姜梦激光焊接过程仿真
激光焊接的模拟仿真研究
1/23 等人分别建立了轴对称 & 维激光熔池对流传 热模型 $ 静止热源 % 。 从理 4/5./67/ 建立了 ’ 维模型,
论上阐明激光熔池的对流传热机理及激光工艺参 数对组织性能的影响。 但上述模型坐标原点都固定 在激光上, 用于静止热源非稳态模型。 华中科技大学 曾大文建立了带移动热源三维非稳态激光熔池对 流传热过程的数学模型, 揭示三维非稳态激光熔池 对流传热的基本特征 !8# 。 清华大学叶小虎等人不仅
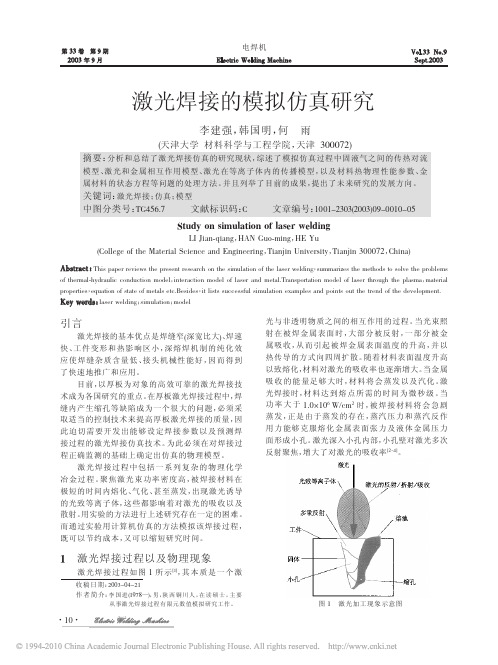
激光深入小孔内部小孔壁对激光多次反射聚焦增大了对激光的吸收率激光加工现象示意图激光焊接的模拟仿真研究被辐射的金属被强烈汽化蒸汽中的起始自由电子通过逆韧性辐射吸收激光能量而被加速直至有足够的能量碰撞电离材料和周围气体使电子密度雪崩般增长而形成等离子体
第
"" 卷 第 0 期 %##" 年 0 月
电焊机
@BCJEH4J ZCBK469 G5JF46C
Y>B,"" <>,0 ICRE,%##"
激光焊接的模拟仿真研究
李建强, 韩国明, 何 雨
天津 "###$%& !天津大学 材料科学与工程学院,
分析和总结了激光焊接仿真的研究现状, 综述了模拟仿真过程中固液气之间的传热对流 摘要: 模型、 激光和金属相互作用模型、 激光在等离子体内的传播模型, 以及材料热物理性能参数、 金 属材料的状态方程等问题的处理方法。 并且列举了目前的成果, 提出了未来研究的发展方向。 激光焊接; 仿真; 模型 关键词: 中图分类号: 文献标识码: ’()*+,$ -
!"$
激光在等离子体内的传播模型
在等离子体内, 由于逆韧性辐射形成的激光吸
一种点环激光与电弧复合焊接方法[发明专利]
![一种点环激光与电弧复合焊接方法[发明专利]](https://img.taocdn.com/s3/m/0f254a49ae1ffc4ffe4733687e21af45b307fe11.png)
专利名称:一种点环激光与电弧复合焊接方法专利类型:发明专利
发明人:姜梦,陈曦,陈彦宾,王智远,雷正龙
申请号:CN202111509480.0
申请日:20211210
公开号:CN114043092A
公开日:
20220215
专利内容由知识产权出版社提供
摘要:一种点环激光与电弧复合焊接方法,本发明属于激光加工技术领域。
本发明要解决现有激光‑电弧复合焊接接头存在飞溅、咬边、焊瘤、侧边未熔合的焊接缺陷问题。
方法:一、焊前焊件坡口加工及工装固定;二、点环激光与电弧复合焊接。
本发明用于点环激光与电弧复合焊接。
申请人:哈尔滨工业大学
地址:150001 黑龙江省哈尔滨市南岗区西大直街92号
国籍:CN
代理机构:哈尔滨华夏松花江知识产权代理有限公司
代理人:侯静
更多信息请下载全文后查看。
TC4钛合金低真空20_kW_激光焊接特性研究
Electric Welding Machine Vol.53 No.8Aug. 2023第 53 卷 第 8 期2023 年8 月TC4钛合金低真空20 kW 激光焊接特性研究邹吉鹏1, 黄瑞生1, 武鹏博1, 曹浩1, 苗绘1, 秦建2, 方乃文11.中国机械总院集团哈尔滨焊接研究所有限公司,黑龙江 哈尔滨 1500282.郑州机械研究所有限公司,河南 郑州 450001摘 要:为探究厚壁钛合金在不同环境压力下的激光焊接特性,采用低真空激光焊接技术对Ti6Al4V 合金进行非熔透焊接试验研究,分析了亚气氛环境压力对钛合金万瓦级激光焊接焊缝成形、焊接气孔、等离子体羽、熔池及匙孔的影响规律,并探讨亚气氛环境可以改善万瓦级激光焊接质量的可能原因。
研究结果表明:环境压力对焊缝熔深、熔池宽度及匙孔上表面开口直径的影响存在一个临界区间即104 Pa 数量级,达到临界区间后焊缝熔深会显著增加,熔池宽度、孔口直径显著减小。
造成这种现象的可能原因之一是等离子体羽的突变,亚气氛环境激光焊接等离子体羽被明显抑制,对激光束能量传输的干扰效应降低。
关键词:厚壁钛合金; 低真空激光焊; 焊接特性; 等离子体羽中图分类号:TG456.7 文献标识码:A 文章编号:1001-2303(2023)08-0028-08Study on Low Vacuum 20 kW Laser Welding Characteristics of TC4Titanium AlloyZOU Jipeng 1, HUANG Ruisheng 1, WU Pengbo 1, CAO Hao 1, MIAO Hui 1, QIN Jian 2, FANG Naiwen 11.Harbin Welding Institute Co., Ltd., Harbin 150028, China2.Zhengzhou Research Institute of Mechanical Engineering Co., Ltd., Zhengzhou 450001, ChinaAbstract: In order to explore the laser welding characteristics of thick-walled titanium alloy under different ambient pres ‐sures, the non-penetration welding test of Ti6Al4V alloy was carried out by low vacuum laser welding technology. The influ ‐ence of sub-atmosphere ambient pressure on the weld formation, welding porosity, plasma plume, molten pool and keyhole of laser welding of titanium alloy was analyzed, and the possible reasons why sub-atmosphere environment can improve the quality of laser welding of ten thousand watts were discussed. The results show that there is a critical range of 104 Pa for the influence of ambient pressure on weld penetration, weld pool width and keyhole upper surface opening diameter. After reaching the critical range, the weld penetration will increase significantly, and the weld pool width and orifice diameter will decrease significantly. One of the possible reasons for this phenomenon is the sudden change of plasma plume. The plasma plume of laser welding in sub-atmosphere environment is obviously suppressed, and the interference effect on laser beam en ‐ergy transmission is reduced.Keywords: thick-walled titanium alloy; low vacuum laser welding; welding characteristics; plasma plume引用格式:邹吉鹏,黄瑞生,武鹏博,等.TC4钛合金低真空20 kW 激光焊接特性研究[J ].电焊机,2023,53(8):28-35.Citation:ZOU Jipeng, HUANG Ruisheng, WU Pengbo, et al.Study on Low Vacuum 20 kW Laser Welding Characteristics of TC4 Titanium Alloy[J].Electric Welding Machine, 2023, 53(8): 28-35.收稿日期: 2023-07-02基金项目: 国家重点研发计划资助项目(2021YFB3401100);黑龙江省省重点研发计划指导类项目(GZ20210175);黑龙江省头雁行动计划-能源装备先进焊接技术创新团队资助(201910312);新型钎焊材料与技术国家重点实验室开放课题(SKLABFMT202005)作者简介: 邹吉鹏(1992—),男,硕士,工程师,主要从事激光焊接技术的科研工作。
激光脱附焊虚拟仿真策略设计和制造实例构建

激光脱附焊虚拟仿真策略设计和制造实例构建激光脱附焊是一种常用的金属焊接技术,它通过激光能量使焊缝处的材料迅速融化并形成焊接接头,从而实现金属材料的连接。
为了提高激光焊接的效率和精度,虚拟仿真是一种非常有效的手段。
本文将介绍激光脱附焊虚拟仿真策略设计和制造实例构建的方法和步骤。
虚拟仿真策略的设计是激光脱附焊仿真的关键步骤之一,它涉及到多个方面的考虑。
首先,需要确定焊接的材料和组合物的物理特性。
不同的材料和组合物在激光照射下的响应是不同的,因此需要对其进行实验或理论分析。
其次,需要考虑焊接接头的形状和尺寸。
不同形状和尺寸的焊接接头对激光脱附焊的影响也是不同的,因此需要根据需求选择适当的接头形状和尺寸。
最后,还需要考虑焊接的激光参数,例如激光功率、扫描速度和焦距等。
这些参数会影响焊接的效果和质量,因此需要通过实验或模拟来确定最佳的激光参数。
虚拟仿真策略设计完成后,接下来就是进行实例构建。
实例构建是将虚拟仿真策略应用于实际的激光脱附焊过程中的关键步骤。
首先,需要准备适当的材料和设备。
根据虚拟仿真策略设计的结果,选择合适的材料和设备进行实际焊接。
其次,需要进行焊接前的准备工作,例如清洁焊接表面和固定工件等。
然后,根据虚拟仿真策略设计中确定的激光参数设置实际焊接的参数。
在焊接过程中,需要保持焊接表面干净,并根据需要进行适当的监测和调整。
最后,完成焊接后,需要对焊接接头进行质量检测和评估,并进行必要的修整和处理。
在激光脱附焊虚拟仿真策略设计和制造实例构建过程中,还有一些需要注意的问题。
首先,需要保证虚拟仿真策略和实际制造过程的一致性。
虚拟仿真是通过模拟来预测激光脱附焊的效果和质量,因此需要确保虚拟仿真策略与实际制造过程的参数和条件完全一致。
其次,需要对实际制造过程进行详细的记录和数据分析,以便后续的评估和改进。
最后,需要进行合理的实验设计和数据处理,以确保实验结果的可靠性和可复制性。
综上所述,激光脱附焊虚拟仿真策略设计和制造实例构建是一项复杂而重要的任务。
有限元仿真激光焊接亚微米尺度一维氧化锌
hli re r ie n et o meigpo a t itT esut ni w i i tr o o edm ni a a odr of m d f et ph f ln ol th j n. h i ai hc da es f n ie s n l fn t o fr d t eo t o n h me o
Fi ie e e e t sm ul to f l s r we d n ne n t lm n i a i n o a e l i g o
d m e i n ls b. i r m e e O i nso a u m c o t r Zn
JAO Ya g L ig HUANG W e —a Z I n ,I n , J nh o, HAMNG Go gx a n —u n ( eat n o Peio ahnr n r io nt met i , nvri f cec n D pr met f rc i M cie adPe s nIs u na o U i syo i ead sn y ci r tn e t S n
第4 l卷 第 7 期
2 1 年 7月 01
激 光 与 红 外
LAS ER & I NFRARED
Vo . . . 141 No 7
J l , 01 uy 2 1
文章编号: 0 - 7 (0 10- 6- 1 1 08 21 )7 76 4 0 5 0 0
・ 光应 用技 术 ・ 激
Z O n eo u itn e o e fc s p i t r i ee t ssmu a e o f r t e 5 % it r c r a o h l n n a d d f e s d s c ft o u o n sa e d f r n i ltd t m h 0 a h f i o n ef e a e ft e met g a i p o . h e d d p w re p n n i l e a sa d te n e e ed n i x o e t l r w s te mae a i m— o 1 T e n e e o e x o e t y d c y n h e d d w l i gt l a me e p n ni l g o sa h t r lSd a ay i ee n r a e . t r o i v rn g t ed f c s wi h n r a e o e d fc s dsa c h e d d l s rp w r tr ic e s s No mat st e o e ai eo u , t te i c e s ft eo u itn e t e n e e a e o e ep i v h h i c e e v d nl st e da t ro O d ce s s I h a e o e aie d fc s w t h n r a e o h o u n ra se i e t a h imee fZn e r a e . n t e c s fn g t eo u , i t e i c e s f t e fc s s y v h d sa c ,h e d d l e e dn i l e r a l ste d a ee f n ic e s s h we e , e c s fp s— i n e t en e e a rw l i gt t s me f l r ma k b y a i as h m tro O r a e , o v r i t a e o o i Z n n h
小支架仿形激光焊接方法

小支架仿形激光焊接方法我折腾了好久小支架仿形激光焊接方法,总算找到点门道。
说实话,最开始我对这小支架仿形激光焊接是两眼一抹黑,完全就是瞎摸索。
我当时就想,不就是激光把这小支架按照形状焊好嘛,能有多难?结果一上手,真是问题百出。
一开始我最容易犯的错就是对激光参数把握不好。
我就像个没头的苍蝇到处乱试。
有时候激光能量调得太大了,支架都差点给熔没了,这就像火太大把菜都烧焦了一样,很明显失败了。
而且熔池也很不稳定,像调皮的小孩到处跑,根本没法控制焊接轨迹,就别提仿形了。
然后我就开始小心翼翼地调小能量,可又调得太小了,结果就是焊接不牢固,轻轻一掰就断开,这就好比胶水抹得太少,粘不住东西。
我在焊接轨迹的控制上也是吃了不少亏。
这个小支架形状比较复杂,有弯弯绕绕的部分。
我按照传统的直线焊接的思路来,那肯定是不行的。
就好像你要在一条弯弯曲曲的小路上开车,你还按照直道的开法,肯定会冲出路面。
我曾经试过在焊接的时候手动控制激光头来跟着形状走,但是手哪有那么稳啊,焊出来的线条歪歪扭扭的。
后来我发现得用程序控制,给这个激光焊接设备输入小支架形状的数据。
不过这数据输入也不简单,我一开始输入的坐标数据不对,导致焊接出来的形状完全和小支架对不上号。
在夹具这方面我也摸索了好长时间。
针对小支架,如果夹具太松,那在焊接过程中支架容易移位,那这焊接就完全废了。
但是夹具太紧,又容易把小支架夹变形。
我就做了好多组夹具来尝试,就像在试鞋子合不合脚一样,试了好多回才找到那个最佳的松紧度。
现在我觉得要做好小支架仿形激光焊接,务必搞清楚支架的材料特性,这就像是给病人看病之前先弄清楚病症一样重要,因为不同的材料适合的激光能量是不一样的。
还有啊,在开始焊接之前,一定要多花时间去精确地测量小支架的形状,把数据一丝不差地输入到焊接设备里去。
再把夹具这一块给调整好,如果不确定夹具行不行,先拿个类似形状的东西试一下,看看会不会变形或者移位。
还有后面的检验不能落下,每焊几个就得看看是否真的仿形,有问题马上调整激光参数和夹具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
姜梦激光焊接过程仿真
激光焊接是一种常见的高效、高精度的焊接方法,广泛应用于航空、汽车、电子、医疗器械等领域。
姜梦公司是一家专注于激光焊接设备研发和制造的公司,为了验证设计的焊接设备是否符合预期的要求,需要进行激光焊接过程的仿真。
本文将详细介绍姜梦公司的激光焊接过程仿真。
首先,姜梦公司使用专业的焊接仿真软件,例如ANSYS、ABAQUS等,来进行激光焊接过程的有限元仿真。
有限元仿真是一种基于数值计算的仿真方法,可以通过对焊接装置和工件的几何结构、材料性质、边界条件等进行建模和加载,得到焊接过程中温度场、应力场、应变场等物理量的分布情况。
通过仿真结果,可以对焊接过程中可能出现的问题进行预测和分析,为设计优化提供有力的支持。
其次,姜梦公司在进行焊接仿真前,首先需要对激光焊接过程的数学模型进行建立。
激光焊接过程涉及到多个物理场的耦合,包括光学场、传热场、流场和固体力学场。
针对不同的焊接过程和材料,需要建立相应的数学模型,通过对模型中的方程进行求解,得到焊接过程中的温度场、应力场等物理量的变化。
然后,姜梦公司根据焊接设备的实际工作条件和焊接过程的要求,对仿真模型进行参数设置。
这包括激光功率、焊接速度、工件材料的物性参数等。
通过调整这些参数,可以模拟不同的焊接条件,分析其对焊接质量的影响。
接下来,姜梦公司进行焊接过程的仿真计算。
在仿真过程中,通过在模型中施加激光热源和边界条件,模拟实际的焊接过程。
通过数值方法对模型中的方程进行求解,可以得到焊接过程中温度场、应力场、应变场等
物理量的分布情况。
仿真计算一般分为几个步骤,包括网格划分、物理场
求解和结果后处理。
姜梦公司可以根据需要,对仿真结果进行可视化处理,如绘制温度分布图、应力云图等,以直观地展示焊接过程的物理现象。
最后,姜梦公司根据仿真结果进行分析和优化设计。
通过对仿真结果
的分析,可以评估焊接过程中可能出现的问题,如焊缝形状不合格、焊接
接头发生变形等。
同时,还可以通过调整焊接设备的设计参数,如激光功率、焊接速度等,进行优化设计,以提高焊接质量和效率。
综上所述,姜梦公司通过激光焊接过程的仿真,可以对焊接设备和焊
接过程进行全面的分析和优化。
仿真结果可以为姜梦公司提供有价值的参考,以确保设计的焊接设备符合预期的要求,提高产品质量和生产效率。