发动机装配线各工位操作
发动机主装配线工艺流程
发动机主装配线工艺流程
《发动机主装配线工艺流程》
发动机主装配线是汽车制造中的重要环节,它将各种零部件组装成完整的发动机。
下面是一个 typial 的的发动机主装配线工艺流程:
1. 零部件检验:发动机各种零部件在送入主装配线之前,需要经过严格的检验。
工程师将对发动机零部件进行检测,确保其质量符合标准。
2. 零部件清洁:接下来,零部件会经过清洗过程,以确保其清洁度。
清洁的零部件更容易被组装,并且可以避免污染整个系统。
3. 零部件组装:在主装配线上,工作人员会按照工艺流程,将各种零部件按特定顺序组装起来。
这包括安装活塞、曲轴、缸体等。
4. 油润滑系统安装:完成发动机主体组装后,需要安装油润滑系统,确保发动机正常工作。
5. 点火系统安装:接着,工作人员会安装点火系统,这是发动机顺利启动和正常运转的重要部件。
6. 动力传动系统安装:最后,发动机主装配线上的工人会安装动力传动系统,包括变速箱、传动轴等。
7. 总检测和调试:最后一步是对已组装好的发动机进行全面的检测和调试,确保其工作正常。
发动机主装配线工艺流程需要严格按照标准操作,确保整个过程高效而且质量可控。
这样才能保证组装好的发动机质量可靠,可以为汽车提供稳定的动力。
发动机装配线使用说明书-机械概要
目录1. 1. 概述1-1.系统名称1-2.生产线工作内容1-3.生产能力1-4.必备条件1-5.机器油漆颜色1-6.设计标准2. 2. WD615/WD415发动机装配线组成2-1. 系统简介2-2. 结构说明3.3. 装配线工作过程简述及主要注意事项3-1. 工作过程简述3-2. 主要注意事项4. 4. 安装4-1. 装配线安装4-2. 升降机安装4-3. 180°(90°)翻转机的安装4-4. 缸盖装配线的安装5. 5. 维护5-1. 传送线辊子维护5-2. 线体维护5-3. 气动系统维护5-4. 润滑期5-5. 润滑油6. 6. 排故与检修7.7. 电气控制系统8.8. 图纸资料1. 概述1-1. 系统名称: WD615/WD415发动机装配线1-2. 生产线完成内容:欧III机型、欧II机型、直列四缸柴油机装配线,完成发动机上各零部件的装配,包装前的准备工作。
1-3. 生产能力-生产量(生产目标) : 6万台/年(2班制)-每年工作日: 250 日-日工作时间 : 16小时-生产效率:85%-节拍:≤3分钟1-4. 必备条件1) 压缩空气在端点处空气供应为5 Kg/cm²2)提供电源AC220V;50Hz1-5.设备油漆颜色1)机用: RAL 90021-6. 设计标准1) GB (中国标准)2) KS (韩国工业标准)3) JIS (日本工业标准)4) ISO (国际标准化组织)2. 装配线组成装配线线长270m,为柔性直线环行输送,单层滚道及地下输送线。
单层滚道为装配作业输送滚道,托盘用上线吊车在起始工位上线,单层线设有92个装配工位,单层线起始端和末端人工通过自行小车上下料,中间由两个180°翻转机、两个90°翻转机半自动翻转,实现特定工位、特定动作的要求和安全防护功能;实现三种型号的发动机在一条装配线上装配。
WD615/WD415发动机环行装配线包括输送线体(单层输送线构成的内装线、外装线、发动机地下输送线、托盘返回输送线)、发动机输送托盘(100件)、托盘辅助托架(样品1件)、四台升降机(三台带转台)、两台180°翻转机、两台90°翻转机、二台相位旋转机、辅助托盘(样品2件)、五个转台、缸盖装配线及电气、气动系统等设备或装置。
发动机装配线各工位操作

21. 燃油 轨道 ,倒 放在工 装 上,对齐喷油嘴,压下工装手 柄
22. 燃油轨道,将工装向后旋 转 90°
23 拧紧 3 颗螺栓
24. 燃油油压传感器,旋转工 装,拧紧 1 颗螺栓
25. 燃油管,润滑,润滑卡装 到燃油轨道上 26. 夹子,将夹子装配到燃油 轨道上
27. 将燃 油轨 道安 装到发 动 机上
6. 张紧轮,安装, 7. 拧紧 1 颗螺栓
8. 发动机前端支架,预 拧 m8 螺栓,
9. 皮带保护罩后盖拧 紧 1 颗螺栓,
10. 惰轮,拧紧 2 颗螺 栓,
11. 发动机前端支架, 拧紧 1 颗 M10 螺栓和 1 颗 m8 螺栓,
12. 排气正时齿轮(EX), 安装 到发动机 上( 左边 ),预 拧 1 颗螺栓,
28. 1 两个支架,放到燃油轨 道上,然后拧紧 3 颗螺栓
28. 2 两个支架,放到燃油轨 道上,然后拧紧 3 颗螺栓
29. 3 两个支架,放到燃油轨 道上,然后拧紧 3 颗螺栓
30. 燃油管,预拧 2 颗螺栓
31. 预拧 3 颗螺栓 32. 读一下工号,将小车推出 工位
4.2.1 STN-190 工位操作
20. 张紧轮,调整好张紧轮
21. 张紧轮,拧紧螺栓,并 检查能否正常工作?
22. 机械张紧轮,移除工装
23. 正时齿轮,用工装在正 时齿轮上打标记,并检查标 记是否良好,
24. 正时齿轮,预拧 2 个堵 头,
25. 移 除用 于 锁定 曲 轴和 凸轮轴的工装, 26. 读一下工号, 27. 将小车推出工位
20.飞轮传感器,拧紧 1 颗螺栓
21. 暖风管,预拧到发 动机上
22.1 暖风管,拧紧
4.2.1 STN-180 工位操作
发动机装配线安全操作规程

发动机装配线安全操作规程发动机装配线作为一个关键部件的安全操作规程至关重要,下面是一个关于发动机装配线的安全操作规程,共计1200字。
一、安全准备1. 在开始任何操作之前,必须确保所有操作员都接受过相关的安全培训,并掌握了正确的操作方法。
2. 所有操作员必须戴着适当的个人防护装备,包括头盔、安全鞋、耳塞、防护眼镜和手套等。
根据实际情况可能还需要佩戴其他个人防护装备。
3. 确保工作区域内的所有工具和设备都处于良好的工作状态,并且定期进行检查和维护。
4. 建立一个规范的工作流程,确保所有操作员都清楚自己的工作职责和操作步骤。
二、工作场所安全1. 检查工作场所的环境,确保没有杂物和障碍物。
保持工作场所的整洁和有序。
2. 检查所有的电线和电源,确保没有损坏和漏电的情况。
必要时,使用绝缘手套和绝缘垫来确保自身安全。
3. 遵守工作区域的标识和警示标识。
禁止未经授权进入和擅自操作的行为。
4. 当操作过程中需要使用梯子或脚手架等设备时,必须确保这些设备是稳定和可靠的,并且正确使用。
三、设备操作安全1. 在开始使用之前,必须对所有设备进行检查,确保其正常工作。
对于有任何异常的设备,严禁使用。
2. 熟悉设备的操作指南和安全规程,并严格按照规定的操作步骤进行操作。
3. 禁止对设备进行私自改动或修理。
对于任何故障和异常情况,必须及时向上级报告和寻求专业维修人员的帮助。
4. 在操作设备时,必须确保操作区域的安全。
禁止在操作区域内进行其他活动。
四、化学品和危险物品的安全操作1. 了解和掌握所有使用的化学品和危险物品的性质、特点和使用方法。
阅读产品说明书和安全数据表。
2. 在使用化学品和危险物品之前,必须戴上相应的口罩或呼吸器,并采取相应的防护措施,如戴手套和穿防护服等。
3. 使用化学品和危险物品时,必须远离明火和高温区域,并保持良好的通风。
4. 化学品和危险物品必须存放在指定的地方或容器中,按照规定的要求和程序进行储存和使用。
汽车发动机装配线实用实用工艺流程
汽车发动机装配线工艺流程缸体底面朝下—→缸体、曲轴、凸轮轴投料、清洗、吹风、柴油机型号、标号打印—→缸体翻转180°后,打号确认—→缸体翻转后缸体底面朝上—→松瓦盖、卸瓦盖、安装上下轴瓦片、安装活塞冷却喷嘴、插入凸轮轴打入键、安装凸轮轴止推片、吊放曲轴、打入键—→打入前端销、打入前端主油道碗型塞、安装前端双头螺栓、装右端丝堵、安装主轴承盖及曲轴止推片并拧紧—→打入后端销,打入后端主油道碗型塞、装后油封座、装机油泵、装齿轮冷却喷嘴(安装增压器回油接头)—→缸孔涂油、装入活塞、装连杆盖、拧紧连杆螺栓、内装件检查—→安装柴油机前端板、安装凸轮轴齿轮、安装惰轮轴、惰轮、安装曲轴齿轮、安装前盖板(包括前盖板涂胶)—→安装机滤器总成、油底壳涂胶、安装油底壳并拧紧—→内装件确认、安装油尺套管、安装减振器、安装挺柱、柴油机型号、编号托印、记入发动机记录表—→连杆打号、分解、清洗后的连杆安装连杆瓦、活塞重量分组、活塞加热、装活塞销、装活塞环缸体翻转180°缸体上面朝上—→安装后端板、打入曲轴后端衬套、安装飞轮、安装离合器片及压盘、安装机滤座及机滤、安装发电机支架—→安装机冷器、安装水泵总成、安装真空泵总成、安装真空泵润滑油管、安装喷油泵总成—→安装喷油泵总成、安装供油角测量工具、调整供油提前角、安装喷油泵后端螺钉、安装喷油泵齿轮、安装VE 泵回油接头、选择缸盖垫、安装缸盖垫—→吊装缸盖、拧紧缸盖螺栓—→安装摇臂总成、调整气门间隙、摇臂轴注油—→检测气门间隙、安装呼吸器、这、安装摇臂罩总成、安装喷油器总成、安装小回油管总成—→安装发电机总成、安装V型皮带、安装排气管、安装排气管隔热罩、安装暖风水管接头—→安装高压油管、拧紧节温器螺栓、喷油泵前罩盖涂胶、拧紧、安装进气管—→安装T/C排气丝对、安装排气管接管用丝对、安装T/C(增压器)、安装T/C回油软管、安装T/C进油管、安装T/C进水管、回水管、装真空泵管、安装排气管接管、装前侧挡板、后侧挡板、装排气支承—→装EGR阀、装进气接管及防护罩、装呼吸器、装呼吸器软管、安装EGR管装油尺、装怠速提升装置、安装油压接头、水路试漏、外观检查—→油系试漏、加注机油、外观检查发动机装配线及线上单机专用设备:清洗机、打号机、总成装配输送线、单层自由辊道、双层柔性机动滚道托盘、缸体缸盖输送车、升降机、翻转机、涂胶机、组合式螺栓拧紧机、轴承外环振动压装机、油封压装机、间隙测量机、导向拧紧装置、发动机密封性能检验机、活塞加热机、总成综合性能试验台、扭矩校准仪、气动扳手、装配线计算机控制系统、吊装式LED大屏幕显示装置、单轴气动定扭矩扳手、电动单梁悬挂起重机。
发动机装配线使用说明书-机械
发动机装配线使用说明书-机械目录1. 1. 概述1-1.系统名称1-2.生产线工作内容1-3.生产能力1-4.必备条件1-5.机器油漆颜色1-6.设计标准2. 2. WD615/WD415发动机装配线组成2-1. 系统简介2-2. 结构说明3.3. 装配线工作过程简述及主要注意事项3-1. 工作过程简述3-2. 主要注意事项4. 4. 安装4-1. 装配线安装4-2. 升降机安装4-3. 180°(90°)翻转机的安装4-4. 缸盖装配线的安装5. 5. 维护5-1. 传送线辊子维护5-2. 线体维护5-3. 气动系统维护5-4. 润滑期5-5. 润滑油6. 6. 排故与检修7.7. 电气控制系统8.8. 图纸资料1. 概述1-1. 系统名称: WD615/WD415发动机装配线1-2. 生产线完成内容:欧III机型、欧II机型、直列四缸柴油机装配线,完成发动机上各零部件的装配,包装前的准备工作。
1-3. 生产能力-生产量(生产目标) : 6万台/年(2班制)-每年工作日: 250 日-日工作时间 : 16小时-生产效率:85%-节拍:≤3分钟1-4. 必备条件1) 压缩空气在端点处空气供应为5 Kg/cm22)提供电源AC220V;50Hz1-5.设备油漆颜色1)机用: RAL 90021-6. 设计标准1) GB (中国标准)2) KS (韩国工业标准)3) JIS (日本工业标准)4) ISO (国际标准化组织)2. 装配线组成装配线线长270m,为柔性直线环行输送,单层滚道及地下输送线。
单层滚道为装配作业输送滚道,托盘用上线吊车在起始工位上线,单层线设有92个装配工位,单层线起始端和末端人工通过自行小车上下料,中间由两个180°翻转机、两个90°翻转机半自动翻转,实现特定工位、特定动作的要求和安全防护功能;实现三种型号的发动机在一条装配线上装配。
WD615/WD415发动机环行装配线包括输送线体(单层输送线构成的内装线、外装线、发动机地下输送线、托盘返回输送线)、发动机输送托盘(100件)、托盘辅助托架(样品1件)、四台升降机(三台带转台)、两台180°翻转机、两台90°翻转机、二台相位旋转机、辅助托盘(样品2件)、五个转台、缸盖装配线及电气、气动系统等设备或装置。
发动机装配作业指导书
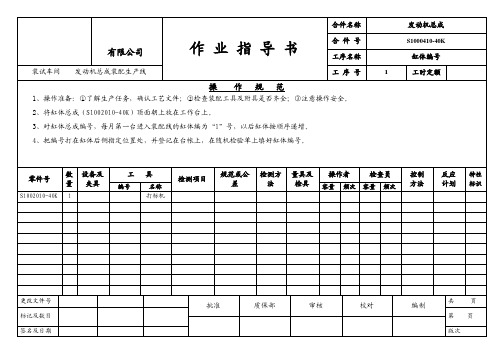
S1000410-40K
装曲轴
装试车间 发动机总成装配生产线
工序号
4
工时定额
——续—— 5、 将干净、无任何杂物的主轴瓦(一、五)(S1005178-40K),主轴瓦(二、三、四)(S1005179-40K)安装在对应的主轴承座和主轴承盖的半
圆表面上,轴瓦要入瓦盖、漏装、错装现象。
检查员
容量 频次
曲轴前螺栓 套筒(27)
力矩扳手
曲轴回转力矩 曲轴径向间隙 曲轴径向跳动
不大于 10N·m 不大于 0.08mm 不大于 0.02mm
扭矩扳手 100% 连续
控制 方法
记录
记录
反应 特性 计划 标识
隔离
拆检
更改文件号 标记及数目 签名及日期
批准
质保部
审核
校对
编制
共页 第页 版次
合件名称
11、 将主轴承盖依次装入,装入时各轴承盖向前标记应朝向缸体前端面。(放入第三主轴承盖时,将 2 个下止推片(S1005183-40K)两面涂油
后先放入轴承盖两侧槽内,有沟槽的朝外,再与轴承盖一起放入),铜棒轻敲主轴承盖,使之与缸体贴严。
12、依次拧紧各螺栓,螺栓应交叉拧紧,力矩为 140~160 N·m(螺栓拧紧应分三次 80、120、140~160 交替进行)。
作业指导书
合件号 工序名称
S1000410-40K
上小车
装试车间 发动机总成装配生产线
工序号
8
工时定额
操 作规范
1、操作准备:①了解生产任务,确认工艺文件;②检查装配工具及附具是否齐全;③注意操作安全。
7、吊起曲轴(S1005021-40K),擦净各轴颈。
8、检查曲轴外观、轴颈表面,不允许有毛刺、黑皮。
1.发动机装配流程图

总装工艺卡共1页第1页工序号操作容工具和设备1将气缸体洗干净放在工作台上,主轴承号和连杆轴承号的选择,缸体上面总共有7位数,为主轴承孔的号数,缸体下面为6位数为连杆大头孔的号数。
轴的直径号数要在曲轴上查找,在曲轴的曲柄销上,从右到左7个位分别代表7个位主轴的直径的号数2 在中央的平衡块上,从右到左有6个位分别代表1到6个连杆轴颈的直径的号数主轴承号=主轴孔+主轴颈号连杆轴承号=连杆大头孔数+连杆轴颈号项目数量零件编号零件名称分组号3装配名称主轴承号和连杆轴承号的选择关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1安装之前要清洗油孔和螺丝孔(用压缩空气)。
把缸体正直平放。
安装主轴承,有油槽并且带油孔的安装轴承必须安装在轴承座孔中,主轴承必须正确安装,如果安装错误,可能堵住油孔,造成曲轴烧坏。
轴承安装好后,在每个轴承上涂一层机油。
2装曲轴,主轴承安装好,把曲轴放在缸体上,安放时应小心谨慎,接下来安装止推轴承,油槽面的方向,在前面的朝前方,在后面的止推轴承油槽面朝后方。
项目数量零件编号零件名称分组号安装时应根据主轴承盖上原来所到的记号,按照1到7 的顺序装好,并保证主轴承盖上向前的记号,朝向发动机前方,然后按照双中间到两边的原则,分两次到三次,将主轴承盖螺栓上紧到规定的扭矩。
3装配名称曲轴的安装过程关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1先把衬套用压力机压在连杆小头然后将活塞和连杆置于油中加热60~80摄氏度,取出后迅速擦净座孔,在衬套涂上一层润滑油,把连杆小头放入到活塞,把活塞销插入活塞,并用橡胶锤轻轻的敲击,直至配合到位,再装入挡圈。
2 安装时注意活塞的向前记号和连杆的向前记号都指向发动机前方。
在安装活塞之前要确认活塞和气缸套筒之间的间歇,选择适当厚度的厚薄规,放入气缸筒里面,然后插入活塞,这时活塞感到略微有阻力,说明间歇比较恰当,接下来判断活塞环在安装状态时的开口间歇应在规定的围,将活塞环顶入气缸套筒,用厚薄规测量其开口端的间歇,确定符合规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8.机油冷却器管,拧紧1颗螺栓
9.轴承座,放到缸体上,预拧4颗螺栓
10.从标签打印机取下标签,放到发动机上
11. 将小车推出工位
二、工位2操作
1. 将小车推到工位上
2. 扫描发动机零件号和序列号
3. 出油管,润滑缸体上的接头
4. 轴承座,拧紧4颗螺栓
5. 涡轮增压器进水管软管,润滑两头,装到涡轮增压器进水管上,套上1个卡箍并夹紧
6. 涡轮增压器进水管,套上1个卡箍
7. 涡轮增压器进水管连接到发动机分水管上
8. 排气歧管垫片,放到发动机上
9. 取涡轮增压器放置的发动机上
10. 扫描涡轮增压器条码
11. 涡轮增压器,取出连个防尘罩
12. 涡轮增压器,放12个垫圈(注意方向)
13. 涡轮增压器,预拧12颗螺母到螺栓上(只用手带上2-3扣)
14. 出油管,装上密封圈,取垫片和螺栓
15. 出油管,插到发动机上,然后装上垫片,预拧2颗螺栓
16. 旁通管,润滑靠近蓝点的那头
17. 旁通管,安装到涡轮增压器上,然后在卡接到发动机上
18. 涡轮增压器,拧紧12颗螺母
19. 出油管,拧紧2颗螺栓
20. 出油管,用手电检查D形圈是否有损坏
21. 读下一工号将小车推出工位
三、工位3操作
1. 将小车推到工位上,
2. 扫描发动机零件号和序列号,
3.1 皮带保护罩后盖,拧紧2颗螺栓,
3.2 皮带保护罩后盖,拧紧2颗螺栓,
4. 皮带保护罩下盖,拧紧2颗螺栓,
5. 润滑安装张紧轮的螺栓孔,
6. 张紧轮,安装,
7. 拧紧1颗螺栓
8. 发动机前端支架,预拧m8螺栓,
9. 皮带保护罩后盖拧紧1颗螺栓,
10. 惰轮,拧紧2颗螺栓,
11. 发动机前端支架,拧紧1颗M10螺栓和1颗m8螺栓,
12. 排气正时齿轮(EX),安装到发动机上(左边),预拧1颗螺栓,
13. 进气/排气正时齿轮,用电钻预拧2颗螺栓,
14. 凸轮轴零点锁止工装,调整并锁止。
15曲轴零点锁止工装,调整并锁止
16. 正时皮带,安装到发动机上,
17. 张紧轮,装上工装
18. 张紧轮,顺时针拧紧(工装手柄)
19.1 正时齿轮,拧紧2颗螺栓,
19.2 正时齿轮,拧紧2颗螺栓,
20. 张紧轮,调整好张紧轮
21. 张紧轮,拧紧螺栓,并检查能否正常工作?
22. 机械张紧轮,移除工装
23. 正时齿轮,用工装在正时齿轮上打标记,并检查标记是否良好,
24. 正时齿轮,预拧2个堵头,
25. 移除用于锁定曲轴和凸轮轴的工装,
26. 读一下工号,
27. 将小车推出工位
四、工位4操作
1. 将小车推到工位上,
2. 扫描发动机零件号和序列号
3. 正时齿轮,拧紧2个堵头
4. 堵头,和铜垫片装在一起,然后拧紧到发动机上,
5. 堵头,拧紧堵头,
6. 减震器,装到发动机上,预拧1颗螺母,
7. 减震器,用工装将螺母拧紧,
8. 减震器,预拧4颗螺栓,
9. 减震器,拧紧4颗螺栓,
10. 转换工装状态,(调到水平,然后朝排气侧针旋45°)10. 转换工装状态,(调到水平,然后朝排气侧针旋45°)。