发动机总装线TAG数据
发动机总装生产线规划研究
发动机总装生产线规划研究引言发动机总装生产线是汽车制造过程中至关重要的环节之一。
它涉及到发动机的组装、测试和质量控制等多个关键环节。
在如今高度竞争的汽车市场中,高效、精确和可持续的生产线规划成为了汽车制造商追求的目标。
本文将对发动机总装生产线规划进行研究,探讨关键环节的优化和生产效率的提升。
现状分析目前的发动机总装生产线存在以下问题:1.线路布局不合理:生产线中设备和工作站之间的距离过大,造成零部件运输和组装效率低下。
2.资源利用率低:由于流程不顺畅,大量的待机时间造成了资源的浪费。
3.质量控制不严格:生产线中缺乏自动化检测和报警系统,导致质量问题往往发现较晚。
4.环境和安全问题:生产线中存在噪音、振动和安全隐患等问题,需要进一步改进。
以上问题直接影响了生产线的效率和产品质量,亟待解决。
设计原则在对发动机总装生产线进行规划时,我们应遵循以下设计原则:1.流程优化:通过合理的线路布局和工作站设置,最小化零部件运输距离,提高组装效率。
2.提高资源利用率:减少待机时间,合理调度人力、设备和原材料,最大程度地提高资源的利用。
3.强化质量控制:引入自动化检测和报警系统,及时发现和处理质量问题,确保产品符合标准。
4.改善环境和安全:优化设备布局,减少噪音和振动,确保工人的工作环境安全舒适。
生产线规划与优化线路布局优化在进行线路布局规划时,我们需要考虑以下因素:1.零部件供应:将供应零部件的仓库或库房与工作站尽可能地靠近,减少零部件运输距离和时间。
2.工作站划分:根据发动机组装的流程,合理划分工作站,确保每个工作站的功能和任务清晰。
3.零部件传输:使用物流设备如输送带、悬挂传输线等,确保零部件传输的快速和稳定。
4.人员流动:人员流动和物料流动应做到分开,减少交叉干扰和防止事故发生。
资源调度与优化在资源调度和优化方面,我们可以采取以下措施:1.人力调度:根据各个工作站的工作量和工作时间,进行人员调度计划,确保每个工作站都有足够的人力支持。
发动机智能装配线的柔性化设计及应用探究

发动机智能装配线的柔性化设计及应用探究摘要:发动机是汽车的心脏,属于汽车不可缺少的构成部分,其质量会对汽车寿命、行驶安全产生直接影响。
发动机会应用到装配线进行装配生产,随着汽车需求量不断增加,发动机装配线生产压力逐渐提升,如何提升发动机装配线生产质量与效率,是需要重点关注的话题。
基于此,本文重点对发动机智能装配线的柔性化设计及应用进行分析,从发动机装配线生产特点入手,进行了发动机智能装配线的柔性化设计,提出发动机装配生产线的智能化应用,希望为相关人员提供参考借鉴。
关键词:发动机;智能装配线;柔性化设计引言我国社会经济不断发展下,为制造业发展带来了良好契机,智能制造已经成为制造业未来发展的主要趋势。
汽车发动机直接决定着汽车的性能,因此,汽车发动机生产线应不断优化改进,通过先进技术的不断应用,形成智能装配线,基于智能化技术下,提升发动机装配线生产效率,进一步提升发动机生产质量。
本文就发动机智能装配线的柔性化设计及应用相关内容进行分析,具体如下。
一、发动机装配线生产特点发动机制造过程中会涉及到较为复杂的制造工艺,装配环节尤为重要,若想保证发动机装配工作的良好开展,提升装配生产效率,应通过发动机装配线加以实现。
对于发动机总装环节而言,是一种离散型流水线制造模式,实际生产装配环节,缸体会从第一道工序按照一定顺序进行加工,经历过全部工序后,最终形成发动机产品。
装配环节较为复杂,经历工序较多,并且生产环节还应对所有数据信息进行详细记录。
发动机装配线生产特点主要体现在以下几方面:第一,对质量及标准要求高[1]。
若想保证发动机质量,装配线需要有高质量的控制能力,并且,当存在不合格发动机时,还能对其进行返修,这种情况下,会使整线控制程序更加负责。
第二,多机型混线以及柔性化生产。
发动机装配线应具备机型识别功能,可以获取不同机型的工作参数,针对性的进行设备控制,并且,对操作工做出指导,更好的开展装配工作。
此外,柔性化的好坏,会对装配线后续拓展、改造产生直接影响,可通过科学配置软件实现柔性化生产。
生产相关指标
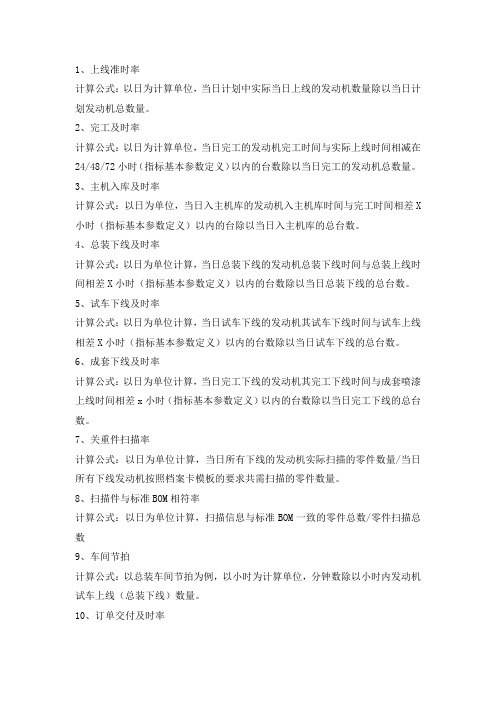
1、上线准时率计算公式:以日为计算单位,当日计划中实际当日上线的发动机数量除以当日计划发动机总数量。
2、完工及时率计算公式:以日为计算单位,当日完工的发动机完工时间与实际上线时间相减在24/48/72小时(指标基本参数定义)以内的台数除以当日完工的发动机总数量。
3、主机入库及时率计算公式:以日为单位,当日入主机库的发动机入主机库时间与完工时间相差X 小时(指标基本参数定义)以内的台除以当日入主机库的总台数。
4、总装下线及时率计算公式:以日为单位计算,当日总装下线的发动机总装下线时间与总装上线时间相差X小时(指标基本参数定义)以内的台数除以当日总装下线的总台数。
5、试车下线及时率计算公式:以日为单位计算,当日试车下线的发动机其试车下线时间与试车上线相差X小时(指标基本参数定义)以内的台数除以当日试车下线的总台数。
6、成套下线及时率计算公式:以日为单位计算,当日完工下线的发动机其完工下线时间与成套喷漆上线时间相差x小时(指标基本参数定义)以内的台数除以当日完工下线的总台数。
7、关重件扫描率计算公式:以日为单位计算,当日所有下线的发动机实际扫描的零件数量/当日所有下线发动机按照档案卡模板的要求共需扫描的零件数量。
8、扫描件与标准BOM相符率计算公式:以日为单位计算,扫描信息与标准BOM一致的零件总数/零件扫描总数9、车间节拍计算公式:以总装车间节拍为例,以小时为计算单位,分钟数除以小时内发动机试车上线(总装下线)数量。
10、订单交付及时率计算公式:按期入库的当日计划数量/当日的计划入库数量*100% 11、生产厂交付及时率计算公式:按期出库扫描的当日计划数量/当日的计划完工数量*100%。
汽车总装线后桥、发动机装配自动化解决方案

汽 车总装 线后桥 、 发 动机装 配 自强
( 上汽通用五菱汽车股份有限公司, 广西 柳州 5 4 5 0 0 7 )
摘 要: 阐述 了 一种 S GMW 自行 开发 的 汽 车后 桥 、 发 动 机 辅 助 装 配 系统 。 该 系统 以 中央 控 制 台 为调 配 中心 。 利 用 无 线 通
自行 小 车 ) 承担 。
置, 导 电性 好 , 故 障 率低 , 方 便 易维 护 。绝 缘件 、 易 损 负极 : 作 为被 动 轮 , 支 架采 用 万 向独 立 悬 挂 的形 式 。走 轮 与支 架都 用 钢材 质来 制作 , 兼 顾 支 承强 度及
( 2 ) 总控系统 : 实现小车与小车 、 小 车 与 大链 之 件更 换成 本低 。 间 的互 动控 制 。原 系统 由高度 集成 的专 用 模块 组建 , C语 言程 序 , 新 方案采 用 通用 的 P L C组建 。
讯 系统控 制 多台 R . GV小车与人 工互动完成汽车后桥 、 发动机 的装 配工作 。笔者 以此 为切入 点 , 探索 S G MW 简单 自动
化 应 用之 路 。
关键字 : 汽车 生产 线; 发动机装 配; 自动化 ; 解决方案
中图分类号 : U 4 6 8 . 2 3 文 献标 识 码 : B 文章 编 号 : 1 6 7 2 — 5 4 5 X( 2 0 1 3 ) 0 5 — 0 1 6 1 — 0 3
1 61
E q u i p me n t Ma n u f a c t u r i n g T e c h n o l o g y N o . 5 , 2 0 1 3
扁平轨道上。如果需要 , 负极走轮可很方便拆卸 , 如
4008tag1a技术参数

4008TAG1A柴油发动机是一款由法国雷诺集团旗下的康明斯公司生产的高性能发动机,广泛应用于工程机械、重型卡车和发电设备等领域。
该发动机以其稳定可靠、动力强劲、节能环保等特点而备受市场青睐。
本文将对4008TAG1A发动机的技术参数进行详细介绍,以便更好地了解和应用这一先进的动力装置。
一、发动机型号及基本参数4008TAG1A发动机采用直列六缸、四冲程、涡轮增压、中冷式设计,其排量为8.3升,最大功率达到了XXX千瓦/转,峰值扭矩更是高达XXX牛·米/转。
这些基本参数直接决定了该发动机在动力输出方面的优越性能,使其能够胜任各种重载工作任务。
二、燃油系统1. 高压共轨燃油系统:4008TAG1A发动机采用先进的高压共轨燃油喷射技术,通过精确控制喷油压力和喷油时间,实现了燃油的高效、快速、均匀喷射,从而提高了燃烧效率,降低了排放污染。
2. 柴油预滤器:该发动机配备了高效的柴油预滤器,能够有效过滤燃油中的杂质和水分,保障燃油清洁,延长燃油系统和喷油嘴的使用寿命。
三、冷却系统1. 涡轮增压中冷:4008TAG1A发动机采用涡轮增压中冷技术,通过中冷器将增压空气冷却降温,提高进气密度,增加氧气含量,从而使得燃烧更加充分,提高燃烧效率。
2. 散热系统:发动机配备了高效散热器和风扇,能够有效地将发动机产生的热量散发出去,确保发动机长时间高负荷运行时的稳定工作温度。
四、排放控制4008TAG1A发动机符合欧洲阶段X排放标准,配备先进的废气后处理系统,包括颗粒捕集器(DPF)和选择性催化还原(SCR)技术,能够将尾气中的颗粒物和氮氧化物净化,达到环保排放要求。
五、润滑系统1. 高效润滑:发动机配备了高效的润滑系统,通过精确的润滑油供给和智能的油路设计,能够有效降低零部件的摩擦损耗,延长使用寿命。
2. 滤清器:润滑系统还配备了高效滤清器,能够有效过滤润滑油中的杂质,保持润滑油清洁,保护发动机零部件。
六、其他特点1. 轻量化设计:4008TAG1A发动机采用轻量化设计理念,通过优化结构和材料,使得整机重量较轻,具有较高的功率重量比。
发动机总装车间中转库房布局优化

yu
(3)
xa xb
t 1 zak zbk la lb ,i,
2
j
1
N
(4)
ya yb
t 1 zak zbk wa wb , i,
2
j
1
N
(5)
la 2
≤
xa
≤
L−
la 2
,a
= 1n
wa 2
d
ya
d
w
wa 2
,a
1
n
(6) (7)
^ Zak
1, 若物料超市在第 k 行 0,若物料超市不在第 k 行
分区7
OP180
260
1.3 存储区布局规划的数学建模
1.3.1 模型假设
为了研究多行设备布局问题,本文对实际的车间库房布 局进行了简化,模型假设如下。1)假设库房分区后的各分 区形状均为长和宽均已知的标准矩形。在 X 轴上横向平行, 在 Y 轴上纵向平行。2)考虑到库房内四周需要预留物流通 道,假定各分区都在一个虚拟的矩形空间固定矩形空间,空 间与库房四周墙壁的左下距离为固定值。3)矩形空间按布 局需要,以宽度不等,分成若干行。4)分区矩形之间的距离 受空间约束是固定值,取决于边缘最近的 2 个分区矩形的距 离。5)假设小车搬运物料的路径与车间边界相互平行。搬 运小车一次只服务 1 组工位,从分区内取出对应的组合所需 的全部物料。建立数学模型如图 1 所示。
1.2 以工位组合的布局分区思路
以工位为中心进行整合的分区思路是库房内物料依据 生产计划确定的每个工位的物料需求量和操作时间进行分 组。分区内将工位组合所需全部物料按照工序成套安放,配 送小车在分区内装货配送到总装配线上,中转库房内的物料 以箱为单位进行假设。假设 1 和 7 工序的工位操作时间耗时 相同,就可以将 1 和 7 组合成一个组,将物料放到同一个分 区内。中转库房分区内直接对应相同节拍工位的物料配送,
整车厂总装车间ECM数据刷写方案分析

张越雷 ,王伟 光 。常亚伟 ( 长城 汽车股份有 限公 司技术 中心 河北省 汽车工程技 术研 究中心 ,河北 保 定 0 7 1 0 0 0)
中图分类 号 :U 4 6 3 . 6 文献标 志码 :A 文章编 号:1 0 0 3 — 8 6 3 9( 2 0 1 7) 0 6 - 0 0 6 6 - 0 2
发 动 机 控 制 模 块 (E N G I N E C O N T R O L MO D U L E ,简 称E C M)数据刷 写主要 有3 个 方面: ( 1 ) 发 动机 / 汽 车下 线 出厂 时进 行数据 封 装 ;② 汽 车维修 站 进 行E C M数 据更 新 ;⑧ 发动 机 改装 应 用 。E C M在 软 件 设计 时将程 序 和 数据 进 行单 独 管理 ,在单 片机 的 F L A S H物理空 间中是 分开 的。E C M数据根据 控制任务 的不 同性 质 ,可 分 为 多个 数据 区域 ,例 如零 部件 信 息 配置 区域 、动 力 参数 区 、排 放 参数 区 、故 障诊 断 区等 。数 据 的分 区设 计 便 于满 足 不 同应 用场 合 的需 求 E C M是发动机 的控制单 元 ,控制着发动 各工况 喷 油量 。各车型根据 自身 的特 点需要写入不 同的控制参 数 ,满足 发动机 喷油控制需 求。 随着整车 厂车辆配置类 型越来越 多 ,发动机刷 写 的数据 类型 因而越来 越 多。发动机各种控 制工况越来 越复 杂 ,发动需要 刷写 的参 数越来越大 。但 各车辆 生 产工 厂受到规划节拍 、规划 工位 制约 ,发动 机数据刷 写 常常出现刷 写工位 不够 的情 况。针对此情 况 ,结合 各公 司已经 有的刷 写设备形式 ,进行研究分析 。 1 研究 目标
发动机生产线TAG定义表格

2019/5/9
Remark
2表示发动机总成装配线,3表示缸盖分装线,4活塞连杆线,5热试线 产品上线后由【TAG数据初始化状态位】改写为1,【TAG数据清除状态位】改写 为0
缸盖二维码
缸盖型号
总合格状态(1-未做,2-合格,3-不合格,4-返修合格) 总操作状态(1-未做,2-需要操作,3不需要操作),在产品上线成功后,将此字 段写为2;经过每个操作工位时,根据此字段和工位对应的操作状态联合判断此工 位是否需要做,如OPA0110,pro_isProcess为2且OPA0110_ISProcess为1或3,则需 要操作,若操作结果为合格则写pro_isProcess为2,否则写pro_isProcess为3;当 pro_isProcess为3时,则该工位不需要再操作 锁夹检测返修(1未在线返修,2在线返修一次,3在线返修两次,依次类推,可以 定义在几次后自动下线)
259
Format BYTE BYTE
BYTE
BYTE BYTE BYTE BYTE BYTE BYTE
Station 产品信息
BYTE
User Description 禁用 托盘线体号 initialization_TAG数据初始化状态位(0-未初始化,1已初始化) 预留区域 pro_born_code 预留区域 pro_modle_no
206
206
00CF
00CF
207
207
00D0
00D0
208
208
00D1
00D1
209
209
00D2
00D2
210
210
00D3
00D3
211
211
00D4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
预留区域
15
BYTE
pro_ID
物料代码(FB000)(唯一标示一种发动机)
10
BYTE
预留区域
1
BYTE
pro_isOK
总合格状态(1-未做,2-合格,3-不合格,4-返修合格) 总操作状态(1-未做,2-需要操作,3不需要操作),在产品上线成功后,将此字段
写为2;经过每个操作工位时,根据此字段和工位对应的操作状态联合判断此工位是
1
BYTE
is_hot_test
是否需要热试
80
BYTE
预留区域
4
BYTE
5
BYTE
缸孔分组号 缸体主轴承座分组号
机加线TAG在上线工位写入到总装线TAG
5
BYTE
主轴颈尺寸分组号
4
BYTE
连杆颈尺寸分组号
5
BYTE
5
BYTE 选瓦信息
4
BYTE
上主轴瓦分组号 下主轴瓦分组号 连杆尺寸分组号
OPA0070工位选瓦获得的信息
明确每一个产品是在哪一个托盘装配的 2表示发动机总成装配线,3表示缸盖分装线,4活塞连杆线,5热式线
产品上线后由【TAG数据初始化状态位】改写为1,【TAG数据清除状态位】改写为 0
9
BYTE
order_code
订单号(9位:110602001)(从ERP下达)
2
BYTE
预留区域
40
BYTE
pro_born_code
279
279
280
283
284
287
RFID information and address assign
2040
Length Format Station
User Description
Remark
18
BYTE
3
BYTE
1
BYTE
1
BYTE
禁用 TAG对应的托盘号 托盘线体号 initialization_TAG数据 初始化状态位(0-未初 始化,1已初始化)
224
227
00E4
00E8
228
232
00E9
00ED
233
237
00EE
00F1
238
241
00F2
00F5
242
245
00F6
00F9
246
249
00FA
00FD
250
253
00FE
0101
254
257
0102
0115
258
277
0116
0116
278
278
0117 0118 011C
0117 011B 011F
323
323
1
BYTE
0144
0144
324
324
1
BYTE
0145
0145
325
325
1
BYTE
0146
0146
326
326
1
BYTE
0147
0147
327
327
1
BYTE
0148
0148
328
328
1
BYTE
0149
0149
329
329
1
BYTE
014A
014A
330
330
1
BYTE
014B
014B
1
BYTE
pro_isProcess
否需要做,如OPA0110,pro_isProcess为2且OPA0110_ISProcess为1或3,则需要操
作;若操作结果为合格则写OPA0110_ISProcess为2,否则写pro_isProcess为3;当
9
BYTE
预留区域
pro_isProcess为3时,则该工位不需要再操作
339
339
1
BYTE
0154
0154
340
340
1
BYTE
0155
0155
341
341
1
BYTE
0156
0156
342
342
1
BYTE
0157
0157
343
343
1
BYTE
0158
0158
344
344
1
BYTE
0159
0159
345
345
1
BYTE
015A
015A
346
346
1
BYTE
015B
015B
产品出生证(C4160001L51238FB000)(C年号,41厂代号,60001流水号,L51238客户 代号,FB000物料代码)(唯一标示一台发动机,从ERP下达)
2
BYTE
预留区域
15
BYTE 产品信息 ALL pro_modle_no
产品型号(HFC4DB1.2C)(区别程序)
2
BYTE
91
92
005D
006B
93
107
006C 0076
0075 0076
108
117
118
118
0077
0077
119
119
0078
0080
120
128
0081
0081
129
129
0082
00D1
130
209
00D2
00D5
210
213
00D6
00DA
214
218
00DB
00DF
219
223
00E0
00E3
(1-未作,2-成功) 返修上线工位(如:
0100) 返修下线工位(如:
0100)
返修区完成返修后,重新将信息写入TAG中,写完成后将此状态位置为2
0120
0129
288
297
10
BYTE
012A
012A
298
298
1
BYTE
在线返修
012B
012B
信息
299
299
1
BYTE
012C
012C
300
HEX MSB
0000 0012 0015
Address
LSB 0011 0014 0015
Decimal
MSB
LSB
0
17
18
20
21
21
0016
0016
22
22
0017
001F
23
31
0020
0021
32
33
0022
0049
34
73
004A
004B
74
75
004C
005A
76
90
005B
005C
4
BYTE
连杆重量分组号
4
BYTE
活塞分组号
4
BYTE
4
BYTE
上连杆瓦分组号 下连杆瓦分组号
OPA0160工位合装活塞连杆的选瓦信息
20
BYTE
预留区域
返修上线匹配状态位
1
BYTE
(1-未作,2-匹配,3- 返修上线工位条码与TAG中信息的匹配状态
1
BYTE 下线返修
4
BYTE
信息
4
BYTE
不匹配) 返修数据写入状态位
347
347
1
BYTE
015C
015C
348
348
1
BYTE
015D
015D
349
349
1
BYTE
015E
015E
350
350
1
BYTE
015F
015F
3
0160
0160
352
352
1
BYTE
预留区域
online_repair1(1未 在线返修,2在线返修 一次,3在线返修两 卡钳工位在线返修环 次,依次类推,可以定 义在几次后自动下线)
331
331
1
BYTE
014C
014C
332
332
1
BYTE
014D
014D
333
333
1
BYTE
014E
014E
334
334
1
BYTE
014F
014F
335
335
1
BYTE
0150
0150
336
336
1
BYTE
0151
0151
337
337
1
BYTE
0152
0152
338
338
1
BYTE
0153
0153
300
1
BYTE
012D
012D
301
301
1
BYTE
012E
013D
302
317
16
BYTE
013E
013E
318
318
1
BYTE
013F
013F
319
319
1
BYTE
0140
0140
320
320