简介六个标准差
六个标准差

完成6 目標的22個行動步驟 完成 Sigma 目標的 個行動步驟
步驟9: 步驟 : 流程時間的預估 步驟10: 步驟 :投入成本的預估 步驟11:確認不連續點(Disconnects) 步驟 :確認不連續點 步驟12: 步驟 :問題的解決 步驟13:改善計畫的推薦 步驟 :改善計畫的推薦(Recommendations) 步驟14: 步驟 :確認假設狀況 步驟15: 步驟 :效益的評估 步驟16:發展理想關係圖 “ 步驟 :發展理想關係圖(“Should Be” Map)
六個標準差
6σ
壹、前言
就是礙手礙腳』? 『ISO就是礙手礙腳』? 就是礙手礙腳 全面品質管理, 『全面品質管理, Total Quality Management, TQM』 。 , 』 推動『六個標準差, 推動『六個標準差,Six Sigma』的 』 理念做為競爭優勢的基石 。
貳、品質管理之演進
持續改善 ●誘因晉升 效果 ●定期績效 評核 ●持續性 專案進行
六個標準差結 構外聘顧問 委外導入) (委外導入)
(合作導入) 合作導入)
六個標準差結 構自行發展 自行導入) (自行導入)
陸、六個標準差的DMAIC流程 六個標準差的 流程
六標準差的管理流程, 六標準差的管理流程,也是五項策略要點 定義問題( ﹝一﹞、定義問題(Define)。 )。 專注衡量( ﹝二﹞、專注衡量(Measure)。 )。 問題點分析( ﹝三﹞、問題點分析(Analyze)。 )。 改進( ﹝四﹞、改進(Improve)。 )。 控制( ﹝五﹞、控制(Control)。 )。
6σ組織角色扮演
成 員 角 承諾決心 積極領導 (Commitment) (Leadership) 任 1.訂定目標 訂定目標 2.提供資源 提供資源 3.指導方向 指導方向 務 1.選定專案 選定專案 2.鑑別 鑑別COPQ 鑑別 3.監督進度 監督進度 4.確保績效 確保績效 全力主導 (Leading) 1.主導專案 主導專案 2.整合分工 整合分工 3.運用手法 運用手法 4.突破瓶頸 突破瓶頸 主動參與 (Involvement) 1.主動參與 主動參與 2.蒐集資料 蒐集資料 3.集體經驗 集體經驗 4.群策群力 群策群力 Executive ( 負責 負責P.O.) Champion ( 盟 主) Black Belt (黑 帶) Green Belt ( 綠 帶)
6个标准差的涵义六西格玛意义课件
6 改进的好处
如果一个3 企业将其所有资源投入改 进过程,大约每年可以提高一个 的水 平,并可获得下述收益:
利润率增长20% 产出能力提高12%—18% 减少雇员12% 资本投入减少10%—30%
10
投入 6 改进的成本及回馈
国外成功经验的统计显示:如果企业全 力实施6 革新,每年可提高一个 水 平,直到达到4.7 ,无须大的资本投 入。这期间,利润率的提高十分显著。
GE 与 6
1995年末开始推行 6 推行 6 节约的成本收益
3亿美圆/1997 7.5亿美圆/1998 15亿美圆/1999; 利润率从 13.6%/1995 提高到 16.7%/1998 市值突破30,000亿美圆
30
结语
6 Sigma 是一种全面质量改善的方式 是强调事实 ( 数据 ) 的管理 是以顾客满意微焦点的改善 以全体学习及分享为学习的目标
18
问题类型与改善系统
19
I (Improve)
当每一问题经过分析与确认之后,即可 指定盟主并挑选有适当改善专长之黑带 战士成立质量改善项目小组(Quality Improve Team -- QIT) 在项目小组中,盟主通常是该制程之部 门主管(资源拥有者),而黑带战士则是 QIT的执行者(解决问题专家),权能充分 配合,才能加速QIT的改善成效。
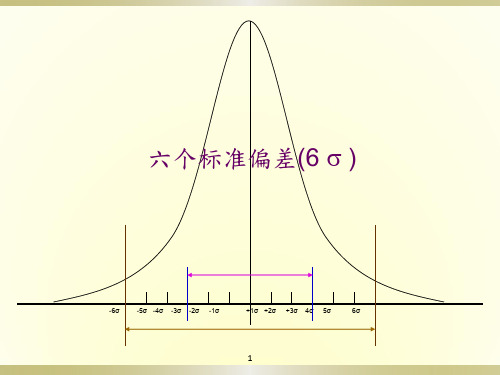
六个标准偏差(6 )
-6σ -5σ -4σ -3σ -2σ -1σ
+1σ +2σ +3σ 4σ 5σ
6σ
1
课程内容
1.什么是 6 2. 6 的优势 3. 6 的影响 4. Motorola 与 GE
2
什么是 6
念 “ 西格玛 ” 或 “ Sigma ” 是希腊字母,在统计学上用来表示数据的
某软件公司六个标准差的定义课件

在改进实施一段时间后,对改进效果进行评估,以确定改进措施是否有效。
控制阶段
标准化控制流程
01
将六个标准差的实施过程标准化,制定相应的控制流程和规章
制度。
相关人员,
以便进行改进和调整。
持续改进
03
将六个标准差的理念融入日常工作中,持续不断地进行改进和
提高,实现软件质量的持续优化。
04
CATALOGUE
六个标准差的应用范围
项目管理
项目管理过程
6个标准差可应用于项目管理过程, 包括项目计划、项目资源分配、风险 管理、沟通管理等,以确保项目按时、 按质量完成。
测量指标
6个标准差可以提供一种测量指标,以 衡量项目管理的效果和效率,帮助组 织识别和解决潜在问题。
VS
它是一种统计方法,通过将缺陷分布 在一个标准差内,来实现高精度、零 缺陷的质量目标。
六个标准差的重要性
六个标准差对于软件公司来说非常重要,因为它可以帮助企业提高产品质量、降低成本、缩短上市时 间。
通过将缺陷率降低到百万分之一以下,企业可以显著提高客户满意度、减少召回和退货,从而获得竞 争优势。
质量控制
6个标准差为制造过程提供了一种质量控制 的方法,通过严格控制生产过程中的参数和
工艺,降低产品缺陷率和提高产品质量。
服务流程
要点一
服务流程改进
6个标准差可以应用于服务流程的改进,包括服务设计、服 务交付、客户关系管理等方面,以提高服务质量和客户满 意度。
要点二
服务质量评估
6个标准差为服务流程提供了一种服务质量评估的方法,通 过统计分析和测量指标,帮助组织识别和解决服务过程中 的问题。
挑战
实施难度大
6个标准差
六标准差( 六标准差(SIX SIgma)
分析阶段工具: 1)评量现有系统 评量现有系统RPN=SER×OU×DEFELT 评量现有系统 × × 2)FMEA参考准则 参考准则 3)假设检定 假设检定 4)假设检定的工作原理 5)假设检定的型态(ANOVA比较样品群组平均值及变异)
六标准差( 六标准差(SIX SIgma)
六标准差( 六标准差(SIX SIgma)
创新与学习:制造能力设计,公司文化素质等。 三、6 三、6§推进组织(需各部门间共同合作进行)
1)
盟盟 Champton BB BB BB
Black.Belt指课长级
GB GB GB GB GB GB
Green Belt指工程师,技能员
六标准差( 六标准差(SIX SIgma)
2)专案要定期审查 )
内容 Define 范围、members. 范围、members. 使用工具 关键品质,亲和图(脑力激 荡):取相同部分讨论。 FMEA 失效模式效应分析(FMEA) 失效模式效应分析(FMEA) 制程能力分析(CP、CPK、PP、 制程能力分析(CP、CPK、PP、 PPK、RTY) PPK、RTY) MSA: MSA:Measurement System Analysis量测系统分析 Analysis量测系统分析 GR&R:FTY(FIRST TIME YIELEL) 多变量分析,假设检定。 实验计划法 管制图,查检表等。
2)制程能力分析CP/CPU/CPL/CPK USL-X 3§ Votu of the customer CH= X-LSL CPL = 3§ = CPK=Min(CPU.CPL ) USL-LSL
3 §( –3 §)
Cpu=
六标准差的定义

六标准差的定义什么是标准差?在统计学中,标准差是一种衡量数据集中变量离散程度的度量指标。
标准差能够告诉我们数据点与平均值之间的差异,以及数据点之间的差异。
标准差的计算公式如下:标准差= sqrt(Σ(xi-μ)²/N)其中,xi表示每个数据点,μ表示数据的平均值,N表示数据个数。
六标准差的概念六标准差(Six Sigma)是一种质量管理方法,旨在通过降低过程可变性,并最大限度地减少缺陷,从而提高产品和服务的质量。
六标准差方法由Motorola公司在20世纪80年代提出,后来被许多公司广泛采用并得到了成功的实施。
在六标准差方法中,设计目标是将制程变差减少到每个功能特性不超过六个标准差,使得制程过程中的错误率非常低。
这意味着六标准差方法要求在不超过3.4个缺陷/百万机会(Defects Per Million Opportunities, DPMO)的情况下达到99.99966%的过程准确性。
六标准差的原理六标准差方法的基本原理是将质量管理过程分为五个阶段:识别、定义、分析、改进和控制(Define, Measure, Analyze, Improve, Control,简称DMC)。
通过这个过程,公司可以识别并改进可能导致质量问题的因素,并减少产品和服务的可变性,从而提高过程质量。
DMC过程的五个阶段1.识别(Define):在这个阶段,团队明确地定义了项目的目标、范围和约束条件。
这个阶段的重点是确保团队成员对问题的理解是一致的,并确保项目的目标与公司的整体策略相符。
2.定义(Measure):在这个阶段,团队确定了用于衡量过程绩效和变异性的关键指标。
例如,团队可以收集和分析数据来确定过程的性能水平,并识别可能导致质量问题的根本原因。
3.分析(Analyze):在这个阶段,团队使用统计工具和技术来分析数据,以便了解过程中存在的问题和瓶颈。
通过分析数据,团队可以确定关键因素,并确定可能的改进机会。
何谓六标准差
肆、設定企業計量指標
二、計量指標的指導原則 ▪ 領導者要參與 ▪具體呈現計量指標 ▪計量指標必須能快速回應 ▪計量指標必須簡單 ▪計量指標應該僅驅動重要的活動。 ▪限制計量指標的數目 ▪採取修正行動
伍、導入六標準差
一、導入六標準差該做的事
▪將焦點放在結果上 ▪以顧客為重 ▪做好規劃 ▪將推動六標準差的承諾傳達到整個公司 ▪展現企業領導者的承諾 ▪授權給重要人員 ▪提供實地指導給黑帶人員 ▪選擇主動積極能協助過濾與檢選六標準差的導入伙伴 ▪在計畫開始要保持耐性 ▪務必宣傳與表揚初期勝利 ▪進行標竿管理 ▪建立專案底線與目標 ▪獲得財務管理者的事先認可
六標準差的核心
D
M
A
I
C
六標準差的核心
Define(界定): •點出問題中的重要問題。 •選定專案對抗上述一個或多個的問題, 並界定專案的參數。 •決定要衡量、分析、改進與控制的關鍵 少數因子。
D M
A
I
C
六標準差的核心
Measure(衡量) 找出該產品或流程的關鍵品質特性(或顧 客期望),假定該特質稱之為Y。 界定Y的績效標準。 啟動Y的衡量系統。 建立產出Y的製程能力。
二、六標準差的定義
六標準差(Six sigma)其實是一種統計概念, 也就是以不良率來衡量某個流程的良窳。所謂達 到六標準差,是指在流程中,不良率只有百萬分 之3.4。 一般的組織運作水準大都在三標準差到四標準差的 水準之間(不良率見圖一)這意謂著流程產出了許 多不良,因此可能會產生損失,表示還有很大的進 步空間。
背景1990年代中期奇異的董事長威爾許更早之前奇異公司採取的提升品質計畫一直都沒有真正落實大多數的員工心裡都知道公司並不是真心要投入這項活動的每項產品在出廠之前總是得花掉他們不少時間來修理與重做營運成本或是追求品質的成本內計算奇異的財務成績不斷攀升就不會有人去質疑奇異的品質是否背景威爾許曾經致力推動合力促進主要價值觀
6标准差

6标准差的特色
五、C(控制)
a) 防止“开倒车”、杜绝3分钟热度
b) 监督与控制的差别
c) 订出期限、分派工作、划分权责
d) 执行过程留下宝贵的记录
6标准差的特色
11. 听起来不错,也能理解,但如何实际用 在工作中? a) 了解客户的心声(何谓吐白序的执行步骤
6标准差的特色
6. 那6标准差又如何预防这种状况? 最高管理者务必有100%的决心与承诺 指派高阶层管理者执行捍卫者必须有充分的权 力——挑选人员(部属捍卫人,专业捍卫人) 部属捍卫人——负责领导,贯彻6标准差 专业捍卫人——督导黑带、扫除障碍、提供资 源、挑选专案 专业经理人——“大黑带”(初次导入时,一般 所聘请外来顾问)指导黑带,协且挑选专案及 人员,回报进度。 建议:高阶人员先达到共识
经济、可行的目标
行动
“无法用数字来表达的事情,就无法知道 你想作什么”
对6标准差的错误理解
标准差是工程统计术语,那一定是质量改 善吧! 质量改善是工具,不是目的
提升客户满意度+企业效益
质量改善那一定要花费很高成本,这与管 理哲学是背道而驰! 预防成本绝非增加成本,它是质量保证 高阶领导者有无远见
思考一下
评估完成进度的衡量标准
解决问题的策略方案
客户满意、企业效益提升、员工素 质能力提升
标准差
某个过程中,变异程度的度量值
50± 2cm→ 48~52合格 42~60不合乎要求
标准差
例:5、5、4、6、5 X=5
σ= Σ(Xi-X)2= n-1 (5-5)2+ (5-5)2+ (4-5)2+ (6-5)2+(5-5)2 = 4 1 2
六个标准差理论4页

六個標準差理論教育研究月刊16 3 教育名詞解釋132 期教育名詞解釋六個標準差台北市立師範學院國民教育所、教育行政與評鑑所教授吳清山台北市立師範學院國民教育所、教育行政與評鑑所教授林天祐六個標準差(Six Sigma),係指運用統計的技術,藉以精化產品和流程,近乎完美地達成顧客要求和期望。
標準差是統計學上衡量變異之單位,用來表示團體分數分散情形的變異量數,在中文唸「司格碼」。
近代治理學家將標準差用之於治理學上,當發現變異太大時,品質即受到影響,造成產品規格變異,尺寸不一的情形。
因此將變易縮到最小的狀態,即可達成完美境界。
六個標準差确实是6 個s,簡稱“6s”,在1980 年代末至1990 年代初由摩托羅拉(Motorola)第一開發的治理系統,使在生產過程中機器的失誤頻率降低,使劣質產品的數目減少。
摩托羅拉在此方面取得庞大的成功,吸引很多公司跟隨。
後來,德州儀器、IBM、Allied Signal、通用電氣等,開始自行開發自家的改善品質方案,推行六個標準差方案(Six Sigma Initiative),成功地縮減了數以百萬美元的本钱開支。
若是對一個正常散布的過程或產品進行測量,成品良率大約為%,用標準差的方式表示為在正負3 個標準差之內。
一個標準差,是指每100 萬次的操作中,會有70 萬次誤差機會次數(Defects per Million Opportunities: DPMO)的發生,即100 萬次的操作,只有30 萬次是合乎標準的。
在衡量一家公司生產活動的質量水平時,取得較高的標準差評分的公司就表示其生產操作水平較好,兩個標準差比一個標準差好,它代表每100 萬次操作有70 萬次做對,即生產良率達70%。
到了執行三個標準差,其生產良率則達99%,因此所有生產流程達到六個標準差,即每100 萬次操作中,生產良率高更達到%,亦即每100 萬次操作中,僅有次錯誤,已經近乎完美,這正是企業界所追求的目標。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
課程內容
•壹. 何謂標準差 ? •貳. 如何推動六個標準差專案 ? • 參. SPC (CONTROL CHART)教學 • 肆. MSA教學 • 伍 . FMEA教學 • 陸. 六個標準差專案成功案例介紹
GOODSKY
2020/7/20
何謂 標準差 ?
(1)開宗明義話標準差
• 標準差(Standard Deviation) 其符號(σ )音為Sigma,是希臘字母之第十八個的小 寫,其在統計學中的意義是變異數之開根 號,代表一組數據其個數據間的差異。 尤其主要的是σValue 與σ Level之區別 ,前者是標准差的數值,后者是指標准差 水平,也是目前人們常提起的多少標准差 ,代表著其制程能力或品質水平。
問2:工程檢查不良率是,予測為百分之几?
GOODSKY
2020/7/20
四、 解題計算(1):
SQC(DEC提供)
GOODSKY
動作電壓 偏差 偏差平方 X1 8.0 0.32 0.1024
X=7.68
X2 7.6 -0.08 0.0064
X3 7.0 -0.68 0.4684
X4 8.4 0.72 0.5184 X5 7.4 -0.28 0.0784
縮減製程時 間
CTQ
輸出特性 製程工時
衡量定義 Y
目標 Target
接點鉸合至入 殼
4小時
規格 Spec.
<8小時
使
• 1. Tree Diagrams 2. Pareto Analysis
抽絲剝繭 撥雲見日 事明輕重 務辨緩急
用
3.Affinity Diagrams
百家爭鳴 定於一
工
4. Force Field Diagrams 舊我已除 新我已生
m +k
2、常態分配偏離率圖: k
GOODSKY
2020/7/20
3、J.Napier 數 e≒ 2.718
垂鏈函數:Y =12( -ex+xe )
y = e-x
y y=e x
x
GOODSKY 2020/7/20
三、例題 (DEC所設計)
生產開始之前,進行試作了n=5個 n=5個的動作電壓是 8.0V、7.6V、7.0V、8.4V、7.4V 工程檢查規格上限值是 8.6V 問1:動作電壓的工程能力是多少左右?
找尋交互作用 (DOE)
控制X 和監控Y
電腦 應用
分析測量系統
確認變異來源 變異數分析
確定Y=f(X)
確立長期 品質管理
基礎統 計學
確定制程難力
2020/7/20
規划實驗設計
GOODSKY
如何推動六個標準差專案 ? (2)定義階段-1
• 實施程序: • 組織專案團隊與分工 • Voc 轉化為CTQ • 使用工具定義專案 客戶需要
•
DOE
•
DOE SUMMARY
•
改善計劃
GOODSKY
2020/7/20
如何推動六個標準差專案 ? (6)管制階段
•
實施程序:
•
最佳化輸出(改良操作)
•
控制所有相關的因子
•
監測所有相關的輸出
•
完成階段總結
•
完成最終報告
GOODSKY
2020/7/20
SPC Lesson
1、常態分配圖:
-k
GOODSKY 2020/7/20
X 7.68 0
1.1680
S=
n
(Xi-X) 2
= 0.54
n-1
i=1
偏差平方和 S
S
1.168
不偏分散:V= n-1 = 4 = 0.292 標准偏差:S= √V = √ 0.292 = 0.54
δs=
S c4
= 0.574
G20O20/7O/20DSKY
解題計算(2):
SQC(DEC提供)
不放回
放回
一定范圍內﹔ 最有用的離散 機率分配 時間
用來決定周期 時間的機率 近似高原齊平
單峰且右偏分配
卡方與F分配
常態分配(N
用途與應用 扑克牌,黑白球,橋牌拿到X之機率,品質 最終檢驗 銅板,黑白球,骰子,生男生女,訂報戶數 ,遺傳機率,訂位不來,出生男女比率 墜機,不良品,釣魚上釣率,來電接聽率, 顧客等候,放射線劑量,打字錯誤次數,炸 彈落點數,出生日期機率,PCB上缺點數 可靠度工程,產品壽命
具
5. Fishbone Diagrams 6. Matrix Diagrams
識途老馬 指點迷津 害權惟微 利導惟優
• 7.SIPOC Diagrams
諸侯會盟 誓師待發
GOODSKY 2020/7/20
如何推動六個標準差專案 ? (2)定義階段-2
VOC 資料整理
作業進程
確認 品質問題
陳述 需要
G20O20/O7/20DSKY
何謂 標準差 ?
(2)常用的機率分配介紹
資料類型
機率分配種類
特性/特徽
離散型 連續型
超几何分配 (HYPERGEOMETRIC) 工項分配 (Binomial) 卜瓦松分配 (Poisson)
指數分配 (Exponential) Gamma分配
均勻分配(Uniform)
決定壽命分配,討論故障發生的時間
容器裝填
適合度分析與變異數分析
最常用
GO20O20/7D/20SKY
定義
6Sigma 概論
如何推動六個標準差專案 ? (1)突破路線圖
測量
分析
改善
控制
明確專案定義
確認變異來源 探測性分析
篩選關鍵輸 入變數(DOE)
最佳輸出變數
專案 管理
確認輸入及 輸出指標
確認變異來源 統計性分析
問1回答:工程能值單側 上限-平均 8.6-7.68
CP = 3S = 3×0.54 = 0.568
問2回答: 上限-平均
Kε= S = 1.70
8.6-7.68 0.54 =
按照正規分布表對表 ε=0.0446 推測工程不良率是4.46%
GOODSKY
問題1:性能指數 USL-X
PPK= 3δs =0.533 問題2:規格偏離率(可能)
定義 CTQ內容
GOODSKY
2020/7/20
與客戶 確認
如何推動六個標準差專案 ? (3)量測階段
• 實施程序:
• 1.Process Mapping: Macro, Ideal , Dynamic . • 2.找尋隱形工廠 • 3.確認 va & nva • 4.消滅七大浪費 • 5.量測分析 • 6.制程能力分析
GOODSKY
2020/7/20
如何推動六個標準差專案 ? (4)分析階段
•
實施程序:
• 圖表分析
• 關聯分析
• 回歸分析
• 均值檢定
• 變異數檢定
• 抽樣計劃
• FMEA
GOODSKY
2020/7/20
如何推動六個標準差專案 ? (5)改善階段
•
實施程序:
•
篩選潛在因素
•
發掘變數間之關係
•
設定操作允差