风电机组叶片涂装要求及质量控制
风电叶片外观及零部件质量缺陷的维修方案
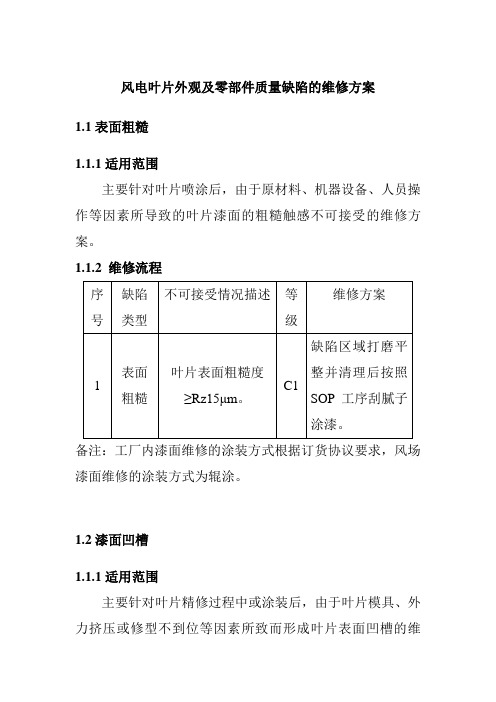
风电叶片外观及零部件质量缺陷的维修方案1.1表面粗糙1.1.1适用范围主要针对叶片喷涂后,由于原材料、机器设备、人员操作等因素所导致的叶片漆面的粗糙触感不可接受的维修方案。
1.1.2 维修流程备注:工厂内漆面维修的涂装方式根据订货协议要求,风场漆面维修的涂装方式为辊涂。
1.2漆面凹槽1.1.1适用范围主要针对叶片精修过程中或涂装后,由于叶片模具、外力挤压或修型不到位等因素所致而形成叶片表面凹槽的维修方案。
1.1.2 维修流程备注:漆面凹槽伤及玻璃钢时,须先对玻璃钢进行修复,维修合格后按上述维修方案维修。
1.3漆面擦伤1.1.1适用范围主要针对叶片喷涂完毕后,因外力或不可抗或人为因素,导致叶片漆面表面损伤的维修方案。
1.1.2 维修流程备注:漆面擦伤伤及玻璃钢时,须先对玻璃钢进行修复,维修合格后按上述维修方案维修。
1.4表面流挂、毛刺、露底1.1.1适用范围主要针对涂装过程中因喷涂、滚涂方法不正确或表面处理不到位所形成的漆面流挂、漆面毛刺、露底的维修方案。
1.1.2 维修流程备注:如果有轻微露底,可以涂装的油漆进行遮盖。
对于露底严重的漆面,彻底打磨,再重新涂装。
1.5标识1.1.1适用范围主要针对叶片出厂前,用于标记叶片基本信息的各类标示不可接受的维修方案,包含标识位置、安全标识、标识喷涂质量、标识的完整性。
1.1.2 维修流程1.6颗粒物1.1.1适用范围主要针对叶片喷涂后,出现在叶片壳体表面的颗粒物不可接受的维修方案。
1.1.2 维修流程备注说明:(1)漆面颗粒物较密集的区域需要在铲平表面颗粒物后进行面漆喷涂,颗粒物较稀疏的区域直接将表面颗粒物铲平即可。
(2)漆面颗粒物铲除后,漆面无破损的可不需要涂漆,漆面有破损需涂漆。
(3)工厂内漆面维修的涂装方式根据订货协议要求,风场漆面维修的涂装方式为辊涂。
1.7挡板胶流1.7.1适用范围主要针对叶片生产过程中,由于挡板界面保护不当,致使其表面被手糊树脂污染所形成的流痕的维修方案。
风力发电机组风机叶片对涂料的要求

风力发电机组风机叶片对涂料的要求
大型风电叶片的吊装费用昂贵且费时,一般运行10年以上才进行一次维护,因此对保护叶片的涂料要求极高。
⑴叶片涂料与底材要有优异的附着力,目前行业内公认的指标要求是采用ISO 4624:78的拉开法测定不小于 5 MPa。
⑵具有良好的弹性,可以随同叶片的形变而变化,不至开裂。
⑶具有良好的耐磨损性,可以很好地抵抗风沙及雨水对漆膜的侵蚀与冲刷。
⑷涂膜具有极佳的耐紫外光性能,10年以上光泽无明显的变化、无粉化、剥落、霉变。
⑸风电叶片在运输和安装过程中可能被润滑油、液压油等污染,需用有机溶剂清洗,所以漆膜要耐有机溶剂、液压油、润滑油等。
⑹风场环境昼夜温差较大,叶片在特定高度的运行过程中最高温度可到50 ℃,最低能到-30 ℃,所以叶片涂料要能承受高低温的变化。
⑺良好的施工性,一次成膜厚度可达70 ~ 100μm,适合大面积喷涂,干燥速度快,施工周期短,生产效率高。
溶剂型底漆和弹性聚氨酯面漆配套体系是较理想效果较好,经过大量的试验和测试可以满足使用要求。
此种叶片防护层,被大多数叶片生产厂家采用,实际应用效果很好。
风电机组叶片涂装要求及质量控制

表面涂饰
Surface Finishing
表 1 涂料配套体系要求
层数 叶片 大灰 叶片 小灰 底漆 面漆 总膜厚 涂料名称 聚氨酯叶片大灰/ 环氧大灰 聚氨酯叶片小灰/ 环氧小灰 聚氨酯底漆/环氧底漆 聚氨酯面漆 80~140 µm/200~250 µm 80~140 µm 160~280 µm/280~390 µm(不含 大、小灰) 干膜厚度 0~6 mm
耐柔韧性/mm
4.2 叶片小灰
叶片小灰专门用于风电叶片基材表面以及叶片大灰 打磨后毛细孔和砂眼的批刮,用量较少,但对于叶片的保 护起着非常关键的作用。叶片行业对叶片小灰产品的要求 如表 3 所示。
耐冲击性/cm,≥ 耐磨性(1 000 r/ 1 000 g)/g,≤ 摆杆硬度,≥ 附着力/MPa,≥ 光泽(60°) 重涂性 吸水率(24 h 和 168 h)/%,≤ 人工加速老化 (2 000 h)
4.3 聚氨酯叶片底漆
叶片底漆的技术要求见表 4。
4.4 叶片面漆
鉴于风电叶片保护的持久性以及术与文摘 Coatings Technology & Abstracts
13
表面涂饰
Surface Finishing
5 涂层体系性能要求
叶片复合涂层的技术要求如表 6。
叶片小灰产品的技术指标项目技术指标检测方法物料状态灰色无异物无硬块易涂刮粘稠液体目测线形收缩率不挥发分96gbt17252007稠度1216与固化剂混合后gbt1749吸水率dineniso175可涂刮时间min叶片底漆的技术要求项目技术指标检测方法物料状态灰色无异物无硬块易搅拌成均匀液体目测50gbt1724摆杆硬度06astmd2240柔韧性mmgbt1748耐冲击性cm50gbt1732不挥发分65gbt17252007附着力拉开法mpa单个测试值6平均值8iso4624叶片面漆参考指标项目技术指标检测方法容器中的物料状态灰色无异物无硬块易搅拌成均匀液体目测不挥发物含量63gbt1725200735gbt1724干燥时间实干h24gbt1728耐柔韧性mmgbt1731耐冲击性cm50gbt1732耐磨性1000003iso7784摆杆硬度06gbt1730附着力mpaiso4624光泽60515gbt97541988重涂性重涂无障碍吸水率24dineniso175人工加速老化不起泡不开裂不脱层允许1级变色1级失光和1iso1134114涂料技术与文摘coatingstechnologyabstracts表面涂饰surfacefinishing涂层体系性能要求叶片复合涂层的技术要求如表6
叶片的质量控制
叶片的质量控制在能源、建筑、航空航天等各个领域,叶片作为一种重要的机械元件,其质量直接影响到整个系统的性能和安全性。
因此,叶片的质量控制至关重要。
本文将探讨叶片的质量控制,以确保其性能和安全性。
一、叶片的生产过程叶片的生产过程包括设计、材料选择、制造和检验等环节。
设计是生产过程中的第一步,需要根据使用要求和性能参数进行叶片的结构和形状设计。
材料选择需要根据使用环境和使用寿命等因素选择合适的材料。
制造过程中需要注意加工精度和表面质量。
检验环节需要对叶片的尺寸、形状、表面质量和使用性能等进行检测,以确保其符合设计要求和使用性能。
二、叶片的质量控制方法1、尺寸检测尺寸检测是质量控制中的基础环节,通过比较实际尺寸与设计尺寸,可以有效地检测出误差,保证叶片的精度。
常用的尺寸检测方法包括卡尺测量、比较仪测量和三坐标测量等。
2、表面质量检测表面质量检测可以有效地检测出叶片表面的缺陷和损伤,保证其表面质量和美观度。
常用的表面质量检测方法包括目视检查、手感检查和无损探伤等。
3、强度和刚度检测强度和刚度检测可以有效地检测出叶片的结构稳定性和承载能力,保证其在使用过程中的安全性和可靠性。
常用的强度和刚度检测方法包括拉伸试验、压缩试验、弯曲试验和振动测试等。
4、性能测试性能测试可以有效地检测出叶片在使用过程中的性能表现,保证其符合设计要求和使用性能。
常用的性能测试方法包括风力发电机组性能试验、航空发动机性能试验和泵性能试验等。
三、叶片的质量控制应用案例在风力发电机组中,叶片是重要的组成部分,其质量直接影响到风力发电机组的性能和安全性。
因此,对风力发电机组叶片的质量控制至关重要。
以下是一个风力发电机组叶片的质量控制应用案例:某公司生产的风力发电机组叶片在投入使用后出现了裂纹和断裂等问题,严重影响了风力发电机组的正常运行。
经过调查和分析,发现这些问题主要是由于原材料质量不佳、生产工艺不规范和检验环节不完善等原因导致的。
为了解决这些问题,该公司采取了以下质量控制措施:1、加强对原材料的质量控制,采用优质材料,优化材料配方。
风电叶片涂料的性能要求和试验方法国际标准有中文版啦
风电叶片涂料的性能要求和试验方法国际标准有中文版啦受“碳中和、碳达峰”政策推动,以及储能技术进步和储能电站建设加速影响,未来几年风电装机建设有望加速,对风电涂料的年需要量有望增加。
风电涂料将成为工业防护涂料的重要增长极,机会来临不可错过。
早期,风电用涂料无具体的国家、国际组织或行业标准,对涂料制造商开发相应产品带来困难,市场基本上被几家外资品牌制造商所垄断。
但目前,相关组织也出台了一些标准,这有利于涂料制造商研发相应产品,也有利于风电制造商选择产品。
译者搜集到的一些相应标准规范,计有:1. ISO/TS 19392-1:2018Paints and varnishes — Coatingsystems for wind-turbine rotor blades —Part 1: Minimum requirements and weathering2. ISO/TS 19392-2:2018Paintsand varnishes — Coating systems for wind-turbine rotor blades —Part 2:Determination and evaluation of resistance torain erosion using rotating arm3. ISO/TS19392-3:2018Paints and varnishes — Coating systems for wind-turbine rotorblades —Part 3:Determinationand evaluation of resistance to rain erosion using water jet4. GB/T33630-2017 海上风力发电机组防腐规范 5. DNVGL-CP-0424:2016Coatings for protection of FRP structures with heavy rain erosion loads6. GB/T31817-2015风力发电设施防护涂装技术规范7. NBT31006-2011 海上风电场钢结构防腐蚀技术标准译者作为涂料行业内的一员,深感这些标准的实用有效。
风力发电叶片抗风蚀喷涂技术

风力发电叶片抗风蚀喷涂技术一、风力发电叶片抗风蚀喷涂技术概述风力发电作为一种清洁、可再生的能源形式,近年来得到了快速发展。
风力发电机组的核心部件之一是叶片,其性能和耐久性直接影响着风力发电的效率和经济性。
然而,风力发电机叶片在运行过程中会受到风沙、盐雾、紫外线等多种因素的侵蚀,导致叶片表面材料性能下降,进而影响整个风力发电机组的运行效率和使用寿命。
因此,开发和应用风力发电叶片抗风蚀喷涂技术,对于提高风力发电机组的可靠性和经济性具有重要意义。
1.1 风力发电叶片抗风蚀喷涂技术的重要性风力发电叶片抗风蚀喷涂技术通过在叶片表面形成一层保护膜,可以有效抵御外界环境因素对叶片的侵蚀,延长叶片的使用寿命,减少维护成本,提高风力发电的经济效益。
此外,该技术还有助于减少因叶片损坏导致的停机时间,提高风力发电机组的运行效率。
1.2 风力发电叶片抗风蚀喷涂技术的应用场景风力发电叶片抗风蚀喷涂技术的应用场景广泛,主要包括以下几个方面:- 海上风力发电:海上风力发电机组面临更为严苛的海洋环境,叶片需要更强的抗风蚀能力。
- 沙漠地区风力发电:沙漠地区风沙大,风力发电机叶片更容易受到风蚀。
- 高盐雾地区风力发电:高盐雾地区盐雾对叶片的腐蚀作用较强,需要特殊的抗风蚀喷涂技术。
- 紫外线强烈地区风力发电:紫外线对叶片材料的老化作用明显,需要抗紫外线的喷涂技术。
二、风力发电叶片抗风蚀喷涂技术的研究与发展风力发电叶片抗风蚀喷涂技术的研究与发展是一个涉及材料科学、表面工程、环境工程等多个学科的综合性技术领域。
为了提高风力发电叶片的抗风蚀性能,研究人员和工程师们进行了大量的研究和试验。
2.1 风力发电叶片抗风蚀喷涂材料的研究风力发电叶片抗风蚀喷涂材料的研究是提高叶片抗风蚀性能的关键。
目前,常用的喷涂材料包括环氧树脂、聚氨酯、聚四氟乙烯等。
这些材料具有优异的耐磨性、耐腐蚀性、抗紫外线性能等,能够有效保护叶片表面。
2.2 风力发电叶片抗风蚀喷涂工艺的研究风力发电叶片抗风蚀喷涂工艺的研究同样重要。
风力发电机组叶片整体刷漆修复方案
文件编号:xxxxxXxxxx项目风机叶片外表面面漆修复方案Xxxxx有限公司Xx年xx月xx日一、叶片损伤说明我司于xx年xx月接到xxxx的招标邀请,xx风电场2台机组(6#/9#)需要进行叶片外表面修复工作。
按照客户要求编写叶片面漆修复方案。
后续将对损伤叶片进行修复作业,为了规范我司人员现场叶片维修,特出具此方案。
本方案仅针对此叶片损伤类型制定,不支持其他类型损伤修复,请勿作它用。
二、维修说明及使用设备维修过程中,现场人员需对叶片进行进一步检查,如发现其他问题,请务必及时进行沟通,以便调整维修方案(注:现场维修温湿度要求严苛,环境温度要求在0℃—40℃内,湿度要求0—80%内,作业时需严格按照此标准执行,维修前需进行温湿度测试并拍照保存记录)。
修复清洗过程需要的材料和工具2.1主要材料及材料规格修复材料清单表2.2主要工具主要工具和设备清单如下:100/125角磨机、电子秤(精度100g)、搅拌器、盆、羊毛滚筒、气泡辊、80目砂纸、120目砂纸、刮板、圆盘电动打磨机、海绵滚筒、高空维修设备、安全保障和防护设备等。
三、维修方案3.1 打磨(1)使用灰刀将周边铲平,至缺陷区域四周无油漆脱落现象,注意使用灰刀时不能伤及叶片表面蒙皮,结束后将灰尘和杂物清理干净,确保修复区域无灰、无水、无油渍。
(2)使用120目砂纸将表面打磨粗糙,并清理干净表面粉尘等杂物。
(3)打磨范围由叶跟至叶尖整个PS/SS面、TE/LE,如图所示。
叶片修复范围标注图3.2 刮涂大缝腻子(1)施工前,仔细阅读大缝腻子说明书,充分了解产品的配比,施工温度,混合使用期,打磨间隔等。
(2)使用稀释剂将待刮涂表面擦拭干净。
(3)使用电子秤称取适量的腻子主剂和固化剂,按照正确配比混合均匀。
(4)使用刮板将腻子刮涂在表面,整体高出约1-1.5mm。
(5)腻子自然固化。
(6)待腻子固化后,使用80目砂纸打磨腻子修型,修型后要求叶片表面无明显凹凸不平、台阶,且要圆滑过渡。
风电叶片涂料的选择及质量控制
风电叶片涂料的选择及质量控制发布时间:2022-01-21T02:26:22.925Z 来源:《中国科技人才》2021年第29期作者:祁艳龙陆健明钟晨希[导读] 随着全球能源危机日趋严重,能源供给挑战越发严重,同时伴随生态恶化越发严重,可再生能源开发和能源持续发展成为全球能源发展主要目标。
株洲时代新材料科技股份有限公司湖南省株洲市 412007摘要:全球能源消耗量增加,油价不断攀升,能源危机日益严重,全球能源供给挑战增加,风能作为优质能源备受青睐,可以缓解全球能源危机。
当前,风力发电已经成为重要电力能源。
基于此,本文就风力发电中风电叶片展开研究,首先对其涂料选择标准进行分析,其次对其质量控制提出了一些措施,以供参考。
关键词:风电叶片;涂料选择;质量控制随着全球能源危机日趋严重,能源供给挑战越发严重,同时伴随生态恶化越发严重,可再生能源开发和能源持续发展成为全球能源发展主要目标。
根据统计,全球风能可利用总量远超水能总量,因此,风力开发也成为全球风电主要形式之一,风电产业也进入黄金发展期,从上世纪开始,风力发电年均增速大大提高,风能在世界上也是能源转化增速最快的,为缓解能源紧张和保护生态环境起到了积极作用,由此可见风力发电的重要性。
而作为风力发电主要设备之一,风电叶片的选择和使用也十分重要。
一、风电叶片涂料选择标准当前,风电叶片涂料并未制定完善标准,尽管制定了GL标准,但是也只是行业准入标准。
叶片厂家按照风场不同情况和签订协议来选择相应的涂料体系。
通常情况下,叶片使用寿命为20年,当前无人可以说涂料测试采用哪些标准能够符合20年使用期限,国外尽管有如此长使用寿命的叶片,但是我国并未有如此长时间的叶片,最多为10余年。
当前,我国业内专家起草了关于风力发电风轮叶片涂料相关要求。
根据各地风场不同的情况,北方多严寒、风沙,南方多湿热、雨水,江苏盐雾大,西北光照强,东北冰雪多,叶片受到当地气候影响会出现不同反应,进而对风力发电产生影响,不同风场的叶片受力不同,叶片涂料力学性能也有不同。
风机叶片油漆管理制度及流程
风机叶片油漆管理制度及流程风机叶片是风力发电机组的核心部件之一,其表面涂层的质量直接影响着风机发电效率和寿命。
因此,为了保证风机叶片表面涂层的质量,提高风机发电效率和寿命,特制定本管理制度。
二、适用范围本制度适用于公司所有风力发电机组的叶片油漆管理。
三、管理要求1. 叶片油漆颜色、厚度、光泽度及附着力等要符合设计要求和行业标准。
2. 叶片油漆应经过严格的检验合格后方可上机组。
3. 叶片在使用前和使用中应定期进行检查,如发现油漆有脱落、起皮、裂纹等情况,应及时进行维修或更换。
4. 进行叶片油漆维修或更换时,应遵循安全规定,确保操作人员安全。
5. 叶片油漆管理应有明确的责任人,负责叶片油漆的检查、维修、更换等工作。
四、流程1. 叶片油漆检查流程(1) 检查人员应按照规定的检查标准,对叶片油漆进行检查。
(2) 发现问题时,应及时报告责任人,待责任人处理后方可上机组。
2. 叶片油漆维修流程(1) 维修人员应按照规定的维修标准和要求,对叶片油漆进行维修。
(2) 维修完成后,应进行验收合格后方可上机组。
3. 叶片油漆更换流程(1) 更换人员应按照规定的更换标准和要求,对叶片油漆进行更换。
(2) 更换完成后,应进行验收合格后方可上机组。
五、责任1. 生产部门负责风机叶片油漆质量的检查、维修和更换工作,确保叶片油漆的质量符合要求。
2. 质量部门负责制定叶片油漆的质量标准并监督检查、维修和更换工作。
3. 监管部门负责对叶片油漆的检查、维修和更换工作进行监督和管理。
4. 操作人员应按照规定的要求和流程操作,确保操作安全并保证叶片油漆质量符合要求。
六、制度执行本制度自发布之日起执行,如有需要修改的地方,应经生产、质量、监管三部门共同商议后执行。
风力发电叶片质量标准
风力发电叶片质量标准
风力发电机叶片质量标准主要包括以下几个方面:
1. 材料要求:叶片常采用玻璃纤维增强树脂复合材料或碳纤维增强树脂复合材料制成。
要求材料具有良好的强度、刚度和耐久性,能够承受长时间的风力和机械应力。
2. 尺寸和重量要求:叶片尺寸和重量要符合设计要求,以确保风力发电机具有良好的性能和稳定性。
3. 平衡性要求:叶片在转动时需要具有良好的平衡性,以减少振动和噪音,保证发电机的安全运行。
4. 表面光洁度要求:叶片表面要求平整、光滑,以减少气流阻力和风噪。
5. 耐候性和抗腐蚀性要求:叶片需要具有良好的耐候性和抗腐蚀性,能够在恶劣的气候条件下长时间运行。
6. 质量控制要求:叶片制造过程需要进行严格的质量控制,包括材料检验、制造工艺控制和成品检测,以保证叶片的质量和可靠性。
这些标准可以根据具体的风力发电机型号和设计要求进行调整和补充,以确保叶片的质量和性能符合设计要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 引言
为了应对全球气候变暖,世界上主要国家都在积极开 发利用新的能源,风能作为清洁和可再生能源,是人类的 必然选择之一。中国有很好的风能条件,仅陆地上的风能 储量就有约 2.53 亿 KW,开发利用潜力巨大。目前中国的 风电市场处于起步阶段,据国家发改委和能源局正在制定 的风电发展规划, 预计 2010~2020 年平均每年新增风电装 机容量 15 000 MW,新安装风电机组以 MW 级为主,MW 级 叶片需求旺盛,成为主流。 风电机组要求很长的使用寿命, 一般要求为 20 a 以上。 现有 MW 级风电机组叶片为玻璃纤维增强环氧复合材料, 环氧树脂具备优异的粘接性能,同时冲击韧度可达 255 kJ/m ,防腐性能优异,但是耐候性能差,为充分保证风电 机组的使用寿命,叶片的涂装防护尤为重要。优质的防护 效果取决于防护涂层的设计、玻璃钢基材的表面处理,合 理的涂装工艺,涂料的质量以及有效的涂层质量控制等多 方面因素。欧洲的涂料制造商如 Mankiewicz、Relius、
处于动态的特性,对丙烯酸脂肪族聚氨酯面漆要充分考虑 耐候性、表面的耐磨性(抗风沙等)、吸水性以及耐雨水冲 刷的要求,可参考表 5 的项目和指标。
表 3 叶片小灰产品的技术指标
项目 物料状态 线形收缩率/%,< 不挥发分/%,≥ 稠度 吸水率/%,< 可涂刮时间/min, ≥ 技术指标 灰色,无异物,无硬块, 易涂刮粘稠液体 1 96 12~16(与固化剂混合后) 1 10 GB/T 1725—2007 GB/T1749 DIN EN ISO 175 检测方法 目测
4 涂料性能要求
根据风电叶片的使用特点,以及德国 GL 船级社汇聚 多年风电认证经验总结的技术要求,风电叶片涂料要求具 备如下的技术性能。
表 4 叶片底漆的技术要求
4.1 叶片大灰
叶片大灰主要用于修正叶片基材表面的坑凹不平,以 提供平滑的表面,风电叶片行业对叶片大灰产品的要求如 表 2。
表 2 风电叶片行业对叶片大灰产品的要求
表 6 叶片复合涂层的技术要求
项目 耐油性(90 汽油,4 h) 耐液压油(4 h) 耐酸性[H2SO4 (1 mol/L),240 h] 耐碱性[NaOH(10 g/L),96 h] 耐海水性(96 h) 人工加速老化实验(2 000 h) 弯曲实验/mm,≤ 24 h 于 23 ℃/50% RH GFRP 底材 附着力 (拉开法) 耐盐雾(ISO 9227)720 h 连续凝露(ISO 6270)480 h
7 结语
风电叶片涂装用长效防护涂料体系根据 ISO 12944 标 准设计获得,对涂装过程各环节应进行严格质量控制,才 能确保整个涂层体系的防护效果。国内相关部门应尽快制 定风电叶片涂料的产品标准,以满足快速发展的风电行业 的需要。
14
涂料技术与文摘 Coatings Technology & Abstracts
采用滚涂法进行预涂装或第一道底漆后补涂。按照设计要 求和材料工艺进行大灰、底涂和面涂施工。每道涂层的间 隔时间需符合材料供应商的有关技术要求。超过最大重涂 间隔时间时,进行打磨处理后涂装。 6.2.3 现场涂层要求 (1) 外观 涂膜表面应平整、色泽均一,漆膜厚度均匀,没有气 孔、开裂、流挂、发白等明显的表面缺陷。 (2) 厚度 施工中随时检查湿膜厚度以保证干膜厚度满足设计 要求。干膜厚度采用“85-15”规则判定,即允许有 15% 的读数可低于规定值,但每一单独读数不得低于规定值的 85%。涂层厚度达不到设计要求时,应增加涂装道数,直 至合格为止。每道涂层的干膜厚度不应超出油漆生产商所 规定的最大膜厚。 (3) 附着力 附着力试验采用拉脱式涂层粘结强度测定仪测定(拉 拔法),涂层体系附着力不小于 8 MPa。允许 30%测定点附 着力低于要求,但测定点最低值不能小于 6 MPa。此试验 不推荐在叶片上进行测试,建议在 GFRP 的试板上进行。
3 涂层体系要求
以下是典型的风电叶片防护涂料配套体系,这些涂层 体系都是为达到长久耐用的目的而专门设计的。 方案一:聚氨酯涂料配套。包括聚氨酯的大灰、聚氨 酯小灰、聚氨酯底漆、聚氨酯面漆。 方案二:环氧+聚氨酯体系。包括环氧大灰、环氧小 灰、环氧底漆、聚氨酯面漆。 涂料配套体系要求见表 1。
12
涂料技术与文摘 Coatings Technology & Abstracts
2
要评定依据为涂层的变色、保光率、褪色等。
2 涂料供应商与施工单位的基本要求
涂料供应商与涂料使用单位应具备相应的质量、环境 和产品相关认证证书,这是保证工程安全和质量的基本要 求。施工人员应具备准确操作的施工能力,关键施工工序 (喷漆、质检)的施工人员应获得涂装中级工及以上证书, 特种作业人员应具备相应资格。
项目 物料状态 细度/µm,≤ 摆杆硬度,≥ 柔韧性/mm 耐冲击性/cm,≥ 不挥发分/%,≥ 附着力(拉开法)/MPa
技术指标 灰色, 无异物, 无硬块, 易搅拌成均匀液体 50 0.6 1 50 65 单个测试值≥6, 平均值>8
Hale Waihona Puke 检测方法 目测 GB/T 1724 ASTM D-2240 GB/T 1748 GB/T 1732 GB/T 1725—2007 ISO 4624
表面涂饰
Surface Finishing
表 1 涂料配套体系要求
层数 叶片 大灰 叶片 小灰 底漆 面漆 总膜厚 涂料名称 聚氨酯叶片大灰/ 环氧大灰 聚氨酯叶片小灰/ 环氧小灰 聚氨酯底漆/环氧底漆 聚氨酯面漆 80~140 µm/200~250 µm 80~140 µm 160~280 µm/280~390 µm(不含 大、小灰) 干膜厚度 0~6 mm
要采用环氧玻璃钢复合材料,要求使用寿命达 20 a,需要进行重点涂装保护。高效的防护效果取决 于防护涂层的设计、表面处理、涂装工艺、涂料质 量及涂层质量的控制等。 简要介绍叶片典型的涂装 体系以及涂装质量、涂料质量的控制。 关键词: 风电机组叶片涂装; 涂装体系; 涂装工艺; 质量控制
1 腐蚀环境以及保护期
表面涂饰
Surface Finishing
风电机组叶片涂装要求 及质量控制
Coating Application Demands and Quality Control of Wind Turbine Blade
武莉萍 ,苏春海 ,薛芳
1 2 3
(1.连云港中复连众复合材料集团有限公司,江苏连云港 222006;2.全国涂料和颜料标准化 技术委员会 国家涂料质量监督检验中心,江苏常州 213016;3.江苏普兰纳涂料有限公司, 江苏常州 213022)
Carboline 等公司在叶片涂装和防护有多年的经验,其涂
摘 要:风电叶片是风电机组的核心部件之一,主
料产品体系各具特点,本地的叶片涂料制造商也在逐步开 发生产符合我国叶片涂装和使用要求的涂料系统,并渐成 规模。叶片保护涂层设计依据的标准有:ISO 12944 中的 1~8 部分、以及相关的涂料产品国家或行业标准。
4.3 聚氨酯叶片底漆
叶片底漆的技术要求见表 4。
4.4 叶片面漆
鉴于风电叶片保护的持久性以及风电机组使用过程
ISO 11341
涂料技术与文摘 Coatings Technology & Abstracts
13
表面涂饰
Surface Finishing
5 涂层体系性能要求
叶片复合涂层的技术要求如表 6。
杂形状可采用空气喷涂或滚涂施工;不易喷涂到的部位应
6 工艺要求
6.1 表面处理
风电叶片经由模具加工制备而成,表面有砂眼或是带 有脱模剂。表面处理不好会严重影响涂装质量,如引起涂 层的附着力不良等,因此叶片的表面必须经过严格彻底的 表面处理,才能够充分发挥涂料的保护功能。 叶片的表面处理,主要包括打磨和除油两个步骤。
6.2 涂装要求
6.2.1 施工环境要求 施工环境包括温度和湿度两方面因素。 (1) 温度 当施工温度过低,涂料黏度较高,涂装时需要加入较 多的稀料,易产生流挂,一次成膜较薄,增加了涂装的工 作量;另外,涂装环境温度过低时,涂膜固化时间延长或 者是不能完全固化,固化过程中易受降雨、凝露等天气情 况的影响,不能达到涂膜应有的性能。 当温度过高时,溶剂挥发太快影响涂膜的干燥和流平 性能,容易出现针孔、橘皮等缺陷。 (2) 湿度 湿度过大会严重影响漆膜的干燥和成膜性能。 叶片涂装前表面必须干燥。 6.2.2 涂装 涂料首先需要充分搅拌均匀,之后按照产品的说明准 确加入配套材料,然后充分搅拌均匀后方可施工,推荐采 用气动搅拌装置。混合好的涂料按照产品说明书的规定熟 化。大面积喷涂宜采用高压无气喷涂施工,小面积以及复
表 5 叶片面漆参考指标
项目 容器中的物料状态 不挥发物含量/%,≥ 细度/µm,≤ 干燥 时间 表干/h,≤ 实干/h,≤ 技术指标 灰色, 无异物, 无硬块, 易搅拌成均匀液体 63 35 2 24 1 50 0.03 0.6 6 5~15 重涂无障碍 1 不起泡、 不开裂、 不脱 层,允许 1 级变色、1 级失光和 1 级粉化 DIN EN ISO 175 GB/T 1728 GB/T 1731 GB/T 1732 ISO 7784 GB/T 1730 ISO 4624 GB/T 9754—1988 检测方法 目测 GB/T 1725—2007 GB/T 1724
耐柔韧性/mm
4.2 叶片小灰
叶片小灰专门用于风电叶片基材表面以及叶片大灰 打磨后毛细孔和砂眼的批刮,用量较少,但对于叶片的保 护起着非常关键的作用。叶片行业对叶片小灰产品的要求 如表 3 所示。
耐冲击性/cm,≥ 耐磨性(1 000 r/ 1 000 g)/g,≤ 摆杆硬度,≥ 附着力/MPa,≥ 光泽(60°) 重涂性 吸水率(24 h 和 168 h)/%,≤ 人工加速老化 (2 000 h)