厚度为0.7mmAG玻璃测试报告
汽车玻璃学习报告
目录一、夹层线学习报告 (1)(一)原片来料检验 (1)(二)切大片 (1)(三)夹层预处理 (1)(四)夹层热弯 (3)(五)夹层胶合 (4)(六)夹层包装 (5)二、钢化门窗线学习报告 (6)(一)原片来料检验 (6)(二)钢化门窗预处理 (6)(三)杰科炉(成型和钢化同步) (7)(四)门窗包装 (9)(五)仿形磨边机 (9)三、钢化后档线学习报告 (10)(一)原片来料检验 (10)(二)钢化门窗预处理 (10)(三)DB炉(先成型后钢化) (12)(四)后档包装 (14)(五)南京大地水刀 (14)四、一体注塑学习报告 (15)一、PU注塑 (15)二、PVC注塑 (16)一、夹层线学习报告(一)原片来料检验原片卸柜后,需要检验以下内容目前夹层用的原片最大规格2200mm*1690mm,最小规格1900mm*1300mm;原片的保质期是半年,对客户称是一年;原片等级:WS(汽车前档)、SG(汽车侧窗)、CP(普通加工)、AR级(建筑级),XQ(协产品)EL(电子级),制镜级(MI),家私级别(FU)。
(二)切大片开片注意以下事项:1.玻璃厚度:夹层玻璃厚度一般为2.0、2.1、2.3、2.5mm,3.0mm;公差±0.2mm;2.玻璃颜色:白玻(C),绿玻(GF);3.淋子方向:沿竖淋子开片;4.空气面/锡面:用锡面仪检测,有颜色的一面为锡面,开片时一般要求锡面向外放置;5.玻璃规格:选取合适的原片,毛坯尺寸应大于玻璃成品15-20mm(一般留边量为玻璃厚度的4倍);6.玻璃外观质量:结石、气泡、划伤等。
(三)夹层预处理夹层线使用瑞士百超机进行切、掰、磨1.切割上片外片是空气面朝外,内片是锡面朝外,真空度-0.06-0.12.切割使用切割程序、切割模板(单边比成品大1.5-2mm)、刀轮、切割油压;1)切割程序:根据客户数模图→CAD展开图→导入Shaping and nesting软件→做程序(上吸盘→做切割(输入尺寸、小刀,定玻璃尺寸)→做磨边程序(定玻璃形状)→做钻孔程序→做模板程序→做掰边程序→输出程序。
AG玻璃检验标准

d≤0.1mm不计
0.1<d≤0.2mm最多2个/片
d>0.2mm不允许
4
划痕
W≤0.05mm不计
0.05<W≤0.15mm
L<5mm,不超过2处
在日光灯下30MM距离检验不明显
W>0.15mm:不允许
目视/检验规
GB-II
轻微
5
针孔
d=(L+W)/2
针孔:d≤0.05mm不计
0.05<d≤0.2mm最多1个/片
跌落测试架
2pcs/批
0
1
严重
透光率
光学性能
透光率≧89%,(380~700NM可见光波长)
透光率仪
2pcs/批
0
1
一般
光泽度
光学性能
根据客户要求测试光泽度;误差按如下标准:尺寸≤20"的常规尺寸玻璃要求同一片玻璃光泽度最大值与最小值之差≤10; 尺寸>20"的大尺寸玻璃要求同一片玻璃光泽度最大值与最小值之差≤20。
抽样方法
缺陷等级
1
玻璃内部点状缺陷(气泡、凹点等)
d=(L+W)/2
d≤0.05mm不计
0.05<d≤0.2mm最多1个/片
d>0.2mm不允许
目视/检验规
GB-II
轻微
2
玻璃内部线状缺陷(玻筋)
W≤0.03mm不计
0.03<W≤0.05mm最多1个/片,
最长不超过1mm
W>0.05mm不允许
3
表面点状缺陷(黑点、白点、亮点)
4.2.2.2使用固定规格(64g,φ25.4mm)之钢球让其自由落下,落点应尽可能在钢化玻璃中心点位置。
ag玻璃参数

AG玻璃,即抗眩光玻璃,其主要参数包括光学性能、厚度和尺寸等。
在光学性能方面,AG玻璃需要满足一定的透过率和光泽度要求。
透过率方面,检测标准要求在380~700nm可见光波长范围内,透过率需达到88%以上。
光泽度方面,防眩玻璃的光泽度采购规格有两种:100±10和80±10,IQC分别按100±13和80±15的标准进行进料检验。
对于不同尺寸的玻璃,同一片玻璃光泽度最大值与最小值之差也有相应的要求。
在厚度方面,玻璃的产能范围为0.2~12mm,常见规格包括0.3、0.55、0.7、
1.1、1.3、1.8、
2.0、
3.0、
4.0、
5.0、
6.0mm等。
推荐使用的厚度为3mm,蚀刻后的成品厚度在2.75~2.93mm之间。
在尺寸方面,玻璃的产能范围最大可达3660mm×2440mm,常见规格为5寸~98寸。
推荐尺寸(长、宽)为600~1800mm。
裁切率也是一个重要的参数,一般来说厂家会保持80%以上的裁切率,裁切率太低可能需要双方协商。
同时,尺寸大于2500mm的玻璃在发货时存在破碎风险,建议购买时裁切小片或者一次购买一箱左右。
玻璃检验报告2024
引言概述:玻璃是一种常见的建筑材料,用于制造窗户、门、墙壁等。
在玻璃的生产和使用过程中,为了确保产品质量和安全性,必须进行玻璃检验。
本文是玻璃检验报告的第二部分,主要介绍了五个大点,分别是玻璃外观检验、尺寸测量、光学性能测试、物理性能测试和化学性能测试。
正文内容:一、玻璃外观检验1. 表面缺陷玻璃的表面缺陷包括划痕、气泡、结晶、挂丝等。
在外观检验中,我们对玻璃的表面进行仔细观察,记录和评估这些缺陷的数量、大小和位置。
2. 边缘检验玻璃的边缘应平整、光滑,并且不应存在裂纹、磨损或其他缺陷。
我们通过目视检查和触摸来评估玻璃边缘的质量。
3. 颜色检验玻璃的颜色应与标准样品相符,并且在不同的光照条件下保持一致。
我们使用光源和颜色比对板来进行颜色检验,以确保玻璃的颜色质量符合要求。
二、尺寸测量1. 厚度测量通过使用厚度测量仪器,我们可以准确测量玻璃的厚度。
这个参数对于玻璃在不同应用场景中的强度和透光性能有着重要的影响。
2. 长度和宽度测量我们通过使用尺子、卷尺等工具来对玻璃的长度和宽度进行测量。
这些参数对于制造过程中的切割和安装非常关键。
3. 平整度测量玻璃的平整度对于确保其在安装时的稳定性和视觉效果至关重要。
我们使用水平仪等工具来测量玻璃的平整度。
三、光学性能测试1. 透光率测试透光率是指光线通过玻璃的能力。
我们使用光度计来测量透光率,并确保其符合制定的标准。
2. 发光性能测试一些特殊用途的玻璃,如夜视玻璃和防眩光玻璃,需要具备良好的发光性能。
我们使用光度计和光源来测试玻璃的发光性能。
3. 折射率测试折射率是指光线在玻璃中传播时的速度变化程度。
我们使用折射计来测量折射率,以确保产品质量。
四、物理性能测试1. 强度测试玻璃的强度是指其抵抗外力破坏的能力。
我们使用压力测试仪来测试玻璃的强度,在试验过程中记录和评估其变形、破裂和承载能力。
2. 硬度测试玻璃的硬度对于抵抗划伤和磨损具有重要作用。
我们使用硬度计来测量玻璃的硬度,并与标准进行比较。
厚度为0.7mmAG玻璃测试报告
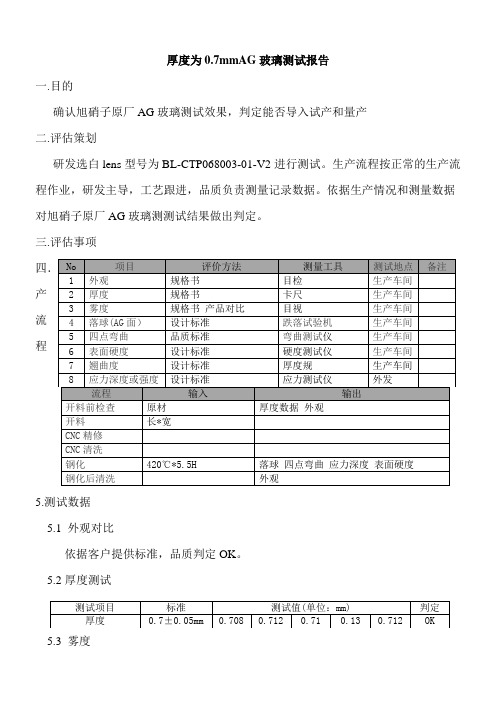
厚度为0.7mmAG 玻璃测试报告一.目的确认旭硝子原厂AG 玻璃测试效果,判定能否导入试产和量产 二.评估策划研发选白lens 型号为BL-CTP068003-01-V2进行测试。
生产流程按正常的生产流程作业,研发主导,工艺跟进,品质负责测量记录数据。
依据生产情况和测量数据对旭硝子原厂AG 玻璃测测试结果做出判定。
三.评估事项四.生产流程5.测试数据 5.1 外观对比依据客户提供标准,品质判定OK 。
5.2厚度测试5.3 雾度No 项目评价方法 测量工具 测试地点备注 1 外观 规格书 目检 生产车间 2 厚度 规格书 卡尺 生产车间 3 雾度 规格书 产品对比目视 生产车间 4 落球(AG 面) 设计标准跌落试验机 生产车间 5 四点弯曲 品质标准弯曲测试仪 生产车间 6 表面硬度 设计标准硬度测试仪 生产车间 7 翘曲度 设计标准厚度规 生产车间 8 应力深度或强度 设计标准应力测试仪 外发流程 输入 输出开料前检查 原材 厚度数据 外观 开料 长*宽 CNC 精修 CNC 清洗钢化 420℃*5.5H 落球 四点弯曲 应力深度 表面硬度 钢化后清洗外观测试项目 标准 测试值(单位:mm)判定 厚度0.7±0.05mm0.708 0.712 0.71 0.130.712OK通过以前量产雾度为70白lens 对比,目视效果无差别 5.4 落球测试(AG 面)5.5四点弯曲测试5.6 表面硬度测试5.7 翘曲度测试试验项目 标准 结果判定 落球64g*60cm NG OK NG NG NG NG 64g*50cmOKOK OK OKOKOK试验项目 标准 结果(单位:Mpa) 判定 四点弯曲≥200Mpa409 468 498 465 468OK试验项目 标准 结果判定 表面硬度6H非AG 面 AG 面 OKOK 有轻微的划伤5.8 应力深度或强度测试测试示意图6.问题点分析:6.1 强化深度没有达到设计要求,已外发测试了三次,从三次测试方法和数据分析,是产品本身没有达到要求。
特种玻璃有限公司 产品检测报告 实例范本
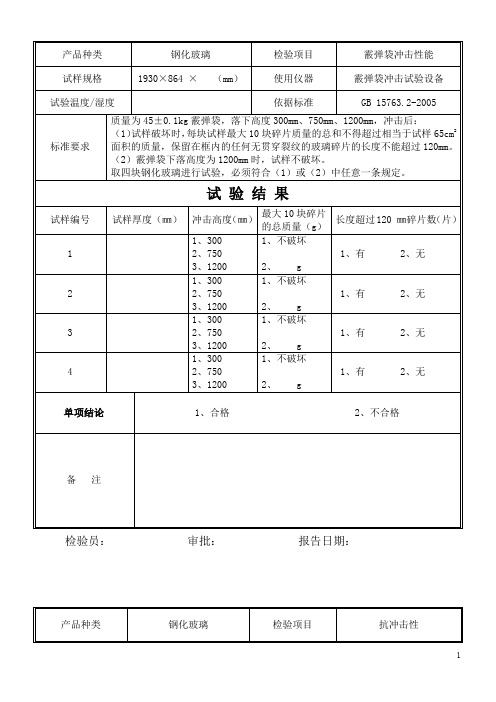
产品种类钢化玻璃检验项目霰弹袋冲击性能试样规格1930×864 ×(mm)使用仪器霰弹袋冲击试验设备试验温度/湿度依据标准GB 15763.2-2005标准要求质量为45±0.1kg霰弹袋,落下高度300mm、750mm、1200mm,冲击后:(1)试样破坏时,每块试样最大10块碎片质量的总和不得超过相当于试样65cm2 面积的质量,保留在框内的任何无贯穿裂纹的玻璃碎片的长度不能超过120mm。
(2)霰弹袋下落高度为1200mm时,试样不破坏。
取四块钢化玻璃进行试验,必须符合(1)或(2)中任意一条规定。
试验结果试样编号试样厚度(㎜)冲击高度(㎜)最大10块碎片的总质量(g)长度超过120 ㎜碎片数(片)1 1、3002、7503、12001、不破坏2、 g1、有2、无2 1、3002、7503、12001、不破坏2、 g1、有2、无3 1、3002、7503、12001、不破坏2、 g1、有2、无4 1、3002、7503、12001、不破坏2、 g1、有2、无单项结论1、合格 2、不合格备注检验员:审批:报告日期:产品种类钢化玻璃检验项目抗冲击性试样规格610×610×(mm)使用仪器抗冲击试验架试验温度/湿度依据标准GB 15763.2-2005标准要求质量为1040±2g表面光滑的钢球(直径63.5mm),在距试样表面1000mm的高度,使其自由落下。
冲击点在距试样中心25mm的范围内。
取6块钢化试样进行试验,试样破坏数不超过1块为合格,多于或等于3块为不合格。
破坏数为2块时,再另取6块进行试验,6块必须全部不被破坏为合格。
试验结果试样编号试样厚度(㎜)测试后的试样状态1 □试样不破坏□试样破坏2 □试样不破坏□试样破坏3 □试样不破坏□试样破坏4 □试样不破坏□试样破坏5 □试样不破坏□试样破坏6 □试样不破坏□试样破坏单项结论1、合格 2、不合格备注检验员:审批:报告日期:产品种类钢化玻璃检验项目碎片状态试样规格使用仪器冲击钻试验温度/湿度依据标准GB 15763.2-2005标准要求每块试样在任何50mm×50mm的区域内的最少碎片数必须满足下表。
玻璃检测报告

玻璃检测报告
尊敬的客户,
感谢您选择我们的玻璃检测服务。
根据我们的检测结果,以下是关于您所提供的玻璃样品的报告:
1. 样品编号:[编号]
2. 样品描述:[描述]
3. 检测日期:[日期]
结果:
- 外观检测:经过外观检测,发现玻璃样品表面无明显划痕、破损或污渍等缺陷。
- 强度测试:经过强度测试,玻璃样品的抗压强度符合国家标准要求,显示出良好的强度特性。
- 透明度测试:经透明度测试,该样品显示出良好的透明度,无明显杂质或气泡。
- 防护性能测试:进行了温度变化和冲击实验,玻璃样品表现出良好的热稳定性和抗冲击性。
需注意的问题:
- 样品在强度测试过程中出现了轻微的表面刮痕,但并不影响其整体的强度性能。
请注意,这个检测报告仅针对您所提供的样品,我们无法对其他批次或样品提供任何保证。
如果您需要进一步的检测或有任何其他问题,请随时与我们联系。
再次感谢您选择我们的服务。
祝您生活愉快,工作顺利!
此致,
[公司名称]。
AG玻璃各项数据的检测方法

AG 玻璃各项数据的检测方法
防眩光玻璃是指通过腐蚀、涂布、喷砂或抛光等方法对玻璃表面进行特殊处理,降低环境光的镜反影响。
改变玻璃表面的粗糙度,从而使表面产生哑光的效果,达到漫反射的作用。
AG 玻璃按照加工工艺分为化学蚀刻、喷涂、镀膜三种,其中化学蚀刻加工工艺的耐久性最佳。
AG 玻璃不仅可以应用于中大尺寸产品上,在小微尺寸产品上优势更明显,目前已被华为、苹果、一加等多家手机终端品牌使用,AG 工艺也成为渐变色之后,手机开发的新热点。
因为应用范围和场景的不同,客户对AG 玻璃的要求参数也尽不相同,那幺在质检过程中是如何使用参数仪器才进行操作和检测各项数据的呢?请看下面的详细操作讲解:
光泽度检验
检测仪器:光泽度仪
检测指标:光泽度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
厚度为0.7mmAG 玻璃测试报告
一.目的
确认旭硝子原厂AG 玻璃测试效果,判定能否导入试产和量产 二.评估策划
研发选白lens 型号为BL-CTP068003-01-V2进行测试。
生产流程按正常的生产流程作业,研发主导,工艺跟进,品质负责测量记录数据。
依据生产情况和测量数据对旭硝子原厂AG 玻璃测测试结果做出判定。
三.评估事项
四.生
产
流程
5.测试数据 5.1 外观对比
依据客户提供标准,品质判定OK 。
5.2厚度测试
5.3 雾度
No 项目
评价方法 测量工具 测试地点
备注 1 外观 规格书 目检 生产车间 2 厚度 规格书 卡尺 生产车间 3 雾度 规格书 产品对比
目视 生产车间 4 落球(AG 面) 设计标准
跌落试验机 生产车间 5 四点弯曲 品质标准
弯曲测试仪 生产车间 6 表面硬度 设计标准
硬度测试仪 生产车间 7 翘曲度 设计标准
厚度规 生产车间 8 应力深度或强度 设计标准
应力测试仪 外发
流程 输入 输出
开料前检查 原材 厚度数据 外观 开料 长*宽 CNC 精修 CNC 清洗
钢化 420℃*5.5H 落球 四点弯曲 应力深度 表面硬度 钢化后清洗
外观
测试项目 标准 测试值(单位:mm)
判定 厚度
0.7±0.05mm
0.708 0.712 0.71 0.13
0.712
OK
通过以前量产雾度为70白lens 对比,目视效果无差别 5.4 落球测试(AG 面)
5.5四点弯曲测试
5.6 表面硬度测试
5.7 翘曲度测试
试验项目 标准 结果
判定 落球
64g*60cm NG OK NG NG NG NG 64g*50cm
OK
OK OK OK
OK
OK
试验项目 标准 结果(单位:Mpa) 判定 四点弯曲
≥200Mpa
409 468 498 465 468
OK
试验项目 标准 结果
判定 表面硬度
6H
非AG 面 AG 面 OK
OK 有轻微的划伤
5.8 应力深度或强度测试
测试示意图
6.问题点分析:
6.1 强化深度没有达到设计要求,已外发测试了三次,从三次测试方法和数据分析,是产品本身没有达到要求。
究竟是产品本身材质还是工艺问题,还需要进一步分析。
6.2 产品外观白点多,咨询供应商说是做AG 效果工艺引起的,原厂也在改善,因此AG 产品的外观标准需要依据原厂规格书重新定义。
6.3 从测试结果看,硬度测试方法和落球标准要变更。
7.结论
通过对比测试,旭硝子原厂AG 玻璃比现有AG 供应商产品品质更优,可以试产。
试验项目 标准 结果(单位:mm)
判定 翘弯度 ≤0.4mm
0.125
0.125 0.125 0.125 0.125 OK
编号 应力值 应力深度 标准 判定 1
567.285 4.303 8-12µm
NG
591.797 4.350 600.046 4.354 2 594.563 4.307 8-12µm NG
584.022 4.268 580.415 4.253 3
583.424 4.330 8-12µm NG
579.080 4.321 456.499 8.361 4 571.165 4.352 8-12µm NG
584.435 4.351 572.295 4.322 5
585.157 4.358 8-12µm NG
584.021 4.351 572.823 4.410
1
2 3。