测量系统分析(程序)
测量系统分析程序

1 目的规定进行测量系统分析的方法,以保证测量系统在产品测试和测量的工作中准确、稳定、可靠。
2 范围适用于所有在控制计划中规定的、用于产品检测的测量系统。
3 定义3.1测量:赋值给具体事物以表示它们之间关于特定特性的关系。
赋值过程即为测量过程,而赋予的值定义测量值。
3.2测量系统:用来对被设特性赋值的操作、程序、量具、设备、软件及操作人员的集合,用来获得测量结果的整个过程。
3.3重复性:一个操作者使用同一测量器具对相同的被测物的同一特征进行若干次测量所得结果的变动。
3.4再现性:不同操作者使用同一测量器具测定同一被测物的同一特性所得测量结果的平均值的变动。
3.5量具:任何用来获得测量结果的装置;经常用来特指用在车间的装置;包括用来测量合格/不合格的装置(如通/止规—go / no go device)。
4 职责4.1技术部负责测量系统的确定及改进。
4.2质保部4.2.1 对控制计划中所规定的测量系统,确定测量系统分析方案,并组织实施。
该方案包括测量系统分析采用的评价方法、操作者以及被测样品的数量。
4.2.2 对测量系统的分析结果根据评判标准加以评定,编制“测量系统分析结果报告”,并对测量系统存在的问题组织纠正和改进。
4.3测量系统分析的操作人员4.3.1 按照规定程序正确操作,完成测量系统分析要求的测量工作,参与测量系统分析结果报告的编制。
5 程序5.1测量系统分析工作程序5.1.1 对控制计划中规定的每种检验、测量和试验设备系统测量系统,确定测量系统分析方案(计划)。
测量系统分析研究的优先级应当着重于关键或特殊产品或过程特性。
5.1.1.1确定评价所使用的方法测量系统根据工作原理的不同可分为计量型和计数型测量系统,若顾客对评价方法无特殊要求,对计量型测量系统采用均值和极差法(重复性和再现性GR&R)、偏倚分析;计数型测量系统采用假设试验分析法(Kappa)。
5.1.1.2若顾客对评价方法有特殊要求,则采用顾客所要求的方法。
测量系统分析(MSA)控制程序

(5)如果操作者在不同的班次,可以使用一个替换的方法。让操作者A测量10个零件,并将读数记录在第一行。然后,让操作者A按照不同的顺序重新测量,并把结果记录在第2行和第3行。操作者B和C也同样做。
(9) 将4,9和14行的平均值(指XaXbXc)中最大和最小值填入第18行中适当的空格处。并确定它们的差值,将差值填入第18行标有XDIEF处的空格内(表1)。
(10) 将每个零件每次测量值相加并除以总的测量次数(试验次数乘以操作者数)。将结果填入第16行零件均值Xp的栏中(表1);
(11) 用最大的零件平均值减去最小的零件平均值,将结果填入第16行标有Rp的空格内。Rp是零件平均值的极差(表1);
(7)将行(第1、2、3、6、7、8、11、12、和13行)中的值相加。把每行得到和除以零件数并将结果填入表1中最右边标有“平均值”的列内。
(8) 将第4、9和14行的平均值(排在最后一列)相加除以试验次数,结果填入第4行的Xa格内。对第6、7和8;第11、12和13行重复这个过程,将结果分别填入第9和第14行的Xb,Xc格内(表1)
6.3表3量具研究表(典型极差法)
6.4表4计数型测量系统分析法(小样法)。
4.3.2收集数据后的计算
量具的重复性和再现性的计算如附表1和2所示。表1是数据表格,记录了所有研究结果。表2是报告表格,记录了所有识别信息和按规定公式进行的所有计算。
收集数据后的计算程序如下:
(1)从第1、2、3行中的最大值减去它们中的最小值,把结果记入第5行。在第6、7和第8行,11、12、13行重复第一步骤,并将结果记录在第10行和15行(表1)。
测量系统分析程序文件
1、目的/Purpose:保证公司有效展开测量系统分析(MSA)工作,保证测量设备、仪器测量的可靠性,提高数据的测量质量,并为改进提供机会。
2、使用范围适用于本公司新购的和受控在用的运行于稳定条件下的测量设备和仪器。
3、定义/Terms:3.1重复性:由同一评价人(操作员)采用一种测量仪器,多次测量同一个产品的同一性能时,获得的测量结果的变差3.2再现性:由不同评价人(操作员)采用相同的测量仪器,测量同一个产品的同一性能时,测量平均值的变差。
3.3 GRR:即重复性和再现性的综合值。
3.4偏倚:是测量结果对平均值与基准值的差值。
基准值是指用更高精度测量的结果或公认的结果。
3.5线性:是在量具的工作量程内,偏倚的差值。
3.6稳定性:又叫漂移,是测量系统在某持续时间内测量同一基准或者零件的单一特性时获得的测量值总变差。
4、职责/Responsibility:4.1 品质部是测量系统分析控制的归口管理部门,负责根据《特殊特性清单》、《控制计划》编制《测量系统分析计划》及测量系统分析的实施,有限分析关键和重要产品特性涉及到的测量系统。
4.2 测量系统使用部门负责进行相应的测试与数据收集,并对收集数据的真实性负责。
4.3 测量系统使用部门、技术部、品质部负责不合格测量系统的改善。
5、工作程序/Work Procedure:5.2 测量系统分析的时机5.2.1产品设计开发阶段,APQP小组应提供产品《特殊特性清单》,品质部根据《特殊特性清单》中的产品CC/SC特性编制《测量系统分析计划》并按计划执行。
5.2.2 量产阶段,品质部根据《控制计划》和日常生产中的实际情况,对产品CC/SC特性所涉及的测量系统编制《测量系统分析计划》并按计划执行。
5.2.3重大质量事故时,品质部根据实际需求对涉及到的关键检测设备实施MSA分析。
5.2.4测量系统分析的周期一般为一年。
5.3 分析方法根据实际需求,从下面的分析方法中选择一种或几种进行;经客户允许和内部需要也可以采用其他分析方法。
测量系统分析控制程序
测量系统分析程序1目的本程序的目的是评价测量系统的适用性,保证满足产品特性的测量需求。
2适用范围本程序适用于公司控制计划中所要求的和/或顾客要求的所有测量设备的测量系统分析。
3术语和定义本标准采用IATF16949:2016所规定的术语和定义。
4职责质量部是测量系统分析归口管理部门,负责数据的采集、分析及测量系统评价。
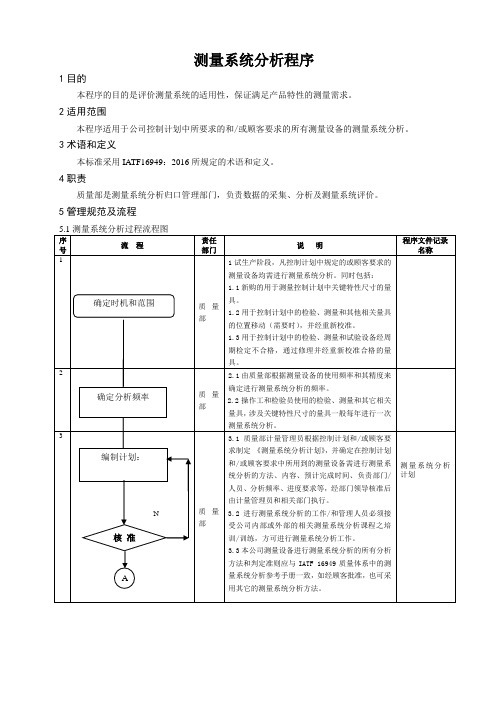
5管理规范及流程5.2工作程序5.2.1进行测量系统分析的时机5.2.1.1在样件试生产过程中,由质量部负责组织,根据产品质量先期策划中测量系统分析计划的要求,对列入控制计划的测量系统进行分析。
5.2.1.2在批量生产过程中,对控制计划中规定的测量关键或重要特性所使用的测量系统,当出现下列情况之一时,应由质量部负责组织再次进行测量系统分析;a)测量设备失准经修理后;b)该系统更换新的测量设备后;c)当发现该过程加工的产品出现批量不合格,怀疑是由测量系统影响时;d)被测量特性的公差发生更改,对测量精度的要求有变化(需要时);e)过程能力(C PK)小于1.33应分析测量系统的影响时。
5.2.1.3对GR&R在10%~30%的测量设备,虽然根据应用的重要性、量具成本、维修的费用等因素综合考虑而被接受,但在批量生产过程中,应对其适用性进行持续监控,按一定的频次对其再次进行测量系统分析。
质量部应制定分析计划并组织实施。
5.2.2测量系统分析的准备在实施测量系统分析之前,应进行充分的计划和准备,典型的准备如下:a)确定要分析的方法。
对计量型量具通常采用的是量具重复性和再现性(GR&R)研究分析方法或对其稳定性进行分析的方法;对计数型量具(即只能指示该零件是接收还是拒收,而无法得出具体测量数据的测量设备),采用计数型小样法研究分析方法;对测量设备是否应该进行偏倚、线性的分析由国家计量管理单位确定;b)从日常操作该测量系统的操作人员和检验人员中选择测量者,规定测量者人数、样件个数以及重复测量的次数;c)样件应从同一批加工产品的不同班次中选取(一般选10件)以代表其整个工作范围)d)对所选取的每一个零件进行编号,以便于识别;e)进行稳定性分析时,应确定测量的频次(小时、天、周)和用于比较的标准(样圈、样件、标准块等)。
测量系统分析(MSA)控制程序

测量系统分析(MSA)控制程序页次第 3 页共 6 页5.1.2 测量系统分析时机当出现以下情况时,应进行测量系统分析:5.1.2.1新生产之产品PV有不同时;5.1.2.2新仪器,EV有不同时;5.1.2.3 新操作人员,AV有不同时;5.1.2.4易损耗之仪器必须注意其分析频率。
5.1.3 计量型量具的分辨力应用10:1原则检查侧量仪器是否具有足够的分辨力。
所谓10:1原则是指仪器的可视分辨力至少应为被侧特性公差和过程变差两者之间较小者的十分之一。
5.2 可用于GRR分析的方法5.2.1 极差法:简单快捷,能提供整体大概慨况。
5.2.2 均值极差法:将测量系统变差分“重复性”和“再现性”,而不是它们的交互作用.(控制图略)。
5.2.3 方差法(ANOVE):详细将变差细分到4个部分“零件”“人员”“设备”“零件与人员的交互作用”。
计算要求高复杂.“均值极差法”和“方差法”常用Excel表格和MiniTab分析。
5.3 计量型GR&R的制作过程5.3.1 随机挑选10个覆盖全制程服从正态分布的样品(计数型选样尽可能在允收和拒收边缘,且数量相当)。
5.3.2 确定需要的量测设备并保证此设备校验合格且精度满足公差,及操作者3人或2人(培训合格能够胜任测量过程) 。
5.3.3 主导者将样品编号,并不能告知执行者样品的顺序。
5.3.4 由资深员工确定测量方式及方法或判定标准。
5.3.5 3个或2个操作者轮流测量3/2次.(第1位执行一遍换第2位.....如此循环3/2次) 。
5.3.6 将测量好的数据对应产品编号登记在计量型GR&R运算表中(可以利用客户指定表格或Minitab),以便分析计量型的值(如:图1图2)。
3个人检测员量测三次10PCS需量测的检具图1测量系统分析(MSA)控制程序页次第 4 页共 6 页5.4 计量型GR&R判定标准(具体范围可以依据客户要求)(如:图3)GRR≤10% 量测系统稳定10%<GRR≤20% 量测系统可接受20%<GRR≤30% 量测系统可接受,可不接受。
最新测量系统分析程序

5.1测量系统分析方法的选定:
5.1.1计量型量具(用于测量计量型数据的量具或仪器)
5.1.1.1选用重复性和再现性分析方法:
5.1.1.2新购量具在校正合格后\维修重用之量具必须在维修后立即执行测量系统分析作业,且在使用后一年内追踪执行一次量测系统分析作业﹔
5.1.2计数型量具(用于测量计数型数据的量具/检具/孔径针)
3.5 GR&RGage R&R測量系統重復性和再現性合成的評估。
3.5
3.6分级数(Ndc)。1.41(PV/GRR)考虑整个测量系统变差时数据分级大小。
3.7线性(Linearity)是在量具预期的工作量程内,偏倚值的差值.
3.8计量型数据:定量的数据,可用测量值来分析。例如:用毫米表示工作过程中的机床的精度, 用千克表示射出的压力
5.1.2.1选用交叉法:
5.1.2.2新购量具制作验收合格后\维修重用之量具必须在维修后立即执行测量系统分析作业,且在使用后一年内追踪执行一次量测系统分析作业﹔
制作
审查
核准
标 题:
测量系统分析程序文 件源自编 号制 作 单 位制 作 日 期
版本
A.0
页 次
2/2
5.2作业人员之召集:品管部工程师依量测系统分析作业计划日期定期召集各量具使用之作业者,计量型量具按5。3项作业\计数量具按5。5项作业﹔
<80%
>5%
>10%
6支持文件:
6.1《品质记录控制程序》 CA-QP-10
7记录表单:
7.1量具再现性及再生性数据表 CA-QP-24-01
7.2量具再现性及再生性报告 CA-QP-24-01
7.3 计数型测量系统分析报告 CA-QP-24-02
测量系统分析MSA程序(含表格)
测量系统分析(MSA)程序(IATF16949-2016/ISO9001-2015)1.0目的 :对所有量具、量测及试验设备实施统计分析, 藉以了解量具系统之准确度与精确度。
2.0范围 :所有控制计划(Control Plan)中包含的/或客户要求的各种量测系统均适用之。
3.0定义 :3.1MSA:量测系统分析3.2量具:是指任何用来获得测量结果的装置。
经常是用在工厂现场的装置,包括通/止规(go/nogodevice)。
3.3量测系统:是对测量单元进行量化或对被测的特性进行评估,其所使用的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合;也就是说,用来获得测量结果的整个过程。
3.4量具重复性(EV):一个评价人多次使用一件测量仪器,对同一零件的某一特性进行多次测量下的变差。
3.5量具再现性(AV):由不同的评价人使用相同的量具,测量一个零件的一个特性的测量平均值的变差。
3.6偏性:同一人使用同一量具在管制计划规划地点与在实验室量测同一产品之相同特性所得平均值与真值之间的差异。
3.7稳定性:指同一量具于不同时间量测同一零件之相同特性所得之变异。
3.8线性:指量具在预期内之偏性表现。
4.0权责:4.1量测系统测试的排定、数据分析、仪器操作人员的选择:品保部4.2测试执行:各相关单位4.3MSA操作人员的培训:品保部5.0执行方法5.1QA工程师人员依公司PCP文件建立《xx年MSA实施计划表》或客户要求,并依据计划表之排程进行对仪器做量测系统分析。
5.2取样方法:5.2.1计量型取样:从代表整个工作范围的过程中随机抽取10件样品,但所抽取的10件样品其数值必须涵盖该产品的公差带。
5.2.2计数型取样:取50PCS样品,其中包含临近值,不良品与合格品。
5.2.3.需要2或3个测量者随机抽取对每个产品各测量取一定数量样品.5.3计数型:5.3.1被评价的零件的选定随机抽取50个零件,把零件编号,由研究小组给出该50个零件的标准,必须含合格,不合格,模糊品,条件允许的情况下最好各占1/3。
测量系统分析控制程序
测量系统分析控制程序1.目的通过MSA,了解测量变差的来源,测量系统能否被接受,测量系统的主要问题在哪里,并针对问题适时采取纠正措施。
2.适用范围适用于公司产品质量控制计划中列出的测量系统。
3.职责3.1 品管部计量室负责编制MSA计划并组织实施。
3.2 各相关部门配合品管部计量室做好MSA工作。
4.工作程序4.1 测量系统分析(MSA)的时机4.1.1 初次分析应在试生产中且在正式提交PPAP之前进行。
4.1.2 一般每间隔一年要实施一次MSA。
4.1.3 在出现以下情况时,应适当增加分析频次和重新分析:(1)量具进行了较大的维修;(2)量具失准时;(3)顾客需要时;(4)重新提交PPAP时。
(5)测量系统发生变化时。
4.2 测量系统分析(MSA)的准备要求4.2.1 制订MSA计划,包括以下内容:(1)确定需分析的测量系统;(2)确定用于分析的待测参数/尺寸或质量特性;(3)确定分析方法:对计量型测量系统,可采用极差法和均值极差法;对计数型测量系统,可采用小样法;(4)确定测试环境:应尽可能与测量系统实际使用的环境条件相一致;(5)对于破坏性测量,由于不能进行重复测量,可采用模拟的方法并尽可能使其接近真实分析(如不可行,可不做MSA分析);(6)确定分析人员和测量人员;(7)确定样品数量和重复读数次数。
4.2.2 量具准备(1)应针对具体尺寸/特性选择有关作业指导书指定的量具,如有关作业指导书未明确规定某种编号的量具,则应根据实际情况对现场使用的一个或多个量具作MSA分析。
(2)确保要分析的量具是经校准合格的。
(3)仪器的分辨力i一般应小于被测参数允许差T的1/10,即i<T/10。
在仪器读数中,如有可能,读数应取至最小刻度的一半。
4.2.3 测试操作人员和分析人员的选择(1)在MSA分析时,测试操作人员和分析人员不能是同一个人,测试操作人员实施测量并读数,分析人员作记录并完成随后的分析工作。
测量系统分析(MSA)管理程序
测量系统分析(MSA)管理程序该计划包括测量系统的分析方法、分析人员、产品抽样编号、测量设备校准过程以及措施效果验证等内容,以确保测量系统的准确性和可信度。
5.2 确定分析方法: 确定适合本公司的分析方法,例如重复性和再现性分析、稳定性分析、线性分析和小样法分析等。
5.3 确定测量者: 确定具有测量能力的人员进行测量分析,以确保测量结果的准确性和可信度。
5.4 测量设备校准过程: 对测量设备进行校准,以确保其测量准确性和可靠性。
5.5 措施效果验证: 对采取的措施进行效果验证,以确保其有效性并纠正任何不足之处。
6、控制流程:本程序的控制流程如下图所示,包括MSA计划、测量系统分析、纠正和预防措施等环节,以确保测量系统处于受控状态,保证测量结果的准确性和可信度。
每年12月,需要编制下一年度的MSA计划,对控制计划中涉及的测量系统进行至少一次分析,且分析间隔不大于12个月。
此外,在以下情况下也需要制定MSA计划:初装的测量设备在安装、调试、验收合格后;测量装置维修或搬迁;操作人员变动;每天使用频率高于7小时;产品出现大批不合格;过程能力Cpk<1.33;GRR在10-30%之间;以及顾客的要求。
在实施计划时,需要确定分析方法。
对于计量型量具,应该使用量具重复性和再现性(GRR)研究分析方法;对于需要监控过程参数的量具,应使用稳定性分析方法;对于计数型量具,应使用小样法。
在需要时,也可以对测量系统进行偏倚、线性分析。
确定测量者时,应从日常操作人员中选择,并规定测量人数m及测量次数t。
对于计量型量具,GRR时m=2-3,t=2-3;稳定性时m=1,t=5(定期);线性时m=1,t≥10.对于计数型量具,m=2,t=2.确定样件时,应从同一批产品的不同班次中选取。
对于计量型量具,GRR时n=10;稳定性时n=1;线性时n≥5(样件的被测量值需包含量具的测量范围);对于计数型量具,n=20(必须包含不合格品)。
测量系统分析程序(含记录)
测量系统分析程序(IATF16949-2016)1.0目的:规定了进行测量系统分析的工作程序,以保证测量系统在产品测试和测量中的工作正确、稳定、可靠;2.0适用范围:适用于所有在控制计划中提到的,用于产品测试和测量中的测量系统;3.0定义:3.1MSA:指Measurement Systems Analysis(测量系统分析)的英文简称;3.2测量系统:指用来对被测特性赋值的操作、程序、量具、设备、软件以及操作人员的集合;用来获得测量结果的整个过程;3.3偏倚(准确度):指测量结果的观测平均值与基准值的差值;一个基准值可通过采用更高级别的测量设备(如:计量质量部或全尺寸检验设备)进行多次测量,取其平均值来确定;3.4重复性:指由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量值变差;3.5再现性:指由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差;3.6稳定性:指测量系统在某持续时间内测量同一基准或零件的单一性时获得的测量值总变差;3.7线性:指在量具预期的工作范围内,偏倚值的差值;4.0权责:4.1质量部负责测量系统分析工作;5.0内容说明:5.1测量系统分析工作程序5.1.1对顾客批准的控制计划中所提到的测量系统进行分析,并确定测量系统分析方案;5.1.1.1确定评价所使用的方法,测量系统根据工作原理的不同可分为计量型和计数型测量系统,针对不同的分类运用与之相适应的计算分析方法;5.1.1.2若顾客对评价方法有特殊要求,则采用顾客所要求的方法;5.1.1.3若顾客对评价方法无特殊要求,对计量型测量系统采用极差法及均值极差法(重复性和再现性);计数型测量系统采用小样法;5.2.根据选用的评价方法确定操作者人数,样品数目及试验次数,并对样品进行编号;5.2.1关键的尺寸需较多样品或试验;体积庞大的或沉重的样品可要求较少样品和较多试验;5.2.2样品必须从过程中选取并代表整个工作范围,对样品进行编号以便于识别,但编号必须是随机的,要避免任何人为的偏向;5.3.对选中的操作者按〈测量系统分析〉的要求进行操作培训;5.4由测试、测量人员独立进行测试测量工作,测试测量过程中确保任一操作者不应得知其他操作者的测试测量结果,保证测试测量工作的独立性,以保证评价结果的正确;5.5收集操作者的测量数据,运用相应的评价方法完成测量系统的分析工作;5.5.1典型的均值极差法使用两至三名评价人和十个零件进行分析,具体方法及步骤,均值极差法见〈测量系统分析〉第二章第四节(Page57),计算表式见附录(二)5.5.2典型的小样法使用两名评价人和二十个零件进行分析,具体方法及步骤,见〈测量系统分析〉第二章第六节(Page81),计算表式见附录(三);5.6.根据所得的评价分析结果来判断该测量系统是否能被接受,并完成〈测量系统分析结果报告〉见附录(二);5.6.1计量型测量系统评价依据为测量系统的%R&R值,根据%R&R值来判断测量系统能否接受的依据如下表:5.6.1.1%R&R值<10%可接受的测量系统5.6.1.2%R&R值>10%但<30%基于应用的重要性,测量装置的成本,维修成本等可能是可接受的5.6.1.3%R&R值>30%不可接受,应努力改进测量系统5.6.1.4若%R&R值在10%与30%之间,必须在〈测量系统分析结果报告〉中注明可接受的理由;5.7计数型测量系统评价依据为所有的测量结果是否一致;5.8〈测量系统分析结果报告〉需由计量工程师和(确定及修改测量系统的)质量管理工程师会签;5.9经分析接受的测量系统将应用于以后的测试测量工作中,如控制计划有要求应进行能力的复验工作,但若测量系统一经改动则必须重新进行能力分析工作;5.10经分析不能接受的测量系统不能应用于以后的测试测量工作中,计量工程师必须将结果报告交确定及修改测量系统的质量管理工程师,令其改进或重新确定测量系统,而改进或重新确定的测量系统同样也必;须重新进行能力分析,直到能力被接受为止;5.11如顾客无特殊要求,每一年(10-11月)对测量系统的能力重新进行评定;如顾客对测量系统复评有时间要求,按顾客要求进行;6.0相关文件及支持表单6.1测量系统分析实施计划测量系统分析MSA实施计划.doc6.1测量系统分析报告MSA五性分析表汇编.xls。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9
0.84 0.85 0.85 .847 .010 0.83 0.85 0.85 .843 .020 0.84 0.85 0.85 .847 .010
10
0.83 0.86 0.85 .847 .030 0.84 0.86 0.85 .850 .020 0.83 0.86 0.85 .847 .030
7
0.85 0.85 0.86 .853 .010 0.86 0.85 0.86 .857 .010 0.85 0.85 0.86 .853 .010
8
0.86 0.80 0.84 .833 .060 0.87 0.80 0.84 .837 .070 0.86 0.80 0.84 .833 .060
编号:LZ/QR 7.1-52-00-F0708007
OK OK
OK OK OK OK OK OK
Gage R&R Long (x-Bar Range) Method - 3 Trials
Date Sheet-Gage No.: 量具编号 评价人/试验 1 2. 3. A 1
0.84 1. 0.87 2. 0.86 3.
14.Average均值.857 15.Range极差 .030 16. Part Average Xbar/p零件均 值(Xp)
.854
.840
.860
.849
.856
.869
.854.834.846Fra bibliotek.848
17. [Ra= ] + [Rb= ] + [Rc= ] / [评价人数量 = 18.[Max X = ] - [Min X = ] = XDIFF 19.[R = ] × [D4 = ]※ = UCLR 20.[R = ] × [D3 = ]※ = LCLR
R= X-barbar= Number of trials= 实验次数
x-Bar Diff.= No. of Parts= 零件数量
0.001
Rp=
0.034 3
10 评价人数量:
测量设备分析 Measurement Unit Value Repeatability - Equipment Variation (EV) 重复性——设备变差(EV) EV= R-barbar x K1 Trials K1 3.05 Enter K1= 2 4.56 3 3.05 EV= 0.077 Reproducibility - Appraiser variation (AV) 再现性——评价人变差(AV) AV= Sq.Rt.((X-bar DIFF x K2)^2-(EV^2/(nr))) Enter K2= 2.70 Appraisers = 0.000 2 3 Note:A negative value under K2 3.65 2.70 the square root sign will Repeatability & Reproduciibility (R&R) 重复性和再现性(R&R) R&R= SqRt((EV^2) + (AV^2)) = 0.077 Part Variation (PV) 零件间变差(PV) PV= Rp x K3 Enter K3= 1.62 = 0.056 Total Variation (TV) 总变差(TV) TV= SQRT(R&R^2 + PV^2) = 0.095 Parts 2 3 4 5 6 7 8 9 10 K3 3.65 2.70 2.30 2.08 1.93 1.82 1.74 1.67 1.62
% EV= = =
总变成差 %Total Variation (TV) EV/TV 0.077 0.095 (Variation) 81.07% (Tolerence)<<<< AV/TV 0.000 0.095 0.00% 10 3
%AV= = =
(Variation) (Tolerence)<<<<
(Variation) (Tolerence)<<<<
测量系统区别分类数 注:ndc应该大于或等于5
65.72% %重复性的贡献份额=(EV/TV)^2 x 100%= 合计= 100.00% 0.00% %再现性的贡献份额=(AV/TV)^2 x 100%= 34.28% %零件变差的贡献份额=(PV/TV)^2 x 100%= 注:K1 取决于量具研究中试验的次数,等于d2*的倒数。d2*取决于试验的次数(m)和零件数量乘以评价人数g(假设计 算K1值时g大于15)。 K2取决于量具研究中评价人的数量,并等于d2*的倒数。d2*取决于评价人数量(m)和g。这时g=1,因为只计算一个极差 。 K3取决于量具研究中使用零件的数量,并等于d2*的倒数。d2*取决于零件的数量(m)和g。这时g=1,因为只计算一个极 分析结论: 测量系统不能接受,应努力找出问题所在,并加以纠正,然后再进行测量系统分析。
R&R=
0.077
√
■接受
CHECK 检查
Significant factors to consider before starting study 开始研究前,必须考虑的重要因素 1 When possible sample parts should be selected from the process and represent its entireoperating range. (1 or 2 parts randomly selected per day until sufficient parts are collected)。 尽可能从工艺流程中选取,并且要能代表该零件的整个工艺过程的各特性(每天随机抽 取1到2个零件,直至收集到足够的零件)。 2 Parts must be identified。 零件必须被确认。 The instrument used must have discrimination to measure 1/10 of the expectedprocess 3 variation。 使用的仪器必须具备对工艺变量1/10的分辨率。 4 Assure that the proper dimension is measured。 确保测量适当的尺寸。 5 Assure that all measuring instructions are available and understood by each appraiser。 确保测量说明书可用性和便于评审者阅读。 6 Measurements should be made in random order。 测量应以随机顺序进行。 7 Readings should be estimated to the nearest number that can be obtained。 相关的材料上,应该尽量采用可获取的最接近的数据。 8 Consult the MSA reference manual for more detail。 欲获取更详细的情况,可查 看MSA参考手册。 Guidlines for gage acceptance for % R&R. R&R量具 1 <10% Measurement system acceptable。 对于测量系统,可以接受。 May be acceptable based upon importance of application,cost of 2 10-30% gage,cost of repairs, etc.。 基于量具的应用、花费和修理等因素的重要性考虑,而选择接受与否。 Measurement system needs improvement. Make every effort to identify the 3 >30% problems and have them corrected。 检测系统需要改进。尽可能的找到问题,并予以纠正。
Average均值 .845 .853 .854 X-bar/A= R-bar/A= .851 .027 .851 .852 .852 X-bar/B= R-bar/B= .852 .022 .845 .853 .854 X-bar/C= R-bar/C= X-barbar= Rp= .851 .027 .851 0.034 0.025 0.001 0.065 0.000
4.Average均值 .857 5.Range极差 6. B 7. 8
.030 0.851.
0.86 2. 0.84 0.84 3. 0.85 .847 .010 0.82
9.Average均值 .850 10.Range极差 .020 11. C 12. 13.
0.841.
0.872. 0.84 0.863. 0.85 .837 .030
编号:LZ/QR 7.1-52-00-F0708007
Gage R&R Long (x-Bar Range) Method
零件编号: 零件名称: 测试特性: 公差范围: 0 / 0.85 ± 0.25 0.025 .851 3 量具名称: 量具编号: 量具类型: 0 日期: 1900-1-0 0 0 完成人: 150mm/0.02mm
]=
R = XDIFF = UCLR= LCLR=
trials 2 3
D4 3.27 2.58
D3 0 0
Note: Compare all Range values to UCLR/LCLR. If any are higher, identify the cause and discard the values. Recompute R using remaining values。 注:将所有观测值与UCLR/LCLR相比较,如有超出查明原因并 纠正,由剩余观测值再次计算R。
0 零件Parts 5 6