
TiAlN等。
涂层可以提高刀具的硬度和耐磨性,延长使用寿命。
7. 适用范围:球形铣刀适用于加工各种曲面、凹凸面等复杂形状的工件,如模具、汽车零部件、医疗器械等。
8. 使用注意事项:使用球形铣刀时应注意保持适当的进给速度和转速,避免过快或过慢;定期检查刀具是否损坏或磨损严重,及时更换;注
意安全操作,避免出现危险情况。
以上是球形铣刀规格标准的详细说明。
在选择和使用球形铣刀时,应
根据加工要求和材料特性进行选择,并严格按照使用注意事项进行操作。
球头铣刀简易磨削夹具的设计

球头铣刀简易磨削夹具的设计
李坤淑;亓海燕;李国刚
【期刊名称】《机械制造》
【年(卷),期】2004(042)010
【摘要】球头铣刀的价格是普通机床所用刀具的几倍,一旦磨损,常规磨削工艺
难以达到180。
圆弧的尺寸精度要求,就直接废弃,这无疑是很不经济的。
我们
设计了在万能工具磨床上磨削该种刀具的夹具,可很容易地将磨损后的切削刃修复。
【总页数】1页(P68-68)
【作者】李坤淑;亓海燕;李国刚
【作者单位】山东莱芜职业技术学院,271100;山东莱芜职业技术学院,271100;山东莱芜发电厂方兴实业公司
【正文语种】中文
【中图分类】TG751.5
【相关文献】
1.方销衬套扁槽磨削简易夹具 [J], 耿耿
2.球头铣刀简易磨削夹具设计 [J], 李坤淑;亓海燕;李国刚
3.刨和磨削机床镶条的简易通用夹具 [J], 陈英莫
4.一种简易夹具使车床可以实现磨削的功能 [J], 丁树猛
5.2.5D玻璃磨削夹具设计及磨削实验研究 [J], 王海雄; 王成安; 张烨; 代宣军; 王军力
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
巧用球头铣刀
摘要:手工编程时,在数控铣床上用球头铣刀加工锥面或斜面时,刀具的补偿值的大小是非常关键的参数,确定其补偿规律也是大多数操作者难以逾越的难题。
文章将相同直径的球头铣刀和普通立铣刀在加工位置上作对比,计算两者在半径方向和轴向的位置差值,将此差值的变化规律用公式概括出来,经过上百次的实践检验,该规律准确无误,减轻了编程人员对编程软件的依赖,提高了生产效率。
关键词:球头铣刀;补偿;差值
当前在以手工方式编程的数控铣削中,总会发现原本仅有的部分书籍在总结球头铣刀补偿规律时,理论推导复杂,一般读者要花大量时间去理解,消弱了广大编程人员的求知热情,也是横在广大数控铣床操作者面前难以逾越的难题。
基于以上原因,本人在加工斜面和圆锥面的过程中,经过多次的摸索,总结出了一套简洁实用的球头铣刀半径补偿值和长度补偿值修正的公式,经过上百次的实践检验证明,该公式准确无误,减轻了编程人员对电脑的依赖,提高了生产效率。
1 球头铣刀加工斜面和圆锥面半径补偿值与长度
补偿值修正方法探讨
首先,本文讨论的刀具是球头铣刀和立铣刀,被加工工件表面是规则斜面或正圆锥的圆锥面,编程时就按与球头铣刀同等直径的立铣刀来编程,并采用该程序和立铣刀对加工的斜面进行粗加工,由于立铣刀的半径补偿值和长度补偿值计算和设置都较简单,这里不再赘述。
本文以CAD软件为工具,在加工位置上,如图1(a)中的A点所示,将相同直径的球头铣刀和普通立铣刀作对比,计算两者在半径方向和轴向的位置差值,将此差值的变化规律用公式概括出来,下面讨论在球头铣刀与工件的圆锥面相切时,刀具的半径补偿和长度补偿的变动量。
现利用CAD软件的二维绘图工具中平移命令优势将球头铣刀置于如图1所示的双点划线位置,该位置也是同等直径的立铣刀在加工余量为零时所处的位置,此时球刀的外圆不能接触工件,而正常切削时球刀端部旋转所形成的球面应与被加工表面相切,切点如图1(b)中的A点所示。
现在只需明确在以上两个位置时球刀在水平方向和竖直方向的偏移量△R、△Z,以便加工前调整球刀的各种补偿值。
如图1(b)所示,图中线L是圆锥素线平行线,A’点是线L与偏移前的球刀旋转球面的切点。
A点是平移后的球刀球面与圆锥素线的交点(切点),此点是下文球刀加工时Z向编程点,现将球刀的整体以A’点为基点平移到加工点A 点。
线段AB的长度等于球刀的半径R刀,∠ABA’等于圆锥顶角的一半,即α/2,所以对△ABC而言,
BC=AB·COSα/2
=R刀·COSα/2
AC=AB·SINα/2
= R刀·SINα/2
则:△R=R刀-BC=R刀-R刀·cosα/2=R刀(1-cosα/2)
△Z=R刀-AC=R刀-R刀·sinα/2=R刀(1-sinα/2)
得出此公式之后,在编程时把球刀的半径补偿值减去△R,长度补偿值减去△Z,则精加工时半径补偿值等于R刀-△R,长度补偿值等于机械坐标(机床坐标)中的Z值减去△R。
经过修正后的刀具补偿值就能保证在锥面的各个点上球刀都能加工到位,就能使球刀恰好和圆锥的外表面的素线相切,可根据加工情况灵活调整刀具的补偿值即可。
此法准确合理,免去了许多次的试切,免去用球刀的球心去编程的麻烦,大大节省了编程时间,降低了手工编程的难度,方便快捷。
2 对比分析自动编程法和手工编程法
对比分析自动编程法和本文所述的手工编程补偿法,加工如图2所示零件的圆锥面。
自动编程需要计算机造型,产生的程序段接近五万段,导致程序体积庞大,传输较慢;而利用本文提倡的刀具补偿修正法手工编程,所产生的程序简洁,不需要自动编程,也不需要传输,是在没有计算机及CAD/CAM软件的情况下首选方法。
在加工条件(见表1)相同的情况下,两种编程方式的优劣势对比如表2,两种编程方式所对应的FANUC系统程序如下。
2.1 自动编程程序
O1;
N10 T2 M6;(换刀指令,数控铣床可以删除)
N12 G90 G54 G0 X-12.835 Y0 S3000 M03;(以下刀位点均是通过软件自动计算的球头铣刀刀头中心的坐标点)
N14 G43 H2 Z100.M07;(建立刀具长度补偿)
N16 Z8.835;
N18 G1 Z-1.165 F80;
N20 X-12.826 Y-0.498 F1000;
N22 X-12.797 Y-0.995;
N24 X-12.749 Y-1.49;
N26 X-12.681 Y-1.983;
N28 X-12.595 Y-2.474;
N30 X-12.49 Y-2.96;
该自动编程法采用环切加工,由上至下,加工时一直不抬刀,加工时间约30 min;若要修改程序,只能回到编程软件中重新设置该刀具轨迹参数,重新生成G代码,过程稍微繁琐。
2.2 手动编程方法及程序
R刀=4.0 mm,α/2=45 ?觷,
△R=R刀(1-cosα/2)=4×(1-cos45)=1.172 mm,
△Z=R刀(1-SINα/2)=4×(1-sin45)=1.172 mm。
刀具半径补偿值D2=4-△R=2.828 mm,刀具长度补偿值H2=Z综-△Z。
加工之前,按键输入D2=2.828 mm和H2=Z综-△Z。
其中Z综为对刀时,机械(机床)坐标系中的Z值。
手动编程程序如下:
O2;
N2 G17G40G80G49;(初始化编程环境)
N4 G90G54G0X0Y0M3S3000;(验证工件坐标系中心位置是否和设置的一致)
N6 G43Z100.0 H2;(建立刀具长度补偿)
N8 #1=0;(初次下刀深度为零)
N10 G01 G41X[10+#1*TAN[45]] D2;(建立刀具半径补偿)
N12 G01Z[-#1] F100;(下刀至#1的深度)
N14 G02 I[10+#1*TAN[45]] F1000;(以“10+#1×TAN[45]”为半径顺时针切外圆)
N16 #1=#1+0.2;(深度递增0.2 mm)
N18 IF[#1LT30.0] GOTO10;(判断下刀深度是否超过锥面的高度,若没超过返回至第10段,超过的话执行第20段及其之后的程序段)。
N20 G00 Z100.0;(抬刀)
N22 M30;(程序结束)
该程序中若修改加工参数只需在机床面板上的中修改即可,如每次切削的行距,只需把“N16 #1=#1+0.2”中0.2做相应的调整即可,刀具的转速、刀具的进给速度可随时更改。
即使是能力较差的操作者,也能按照公式计算出刀具的各种补偿修正值△R和△Z。
3 结语
综上所述,采用球头铣刀手工编程加工规则斜面,依托同等直径的立铣刀粗加工斜面程序,只需按照公式求出球头铣刀的半径补偿值缩小量△R,长度补偿值增加量△Z,将刀具的半径补偿号、长度补偿号做对应的修改,即可实现用环切法切削规则斜面的目的。
参考文献:
[1] 徐刚.数控加工技术基础[M].北京:高等教育出版社,2008.
[2] 何平.数控加工中心操作与编程实训教程[M].北京:国防工业出版社,2007.
[3] 刘鹏玉.数控铣床编程[M].北京:机械工业出版社,2012.
[4] 刘红伟,王春霞.数控铣加工技术训练[M].北京:电子工业出版社,2014.。