基于PLC的高炉泥炮控制设计
基于PLC的高炉上料控制系统研究苏海东
第1期(总第131期)机械管理开发2013年2月No.1(SUM No.131)MECHANICAL MANAGEMENT AND DEVELOPMENT Feb.20130引言太钢5#4350m 3高炉矿槽炉顶上料系统设计采用西门子公司S7系列PLC ,该控制系统实现了对矿石、球团、烧结、焦碳、杂矿等原料的自动称量,并完成称量误差的自动补偿。
实现了炉顶各阀门的顺序自动开关α、β、γ的角度自动设定以及其他相关辅助设备的自动控制。
实现了对高炉矿槽炉顶上料系统的数据采集、数据显示与数据控制。
该系统包括:烧结矿受料设施,落地烧结矿受料设施,大皮带受料设施,焦粉返回系统,小粒矿回收系统,汽车受料设施,大皮带受料设施和焦炭受料设施。
1高炉矿槽炉顶上料系统工艺流程太钢5#4350m 3高炉炉顶采用无料钟串罐式炉顶,分为受料斗、料罐、气密箱等组成部分。
在上料过程中,炉料先投进受料斗里,随后放入料罐中,在这个过程中,由于高炉不能和大气相通,通过控制炉顶放散阀、均压阀、上密阀、柱塞阀、下密阀的顺序开关来实现高炉的正常下料,通过控制α、β、γ来实现高炉布料。
料面检测设备采用机械探尺与雷达探尺相配合[1]。
1.1装料流程焦炭、烧结矿等各种入炉原料由料车运到炉顶,倒入受料斗中,受料斗最多可装4车料。
料罐放散完毕后打开上密阀和柱塞阀向料罐装料。
装料完成后料罐进行均压。
一旦高炉准备接受下一批炉料就进行布料,首先打开下密阀并将料流调节阀打开至设定开度,料罐中的炉料通过料流调节阀流到旋转的布料溜槽上。
在布料期间,通过γ射线探测料流,该装置可发出料罐清空信号。
一旦料罐清空,关闭料流调节阀和下密封阀,打开放散阀进行放散,准备下一次装料。
1.2布料流程一批料中,允许焦矿设定两个不同的料线位置。
当探尺达到规定的料线位置后,自动提升到位,发出布料信号,下密封阀打开,布料溜槽进行启动。
β角旋转到设定速度并且到达布料位置,开启料流调节阀,按照批重及规定的布料程序,调节料流调节阀开度和溜槽倾角,使每圈料流均匀、重量相等和首尾相接地向炉喉任意布料。
PLC的冶金高炉生产监控系统
关键词:PLC;冶金高炉;生产;监控系统基于冶金高炉大型化以及复杂化的特点,冶金高炉在生产过程中,经常会出现各种各样的故障,这就要求对于冶金高炉生产的监控能力也必须随之提高。
监控冶金高炉生产,是确保冶金高炉安全、稳定工作的重要前提条件。
考虑到冶金高炉生产中出现的情况多种多样,无法以一个定性标准进行监控。
国内学者对冶金高炉生产监控系统的研究较多,但在实际应用过程中普遍存在监控效率低的问题,无法达到预期的应用效果。
PLC又称为可编程控制器,具有灵活性高、操作方便、可靠性高以及拓展性强等众多优势,已经广泛应用到控制、监控、管理等多个领域中。
因此,本文将PLC引进到冶金高炉生产监控系统优化设计中,以PLC为核心技术,设计出一种新的冶金高炉生产监控系统,致力于通过PLC技术,利用调制解调,读取冶金高炉生产监控命令信号,从根本上提高冶金高炉生产监控效率,为冶金高炉生产监控提供技术支持。
1PLC技术概述PLC技术作为自动化控制方法中应用最广的可编程控制器,主要应用于工业环境下,在本质上是一种数字运算操作电子系统[1]。
PLC已经具备成熟的控制技术,以其优异的传输性能和可编程性,能够通过可编程控制器,可靠、稳定地控制系统功能,进而提高系统的工作效率[2]。
为此,本文基于PLC设计冶金高炉生产监控系统。
2基于PLC的冶金高炉生产监控系统硬件部分在设计的监控系统中,首先设计硬件部分。
本文设计的硬件在传统监控系统硬件基础上,设计高性能传感器,再通过设计三相电调理电路作为高性能传感器的补充,致力于提高监控硬件综合性能。
具体设计内容,如下文所述。
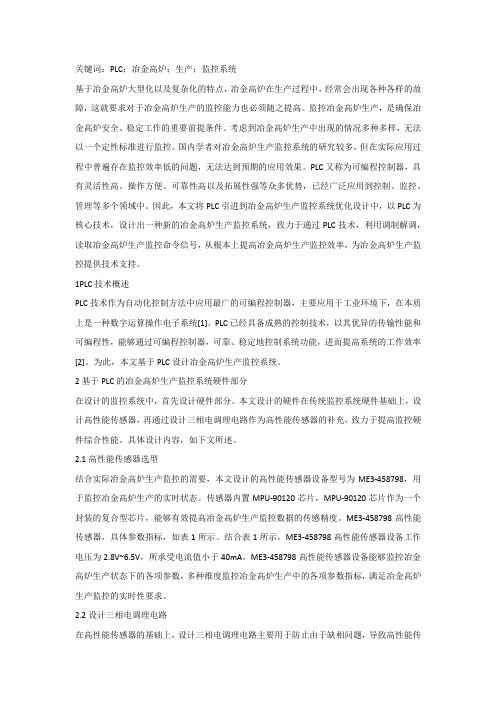
2.1高性能传感器选型结合实际冶金高炉生产监控的需要,本文设计的高性能传感器设备型号为ME3-458798,用于监控冶金高炉生产的实时状态。
传感器内置MPU-90120芯片,MPU-90120芯片作为一个封装的复合型芯片,能够有效提高冶金高炉生产监控数据的传感精度。
ME3-458798高性能传感器,具体参数指标,如表1所示。
(完整版)基于PLC的水泥自动配料控制系统设计毕业论文
基于PLC的水泥自动配料控制系统设计作者姓名:邱忠林专业名称:自动化指导教师:王洋讲师成都理工大学工程技术学院学位论文诚信承诺书本人慎重承诺和声明:1.本人已认真学习《学位论文作假行为处理办法》(中华人民共和国教育部第34号令)、《成都理工大学工程技术学院学位论文作假行为处理实施细则(试行)》(成理工教发〔2013〕30号)文件并已知晓教育部、学院对论文作假行为处理的有关规定,知晓论文作假可能导致作假者被取消学位申请资格、注销学位证书、开除学籍甚至被追究法律责任等后果。
2.本人已认真学习《成都理工大学工程技术学院毕业设计指导手册》,已知晓学院对论文撰写的内容和格式要求。
3.本人所提交的学位论文(题目:),是在指导教师指导下独立完成,本人对该论文的真实性、原创性负责。
若论文按有关程序调查后被认定存在作假行为,本人自行承担相应的后果。
承诺人(学生签名):20 年月日注:学位论文指向我校申请学士学位所提交的本科学生毕业实习报告、毕业论文和毕业设计报告。
摘要随着科技的发展,现在许多的工厂都在使生产逐渐变得自动化、现代化,而可编程序控制器PLC的快速发展也为此做出了巨大的贡献。
本文针对水泥制造的环境恶劣等一系列情况,设计了一种基于PLC的水泥自动配料系统。
该系统由西门子的S7200型号的PLC作为测量和控制核心,西门子MM420变频器作为调速装置,采用了定量给料机作为称重装置,旋转编码器作为测速装置等。
采用固定时间采集重量和转速,并进行PID调节,能够实现水泥生产的在线动态称重并调节,增强了系统的抗干扰能力,提高了配料精度并减轻了工人的工作负担。
关键词:PLC 变频器自动配料PIDAbstractWith the development of science and technology, many factories are in production now became automation, modernization, and the rapid development of the programmable controller PLC also made great contributions for this purpose. In the light of the conditions and a series of cement manufacture, design a kind of cement automatic batching system based on PLC. The system by Siemens S7200 models of PLC as measurement and control core, Siemens SM420 inverter as speed regulating device, constant feeder is adopted as a weighing device, rotary encoder as speed measuring device, etc. Adopting fixed time gathering weight and speed, and the PID adjustment, cement production can be implemented on-line dynamic weighing and adjustment, to enhance the anti-interference.Keywords: PLC, Inverter, Automatic batching, PID目录摘要 (I)Abstract (II)目录............................................................................................................ I II 前言.. (1)1 水泥概述 (2)1.1 水泥的产生和发展 (2)1.2 水泥的分类 (4)1.3 水泥的生产工艺流程 (5)2 系统模型及总体设计 (7)2.1 水泥自动配料的原理分析 (7)2.2系统的模型分析 (8)2.3 系统的总体设计 (9)3 系统主要器件的介绍 (12)3.1西门子变频器简介 (12)3.1.1 MM420基本组成及特点 (12)3.1.2 MM420适用环境及优点 (13)3.2称重及测速装置简介 (14)3.3定量给料机简介 (15)4 PLC简介及控制系统设计 (17)4.1 PLC简介 (17)4.2 系统控制要求分析 (20)4.2.1 硬件介绍及信号传递 (21)4.2.2 PLC外部接线图 (24)5程序和组态 (27)5.1系统主程序设计 (27)5.2 子程序设计 (29)5.3系统监控画面设计 (30)5.3.1人机界面简介 (30)5.3.2 画面设计 (32)总结 (35)参考文献 (36)致谢 (37)附录1PLC接线图 (38)附录2自动配料系统程序 (39)A2.1 系统主程序 (39)A2.2系统子程序 (41)前言在现今的各种行业当中,自动化的生产制造已经随处可见了,在配料系统上的应用也在不断地提高、改进。
PLC实现高炉上料系统的自动控制
1 PLC 概述PLC 的全称是可编程逻辑控制器,该控制器的存储器可以编程,所以能够用来存储内部程序、完成算术操作、执行逻辑运算以及进行定时、顺序控制等指令,且还能通过模拟控制或是数字控制实现对生产过程或是机械的科学化控制。
正是因为PLC 具有多种功能,所以其应用优势也比较突出:第一,使用方便。
在应用PLC 时,编程工作仅需采用逻辑图、梯形图以及语句表等较为简单明了的编程语言即可,无需应用计算机知识,所以系统开发不需要较多的时间,加之现场调试比较容易进行,能够实现程序的在线修改,所以具有极高的应用价值;第二,功能较强。
即便是一台小型的PLC,其内也包含了上千个编程元件,所以可以轻易的实现控制功能,较之同功能的继电器,PLC 具有明显的性价比,并且PLC 还能通过通信联网进而实现分散控制,对于集中管理而言就更为重要;第三,适应性强。
现如今,随着PLC 技术的发展,PLC 产品已经实现了系列化、标准化以及模块化,所以有品种齐全的PLC 软硬件装置可供用户选择使用,用户也能够根据这些产品的不同性能,自由灵活的进行系统配置,完成对系统功能与规模的重构,加之PLC 安装也很方便,只需用接线端子连接即可,所以受到了广大用户的青睐;第四,可靠性强。
可靠性主要体现在抗干扰层面,以往用继电器实现对系统的控制,需要使用大量的时间继电器与中间继电器,容易因触电接触不良而出现系统故障,在用PLC 替代继电器后,时间继电器与中间继电器也被软件取代,仅需保留与输入、输出有关联的硬件元件[1],因触电接触不良而出现系统故障的现象将会大幅度减少;第五,维修方便。
PLC 出现故障的几率比较小,并且PLC 还自带有显示功能与自我诊断功能,当PLC 出现故障时,维修人员可以根据编程器所提供的信息,快速定位故障部位,查明故障原因,及时的采取措施予以排除。
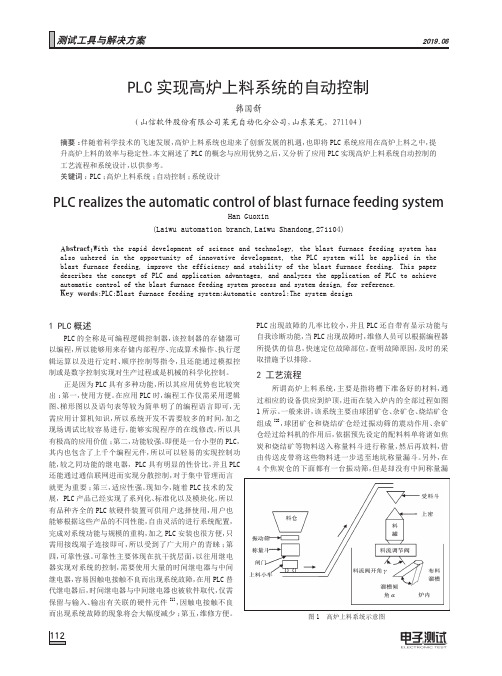
2 工艺流程所谓高炉上料系统,主要是指将槽下准备好的材料,通过相应的设备供应到炉顶,进而在装入炉内的全部过程如图1所示。
(基于PLC的水泥厂磨机自动控制系统设计)
XXXXXXXX自动化学院本科毕业设计(论文)题目:基于PLC的水泥厂磨机自动控制系统设计专业:自动化(数控技术应用)班级:学号:学生:指导教师:教授起迄日期:2009.3~2009.6设计地点:实验楼 _Graduation Design (Thesis)Design of Automatic Control System based onPLC for Cement millBySupervised byAssociate Prof.Department of Automation EngineeringJune, 2009摘要本课题主要采用西门子S7-200系列PLC进行水泥厂磨机自动控制系统的设计,用来实现水泥厂磨机的:逆流程起车、顺流程停车、紧急情况下设备急停、设备集中逻辑闭锁控制、单台设备起停控制。
大多数中小型水泥厂在建厂初期或改造时资金都很紧缺,如何解决有限的资金与先进的自动化水平之间的矛盾一直是困扰水泥行业的头疼问题,PLC技术的低成本的特性恰恰满足了这一需求;水泥生产过程为连续过程,需要大量的顺序和联锁控制,开关量点数占总数的80%,这非常符合价格低廉的PLC的控制特点。
S7-200系列小型PLC (Micro PLC)可应用于各种自动化系统。
紧凑的结构、低廉的成本以与功能强大的指令集使得S7--200 PLC成为各种小型控制任务理想的解决方案。
负荷控制方面采用的是模糊控制系统。
将模糊控制用于PLC水泥厂磨机自动控制系统,实现磨料的自动配比,以更好的完成水泥生产任务,提高生产质量。
关键词:PLC;西门子S7-200;模糊控制ABSTRACTThe main content of the subject is design a automatic control system for cement mill with Siemens S7-200 series PLC. It includes inverse process start, process stop, breaking in case of emergency, focus logic control of the equipment, single machine starting and stoping.Most of the small and medium-sized cement plant are Lack of money at the beginning or at the time of transformation. The S7-200 series is a line of micro-programmable logic controllers (Micro PLCs) that can control a variety of automation applications. Compact design, low cost, and a powerful instruction set make the S7-200 a perfect solution for controlling small applications. The wide variety of S7-200 models and the Windows-based programming tool give us the flexibility we need to solve automation problems. Fuzzy Control here is used to mix materials, in order to finish the mission well, and improve production quality.Keywords:PLC; Siemens S7-200 PLC; Fuzzy control目录第一章绪论11.1引言11.2水泥磨改造原因21.3控制设计思路21.4系统主要功能31.5磨机主要检测参数与控制回路 (4)第二章 PLC介绍82.1 PLC的功能和应用 (8)2.2 PLC的基本工作原理 (10)2.3 S7-200概述 (13)第三章模糊控制认识183.1 模糊控制由来 (18)3.2 模糊控制系统的组成 (19)3.3 模糊控制的基本原理 (20)3.4 模糊控制系统的语言表示 (21)3.5 几种主要的模糊推理方法 (22)第四章水泥磨机的负荷控制 (24)4.1水泥粉磨过程工艺 (24)4.2水泥磨模糊控制思想 (27)4.3 模糊控制的实现 (29)4.4 控制效果 (32)第五章下位机编程软件设计315.1 STEP7 V5.0简介 (31)5.2 PLC控制系统设计 (34)5.3 STEP7设计仿真 (37)本文结构38第六章结论396.1 结论 (39)6.2经济效益 (39)致41参考文献42附录A:英文资料 (43)附录B:英文资料翻译 (48)附录C: 下位机程序清单 (52)附录D: 以三台机为例的仿真图形 (60)第一章绪论1.1 引言现如今,生产过程自动化在水泥行业的发展中有着极其重要的地位。
基于PLC的水泥磨控制系统的设计

第5期2008年10月工矿自动化IndustryandMineAutomationNo.50ct.2008文章编号:1671—251X(2008)05—0137--03基于PLC的水泥磨控制系统的设计张惠荣,王国贞(河北工业职业技术学院,河北石家庄050091)摘要:文章介绍了一种基于PI。
C的水泥磨控制系统,详细介绍了该系统的硬件组成,给出了系统硬件和软件设计。
实际应用表明,该系统操作灵活,运行安全可靠。
关键词:水泥磨;控制系统;PLC中图分类号:TP273文献标识码:B0引言水泥磨是水泥厂粉磨车间的核心设备。
目前,在国内大多数水泥厂中水泥磨的控制均采用继电器控制电路完成,这种控制方式虽然工艺简单,成本较低,但工人劳动强度较大,稍有操作疏漏就有可能发生事故。
而且,在水泥磨的实际运行过程中,由于现场机械振动、粉尘污染、物料颗粒不均、工艺过程等种种原因,造成水泥磨故障率较高,从而导致不必要的经济损失。
为此,笔者设计了一种基于PLC的水泥磨控制系统,采用性价比较高、抗干扰能力较强的PLC作为中央处理单元,配合必要的外围电路和控制软件实现水泥磨的自动控制,不仅能使整个粉磨系统安全、高效地运转,还能真正达到节能、提高产量的目的。
1系统硬件组成水泥磨控制系统的控制任务较多,既有数字量输入输出、又有模拟量测温显示任务,故采用以PI。
C为主的控制系统,将4个润滑站的控制全部置于PLC的控制下。
系统硬件组成框图如图1所示。
lI||I剩剿剩剩||l||开关量信号I|报警输出IIlWSl5221|lWS9050WSl525IIlwsl52421ll现场执行机构液位计l||热电阻压力传感器ll电流变送器图I系统埂件组成框图(1)压力传感变送器选用PT203B应变式压力传感变送器。
它采用应变测量原理和大规模集成电路技术,集测压组件、标准变送器为一体,是一个完整的高精度测压变送仪表,用于检测润滑装置出油口油压。
(2)液位计:用于检测油箱内油液位置。
PLC控制系统在高炉喷煤中的应用
PLC控制系统在高炉喷煤中的应用本文主要介绍了PLC控制系统在某钢厂高炉喷煤系统中的应用,介绍了高炉喷煤系统的工艺流程以及部分电气、仪表设备的控制内容和要求,望给相关工作者借鉴。
标签:高炉喷煤;PLC;自动控制系统高炉喷煤系统由于工作原理复杂、专业性较强等特点,同时对降低高炉冶炼成本有着积极的作用,因此在高炉系统中具有非常重要的地位,因而对整个高炉喷煤系统各环节灵敏性、精确性以及设备连锁的可靠性等均有很高的要求。
高炉喷煤系统整体工艺较为复杂,电气、仪表设备相互间的连锁条件较为复杂,对部分过程量的控制要求较高,因此可以使用PLC系统进行控制,发挥PLC控制系统强大的逻辑、数据处理与过程控制能力。
一、喷煤工艺流程高炉喷煤系统主要包括原煤储运系统、烟气炉系统、制粉系统和喷吹系统4个部分。
(一)原煤储运系统原煤经皮带输送至烟煤仓、无烟煤仓,在制粉车间按照总给煤量和无烟煤、烟煤的比例设定实现配煤。
(二)烟气炉系统烟气炉系统的作用主要是为煤粉提供干燥剂,去除原煤中的水分,使其达到磨煤机的使用要求。
干燥剂为热风炉烟气废气、烟气炉烟气、或者两者的混合气。
(三)制粉系统图1为主排风机控制框图。
干燥剂由主排风机运行形成的负压吸人磨煤机,原煤通过称重给煤机均匀加入到磨煤机,经过干燥和粉碎后,合格煤粉沿煤粉管道进入布袋收粉器,收集后贮存在煤粉仓。
制粉系统主要工艺控制要求:通过变频器实现对主排风机风量进行调节;实现磨煤机磨辊的抬升、降落、加压三个过程中的控制;磨煤机磨辊温度的连锁控制;减速机轴瓦温度的连锁控制;磨煤机入口干燥剂温度的控制[1];磨煤机入口、布袋出口和煤粉仓的CO和O2监测。
(四)喷吹系统喷吹系统的作用是将喷吹罐内的煤粉向高炉输送,输送介质为压缩空气,压力为1.0MPa左右。
喷吹系统工艺控制要求主要是根据高炉需要的煤粉量进行喷吹。
主要控制的过程量有喷吹罐压力、喷吹介质流量;在加煤过程中,高压、低压泄压阀、加煤阀和补压阀等气动切断阀的连锁控制;在倒罐过程中,喷吹阀、下煤阀、補气阀等气动切断阀的连锁控制;流化气阀的点动控制。
基于PLC的高炉炼铁喷煤控制系统的设计
7 6・
科 技 论 坛
基于 P L C的高炉炼铁喷煤控制系统的设计
魏 颖 郭 鲁 ( 沈阳工学院 信息与控制 学院, 辽宁 抚顺 1 1 3 1 2 2 )
摘 要: 本次设计采用欧姆龙 C P I H型可 编程控制器作为控制核心, 构建一个高炉炼铁喷煤的控制系 统。P L C的 C P U使用 6 4 b i t l MS C芯片, 多 个中 央处理器使用, 在c x — P r o g r a m m e r 软件中进行程序的编译, 然后将梯形图下载到欧姆龙 C P 1 H 可编程控制器 中, 各种模块智能化 , 并进行 K  ̄5 .- 。由组态王软件通过数据线将数据传回 P C机 , 根据分散控制、 集中管理的原则, 进行 高炉炼铁喷煤工作状态仿真。
重要的影响。 因此 , 检查 程序运行是 否符合设计需求 , 程序运行是否 有误明 , 流程是否正确显得尤 为重要 。准确无误后便可通过可编程 控制器欧姆龙 C P 1 H进行 组装 , 将个人计算机与 P L C及其组态王通 一
过数据线进行数据通讯 C之 间通过 I / 0与多种 智能单元模 块
选 择恰 当的 I / O地址 进行点数 、 程序容量 的设 置。根据本次设计 中
图 2 原 煤磨 粉 梯 形 图
的实 际需求 , 欧姆龙 C P I H型 P L C 控制系统设置高炉炼铁 喷煤控 制 系统 I / 0地址分配 , 如表 1 所示 。
4 高炉炼铁喷煤系统控制程序设计 本 次 高 炉 炼 铁 喷 煤 程 序 设 计 中使 用 欧 姆 龙 可编 程控 制 器 C X — P r o g r a mm e r 的梯形冈编程软件进行程序编写。具体喷煤 操作详 细 步骤 如下 : 按下 电机 启动接通 电源 , 根据输 入信号 即原煤运输沿 着上升沿通 电 自保 , “ 电机启动 、 原煤 运输 、 中速磨 的运行 、 磨粉 的处 理” 为一 个设计周期 , 当来 自每场 的原煤运输 到来 之后 , 经过输送带 进行磨粉处理 , 经过 电机带动 , 保证该环节有效 的进行 , 经过定时器 连 接 线 进行 实 时通 汛 。在 本 次 的设 计 中 我 们 必须 要 先 调试 好 T I MO 0 0 0开 始定 时 , 中速磨 的常 闭线 圈 O F F , 经过一段 时间 , 定时器 C X — P r o g r a m m e r 软件 和组 态王软件之间通讯协 议 , 并且需要 对一系 复位 。保证 原煤磨完之后机器停止 , 节约用 电。该流程选择梯形图 , 列参数进行设 定 , 还需要将地址准确无误映射到组态王软件的字典 如 图 2所示 。在收集到的煤粉处理 上, 经过燃烧炉 、 引风机 、 氮气包 中。然后将程序下载到 P L C, 我们可 以通过合适的数据传输 线缆把 三个 中间处理过程 , 选 用足量的煤粉收集器 , 在氮气包 的作用下 , 实 实时 的数据传到组 态王软件 中, 实现控制 。 现 中速磨 、 煤 粉收集器 和储煤罐 的一 投三用 , 节约了产能的消耗 , 整 参 考 文 献 个过程 不需要进行 断电延时 ,将执 行条件用一 个逻辑表达 式来描 【 1 】 徐 世许, 王 美兴 . 电 气控 制技 术 与 P L C [ M] . 北 京: 人 民 邮 电 出版 社 , 述, 程序设计 就归结为一个逻辑 问题 。 经过一个短暂 的时钟脉冲 , 最 2 01 2 , 1 1 : 7 9 — 8 1 . 终实现煤粉储存 。煤粉的处理收集方式梯形 罔 , 如图 3所示。 『 2 1 廖 常初. s 7 — 2 0 0 P L C基础教程( 第 2版) 【 M】 . 机械 工业出版社, 2 0 0 9 . 5 高 炉 炼 铁 喷 煤 控 制 系统 组 态 通 信 【 3 】 吕景 泉 . 自动 化 生 产 线 安 装 与 调 试 ( 第 2版 ) [ M] . 北京 : 中 国铁 道 出 在通讯标准 Ho s t L i n k中 ,该标准支持 P L C与组 态王通过数据 版 社 . 2 0 0 9 .
高炉上料PLC控制系统设计报告
中南民族大学计算机科学学院PLC课程设计报告课程PLC技术及应用设计题目高炉上料PLC控制系统年级专业12级自动化学号学生姓名指导教师2015年 6 月22 日目录引言 (4)1. 课题要求 (4)2. 系统总体方案设计 (4)2.1 系统硬件配置及组成原理 (4)2.2 系统变量定义及分配表 (5)2.3 系统接线图设计 (6)2.4 系统可靠性设计 (7)3 控制系统设计 (7)3.1 控制过程工艺流程图设计 (7)3.2 控制程序顺序功能图设计 (10)3.3 控制程序设计思路 (11)4 人机界面设计 (11)4.1 选用界面介绍 (11)4.2 画面制作及设计 (12)5 系统调试及结果分析 (12)5.1 系统调试及解决的问题 (12)5.2 结果分析 (13)结束语 (13)参考文献 (14)附录一:源程序 (14)附录二:调试运行中的部分运行图 (19)高炉上料PLC控制系统引言高炉上料PLC控制系统主要运用于工业现场,例如混凝土加工厂、炼钢厂等大型工业现场。
这些大型工业现场由于设备笨重、车间安全系数低,容易发生事故等原因,采用PLC控制可以轻松、方便、安全操作设备,防止意外事故发生,并能够实现自动控制,大量的减轻了工人的工作强度,提高了生产效益。
1. 课题要求高炉上料控制系统主要是在工业现场中对物料混合加工进行配料控制,自动或者手动实现控制,方便人员操作,减轻工作负担。
系统设备:运料小车、小钟、大钟、料尺、各相关位置开关。
工作过程描述:初始小车停在底部,人工启动后20秒时间装料,装料完毕小车上行,到达顶部位置自动卸料到小钟内(卸料时间5秒);而后小车自动下行到底部。
物料从小车中放到小钟后,小钟下放,使物料落入大钟。
小钟下放到位5秒后提升,提升到位(关到位)后下放大钟,使物料落入高炉,大钟下放到位延时7秒后提升到位(注意互锁关系:大、小钟不得同时下放)料尺每隔2分钟下探一次料位。
基于PLC的高炉自动化控制系统设计与研究 时东升
基于PLC的高炉自动化控制系统设计与研究时东升摘要:高炉煤气净化系统过去采用湿法除尘,该方法虽然能达到一定的除尘效果,但存在水污染及煤气热值降低等问题。
近年来随着高温滤料的问世和自动化控制技术的发展,为高炉煤气干法除尘控制技术开辟了新的途径。
高炉煤气干法除尘技术,不仅可以显著降低炼铁过程的水消耗,还可以提高二次能源的利用效率,减少环境污染,已经成为高炉炼铁技术的发展方向,属于冶金工业的绿色环保技术,在当今国内严峻的环保形势下,具有重要意义。
关键词:PLC;高炉;自动化控制;工艺流程引言目前国内许多钢铁企业为了提升自身的综合竞争力,将自动化控制引入高炉生产。
基于 PLC 的高炉自动化控制系统的应用,能够满足高炉生产过程中的“高效、低耗、优质、长寿、清洁”理念,相较于过去工厂根据自身经验进行操作相比具有非常显著地优势,成为当前计算机的最佳应用领域。
1 高炉炼铁生产工艺及控制系统高炉自动化控制程序是一项较为复杂的流程,其工艺系统主要由高炉本体系统、热风炉系统、上料系统、渣铁处理系统和联合水泵房系统等组成。
高炉炼铁的过程一般是高炉本体系统把筛分好的原料经过上料系统装入高炉,再经过热风炉系统送入高炉,生产出来的生铁直接送到炼钢厂或铸成铁块,炉渣经过渣铁处理系统后可用于水泥工业。
(1)本体系统。
高炉本体系统是冶炼生铁的主体设备,在自动化控制中主要承担对本体工艺的数据采集处理及对其他设备的控制任务,通过对炉身、炉缸、料线、冷却水等数据进行检测,并与工业以太网、热风炉、煤气净化等控制系统进行通讯。
主要控制和检测的内容以热风温度、冷风温度、混风温度、蒸汽管道压力、高压水压力等28项指数。
(2)上料系统。
高炉上料系统包括槽下配料和炉顶布料两大部分。
槽下配料主要承担原料的称量和自动补偿误差任务,之后通过受料斗闸门、上密封阀送入相应的料罐内。
炉顶布料设备由受料装置、布料装置、布料料流调节装置、压力调节装置和液压系统构成,当炉料经矿槽下配料后,高炉便接到了布料指令,按给定的料流经布料滚筒留到布料溜槽内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于PLC的高炉泥炮控制系统设计
摘要:泥炮是现今高炉炼铁口所必需的设备,它的好坏直接关系着高炉能否正常运行,随着高炉的大型化,则要求与之配套的设备也需提升,所以必须开发出性能更好,运行能力更强的新型液压泥炮,使其能与大型高炉泥炮配套。
[1]文章采用PLC对其进行控制,介绍了液压系统原理以及控制系统从启动到停止的自动控制过程。
关键词:泥炮;PLC;液压系统
Design of Control System of the Blast Furnace Gun Based on PLC
Abstract:Clay gun is the necessary equipment for blast furnace iron mouth now,whether the blast furnace have a normal operation depend on it,with the large-scale of blast furnace,it is necessary that the ancillary equipment be promoted and the better performance ,better ability to run,new-style hydraulic clay gun be developed.In this paper,it adopts PLC to control the blast furnace gun,then introduces the theory of hydraulic system and the automatic control process from start to stop of control system.
Key Words: clay gun; PLC; hydraulic system
0 前言
泥炮又称为堵出铁口机器。
炼铁炉出铁后,必须迅速用耐火泥将出铁口堵塞住,堵铁口操作就是用泥炮进行的。
【2】近年来,国外主流高炉和现代化高炉大多都使用结构小、推力大、工作稳定的液压泥炮。
我国近代高炉也普遍采用液压泥炮,提高了利用系数。
液压泥炮并因为其机构简单、紧凑,活塞推力大,工作稳定可靠而得到迅速推广应用。
【3】
1 液压系统原理
图1 液压系统原理图
如图1所示,转炮时,当液压比例阀XZ1通电时,高压油从单向阀进入A1和旋转缸无杆腔,推动泥炮前进,单向节流阀回油调速。
当泥炮前进到位后,液压比例阀XZ2通电,液控单向阀保压。
打泥时,液压比例阀XZ3通电,从A2腔进油,B2腔回油,XZ4通电,退泥,B2腔进油,A2腔回油。
2 系统控制器的选择
此泥炮液压控制系统有输入信号8个,输出信号6个。
其中,外部输入元件包括:启动按钮、停止按钮、流量模拟量、温度模拟量、压力模拟量、前转炮限位开关和后转炮限位开关、转换开关;输出有一个液压泵电机的启动、前转炮电磁阀、后转炮电磁阀、打泥电磁阀、冷却泵、加热器。
按照上述配置,所选S7-200 CPU226系列PLC。
[4]模拟量模块用EM235,含4个模拟量输入及1个模拟量输出。
[5]
3 程序设计
图2高炉泥炮控制流程图
图3 打泥模拟量流程图
系统最开始启动,初始化,清零赋值,按下启动开关按钮,电机和液压泵启动,通过T37计时器保持20S后,启动完毕,液压系统驱动XZ1进行前转炮,到前转炮限位时,液压系统驱动XZ3开始打泥,并保持一段时间,如图3,流量计取流量当前值,定时取流量,然后累加流量,再把累加的流量减去初值,若差值小于预设值,继续打泥,直到计算出的差值超过预设值时,停止注入炮泥,进入保压状态通过计时器T38保持10分钟,然后液压系统驱动XZ2进行后转炮,当到后转炮限位后,泥炮系统停止工作。
4 结束语
本次设计采用了西门子S7-200系列可编程控制器,完成对泥炮液压系统的控制,提高了控制系统的可靠性,同时,由于采用液压系统,其打泥时推力大,打泥紧密,增强了系统的稳定性和高效性。
【参考文献】
[1] 尹忠俊.基于ADAMS的液压泥炮回转机构优化研究[J].冶金设备.2013.(6);1-4.
[2] 周曲珠,芮延年.高炉炉前液压泥炮的常见故障分析[J].苏州大学学报(工科版).2006.(6);58-60.
[3] 刘建宏,惠展.液压泥炮的技术进步[J].冶金设备.2012.(8);50-55.
[4] 张万忠,刘明芹.电器与PLC控制技术[M].北京;化学工业出版社.2003;77-240.
[5] 肖俊明,张锐,焦凌云,祝海明.S7-200PLC在温度控制系统中的应用[J].中原工学院学报.2010.(6);14-15.。