中心孔a2标准尺寸
a2纸张大小尺寸

a2纸张大小尺寸A2纸张大小尺寸简介:在日常生活和工作中,我们经常接触到各种大小的纸张。
其中,A2纸张是一种常见的规格。
本文将介绍A2纸张的大小尺寸及其应用领域。
A2纸张是国际ISO 216标准中的一种纸张规格。
该标准制定于1975年,旨在统一全球纸张尺寸。
根据该标准,A2纸张的尺寸是420毫米× 594毫米,与A3纸张相比,它的长和宽都增加了一倍。
A系列纸张尺寸的特点是长宽比始终保持为开根号2的比例,即1:根号2。
这使得A系列纸张在放大或缩小尺寸时能够方便地保持纸张的长宽比例。
A2纸张的应用:1. 广告海报制作:由于A2纸张相对较大的尺寸,它在制作广告海报方面非常常见。
A2纸张能够容纳更多的文字和图片内容,从而更好地吸引人们的注意力。
无论是宣传产品、推广活动还是展示艺术作品,A2纸张都是一个理想的选择。
2. 课堂演示和展示:A2纸张在教育领域中也有广泛的应用。
教师能够使用A2纸张展示课程内容、制作图表、展示图片等。
此外,学生们也可以在A2纸张上制作海报、课堂展示和报告,以展示他们的学习成果。
3. 制图与设计:A2纸张也被广泛用于绘图和设计领域。
设计师可以使用A2纸张来制作平面设计、建筑蓝图、工程图纸等。
A2纸张的大尺寸提供了足够的空间,让设计师能够在纸上进行更加详细和精确的绘图。
4. 手绘艺术作品:对于爱好绘画的艺术家来说,A2纸张的尺寸非常适合创作大幅作品。
无论是素描、油画、水彩还是粉彩,A2纸张的足够尺寸能够展现细节,并且为艺术家提供了更大的创作空间。
5. 商业文档:除了上述应用之外,A2纸张也可用于打印商业文档,如报纸、海报、宣传单张等。
由于其相对较大的尺寸,A2纸张使得文档能够在打印内容上提供更多的空间,以展示产品、服务或任何其他信息。
总结:A2纸张是一种常见的纸张规格,它的尺寸为420毫米× 594毫米。
由于其相对较大的尺寸,A2纸张在广告海报制作、课堂演示和展示、制图与设计、手绘艺术作品以及商业文档等领域都有广泛的应用。
中心孔的标准方法(GB4459.5-1999)
本文根据GB4459.5-1999等资料撰写。
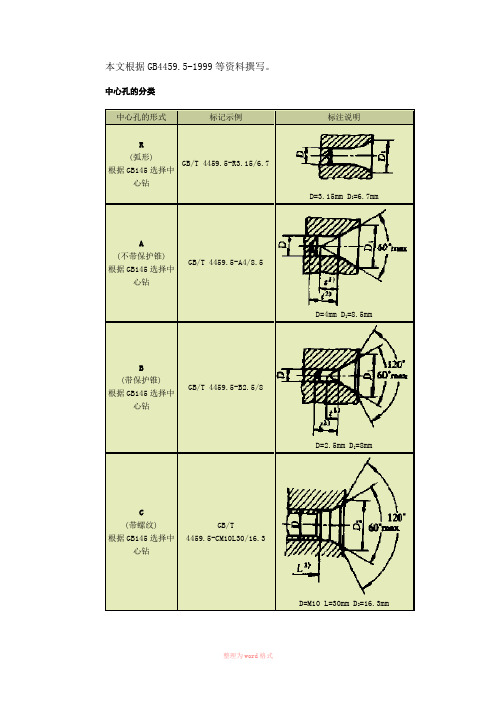
中心孔的分类中心孔的形式标记示例标注说明R(弧形)根据GB145选择中心钻GB/T 4459.5-R3.15/6.7D=3.15mm D1=6.7mmA(不带保护锥)根据GB145选择中心钻GB/T 4459.5-A4/8.5D=4mm D1=8.5mmB(带保护锥)根据GB145选择中心钻GB/T 4459.5-B2.5/8D=2.5mm D1=8mm C(带螺纹)根据GB145选择中心钻GB/T4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔 D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6 D1=3.35在完工的零件上不允许保留1h10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm 。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6友情提示:本资料代表个人观点,如有帮助请下载,谢谢您的浏览!。
标准钻头直径
标准钻头直径
标准钻头直径指的是在特定应用或行业中,钻头直径应符合的标准尺寸。
不同的应用领域和行业可能存在不同的标准钻头直径。
以下是几种常见的标准钻头直径的介绍:
1.麻花钻头直径:麻花钻头是一种广泛应用于金属切削
加工的钻头,其标准直径范围通常在1~32mm之间。
根据不
同的直径和切削要求,麻花钻头有不同的规格和用途。
2.中心钻头直径:中心钻头主要用于加工中心孔或精确
定位孔,其标准直径通常为2~25mm。
中心钻头的直径选择
应与工件材料和加工要求相匹配。
3.扩孔钻头直径:扩孔钻头主要用于将孔扩大至所需直
径,其标准直径通常为3~50mm。
扩孔钻头的直径应根据原
始孔径和加工要求进行选择。
4.锪孔钻头直径:锪孔钻头主要用于锪孔加工,即将孔
口加工成一定形状和尺寸的凹槽,其标准直径通常为
4~32mm。
锪孔钻头的直径和切削刃角度应根据工件材料和加工要求进行选择。
5.阶梯钻头直径:阶梯钻头主要用于加工深孔或精密
孔,其标准直径通常为4~32mm。
阶梯钻头的直径应根据工
件材料、加工深度和加工要求进行选择。
在实际应用中,选择合适的标准钻头直径对于提高加工效率、保证加工质量和降低成本具有重要意义。
因此,在选择标准钻头直
径时,应综合考虑工件材料、加工要求、刀具寿命和成本等因素,以确保加工过程的顺利进行。
需要注意的是,以上标准钻头直径的介绍仅供参考,具体的标准尺寸应参考相关应用领域或行业的标准规范。
同时,为了确保钻头的使用效果和安全性,还应选择正规品牌和可靠的供应商,并遵循正确的使用和维护方法。
a2标准型2螺栓管夹尺寸

a2标准型2螺栓管夹尺寸A2标准型2螺栓管夹是一种常用的管夹型号,用于连接管道和管件以确保其安全和稳定。
它由不锈钢A2材质制成,具有耐腐蚀性能,适用于各种工业应用和环境。
以下是关于A2标准型2螺栓管夹尺寸的相关参考内容。
A2标准型2螺栓管夹的尺寸可以根据具体的应用需求进行定制,通常由内径、外径、螺栓孔尺寸以及夹紧范围等参数来描述。
下面是一些常见的尺寸参考:1. 内径(ID): A2标准型2螺栓管夹的内径通常从1/2英寸(12.7毫米)到48英寸(1219.2毫米)不等,具体尺寸可根据管道直径进行选择。
2. 外径(OD): A2标准型2螺栓管夹的外径取决于内径和夹紧范围,通常比内径大一些。
常见的外径范围从3/4英寸(19.05毫米)到50英寸(1270毫米)左右。
3. 螺栓孔尺寸:螺栓孔尺寸是指连接螺栓的孔洞尺寸。
A2标准型2螺栓管夹通常有固定数量的螺栓孔,螺栓孔的直径可根据螺栓尺寸和应用需求进行选择。
4. 夹紧范围:夹紧范围是指A2标准型2螺栓管夹可以夹住的管子直径范围。
它通常从内径开始到外径结束,可以根据实际需要进行调整。
需要注意的是,以上尺寸只是一些常见的参考数值,实际型号的尺寸可能有所不同,具体尺寸应根据生产厂家提供的产品规格表来确定。
除了尺寸,A2标准型2螺栓管夹还有一些其他的特征和规格,如耐压能力、耐温范围、材料标准等。
这些规格也需要根据具体的应用要求进行选择。
总结起来,A2标准型2螺栓管夹的尺寸是根据内径、外径、螺栓孔尺寸和夹紧范围等参数来描述的。
根据具体的应用需求,可以选择适当的尺寸和规格。
在选择之前,建议与生产厂家进行联系,获取详细的产品规格表和技术参数,以确保选购到符合要求的产品。
中心孔标准尺寸表
中心孔标准尺寸表
在工业生产中,准确的中心孔尺寸是质量要求的关键因素。
通过恰当的设计和制造工艺,中心孔尺寸可以调节加工物件的效果,保证其质量,改善产品性能。
首先,在选择合适的中心孔标准尺寸之前,必须明确被加工物件的性能要求、加工工艺及其他因素,比如对于不同的材料,应用的加工参数不同,因此标准尺寸也会有所不同。
其次,在制造中心孔的尺寸不仅考虑到物料的特性,还要考虑到施工工艺的环境,比如受力的情况、温度的变化、湿度的变化等等,以便在确定尺寸的过程中,不偏差能够较好的实现质量和性能要求。
此外,制定出中心孔标准尺寸表,还需要考虑加处理和表面处理等问题,以确保在制造过程中,能更精确地控制孔径尺寸,从而保证产品的质量和可靠性。
最后,在制定中心孔标准尺寸表之前,要进行全面的分析,以确保合理的预测,并经过充分的试验,以确定最佳的尺寸控制方法,使产品性能达到最佳状态。
总之,在工业生产中,恰当的中心孔尺寸调整是确保产品质量的关键。
根据物料性能要求、加工工艺及环境条件等因素,以及表面处理要求,制定出精确的中心孔标准尺寸表,是保证工业生产质量的重要环节。
通过合理的尺寸设计和制造工艺,既可以提高加工的效率,又可以提高产品的质量,从而达到把工业生产提升到更高水平的目的。
- 1 -。
中心孔类型尺寸

中心孔类型:
中心孔分为A、B、C和R四个型号
A型:当工件在一台机床上加工,加工后去掉中心孔时用。
B型:当零件在几台机床上加工,或中心孔需保留在零件上,或当加工零件毛坯总重量超过5吨时用。
C型:当轴类零件端部需固定零件或考虑热处理需吊挂用。
R型:主要用于轧辊等重要零件上。
中心孔的大小主要根据工件的重量来决定,以A型中心孔为例,当中心孔的直径为2mm时,轴类原料直径为10-18mm,可承受零件毛坯总重量120公斤;中心孔的直径为3mm时,轴的直径为30-50mm,可承受零件毛坯总重量500公斤;当中心孔的直径为5mm时,轴的直径为80-120mm,可承受零件毛坯总重量1000公斤。
注:1. A、B型中心孔的尺寸l取决于中心钻的长度,不应小于t值。
2. 括号内的尺寸尽量不采用。
中心孔的标准方法(GB4459.5-1999)
本文根据GB4459.5-1999等资料撰写。
中心孔的分类中心孔的形式标记示例标注说明R(弧形)根据GB145选择中心钻GB/T 4459.5-R3.15/6.7D=3.15mm D1=6.7mmA(不带保护锥)根据GB145选择中心钻GB/T 4459.5-A4/8.5D=4mm D1=8.5mmB(带保护锥)根据GB145选择中心钻GB/T 4459.5-B2.5/8D=2.5mm D1=8mm C(带螺纹)根据GB145选择中心钻GB/T4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔 D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6 D1=3.35在完工的零件上不允许保留1h10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注!)。
中心孔的分类
中心孔的分类D=3.15mm D1=6.7mmD=4mm D1=8.5mmD=2.5mm D1=8mmGB/T 4459.5-CM10L30/16.3中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
在完工的零件上要求保留中要求做出D=2.5 D 零件上要求保留在完工的零件上可以保留中用D 上是否保留都可以在完工的零件上不允许保留用D 上不允许保留符号的尺寸及其各部分的比例关系如图1。
d'= 110H 1=1.4h h=字体高度 a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm 。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6心孔的表示方法摘要:CBQ800自动标签冲切机的故障分析暂停指令G04数控铣床编程破解汽车冲压模具技术难题菲赛普1101DX 型数控钻床UG 的参数化建模方法及三维零件库的创建基于数据库的刀具管理系统的设计与实现 砂轮产品知识螺纹类零件7的数控车床加工编程敏捷制造——21世纪机械制造业的发展趋势之一英威腾CHE 矢量变频器在数控雕刻机床上的应用镗削和镗刀一重研制成功核电主容器堆芯支撑块车铣加工专机车床知识介绍UG 系统管理由PLC 到PAC :该如何改进您的系统?装备制造高景气行业 核心是自主创新国内民企首台百吨级减速机在常问世工具机业转型配合高科技产业发展设定参数实现加工中心刚性攻丝 [标签:tag] 本文根据GB4459.5-1999等资料撰写。
中心孔的分类 中心孔的形式 标记示例 标注说明 R (弧形) 根据GB145选择中心钻 GB/T4459.5-R3.15/6.7 D=3.15mm D 1 =6.7mm A (不带保护锥) 根据GB145选择中心钻 GB/T 4459.5-A4/8.5 D=4mm D 1 =8.5mm B (带保护锥) 根据GB145选择中.本文根据GB4459.5-1999等资料撰写。
中心孔类型及规格
中心孔类型及规格《中心孔类型及规格:一场小孔里的大发现》嘿,你知道中心孔吗?这可不是啥神秘莫测的东西,今天我就来跟你唠唠中心孔的类型和规格。
中心孔啊,就像一个个小小的神秘通道,在机械的世界里可有大作用呢。
咱先说说中心孔的类型吧。
有一种是A型中心孔,它就像一个简单质朴的小圆锥。
你看啊,它的结构简单得就像咱们小时候吃的甜筒冰淇淋,上面是个小小的圆锥头,下面连着一点点直孔部分。
我记得有一次我在工厂实习的时候,看到那些老师傅在给一个小零件打A型中心孔。
那个小零件就放在工作台上,老师傅拿着工具,聚精会神的。
那小钻头一下下钻进零件里,就像小蚂蚁挖洞一样,不一会儿,一个A型中心孔就成型了。
那A型中心孔就稳稳地待在零件上,虽然它小小的,可它就像一个定位小能手,为后面的加工工序确定了准确的位置。
还有B型中心孔呢,这B型中心孔就像是A型中心孔的“升级版”。
它比A型多了个保护锥面,就像给小圆锥戴了个小帽子似的。
这保护锥面啊,可是有大用处的。
我曾经看到一个工人在运输一些已经打好中心孔的零件时,不小心碰撞了一下。
那些有A型中心孔的零件,有几个中心孔边缘就有点磨损了。
可那些B型中心孔的零件,因为有那个保护锥面,就像是有个小盾牌一样,中心孔完好无损呢。
这时候就体现出B型中心孔的聪明之处啦,它更能适应一些可能会有小摩擦或者小碰撞的情况。
C型中心孔又是另一种风格了。
它在B型的基础上又加了个螺纹孔,这就像是给中心孔安上了个小尾巴。
这个螺纹孔可以用来拧入一些小零件或者是用来固定什么东西的。
我有次看到一个机械装置,它里面有个C型中心孔,那螺纹孔里拧着一个小小的螺丝,就像给整个装置系上了一个小纽扣一样,把各个部分紧紧地联系在一起,让整个机械装置稳稳当当的。
再来说说中心孔的规格。
中心孔的规格就像是它们的尺码一样,有大有小。
小的中心孔啊,细得就像一根绣花针,用在那些小巧精致的零件上。
大的中心孔呢,就比较粗犷啦,像个小山洞似的。
比如说在制造一些大型的机械零件时,就需要比较大规格的中心孔。