铸铁件收缩模数法冒口设计1
完整版铸钢件冒口的设计与计算
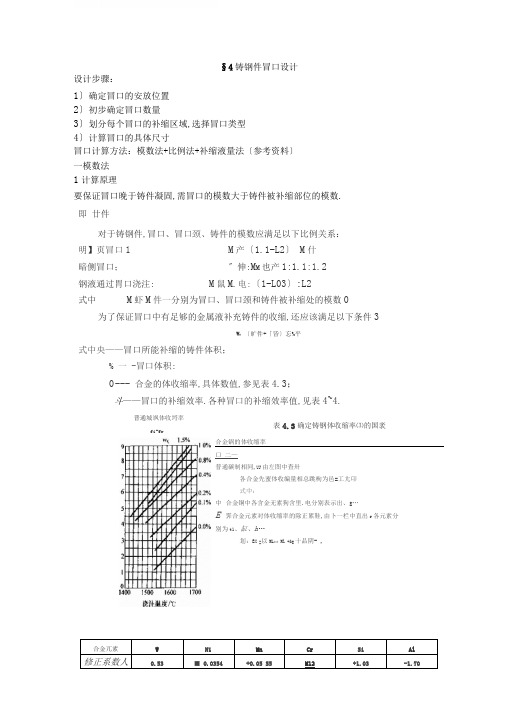
§4铸钢件冒口设计设计步骤:1〕确定冒口的安放位置2〕初步确定冒口数量3〕划分每个冒口的补缩区域,选择冒口类型4〕计算冒口的具体尺寸冒口计算方法:模数法+比例法+补缩液量法〔参考资料〕一模数法1计算原理要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数.即 廿件对于铸钢件,冒口、冒口颈、铸件的模数应满足以下比例关系:明】页冒口1M 产〔1.1-L2〕 M 什 暗侧冒口;〞伸:M M 也产1:1.1:1.2 钢液通过胃口浇注:M 鼠M.电:〔1-L03〕:L2 式中 M 虾M 件一分别为冒口、冒口颈和铸件被补缩处的模数0为了保证冒口中有足够的金属液补充铸件的收缩,还应该满足以下条件3W V 〔旷件+「皆〕忘%平式中央——冒口所能补缩的铸件体积;% 一 -冒口体积:0 --- 合金的体收缩率,具体数值,参见表4.3;斗——冒口的补缩效率.各种冒口的补缩效率值,见表4~4.表4.3确定铸钢体收缩率⑶的国袤 合金锅的体收缩率 口 二—普通碳制相同,UJ 由左图中查卅各合金先蜜体收编量相总跳枸为邑=工尢卬式中:中 合金铜中各含金无素狗含里.电分别表示出、g …E 霁合金元素对体收缩率的除正累鞋,由卜一栏中直出r 各元素分别为t1、缸、h …划:EX =以ML** Ml +&g 十品阴- ,合金兀素W Ni Mn Cr Si Al 修正系数人0.53 ■ 0.0354 +0.05 S5 M12 +1.03 -1.70 普通城飒体收埒率fi-fr总结:M冒=1.2M件P127式4-5,左边为总收缩量,右边为由冒口补充量2计算步骤1〕计算铸件模数根据铸件需补缩部位,划分补缩区,分别计算铸件的模数.计算方法:公式计算+图表计算—表4-5 〔p128-130〕.2〕计算冒口及胃口颈模数.根据热节的位置,确定胃口的类型,再根据式〔4-2〕或式〔4-3〕、式〔4-4〕. 即可计算出国口及冒口颈模数计算举例;铸钢件在下部法上处放置暗冒口补缩. 如图4-3三所示.求吩和利用表4・5中上形体计算公式,法兰处o=200mm, b—lOOnun*非散热面可得:“*0x20 …M 社=—j ---- ——cm = 3.636cm件2〔10 + 20〕-5因浇口通过冒口,故:1.05Mr = 374 cm 加冒=L2A/件=436 cmS 中左边的冒口颈…W R=〔22X 10X2〔22+10〕]四4一箝补缩铸钢件法兰的目口颈cm- 3.43cm,小于3.74cm,不能满足补缩要求,在铸件热节处将出现缩松口采用右边的冒口颈,必=Q0X 12V[2QO+I2〕]crti=3.75cm,满足了要求.计算M件用L形体计算公式,为什么不用法兰体公式去套呢?〔法兰体高度b无法确定〕图4-33B-B剖面图中200应改为220,因计算M B时用的数值是220;另外, 冒口直径为〔|〕220,其冒口颈宽也应为220.〔A-A剖面图中200改否.〕采用右边的A-A剖面冒口颈满足了要求,A-A剖面冒口颈尺寸怎么得来的呢?不要瞎懵,可列式M仝^=3.74=20X/[2 〔20+X〕],求出X=12.生产中可根据M冒数值查出标准侧冒口,得冒口尺寸〔直径、高等〕,冒口颈尺寸,冒口体积、重量,能补缩的铸件体积及重量〔 M冒结合一查〕.3〕确定铸钢件体收缩率由表4-3求出.例如,ZG270-500的平均W C=0.35%,假设浇注温度为1560℃,可从表4-3 查出=4.7%〔碳钢e V= e C〕.£V如何查出的呢?浇注温度为1560 C; W C=0.40%, ev=5%; W C=0.20%,&V=3.8%;据此列式〔5-3.8〕 / 〔0.4-0.2〕 = 〔5-X〕 / 〔0.4-0.35〕,解出X=4.7 〔插入法,比例法〕4〕确定冒口形状和尺寸查相关表格.5〕确定冒口数目6〕校核冒口的最大补缩水平.二比例法〔热节圆法〕使冒口根部直径大于铸件被补缩处热节圆直径或壁厚, 再以冒口根部直径来确定其他尺寸.D=cd式中D ……冒口根部直径;c ••…比例系数,参见表4-6;〔查表步骤〕d ……铸件被补缩热节处内切圆直径.可用作图法画出图4-34热节圆直件a 〕壁厚均匀b 〕壁面和交查表步骤:1〕选取比例系数c 〔先按铸件结构选择冒口类型,再选比例系数〕2〕确定冒口高度〔根据直径 D 确定〕;3〕确定每个冒口长度或冒口个数〔根据冒口延伸度确定〕.三铸件工艺出品率的校核表4-7说明校核方法.采用普通冒口时,冒口尺寸 可根据表中数值进行验算 和调整,即将冒口重量代入 计算后,假设工艺出品率低于 表中数值,那么冒口尺寸偏 大,可适当减小冒口高度; 假设高于表中数值,那么应加大 冒口尺寸或增加冒口个数.四冒口计算举例 见p133例题.图535 ZG35SiMn 铸钢齿轮铸件1模数法工艺出品率= 铸件重量铸件重量+浇铸系统重 量+冒口重量轮缘与轮辐的交接处为热节,其直径d按作图法得50〔大于轮缘厚40〕;按作图法且考虑热节增大,见P126图4-31,dy=d+〔10~30〕,取d=60 〔见P134比例法〕.轮缘热节处按表4-5应为板与杆的相交体,由图4-35可得a=d=60mm, b=180mm,c=24mm.2比例法〔热节圆法〕作业:如下列图铸钢齿圈坯件ZG25,为一圆环,中径〔|〕920,厚80,高240, 有三种补缩方案:3个6190冒口, 3个6190冒口和3个冷铁,尺寸为:宽100X厚50X高240, 6个6190冒口.按有效补缩距离检验,冒口数目是否足够?。
均衡凝固技术系列讲座:第三讲 铸铁件冒口设计方法
均衡凝固技术系列讲座:第三讲铸铁件冒口设计方法
洪礼华;魏兵
【期刊名称】《机械工人:热加工》
【年(卷),期】1996(000)004
【摘要】1.收缩模数法(1)冒口模数冒口模数计算公式如下: MR=f1·f2·f3·Mc 式中MR——冒口模数,cm MC——铸件模数,cm f1——冒口平衡系数,冒口原始模数与残余模数之比,取.f1=1.2 f2——收缩模数系数,f2=0.25~0.85 f3——补缩压力系数,补缩完成后冒口中残余铁水的压力,或称安全系数f3=1.0~1.3 (2)冒口体积冒口体积的基本计算公式如下: VR=VC·F/(η-F)
【总页数】3页(P19-21)
【作者】洪礼华;魏兵
【作者单位】不详;不详
【正文语种】中文
【中图分类】TG250.6
【相关文献】
1.均衡凝固技术系列讲座第一讲铸铁件均衡凝固工艺(上) [J], 洪礼华;魏兵
2.均衡凝固技术系列讲座第一讲铸铁件均衡凝固工艺(下) [J], 洪礼华;魏兵
3.均衡凝固技术系列讲座第二讲铸铁件冒口的类型及应用 [J], 洪礼华;魏兵
4.均衡凝固技术系列讲座:第四讲无冒口铸造工艺 [J], 洪礼华;魏兵
5.均衡凝固技术系列讲座——第六讲压迫浇冒口系统(二) [J], 洪礼华;魏兵
因版权原因,仅展示原文概要,查看原文内容请购买。
铸铁件冒口定量设计课件

(4)横浇道模数 Mh
Mh=f横.f2.Mc
f横=0.75~0.85 f2 ——收缩模数系数 Mc ——铸件模数 根据横浇道模数Mh,求出横浇道尺寸
10 浇注系统充填与补缩一体化设计
(1)充填设计(保证浇注时间,大流量,平稳 洁净,有合理的流态,可控的流动路径)
(2)补缩设计(足够的补缩时间和补缩量) (3)取二者较大者,再核算 (4)给出二者都满足的尺寸
(5)内浇道模数Mn
Mn=f内f2.f4Mc f内=0.35~0.40 f2 ——收缩模数系数 f4 ——冒口颈长度系数 f4=0.8~1.0 Mc ——铸件模数 根据内浇道模数Mn,求出内浇道尺寸
11 铸铁件冒口系列
12 结论
(1)冒口位置不要放在铸件的几何热节上; (2)冒口颈 短、 厚、 宽。 (3)铸铁件收缩时间分数,流通效应系数对
提高中国铸件在国际市场上 的竞争力
谢谢
Qm= G Mc3
3 铸铁件均衡凝固冒口设计方法
(1)收缩模数计算法(3f法) (2)查表法 (3)分段比例查表法
4 收缩模数计算法(3 f法)
(1)冒口体模数MR MR=f1f2f3Mc
f1 ——冒口平衡系数 f2 ——收缩模数系数 f3 ——冒口压力系数 Mc ——铸件模数
取f1=1.2 f2=√P f3=1.1~1.3
冒口,冒口颈大小的影响显著。 (4)无冒口铸造的本质是浇注系统当冒口。
均衡凝固技术1988年获 国家科技进步二等奖
1989年国家科委成都均衡凝固推广班
谢谢
联系方式 地址:710048 西安理工大学608信箱
《铸造技术》杂志 电话/传真: 即时联系: Email:
附件
提高铸造企业工艺水平和 铸件品质
模数法计算铸件冒口尺寸
模数法计算铸件冒口尺寸哎呀,说到模数法计算铸件冒口尺寸,这可真是个技术活儿,得有点耐心和细心才行。
咱们先得搞清楚,冒口是干啥用的。
简单来说,冒口就是铸造过程中,用来补充铸件凝固时收缩的那部分金属的。
要是冒口尺寸没算好,铸件可能就会有缺陷,比如缩孔啊、缩松啊,那可就麻烦大了。
好了,咱们开始吧。
首先得有个铸件的图,得知道它的体积、形状和材料。
这些信息都很重要,因为它们决定了冒口需要补充多少金属。
比如说,铸件体积大,冒口就得大点;材料收缩率大,冒口也得大点。
接下来,咱们得确定模数。
模数就是冒口体积和铸件体积的比值。
这个比值可不是随便定的,得根据铸件的材料和结构来。
比如说,对于一般的铸铁件,模数可能在0.03到0.05之间;对于铸钢件,可能在0.02到0.04之间。
这个范围得根据实际经验来调整。
然后,咱们就可以开始计算了。
比如说,你有个铸件,体积是100立方厘米,材料是铸铁,模数咱们就取0.04吧。
那么冒口的体积就是100乘以0.04,等于4立方厘米。
这就是冒口需要的金属量。
但是,这还没完呢。
冒口的形状也得考虑进去。
冒口不能太大,也不能太小,得保证金属能顺利流入铸件。
一般来说,冒口的形状可以是圆柱形、圆锥形或者半球形。
每种形状的计算方法都不一样,得根据具体情况来。
比如说,你选择了圆柱形冒口,那么还得计算冒口的高度和直径。
这得根据冒口的体积和形状来。
比如说,你想让冒口的高度是直径的两倍,那么就可以设直径为x,高度为2x。
然后根据体积公式,πx²2x=4,解这个方程,就可以得到x 的值。
最后,别忘了检查一下。
你得确保冒口的位置不会影响铸件的结构,也不会造成铸造过程中的麻烦。
比如说,冒口不能放在铸件的受力部位,也不能放在铸件的表面,以免影响铸件的外观和性能。
哎呀,说了这么多,感觉有点复杂。
不过,只要你耐心点,一步步来,肯定能搞定的。
毕竟,这可是关系到铸件质量的大事儿,马虎不得。
铸铁件冒口设计手册

铸铁件冒口设计手册诸葛胜福士科铸造材料(中国)有限公司铸铁冒口设计手册一、概述冒口是一个个储存金属液的空腔。
其主要作用是在铸件成形过程中提供由于体积变化所需要补偿的金属液,以防止在铸件中出现的收缩类型缺陷(如图1和图2所示),而这些需要补偿的体积变化可能有:图1 各种缩孔图2 缩孔生产图a)和冒口的补缩图b)1—一次缩孔 2—二次缩孔 3—缩松 1—缩孔 2—型腔胀大 3—铸件(虚线以内) 4—显微缩松 5—缩陷(缩凹,外缩孔)(1)铸型的胀大(2)金属的液态收缩(3)金属的凝固收缩补偿这些体积变化所需要的金属液量随着铸型和金属种类的不同而异。
此外,冒口还有排气及浮渣和非金属夹杂物的作用。
铸件制成后,冒口部分(残留在铸件上的凸块)将从铸件上除去。
由此,在保证铸件质量要求的前提下,冒口应尽可能的小些,以节省金属液,提高铸件成品率。
由此冒口的补缩效率越高,冒口将越小,铸件成品率越高、越经济。
FOSECO公司的发热保温冒口具有高达35%的补缩效率;因而,具有极高的成品率和极其优越的经济性。
在金属炉料价格飞涨的情况下,其优越性显得尤其突出。
另外,高品质发热保温冒口,及其稳定可靠的产品质量是获得高品质铸件的重要手段和可靠的质量保证。
二、铸铁的特点铸钢和铸铁都是铁碳合金,它们在凝固收缩过程中有共同之处)如凝固前期均析出初生奥氏体树枝晶,都存在着液态、凝固态和固态下的收缩),但也有不同的特点。
其根本不同之处是铸铁在凝固后期有“奥氏体+石墨”的共晶转变,析出石墨而发生体积膨胀,从而可部分地或全部抵消凝固前期所发生的体积收缩,即,具备有“自补缩的能力”。
因此在铸型刚性足够大时,铸铁件可以不设冒口或采用较小的冒口进行补缩。
灰铸铁在共晶转变过程中析出石墨,并在与枝晶间的液体直接接触的尖端优先长大,其石墨长大时所产生的体积膨胀直接作用在晶间液体上,进行“自补缩”。
对于一般低牌号的灰铁铸件,因碳硅含量高,石墨化比较完全,其体积膨胀量足以补偿凝固时的体收缩,故不需要设置冒口,只放排气口。
铸铁件收缩模数法冒口设计

铸铁件收缩模数法冒口设计
铸铁件收缩模数法冒口设计
卢国斌
【期刊名称】《科技创新与生产力》
【年(卷),期】2006(000)006
【摘要】根据均衡凝固有限补缩原理,利用铸铁件的收缩时间分数和补缩率的定量计算,提出了铸铁件收缩模数法冒口设计.
【总页数】3页(53-55)
【关键词】冒口设计;收缩时间;补缩率
【作者】卢国斌
【作者单位】山西焦煤集团公司西山机电总厂,山西,太原,030053 【正文语种】中文
【中图分类】TG2
【相关文献】
1.利用模数法设计球墨铸铁件的冒口冷铁工艺实例[J], 薛蕊莉; 林艳茹
2.用碱性树脂砂生产大模数球墨铸铁件的生产实践 [J], 郑秉和
3.《铸钢铸铁件磁粉检测》和《铸钢铸铁件渗透检测》两项国家标准在大连通过审查 [J], 全国铸造标准化技术委员会
4.排气歧管用铸铁件暨奥氏体铸铁件国家标准在河南西峡召开 [J],
5.湿砂型铸铁件的粘砂缺陷--湿砂型铸铁件缺陷讲座(一) [J], 于震中; 龚出群以上内容为文献基本信息,获取文献全文请下载。
铸钢件冒口的设计与计算-推荐下载

§4 铸钢件冒口设计设计步骤:1)确定冒口的安放位置2)初步确定冒口数量3)划分每个冒口的补缩区域,选择冒口类型4)计算冒口的具体尺寸冒口计算方法:模数法+比例法+补缩液量法(参考资料)一模数法1 计算原理要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数。
总结:M冒=1.2M件P127式4-5,左边为总收缩量,右边为由冒口补充量。
2 计算步骤1)计算铸件模数根据铸件需补缩部位,划分补缩区,分别计算铸件的模数。
计算方法:公式计算+图表计算-表4-5(p128-130)。
计算M件用L形体计算公式,为什么不用法兰体公式去套呢?(法兰体高度b无法确定)图4-33B-B剖面图中200应改为220,因计算M B时用的数值是220;另外,冒口直径为φ220,其冒口颈宽也应为220。
(A-A剖面图中200改否.)采用右边的A-A剖面冒口颈满足了要求,A-A剖面冒口颈尺寸怎么得来的呢?不要瞎懵,可列式M颈=3.74=20X/[2(20+X)],求出X=12.生产中可根据M冒数值查出标准侧冒口,得冒口尺寸(直径、高等),冒口颈尺寸,冒口体积、重量,能补缩的铸件体积及重量(M冒结合εV查)。
3)确定铸钢件体收缩率由表4-3求出。
例如,已知ZG270-500的平均W C=0.35%,若浇注温度为1560°C,可从表4-3查出εV=4.7%(碳钢εV=εC)。
如何查出的呢?浇注温度为1560°C;W C=0.40%,εV=5%;W C=0.20%,εV=3.8%;据此列式(5-3.8)/(0.4-0.2)=(5-X)/(0.4-0.35),解出X=4.7(插入法,比例法)4)确定冒口形状和尺寸查相关表格。
5)确定冒口数目6)校核冒口的最大补缩能力。
二比例法(热节圆法)见p133例题。
1 模数法轮缘与轮辐的交接处为热节,其直径d按作图法得50(大于轮缘厚40);按作图法且考虑热节增大,见P126图4-31,dy=d+(10~30),取d=60(见P134比例法)。
铸造中铸件需要使用多大直径的冒口补缩怎么计算?

铸造中铸件需要使用多大直径的冒口补缩怎么计算?铸造生产当中,冒口的设计直接关系着铸件的成品率与质量。
因此,许多铸造厂都非常重视铸件冒口的设计。
所谓冒口,顾名思义就是铁水浇注时冒上来的口,有两个主要作用,一是浇注完成后热液补缩,二是注汤时,型腔内快速排出气体。
排气作用就不说了,就说补缩,铁水在液态向固态凝固时,铸铁的铁水有个特性,先共晶,再共析,共晶过程也是膨胀的过程,共析是收缩的过程,铁水的缩性又与化学成分,冷却速度,型核分布,熔炉速度,熔炼温度,镇静时间,浇注温度有关,难以一言蔽之,铁水熔炼不控制好,就算有最好的计算结论,都是白搭。
老实说,想简单的述说清楚冒口设计的问题,很难,这个问题不是我不回答,而是我每次想回答时,都发现自己要罗列一大堆数据公式,才能把这个问题讲清楚。
这个问题看似简单,基本上等同于简述铸造工艺学。
这太费时间和精力,读者也未几能有耐心看完那样叙述。
然而,如读者真想把冒口设计的基础理论弄明白,系统的学习《铸造工艺学》是必须做的事情。
咱们今天,就只能简要的讲述一下冒口设计的基本要素。
冒口设计要根据不同的材料,不同尺寸,不同形状,不同材质的特性进行设计。
首先,铸造工艺不一样,由此引申出的各类冒口的类型也是不一样的,因而冒口尺寸计算的方法也是不一样的。
简单以材料分类,铸钢件采用的冒口计算方法有模数法,三次方程法,补缩液量法,比例法。
铸铁件因凝固方式特殊(受冶金质量和冷却速度影响),大多靠经验辅以模数法和比例法。
今天,只简单说说铸钢,公式就先都不写了。
第一,模数法模数指的是铸件被补缩部位的体积与散热表面积的比值称为模数。
模数基本等同于铸件的凝固时间,也就是说不同形状大小的铸件,只要模数相同,我们就认为他们的凝固时间几乎相等。
当我们使用模数法时,基本遵循两条原则。
1.冒口的模数需大于铸件被补缩区域的模数。
2.冒口必须有足够的金属溶液补充铸件收缩部分的体积收缩。
第二,三次方程法三次方程法是模数法的延伸,主要用于计算机辅助设计中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L/e
<1 ̄0.35 0.35 ̄0.45 0.45 ̄0.55 0.55 ̄0.70 0.7 ̄1.2
冷冒口 0.35 ̄0.45 0.45 ̄0.55 0.55 ̄0.70
0.7 ̄1.2
注: L 为冒口颈的长度; e 为冒口颈的厚度。
4 结论 1 ) 根据铸铁件均衡凝固理论, 利用收缩时间
对于单个冒口补缩的情况, 补缩对象本身就是 铸件; 对于多个冒口补缩的情况, 每个冒口所覆盖 的补缩范围的铸件分体集合, 就是该冒口的补缩对 象, 即一部分铸件。铸铁件的补缩应满足以下条件:
1) 补缩通道的凝固截断时间要晚于补缩对象 凝固到达均衡点的时间, 保证补缩液量能够流动传 输。
2) 补缩液源应具有足够的补缩液量, 以保障
2.4 冒口颈大小的确定
冒口颈作为连接补缩液源—铸件的过渡通道,
除具有补缩通道的作用外, 与通常意义的补缩通道
不同的是: 由于强烈的补缩流通效应、冒口颈区域
的尖角砂效应, 都使冒口颈的实际凝固时间远远大
于根据模数的理论计算出的数值; 由于补缩液流
通, 冒口颈中的金属液随时被冒口体中的更高温金
属液更新, 只要这种流动存在, 冒口颈就不会凝固
畅通时间占铸件收缩时间的分额表示, 则冒口提供
" # " $ 2
2
的补缩液量应不小于
1-
Mg
2
Ms
Vf =
1-
Mg
2
Ms
Fc
Gc 。 ρ
54
2 0 0 6 年 6 月第 6 期
TAIYUAN S CI-TECH
应
用
技
术
6) 计算冒口颈模数, f4 的推荐值如表 2 所示:
表 2 冒口颈模数系数( f4)的取值推荐表
Abstr act: According to the non-directional solidficasion limited feeding theory, using shrinkage time of casting iron casting and quantitative account of feeding rate, puts forward riser design by shrinkage module calculation method for iron casting.
铸铁件的补缩持续作用时间与补缩液量, 与铸 铁合金的收缩时间、收缩率不同。铸铁合金的收缩 时间、收缩率是在一定的工艺条件下, 用规定的试 样(一种特定的铸件) 测定的收缩、补缩特性参数。 铸铁件的补缩持续作用时间与补缩液量与浇注条 件、浇冒口设置位置、铸型冷却特性、铸型硬度等 工艺条件及铸件本身的结构有关, 具有动态特性。 这种动态特性, 按照补缩液源—补缩通道—补缩对 象的补缩模型, 可以用收缩时间分数 ( Pc) 、补缩率 ( Fc) 概念来描述。
5) 计算冒口体模数 Mr 时: f1 推荐取 1.2, 并按
补缩液量法进行校核; f3 推荐按表 1 选取。
表 1 补缩压力系数( f3)的取值推荐表
qm / ( kg·cm-3) < 2
f3
1.1
2 ̄5 5 ̄20 20 ̄50 1.2 1.3 1.4
> 50 1.5
对于实际生产, 许多情况是采用浇注系统和冒
Abstr act:Introduces the constructing method of lift breakdown wireless online alarm-monitoring system, discusses from characteristics, composition, work principle and function.
Li Lin
Abstr act: This text introduces combines applied high all of the accuracies in success stands type instrument adoption the
triangle and high distance" level type" prognosticates the method, establish the high distance control net in Youyu Tiefeng min-
补缩持续作用时间, 取决于被补缩对象在铸 型、合金、浇注等生产条件下的均衡点到达时间; 补缩液量取决于补缩对象在到达均衡点过程中自补 缩不足的体积差额。因此, 铸铁件均衡凝固有限补 缩冒口设计在冒口位置、大小、补缩时间等方面都 与铸钢件顺序凝固有着显著的不同。
从冒口补缩的角度出发, 可以将其简化为补缩 液源—补缩通道—补缩对象的研究模型。
口 联 合 补 缩 方 式 , 浇 注 系 统 提 供 的 补 缩 液 量 Vg 占
Vf 相当的比例; 扣除浇注系统凝固之前提供的补缩 液量, 剩余的差额部分 ( Vf- Vg ) 才 由 冒 口 提 供 ,
冒口实现可靠补缩的前提条件是: 冒口能提供的补
缩液量不小于 ( Vf- Vg ) 。
浇 注 系 统 提 供 的 补 缩 液 量 Vg 用 浇 注 系 统 保 持
收稿日期:2006- 04- 26; 修回日期:2006- 05- 08 作者简介:卢国斌( 1974- ) , 男, 山西万荣人。1995 年 7 月毕
业于太原理工大学, 工程师。
补缩对象的收缩需求。 3) 补缩源应具有克服补缩流动传输沿程阻力
的补缩压力, 使补缩液体定向流到需要补缩处, 保 证铸件在凝固过程中一直处于正压状态, 即冒口停 止补缩时, 冒口中还有一定的残余铁液压头。
分数描述铸件均衡点, 进行补缩设计, 能适应铸铁 动态补缩特性。
2 ) 采用收缩模数法冒口补缩设计, 实现了冒
口位置、冒口个数、冒口体和冒口颈大小的定量计
算。
3) 运用收缩模数法设计我厂压滤机压滤板铸
造工艺, 取得了良好效果。
参考文献:
[1] 魏兵, 袁森, 张卫华, 等.铸铁件均衡凝固技术及其应用
冒口放在补缩对象的均衡段上。均衡段是模数方式
描述的铸件均衡点, 均衡段可以是铸件的某分体,
也可以是铸件上人为构造的分体。
2.2 冒口个数的确定 按 补 缩 液 源 —补 缩 通 道 —补 缩 对 象 模 型 的 顺
序, 铸件由一组厚大热节分体和附属的中间分体构 成, 如果铸件存在一个均衡段, 并且该均衡段满足
Keywor ds: lift; breakdown wireless collect-transmit system; wireless relay amplify system
( 上接第 50 页)
Foundation of the High Distance Contr ol Net in Youyu Tiefeng Miner al Distr ict of Da Tong Coal Miner al Gr oup
[M].北京: 机械工业出版社, 1998: 10- 30.
( 山西焦煤集团公司西山机电总厂, 山西 太原
030053)
( 责任编辑 刘长生)
Riser Design by Shr inkage Module Calculation Method for Ir on Castings
Lu Guobin
1) 收缩时间分数 ( Pc) : 补缩对象在凝固过程 中膨胀一收缩动态叠加净结果为 0 的时间为补缩对 象的均衡点时间, 即表观收缩时间。定义补缩对象 表观收缩时间与收缩对象总凝固时间的比值, 为其 收缩时间分数。
2) 补缩率 ( Fc) : 铸件从浇注系统、冒口抽咽 的补缩液量, 称为铸件的补缩量, 其物理意义是铸 件自补缩不足的体积差额, 补缩量与铸件体积之 比, 称为铸件的补缩率, 即补缩对象需要的补缩量 与其体积之比, 为补缩对象的补缩率。
个数。均衡段和补缩通道共同决定冒口的个数。
2.3 冒口体大小的确定 冒口作为补缩液量的提供者, 既有补缩通道的
要求, 又有补缩液源和补缩压力的要求, 从模数的 角度可以表示如下:
Mr=Ms+
Vf Ar
+
Vp Ar
=f1f3Ms=f1f2f3Mc
,
( 3)
式中: Mr — ——冒口模数, cm; Vf — ——补缩液量, cm3; Ar — —— 冒口散热表面积, cm2; VP — ——形成补缩压力的安全液量, cm3; f1 — ——补缩液量平衡系数。
文章编号:1006- 4877( 2006) 06- 0053- 03
2 0 0 6 年 6 月第 6 期
TAIYUAN S CI-TECH
应
用
技
术
铸铁件收缩模数法冒口设计
卢国斌
摘 要:根 据 均 衡 凝 固 有 限 补 缩 原 理 , 利 用 铸 铁 件 的 收 缩 时 间分数和补缩率的定量计算, 提出了铸铁件收缩模数法冒口 设计。 关键词:冒 口 设 计 ;收 缩 时 间 ;补 缩 率 中图分类号:TG241 文献标识码:A
53
应
用
技
术
2 0 0 6 年 6 月第 6 期
TAIYUAN S CI- TECH
为了描述铸件的结构特征, 引入模数的概念,
定义: 铸件的体积 ( Vc) 与其散热表面积 ( Ac) 之 比, 称为铸件的模数 ( Mc) , 可由铸件结构尺寸计 算:
Mc
=
Vc Ac
。
( 1)
2 收缩模数法补缩设计原理
Keywor ds: riser design; shrinkage time; feeding rate
( 上接第 52 页)
Design Br eakdown Wir eless Online Alar m- monitor ing System of Housing Estate Lift