西钢450m 3高炉高风温技术的应用实践
酒钢5号高炉炉缸侧壁温度升高的治理

酒钢5号高炉炉缸侧壁温度升高的治理马新林邢德军(酒钢集团宏兴钢铁股份有限公司炼铁厂)摘要酒钢5号高炉(450m3)大修投产后炉缸冷却壁水温差逐步升高,个别冷却壁水温差及热流强度超标,炉缸侧壁温度偏高且频繁波动。
本文对炉缸冷却壁水温差偏高及侧壁温度上升原因进行了分析,通过采取含钛料护炉、强化冷却、适当抑制边缘气流,合理调整风口布局等护炉措施,炉缸冷却壁水温差及侧壁温度逐步下降并趋于稳定,为高炉安全高效运行提供保障。
关键词水温差热流强度压力灌浆风口布局1 前言酒钢5号高炉于2005年6月20日建成投产,设计有效容积450 m3,设一个铁口,一个渣口,十六个风口,十一段冷却壁全炉体工业水开路循环冷却,炉底采用碳砖+陶瓷杯的综合水冷炉底,炉顶装料设备采用串罐中心卸料式无料钟炉顶技术。
生产期间4~8段冷却壁水管大量破损,炉皮严重变形、开裂,威胁高炉安全运行,被迫限制强化冶炼程度,并于2009年4月15日停炉大修,一代炉役产铁2067432.93吨,单位炉容产铁4594t/m3。
大修后于2009年5月17日点火开炉。
随着炉况的恢复和逐步强化,炉缸1、2段冷却壁水温差逐及热流强度步升高,两个月之后炉缸1、2段大部分冷却壁水温差及热流强度即超过了大修前的水平,尤其炉缸第2段个别冷却壁热流强度最高时达到68679KJ/m2.h。
为确保炉缸安全,从2009年11月份开始,炉内不定期采取配加含钛料护炉,同时提高炉缸冷却强度等措施,炉缸水温差趋于稳定,但与其它3座450m3高炉相比仍然偏高。
2010年10月27日计划检修时,在炉缸2段8#、12#冷却壁下沿安装了两支热电偶。
复风后2段12#热电偶温度逐步升高且频繁波动。
采取灌浆、调整风口布局、配加含钛料、抑制边缘气流等护炉措施,炉缸水温差及侧壁温度逐步下降并趋于稳定。
2 5号高炉大修概况2.1 炉缸部位5号高炉大修时对炉缸局部进行了处理:风口带组合砖重新砌筑,炉缸黄刚玉陶瓷杯重新砌筑,炉底第3层、第4层碳砖拆除重砌,炉缸侧壁模压小碳块改为微孔大碳砖,铁口区域采用导热性较好的超微孔碳砖。
唐钢450m 3高炉拨风系统应用

3 3 控 制 原 理 .
3台风 机 集 中于一 厂 房 内 , 风 管 道 临近 , 工 送 施
安 装 阀门 间距合 适 , 管 道 架 设 较 少 , 3n左 右 , 且 仅 i
维普资讯
第 25卷 第 3期 200 6 年 6 月
铁
I RONM AKI NG
VO 1.2 5 . No .3
Jn ue
2 0 06
唐钢 4 0 l 高 炉拨 风 系 统 应 用 5 3 n
王 云 顺 丁 尔 云 刘 文 丽
统 的运 行效 果 , 必须 在条件 满 足时 能快 速打 开 , 因此
选 用带 位置 反馈 且得 电阀 门全开 < s的气 动 阀门 。 3
3 2 控 制 系统 选 用 .
组织 技术 人员 对有 关技 术 资料进 行 搜集 、 阅 、 查 检索 , 进行 讨论 , 出 以下 结 论 : 并 得 在某 一 台风 机 出
3 1 拨 风主 体设 备 的选择 及 来源 .
由于单 机对 单 炉 进 行送 风 , 条送 风母 管之 间 三 没 有任 何联 系 , 因此 , 旦运 行机 组 出现故 障 中断供 一 风 , 能 眼睁 睁地 看 着 高 炉 被 灌 渣 。解 决 的 办 法 只 只 能是 充分 挖掘 另一 台机 组 的潜 能 , 其 完 成 为 断 风 让 高炉 的送 风任 务 。
3 方案设 计
唐 钢 炼 铁 厂 ( 区 ) 有 2台 D 2 0—30 9 南 现 25 7 /8 离 心 式鼓 风机 、 1台 D 8 0—3 0 9 15 7 / 8离心 式 鼓 风机 ,
淮钢450m^3高炉开炉达产实践

淮钢450m^3高炉开炉达产实践
陈永卫
【期刊名称】《江苏冶金》
【年(卷),期】2005(33)5
【摘要】淮钢450 m3高炉采用串罐无料钟炉顶、微孔大炭砖陶瓷杯水冷炉底、俄罗斯“卡鲁金”顶燃式热风炉、轮式粒化渣处理、焦丁自动回收与矿混装等先进技术。
通过采取合理的开炉方法和优化操作,实现了开炉顺利、达产迅速、高产低耗的目标。
【总页数】3页(P36-38)
【关键词】高炉;开炉;烘炉;优化操作
【作者】陈永卫
【作者单位】江苏淮钢有限公司炼铁厂
【正文语种】中文
【中图分类】TF54
【相关文献】
1.淮钢450m3高炉开炉达产实践 [J], 陈永卫
2.西钢450m~3高炉开炉生产实践 [J], 孙宝银;
3.建龙钢铁厂450m~3高炉开炉达产实践 [J], 高品军;赵小红;
4.红钢450m^3高炉封炉一开炉操作实践 [J], 林安川;方文
5.承钢2号(450m^3)高炉开炉实践 [J], 蔡保旺;李文英;代维;李凤臣
因版权原因,仅展示原文概要,查看原文内容请购买。
重钢5号高炉高风温操作实践
重钢5号高炉高风温操作实践一、引言重钢5号高炉是中国重工业集团有限公司的一座大型高炉,其生产能力为4500立方米,采用热风炉和干法除尘技术。
在高温高压环境下,高风温操作是保证高炉正常运转的关键因素之一。
本文将从操作实践的角度出发,介绍重钢5号高炉的高风温操作经验。
二、高风温操作的意义1. 提升生产效率在保证安全和质量前提下,通过提升高风温,可以增加铁水产量和铁品位,提升生产效率。
2. 降低成本提升生产效率可以降低单位产品成本,从而增强企业竞争力。
3. 保证设备安全合理控制高风温可以降低设备损坏和事故发生的概率,保障设备安全。
三、实践经验1. 确定目标值根据生产需要和设备情况,确定合理的目标值。
在确定目标值时应考虑到以下因素:(1)铁水品位要求;(2)设备承受能力;(3)环境保护要求。
2. 合理调整高风温高风温的调整需要考虑到多个因素,如炉缸状态、风口状态、炉料性质等。
在实践中,需要进行多次试验和调整,逐步接近目标值。
3. 实时监测高风温通过实时监测高风温的变化情况,及时发现异常情况并采取措施。
同时,可以对操作进行反馈和调整。
4. 加强维护保养定期对设备进行检查和维护保养,及时发现并解决问题。
同时,加强设备管理和培训操作人员。
四、注意事项1. 安全第一在进行高风温操作时,必须严格遵守安全规程和操作规程,确保人员安全。
2. 精细化管理要求操作人员严格按照标准操作流程进行作业,并对每一步骤进行记录和检查。
3. 多方协作高风温操作需要多方协作,包括生产部门、技术部门、设备维修部门等。
各部门之间应加强沟通和协作。
五、结论重钢5号高炉的高风温操作实践经验表明,高风温操作是一项复杂的工作,需要多方协作和精细化管理。
通过合理调整高风温,可以提升生产效率,降低成本,并保证设备安全。
在实践中,要严格遵守安全规程和操作规程,加强设备管理和培训操作人员。
450m3高炉强化冶炼实践
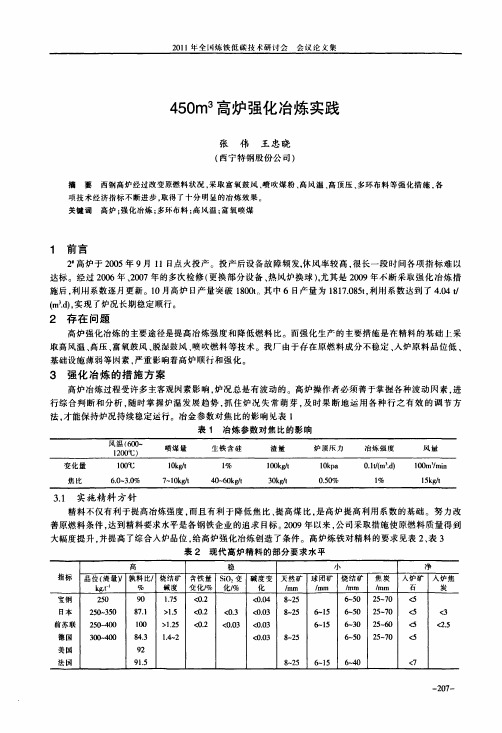
富氧大喷吹和高风温相结合
富氧喷煤是高炉强化冶炼的重要手段之一。受制氧机制氧能力的影响.2#高炉的富氧量在1500 ma/h左
右,富氧率保持在1.2%一1.5%之间。在喷吹方面,实现了烟煤与无烟煤按3:7比例混喷,大大缩短了冶炼周 期,改善了煤粉在炉内的燃烧条件,为提高煤比及节能降耗提供了可靠的保证。在富氧大喷煤的同时,坚持 使用高风温,全关混风阀,保证风温水平在1100。C以上,用煤量来调剂,保证合理的理论燃烧温度和炉温。
31:29:
272 232 0323‰勰3,使边缘适当布焦,有效地抑制了高炉上部结厚的形成。同时调整风口布局,通过合理的风
3.6抓好炉前出铁管理
实施高炉强化冶炼后,随着生铁产量的大幅度提高,炉前能否及时出净渣铁直接影响到高炉的稳定顺 行。西钢原料品位低、渣量大,且不放上渣,故出铁是关键。炉前出铁管理,首先抓好炮泥的质量。保证炮泥的 强度能满足出铁的要求;其次重点强调均匀出铁。日常炉外组织把握以下几个方面: 1)以铁次间隔35min、出铁50~60 rain来组织炉前出铁,控制日出铁17~18炉次。 2)提高铁口深度合格率、正点出铁率,减小铁量差,出匀、净渣铁。统一操作思想,提高三班操作水平。 这样在很大程度上减少铁前憋风现象的发生,为高炉加风、下料顺畅、炉况长期稳定顺行和提高产量创 造r有利条件。
料中的粉末,作业区采取以下措施:①从筛子改进上着手,采用了双层振动棒条筛,淘汰了梳齿筛,使筛分效
果明显得到改善;②制定严格的清筛管理制度,保证3个烧结矿的矿筛透孔率不低于90%,槽下操作工每班 12小时内清筛6次,做粒级分析2次,以5~10的入炉粒级不大于30%为标准来衡量清筛效果。以不卡料为 原则,尽日丁能地降低振动筛上料层厚度,提高筛分效率,为高炉强化冶炼打下了坚实基础。
关于450m3高炉现状分析及利用本体喷涂的解决方案
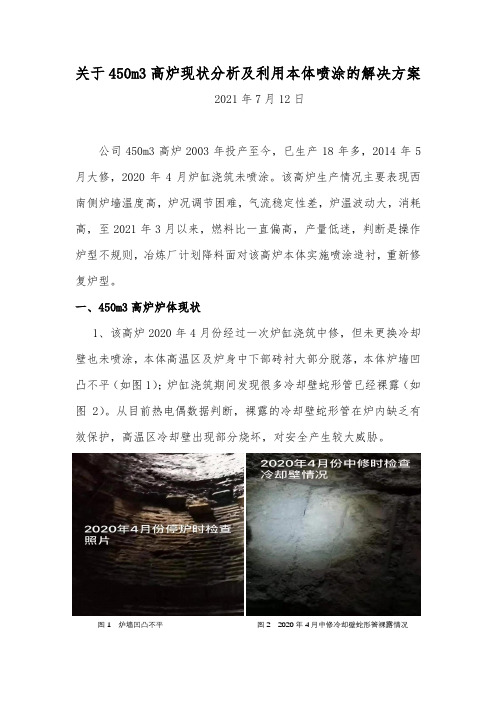
关于450m3高炉现状分析及利用本体喷涂的解决方案2021年7月12日公司450m3高炉2003年投产至今,已生产18年多,2014年5月大修,2020年4月炉缸浇筑未喷涂。
该高炉生产情况主要表现西南侧炉墙温度高,炉况调节困难,气流稳定性差,炉温波动大,消耗高,至2021年3月以来,燃料比一直偏高,产量低迷,判断是操作炉型不规则,冶炼厂计划降料面对该高炉本体实施喷涂造衬,重新修复炉型。
一、450m3高炉炉体现状1、该高炉2020年4月份经过一次炉缸浇筑中修,但未更换冷却壁也未喷涂,本体高温区及炉身中下部砖衬大部分脱落,本体炉墙凹凸不平(如图1);炉缸浇筑期间发现很多冷却壁蛇形管已经裸露(如图2)。
从目前热电偶数据判断,裸露的冷却壁蛇形管在炉内缺乏有效保护,高温区冷却壁出现部分烧坏,对安全产生较大威胁。
图1 炉墙凹凸不平图2 2020年4月中修冷却壁蛇形管裸露情况2、2020年12月份以来,高温区冷却壁有烧损现象,高炉南侧冷却壁出现较为严重的破坏,且炉壳局部有突然发红现象,热应力突变促使炉体承压情况恶化,高温金属液体管控难度增加,给安全带来极大隐患。
2021年5月8日炉壳发红图片如图3、4。
该部位近期已经多次发红,靠外部简单处理,无法保证长期稳定和消除安全隐患,利用喷涂机会对此处采取必要的人工造衬或更换冷却壁等措施,是能够实现治标治本的较好办法。
图3、4 2021年5月8日炉壳6层冷却壁处发红情况3、从2020年8-2021年7月以来,高炉煤气流分布不均匀,出现一点温度大幅度远离其他三点温度,气流分布波动大,且随着时间的推移,呈现温度变化离散增大的的趋势,如图5。
自2020年8月开始炉腹渣皮频繁脱落,热电偶温度波动较明显、频率增加,操作炉型已出现不规则现象,至2021年1月开始,渣皮脱落更为频繁,温度波动区间进一步增大,操作炉型不稳定加重,如图6。
图5 2020年8月-2021年7月炉喉气流分布变化情况图6 2020年8月-2021年7月渣皮频繁脱落情况4、2021年5月,炉基漏煤气严重,炉基出现较大缝隙,且圆周变化不一致,从图片上看圆周变形量较大,如图7。
高炉提高风温的技术措施
高炉提高风温的技术措施姓名:XXX部门:XXX日期:XXX高炉提高风温的技术措施1.前言德龙钢铁有限公司目前有4座205m3高炉,1座450m3高炉,2座1080m3高炉,2座80吨转炉,一条850mm和一条1250mm热轧中宽带钢生产线,有年产330万吨铁,300万吨材的生产能力。
炼铁厂6#高炉于2007年8月8日投产,刚投产时喷煤系统尚未建成投产,风温使用只有1030℃左右,为进一步提高风温,操作上采取各种有效措施对风温进行了技术攻关,在高炉投产仅半年多的时间内,使风温达到1194℃水平。
2.热风炉设备概况及主要参数6号高炉热风炉引进俄罗斯先进的卡鲁金顶燃式热风炉的技术,采用三座旋切球顶燃式热风炉,设计风温≥1150℃(空气预热150℃)。
为了提高热风炉的热效率,设置一台热管式换热器,利用热风炉烟气将助燃空气预热到150℃。
燃烧器安装在拱顶上部,高炉煤气采用旋流式,助燃风采用喷射式进入燃烧器,预燃室煤气与空气流在预燃旋流切割,保证安全燃烧。
热风炉蓄热室高度为21.84米,内砌37孔格子砖,上部采用高铝砖,以增加蓄热能力,下部为粘土砖。
烧炉全部采用高炉煤气。
助燃空气为集中供风,设两台助燃风机,开一备一。
各主要阀门为液压传动。
热风炉主要技术性能指标见表1:表1 热风炉主要技术性能指标名称单位数量热风炉座数座3 热风炉全高mm38545 热风炉炉壳内径上部mmФ6596下部Ф6200蓄热面积断面积m221.68 37孔格子砖厚度mm120 格子砖高度mm21840 其中:高铝格子砖92层mm10840 粘土格子砖90层mm11000 每M3格子砖加热面积T56.12 每座热风炉格子量T663 每座热风炉加热面积m226572 每M3高炉有效容积占有量t/m33.43 每M3高炉有效容积加热面积M2/m3133 热风温度℃≥1150废气温第 2 页共 6 页度℃250—3503.提高风温的技术措施高风温是高炉最廉价,利用率最高能源,每提高100℃风温约降低焦比4%-7%。
450m3高炉大修总结及高效复产总结
3.0
22.1
20.1
5.0
5.0
2月17日
24.9
21.9
18.8
4.0
3.0
3.0
21.7
19.7
5.0
5.0
2月18日
25.0
22.0
19.0
4.0
3.0
3.0
22.4
20.4
5.0
5.0
2月19日
24.8
21.8
18.8
4.0
12
18:49
19:32
4.57
1.261
0.082
0.106
开炉料开炉出铁实际
物料提前进仓,技质部配合化验成分结果,高炉按方案再核算。
01
05
安排重要岗位两班倒作业,跟踪重点位置,避免出现突发状况。
04
11次铁渣铁量明显增加,铁出完后间隔50分钟开口,12次铁过撇渣器,流量2.1t/min,流动性良好。
日期
焦角度1
焦角度2
焦角度3
焦环数1
焦环数2
焦环数3
矿角度1
矿角度2
矿环数1
矿环数2
2月5日
24.0
21.0
18.0
4.0
3.0
3.0
23.0
20.0
4.3
3.7
2月6日
23.3
20.3
7.5
4.6
4.2
1.3
22.2
19.5
4.5
3.9
2月7日
21.3
18.8
纯烧高炉煤气获得恒定高风温的生产实践
1 . 2 提 高拱顶 温度
下, 尽 可能地 降低 热 风炉 吨铁 煤气 消 耗 。2 0 0 9年 热 风炉 全 年平 均 吨铁 消耗 高 炉煤 气 6 6 4 m , 下 降
到2 0 1 0年 的 6 0 9 m。 。
由于 2号 高 炉 热 风 炉 采 用 的是 纯 烧 高 炉 煤 1 改 善热 交换和 提高 蓄热 量
送 。使 用快 速 燃 烧 和 强 化 热 风 炉 燃 烧 的操 作 制 度, 目的是尽 量减 少热 风炉 的加 热 时间 , 让 更多 的
时间用 在格 子砖 的蓄 热上 , 使 热 风炉 在 有 限 的 时
热 风炉 上 部 高 温 区 蓄 热 量 , 达到 提高 风温 的 目
的。具体 的操作方法是 通过增加预热 系统燃 烧
2 . 3 利 用混 风调 节 阀 。 稳定 风温
2号 高炉 热风 炉利 用热 风 炉燃 烧 时排 人 烟道
的废气 ( 2 5 0~3 0 0℃ ) 与 燃 烧 炉燃 烧 高 炉煤 气 产 生 的高 温烟 气进 行 混合 , 勾 兑成 5 5 0℃ 的 高 温烟 气 。根 据生 产需 要 来 调 节 废 气 流 量 , 在 正 常生 产 情 况下 , 烟气 支 管 调 节 阀开 度 设 定 在 3 0 %, 废 气
炉未 到燃烧 结束 时, 废 气 温 度 就 烧 到 了 规 定 值 3 8 0 q C, 后期 必 须 大 量 减 少 或 焖 炉 。而 流 量 控 制 过小 , 废 气温 度 在燃 烧 快 结 束 时难 以达 到 规 定要
高到 1 0 1 5~1 0 4 5 , 实 现 提 高 空 气 和 煤 气 预 热后 的温 度 , 进 而 达 到 提 高 热 风 炉 拱 顶 温 度 的
450m3高炉热风炉岗位技术操作规程
酒钢集团宏兴钢铁股份有限公司炼铁厂作业文件编号:LT-ZYⅠ/SJ-21450m3高炉热风炉岗位技术操作规程版次:A/0拟制部门:宏兴炼铁厂审核人:王庆学批准人:寇俊光2009-06-17日发布 2009-07-01日实施受控状态:发文编号:1 目的为规范热风炉系统操作,满足高炉生产需要,特制定本规程。
2 适用范围本规程适用于炼铁厂3#、4#、5#、6#高炉热风炉岗位。
3 术语/定义4 职责4.1 炼铁厂热风炉技术协理工程师负责热风炉岗位操作规程的制订、修改和完善。
4.2 炼铁厂工艺责任工程师负责本规程的审定。
4.3 炼铁厂3#、4#、5#、6#高炉作业区负责本规程的执行。
4.4 热风炉岗位工负责本规程的执行。
保证供给高炉所需风温,完成当班清灰任务,负责设备的检查、维护、清扫、加油,正确使用设备,提出设备维检计划和改进意见,发现问题及时与有关单位联系处理,并做好记录。
经常检查微机参数准确性及灵敏度,发现问题及时与有关单位联系处理。
5 管理内容及要求5.1 450m3高炉热风炉系统:450m3高炉热风炉系统由1#、2#、3#、4#、(5#、6#、7#、8#)热风炉(其中1#、5#热风炉为新增卡鲁金顶燃式热风炉,2#、3#、4#、6#、7#、8#为旧有顶燃式热风炉)和1个重力除尘器组成。
每座高炉配四座热风炉,工作时采用两烧两送、三烧一送或交叉并联工作制。
5.2 热风炉工艺参数5.2.1 2#~4#(6#~8#)热风炉燃烧煤气量为21000~28000m3/h,空气量为15000~20000m3/h;1#(5#)热风炉燃烧煤气量为0~26000m3/h,空气量为0~21000m3/h。
高炉煤气压力:6~9KPa,助燃空气压力:9~11.759KPa。
5.2.2 2#~4#(6#~8#)热风炉拱顶温度≤1350℃,废气温度≤350℃。
1#(5#)热风炉锥形拱顶温度≤1350℃,燃烧器预混室温度:3#、6#高炉热风炉≤900℃(4#、5#高炉热风炉≤1350℃),废气温度≤350℃,烧炉过程中废气含氧量下限0.5~1.0%,上限不得超过6%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( 龙江西 钢集 团生产 部 ) 黑
要 阐述 了西钢集团 4 0 5 m 高炉 四座热风炉 的设计特 点 ,烘炉方 式 ,1 3常操作制度 及实
热 风炉 特点 操 作
际 应 用 情况 。 关键词
Ap ia i n p a tc fh g a r t mpe a u e t c n l g pl to r c ie o i h i e c r t r e h o o y f r Xi a g 45 o g n 0m BF
T n Yuu S n Ba y n a f u o i
( i n ru f e o g a g rd c v eat e t Xg gGo po i nj n ,Pou t eD p r n) a H l i i m
Ab t a t E p t t e d sg h r ceit sa d r a tmeh d o u o i t v o i a g 4 0 sr c x a ae t e i n c a a trs c n o s i h i to f o rh t rso e frX g n 5 m f a
1 前言
2 1 热 风炉系统 工艺设计 特点 . ( ) 球 式 热 风 炉拱 顶 采 用 了结 构 稳 定 、气 1 流分 配合理 的悬链线 型拱顶 ,拱顶 采用独 立支撑 结 构 ,拱顶砌体 直接 支托炉壳 上 ,热风 炉大墙可 自由膨胀 ,以防 止 因不 均匀 膨 胀 造成 拱 顶损 坏 , 热 风炉 大墙和拱 顶砌体 间设置 迷宫式 滑 动缝 。 ( )为 减 少 散 热损 失 ,砌 体 加强 了保 温 措 2 施 ,高 温 区炉 壳 内表 面喷涂不 定 型耐火材 料 ,每
BF. t al p r to l d p a tv p lc to a e as o s d he d iy o e a n nie a r ei e a pi ain r lo prpo e . i n
Ke wo d h tarso e c aa trs c o r t n y rs o i t v h rce t p ai ii e o
座 热风 炉设有 两个对称 布置 的套 筒燃 烧器 ,可 以
西 钢集 团是 黑 龙 江省 最 大 的钢 铁 联合 企 业 , 为加快 西钢集 团 的发展 ,适应 钢铁形 势 的竞 争需
求 ,西 钢集 团 20 04年对 铁前系 统进行 扩容 改造 ,
增建 了 4 0 炉 、7 m 5m 高 2 烧 结机 、1 m 0 竖 炉和 4 O万 吨捣 固式 焦 炉 。为 实 现 经 济 环 保 型炼 铁 ,
m x 90 m n a l0 m / i ,送 风 温 度 mal 5 o x 0C,送 风 压 1
砖 、轻质 高铝砖 、耐火 纤维 毡 ,管 壳 内壁喷 涂轻
质耐 火 喷 涂料 。烟道 管 内喷涂 一 层 10 0 mm厚 的 轻质 耐火 喷涂料 。 2 3 热 风炉 主要 工艺设备 . 热 风炉 设有两 台助 燃风机 , 一用 一备 , 机 出 风
林 区。
热 风炉技 术性 能见表 1 。 ( 1) 热 风 炉 基 本 设 计 条 件 : 送 风 量
维普资讯
Vo _ 6 No 5 l2 .
冶
金
能
源
l 3
S pt2 0 e .0 7
ENER(Y FOR METALLURGI CAL NDUS I TRY
上 安装 烟气 余 热 回收 装置 ,用 以预 热 助燃 空气 ,
提 高 热风温度 。
烧 炉 全 部 采 用 高 炉 煤 气 ,热 值 为 30k/ 以 10 Jm
上 ,废气 温度 2 0~3 0C,采 用 整 体 热 管 式 换 5 5 ̄
( )热风 炉系统 的主 要 阀 门采 用 液压 传 动 , 6
充分利用 高炉 煤 气 ,降低 高 炉 生铁 成 本 ,40 5m 高炉配备 四座球 式 热风 炉 ,提 高 了每 i n 高炉 炉 容的热 风炉加 热 面 积 。通 过 两年 多 的生 产实 践 ,
四座热 风炉 的优 势得到 了充分 的发挥 ,在进行 热
强 化燃烧 ,热 风炉下 部设有卸 球孔 。 ( )热 风 支 管 、 风 主管 上 设 有 波 纹 膨 胀 3 热 器 , 收管道 的受热膨 胀 , 吸 热风 管道 上设 有拉杆 。 ( )热风 出 口及 热 风 管道 的 三 叉 口采 用 组 4 合 砖 ,以提 高管道砌 体 的稳定 性 ,拱顶 大墙 内燃 烧 口结 构复杂 ,现场 进行捣 打 。 ( )热 风 炉 采 用 地 上 烟 道 ,在 热 风 炉 烟 道 5
并 在热 风炉 区域建有 独立 的液 压站 。
2 2 热 风炉 主要性 能 .
热器 ,将助 燃空 气预热 到 5— 1 3 20 0 3 谭 余 福 ( 90~ ) 工 程 师 ;5 05 黑 龙 江 省 伊 春 市 西 17 , 132
风炉倒 球 时 高 炉 风 温 仍 然 能 够 稳 定 在 10 ℃ , 1o
为高炉 节焦增效 创造 了 良好 的条件 。
2 热风 炉的设 计特点
西 钢 4 0 高炉 配置 四座球 式顶 燃 热风 炉 , 5m 采 用交 错 并 联 送 风 制 度 ,设 计 风 温 为 15 ℃ , 10
维普资讯
冶
1 2
金
能
源
Vo . 6 No 5 12 . S p. 0 e t 2 07
ENERGY OR F METALL URGI CAL I NDUS TRY
西钢 4 0 3高炉 高风 温 技 术 的应 用 实践 5m
谭 余福
摘
孙 宝银