铸钢件冒口的设计规范.
完整版铸钢件冒口的设计与计算
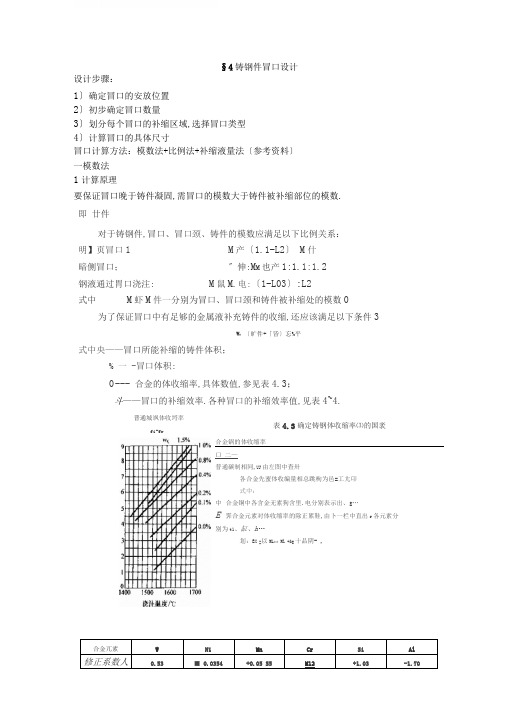
§4铸钢件冒口设计设计步骤:1〕确定冒口的安放位置2〕初步确定冒口数量3〕划分每个冒口的补缩区域,选择冒口类型4〕计算冒口的具体尺寸冒口计算方法:模数法+比例法+补缩液量法〔参考资料〕一模数法1计算原理要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数.即 廿件对于铸钢件,冒口、冒口颈、铸件的模数应满足以下比例关系:明】页冒口1M 产〔1.1-L2〕 M 什 暗侧冒口;〞伸:M M 也产1:1.1:1.2 钢液通过胃口浇注:M 鼠M.电:〔1-L03〕:L2 式中 M 虾M 件一分别为冒口、冒口颈和铸件被补缩处的模数0为了保证冒口中有足够的金属液补充铸件的收缩,还应该满足以下条件3W V 〔旷件+「皆〕忘%平式中央——冒口所能补缩的铸件体积;% 一 -冒口体积:0 --- 合金的体收缩率,具体数值,参见表4.3;斗——冒口的补缩效率.各种冒口的补缩效率值,见表4~4.表4.3确定铸钢体收缩率⑶的国袤 合金锅的体收缩率 口 二—普通碳制相同,UJ 由左图中查卅各合金先蜜体收编量相总跳枸为邑=工尢卬式中:中 合金铜中各含金无素狗含里.电分别表示出、g …E 霁合金元素对体收缩率的除正累鞋,由卜一栏中直出r 各元素分别为t1、缸、h …划:EX =以ML** Ml +&g 十品阴- ,合金兀素W Ni Mn Cr Si Al 修正系数人0.53 ■ 0.0354 +0.05 S5 M12 +1.03 -1.70 普通城飒体收埒率fi-fr总结:M冒=1.2M件P127式4-5,左边为总收缩量,右边为由冒口补充量2计算步骤1〕计算铸件模数根据铸件需补缩部位,划分补缩区,分别计算铸件的模数.计算方法:公式计算+图表计算—表4-5 〔p128-130〕.2〕计算冒口及胃口颈模数.根据热节的位置,确定胃口的类型,再根据式〔4-2〕或式〔4-3〕、式〔4-4〕. 即可计算出国口及冒口颈模数计算举例;铸钢件在下部法上处放置暗冒口补缩. 如图4-3三所示.求吩和利用表4・5中上形体计算公式,法兰处o=200mm, b—lOOnun*非散热面可得:“*0x20 …M 社=—j ---- ——cm = 3.636cm件2〔10 + 20〕-5因浇口通过冒口,故:1.05Mr = 374 cm 加冒=L2A/件=436 cmS 中左边的冒口颈…W R=〔22X 10X2〔22+10〕]四4一箝补缩铸钢件法兰的目口颈cm- 3.43cm,小于3.74cm,不能满足补缩要求,在铸件热节处将出现缩松口采用右边的冒口颈,必=Q0X 12V[2QO+I2〕]crti=3.75cm,满足了要求.计算M件用L形体计算公式,为什么不用法兰体公式去套呢?〔法兰体高度b无法确定〕图4-33B-B剖面图中200应改为220,因计算M B时用的数值是220;另外, 冒口直径为〔|〕220,其冒口颈宽也应为220.〔A-A剖面图中200改否.〕采用右边的A-A剖面冒口颈满足了要求,A-A剖面冒口颈尺寸怎么得来的呢?不要瞎懵,可列式M仝^=3.74=20X/[2 〔20+X〕],求出X=12.生产中可根据M冒数值查出标准侧冒口,得冒口尺寸〔直径、高等〕,冒口颈尺寸,冒口体积、重量,能补缩的铸件体积及重量〔 M冒结合一查〕.3〕确定铸钢件体收缩率由表4-3求出.例如,ZG270-500的平均W C=0.35%,假设浇注温度为1560℃,可从表4-3 查出=4.7%〔碳钢e V= e C〕.£V如何查出的呢?浇注温度为1560 C; W C=0.40%, ev=5%; W C=0.20%,&V=3.8%;据此列式〔5-3.8〕 / 〔0.4-0.2〕 = 〔5-X〕 / 〔0.4-0.35〕,解出X=4.7 〔插入法,比例法〕4〕确定冒口形状和尺寸查相关表格.5〕确定冒口数目6〕校核冒口的最大补缩水平.二比例法〔热节圆法〕使冒口根部直径大于铸件被补缩处热节圆直径或壁厚, 再以冒口根部直径来确定其他尺寸.D=cd式中D ……冒口根部直径;c ••…比例系数,参见表4-6;〔查表步骤〕d ……铸件被补缩热节处内切圆直径.可用作图法画出图4-34热节圆直件a 〕壁厚均匀b 〕壁面和交查表步骤:1〕选取比例系数c 〔先按铸件结构选择冒口类型,再选比例系数〕2〕确定冒口高度〔根据直径 D 确定〕;3〕确定每个冒口长度或冒口个数〔根据冒口延伸度确定〕.三铸件工艺出品率的校核表4-7说明校核方法.采用普通冒口时,冒口尺寸 可根据表中数值进行验算 和调整,即将冒口重量代入 计算后,假设工艺出品率低于 表中数值,那么冒口尺寸偏 大,可适当减小冒口高度; 假设高于表中数值,那么应加大 冒口尺寸或增加冒口个数.四冒口计算举例 见p133例题.图535 ZG35SiMn 铸钢齿轮铸件1模数法工艺出品率= 铸件重量铸件重量+浇铸系统重 量+冒口重量轮缘与轮辐的交接处为热节,其直径d按作图法得50〔大于轮缘厚40〕;按作图法且考虑热节增大,见P126图4-31,dy=d+〔10~30〕,取d=60 〔见P134比例法〕.轮缘热节处按表4-5应为板与杆的相交体,由图4-35可得a=d=60mm, b=180mm,c=24mm.2比例法〔热节圆法〕作业:如下列图铸钢齿圈坯件ZG25,为一圆环,中径〔|〕920,厚80,高240, 有三种补缩方案:3个6190冒口, 3个6190冒口和3个冷铁,尺寸为:宽100X厚50X高240, 6个6190冒口.按有效补缩距离检验,冒口数目是否足够?。
冒口设计参考
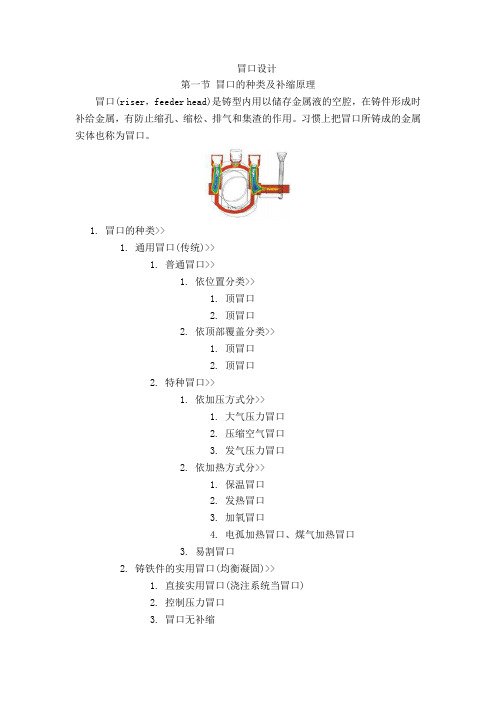
冒口设计第一节冒口的种类及补缩原理冒口(riser,feeder head)是铸型内用以储存金属液的空腔,在铸件形成时补给金属,有防止缩孔、缩松、排气和集渣的作用。
习惯上把冒口所铸成的金属实体也称为冒口。
1.冒口的种类>>1.通用冒口(传统)>>1.普通冒口>>1.依位置分类>>1.顶冒口2.顶冒口2.依顶部覆盖分类>>1.顶冒口2.顶冒口2.特种冒口>>1.依加压方式分>>1.大气压力冒口2.压缩空气冒口3.发气压力冒口2.依加热方式分>>1.保温冒口2.发热冒口3.加氧冒口4.电孤加热冒口、煤气加热冒口3.易割冒口2.铸铁件的实用冒口(均衡凝固)>>1.直接实用冒口(浇注系统当冒口)2.控制压力冒口3.冒口无补缩2.冒口形状冒口的形状有圆柱形、球顶圆柱形、长(腰)圆柱形、球形及扁球形等多种3.通用冒口补缩原理>>1.基本条件>>1.冒口凝固时间大于或等于铸件(被补缩部分)的凝固时间2.有足够的金属液补充铸件的液态收缩和凝固收缩,补偿浇注后型腔扩大的体积3.在凝固期间,冒口和被补缩部位之间存在补缩通道,扩张角向着冒口2.选择冒口位置的原则>>1.冒口应就近设在铸件热节(hotspot)的上方或侧旁2.冒口应尽量设在铸件最高、最厚的部位。
对低处的热节增设补贴或使用冷铁,造成补缩的有利条件3.冒口不应设在铸件重要的、受力大的部位,以防组织粗大降低强度4.冒口位置不要选在铸造应力集中处,应注意减轻对铸件的收缩阻碍,以免引起裂纹5.尽量用一个冒口同时补缩几个热节或铸件6.冒口布置在加工面上,可节约铸件精整工时,零件外观好7.不同高度上的冒口,应用冷铁使各个冒口的补缩范围隔开3.冒口有效补缩距离的确定>>冒口的有效补缩距离为冒口作用区与末端区长度之和,它是确定冒口数目的依据,与铸件结构、合金成分及凝固特性、冷却条件、对铸件质量要求的高低等多种因素有关,简称为冒口补缩距离1.铸钢件冒口的补缩距离有色合金的冒口补缩距离外冷铁的影响补贴(padding)的应用第二节铸钢件冒口的设计与计算铸钢件冒口属于通用冒口,其计算原理适用于实行顺序凝固的一切合金铸件。
铸件冒口设计的原则及方法

图 4 冒口放在两热节之间的工艺对比
放在最后凝固的部位和几何热节处,形成 的接触热节和冒口补缩液流通效应的影 响,会使冒口安放处铸件的凝固时间延长, 相应增加对冒口补缩时间的要求,同时也 对热节处的内在质量产生不利的影响。为 此,文献[4]提出了动态顺序凝固的概念。 动态顺序凝固是指冒口离开热节,放在近 热节处,利用冒口根处形成的接触热节和 冒口补缩液的流通效应,实现铸件各部分 朝向冒口的顺序凝固。其实质是使铸件的 几何热节与设置冒口形成的接触热节相分 离,并控制次热节处所形成的接触热节,使 其凝固模数比几何热节的大,比冒口的小, 将凝固顺序由薄壁→次热节→几何热节→ 几何热节处的接触热节→冒口,改变为薄 壁→几何热节→次热节处的接触热节→冒 口,既避免了接触热节处热量过分集中,又 利用接触热节的热效应,在冒口和几何热 节之间形成补缩通道,保证冒口对几何热 节的补缩。
采用模数法计算出的冒口体积,应该
用补缩液量法进行校核,即冒口体积 V 应 r
满足式(1)。
3.2 热节圆比例法
热节圆比例法是一种经验性方法。采
用作图法或几何公式计算出热节圆直径 T, 然后根据铸件不同截面形状确定例系数α的数值多来源于工程实
科技创新导报 Science and Technology Innovation Herald
101
科技创新导报 2008 NO.27 Science and Technology Innovation Herald
工 程 技 术
图 5 冒口直径与铸件厚度热节圆直径的 关系
使膨胀压力得以控制,避免铸型扩大,一般
铸件凝固过程中,冒口液面不断下降, 体积减少,散热表面积增加,冒口模数动态
变小;铸件获得补缩液体后热量增加,凝固
铸铁件冒口设计手册

铸铁件冒口设计手册诸葛胜福士科铸造材料(中国)有限公司铸铁冒口设计手册一、概述冒口是一个个储存金属液的空腔。
其主要作用是在铸件成形过程中提供由于体积变化所需要补偿的金属液,以防止在铸件中出现的收缩类型缺陷(如图1和图2所示),而这些需要补偿的体积变化可能有:图1 各种缩孔图2 缩孔生产图a)和冒口的补缩图b)1—一次缩孔 2—二次缩孔 3—缩松 1—缩孔 2—型腔胀大 3—铸件(虚线以内) 4—显微缩松 5—缩陷(缩凹,外缩孔)(1)铸型的胀大(2)金属的液态收缩(3)金属的凝固收缩补偿这些体积变化所需要的金属液量随着铸型和金属种类的不同而异。
此外,冒口还有排气及浮渣和非金属夹杂物的作用。
铸件制成后,冒口部分(残留在铸件上的凸块)将从铸件上除去。
由此,在保证铸件质量要求的前提下,冒口应尽可能的小些,以节省金属液,提高铸件成品率。
由此冒口的补缩效率越高,冒口将越小,铸件成品率越高、越经济。
FOSECO公司的发热保温冒口具有高达35%的补缩效率;因而,具有极高的成品率和极其优越的经济性。
在金属炉料价格飞涨的情况下,其优越性显得尤其突出。
另外,高品质发热保温冒口,及其稳定可靠的产品质量是获得高品质铸件的重要手段和可靠的质量保证。
二、铸铁的特点铸钢和铸铁都是铁碳合金,它们在凝固收缩过程中有共同之处)如凝固前期均析出初生奥氏体树枝晶,都存在着液态、凝固态和固态下的收缩),但也有不同的特点。
其根本不同之处是铸铁在凝固后期有“奥氏体+石墨”的共晶转变,析出石墨而发生体积膨胀,从而可部分地或全部抵消凝固前期所发生的体积收缩,即,具备有“自补缩的能力”。
因此在铸型刚性足够大时,铸铁件可以不设冒口或采用较小的冒口进行补缩。
灰铸铁在共晶转变过程中析出石墨,并在与枝晶间的液体直接接触的尖端优先长大,其石墨长大时所产生的体积膨胀直接作用在晶间液体上,进行“自补缩”。
对于一般低牌号的灰铁铸件,因碳硅含量高,石墨化比较完全,其体积膨胀量足以补偿凝固时的体收缩,故不需要设置冒口,只放排气口。
铸铁件冒口定量设计课件

(4)横浇道模数 Mh
Mh=f横.f2.Mc
f横=0.75~0.85 f2 ——收缩模数系数 Mc ——铸件模数 根据横浇道模数Mh,求出横浇道尺寸
10 浇注系统充填与补缩一体化设计
(1)充填设计(保证浇注时间,大流量,平稳 洁净,有合理的流态,可控的流动路径)
(2)补缩设计(足够的补缩时间和补缩量) (3)取二者较大者,再核算 (4)给出二者都满足的尺寸
(5)内浇道模数Mn
Mn=f内f2.f4Mc f内=0.35~0.40 f2 ——收缩模数系数 f4 ——冒口颈长度系数 f4=0.8~1.0 Mc ——铸件模数 根据内浇道模数Mn,求出内浇道尺寸
11 铸铁件冒口系列
12 结论
(1)冒口位置不要放在铸件的几何热节上; (2)冒口颈 短、 厚、 宽。 (3)铸铁件收缩时间分数,流通效应系数对
提高中国铸件在国际市场上 的竞争力
谢谢
Qm= G Mc3
3 铸铁件均衡凝固冒口设计方法
(1)收缩模数计算法(3f法) (2)查表法 (3)分段比例查表法
4 收缩模数计算法(3 f法)
(1)冒口体模数MR MR=f1f2f3Mc
f1 ——冒口平衡系数 f2 ——收缩模数系数 f3 ——冒口压力系数 Mc ——铸件模数
取f1=1.2 f2=√P f3=1.1~1.3
冒口,冒口颈大小的影响显著。 (4)无冒口铸造的本质是浇注系统当冒口。
均衡凝固技术1988年获 国家科技进步二等奖
1989年国家科委成都均衡凝固推广班
谢谢
联系方式 地址:710048 西安理工大学608信箱
《铸造技术》杂志 电话/传真: 即时联系: Email:
附件
提高铸造企业工艺水平和 铸件品质
重力浇铸冒口设计原则
重力浇铸冒口设计原则
重力浇铸是一种常见的铸造工艺,它的冒口设计对于铸件的质量和成本都有着重要的影响。
下面我们来探讨一下重力浇铸冒口设计的原则。
冒口的位置应该尽可能地靠近铸件的最高点,这样可以使铸件内部的气体和杂质更容易地排出,从而避免铸件内部的缺陷和夹杂。
同时,冒口的位置也应该考虑到铸件的形状和结构,以便于冒口的顺利切割和去除。
冒口的形状应该尽可能地简单,以便于切割和去除。
一般来说,圆形或方形的冒口是比较常见的选择,因为它们可以很容易地被机器切割和去除。
此外,冒口的大小也应该根据铸件的大小和形状来确定,以确保冒口能够顺利地排出铸件内部的气体和杂质。
第三,冒口的数量和位置也应该根据铸件的大小和形状来确定。
一般来说,较大的铸件需要更多的冒口,以便于更好地排出内部的气体和杂质。
此外,冒口的位置也应该考虑到铸件的结构和形状,以便于冒口能够顺利地切割和去除。
冒口的设计还应该考虑到铸件的成本和生产效率。
一般来说,冒口的设计应该尽可能地简单和经济,以便于降低生产成本和提高生产效率。
此外,冒口的设计还应该考虑到铸件的质量和性能,以确保铸件能够满足客户的要求和需求。
重力浇铸冒口设计是铸造工艺中非常重要的一环,它的设计原则应该考虑到铸件的形状、结构、大小、成本和生产效率等多个方面。
只有合理地设计冒口,才能够保证铸件的质量和性能,从而满足客户的要求和需求。
铸钢件冒口的设计与计算-推荐下载

§4 铸钢件冒口设计设计步骤:1)确定冒口的安放位置2)初步确定冒口数量3)划分每个冒口的补缩区域,选择冒口类型4)计算冒口的具体尺寸冒口计算方法:模数法+比例法+补缩液量法(参考资料)一模数法1 计算原理要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数。
总结:M冒=1.2M件P127式4-5,左边为总收缩量,右边为由冒口补充量。
2 计算步骤1)计算铸件模数根据铸件需补缩部位,划分补缩区,分别计算铸件的模数。
计算方法:公式计算+图表计算-表4-5(p128-130)。
计算M件用L形体计算公式,为什么不用法兰体公式去套呢?(法兰体高度b无法确定)图4-33B-B剖面图中200应改为220,因计算M B时用的数值是220;另外,冒口直径为φ220,其冒口颈宽也应为220。
(A-A剖面图中200改否.)采用右边的A-A剖面冒口颈满足了要求,A-A剖面冒口颈尺寸怎么得来的呢?不要瞎懵,可列式M颈=3.74=20X/[2(20+X)],求出X=12.生产中可根据M冒数值查出标准侧冒口,得冒口尺寸(直径、高等),冒口颈尺寸,冒口体积、重量,能补缩的铸件体积及重量(M冒结合εV查)。
3)确定铸钢件体收缩率由表4-3求出。
例如,已知ZG270-500的平均W C=0.35%,若浇注温度为1560°C,可从表4-3查出εV=4.7%(碳钢εV=εC)。
如何查出的呢?浇注温度为1560°C;W C=0.40%,εV=5%;W C=0.20%,εV=3.8%;据此列式(5-3.8)/(0.4-0.2)=(5-X)/(0.4-0.35),解出X=4.7(插入法,比例法)4)确定冒口形状和尺寸查相关表格。
5)确定冒口数目6)校核冒口的最大补缩能力。
二比例法(热节圆法)见p133例题。
1 模数法轮缘与轮辐的交接处为热节,其直径d按作图法得50(大于轮缘厚40);按作图法且考虑热节增大,见P126图4-31,dy=d+(10~30),取d=60(见P134比例法)。
铸造工艺学冒口设计方案

保温作用:冒口可 以减缓铸件凝固速 度,提高铸件质量
冒口的设计原则
保证补缩量:根据铸件的结 构、尺寸、壁厚等确定冒口 的补缩量
便于操作:冒口的位置应便 于操作,以便于浇注和清理
减少金属消耗:在保证补缩 量的前提下,尽量减少冒口 的金属消耗
避免形成热节:冒口的设计 应避免形成热节,以防止铸 件产生缩孔和缩松等缺陷
计算法
冒口体积计算 冒口直径计算 冒口高度计算 冒口材料选择
实验法
实验目的:确定最 佳冒口尺寸和位置
实验步骤:设计多 种方案,进行实际 铸造实验
实验结果:观察铸 件质量,分析实验 数据
结论:根据实验结 果,确定最佳冒口 设计方案
05 冒口的设计优化
减小冒口体积
优化冒口结构: 采用合理的冒 口结构,如分 片式、组合式 等,以减
冒口的设计原则: 根据铸件的结构、 尺寸、材质等因 素进行设计
冒口的设计方法: 根据铸造工艺学 原理,采用合适 的冒口尺寸、形 状和位置
冒口设计的实际 应用:在铸铁件 生产中,根据实 际情况选择合适 的冒口设计方案, 提高铸件质量和 生产效率
铝合金铸件的冒口设计
口体积
降低冒口高度: 通过减小冒口 高度,减少冒 口体积,同时 保证补缩效果
减小冒口直径: 采用较小的冒 口直径,以减 小冒口体积, 同时保证补缩
效果
改进冒口材料: 采用轻质、高 强度、低热膨 胀系数的材料 制作冒口,以 减小冒口体积
提高冒口补缩效率
确定冒口的位置和数量 选择合适的冒口类型 优化冒口尺寸和形状 控制冒口补缩时间
铸造工艺学冒口设计 方案
,a click to unlimited possibilities
汇报人:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸钢件冒口的设计规范钢水从液态冷却到常温的过程中,体积发生收缩。
在液态和凝固状态下,钢水的体积收缩可导致铸件产生缩孔、缩松。
冒口的作用就是补缩铸件,消除缩孔、缩松缺陷。
另外,冒口还具有出气和集渣的作用。
1、冒口设计的原则和位置1.1冒口设计的原则1.1.1、冒口的凝固时间要大于或等于铸件(或铸件被补缩部分)的凝固时间。
1.1.2、冒口所提供的补缩液量应大于铸件(或铸件被补缩部分)的液态收缩、凝固收缩和型腔扩大量之和。
1.1.3、冒口和铸件需要补缩部分在整个补缩的过程中应存在通道。
1.1.4、冒口体内要有足够的补缩压力,使补缩金属液能够定向流动到补缩对象区域,以克服流动阻力,保证铸件在凝固的过程中一直处于正压状态,既补缩过程终止时,冒口中还有一定的残余金属液高度。
1.1.5、在放置冒口时,尽量不要增大铸件的接触热节。
1.2、冒口位置的设置1.2.1、冒口一般应设置在铸件的最厚、最高部位。
1.2.2、冒口不可设置在阻碍收缩以及铸造应力集中的地方。
1.2.3、要尽量把冒口设置在铸件的加工面或容易清除的部位。
1.2.4、对于厚大件一般采用大冒口集中补缩,对于薄壁件一般采用小冒口分散补缩。
1.2.5、应根据铸件的技术要求、结构和使用情况,合理的设置冒口。
1.2.6、对于清理冒口困难的钢种,如高锰钢、耐热钢铸件的冒口,要少放或不放,非放不可的,也尽量采用易割冒口或缩脖型冒口。
2、设置冒口的步骤与方法冒口的大小、位置及数量对于铸钢件的质量至关重要。
对于大型铸钢件来说,必须把握技术标准及使用情况,充分了解设计意图,分清主次部位,集中解决关键部位的补缩。
以模数法为例,冒口设计的步骤如下:2.1、对于大、中型铸钢件,分型面确定之后,首先要根据铸件的结构划分补缩范围,并计算铸件的模数(或铸件被补缩部分的模数)M铸。
2.2、根据铸件(或铸件被补缩部分)的模数M铸,确定冒口模数M冒。
2.3、计算铸件的体收缩ε。
2.4、确定冒口的具体形状和尺寸。
2.5、根据冒口的补缩距离,校核冒口的数量。
2.6、根据铸件结构,为了提高补缩距离,减少冒口的数量,或者使冒口的补缩通道畅通,综合设置内外冷铁及冒口增肉。
2.7、校核冒口的补缩能力,要求ε(V冒+V件)≤V冒η。
3、设计冒口尺寸的方法3.1、模数法在铸件的材料、铸型的性质和浇注条件确定之后,铸件的凝固时间决定于铸件的模数。
模数M=V/A(厘米),V—体积(厘米3);A—散热面积(厘米2)。
随着办公条件的改善,计算机的普及,模数可以用计算机进行计算。
方法是:用SolidWorks软件画出铸件(或铸件被补缩部分)的立体图,计算出铸件的体积和散热面积,然后用公式M=V/A计算模数。
冒口的凝固时间大于铸件的凝固时间,冒口的模数一般是铸件模数的1.1~1.2倍,M冒=1.1~1.2M铸对于厚实铸件,如:圆柱体、块状铸件,用模数法确定的冒口往往偏大,故必须采取一些方法加快铸件的凝固,同时延长冒口的凝固时间。
通常采用以下方法:1、加放内、外冷铁;2、补浇冒口;3、采用保温冒口。
采用以上措施后,M冒=KM铸,K按下表进行选择。
注:对于要求比较高的铸件、探伤件,尽量不放内冷铁。
3.2、热节圆法根据铸件壁厚部位热节圆的大小来确定冒口尺寸的一种方法。
热节圆法主要适用于轮形铸件,一般冒口与热节不连通,需要用滚热节圆的方法确定冒口增肉,然后确定冒口尺寸。
可以用绘图软件画出铸件热节的形状,然后画出热节的内切圆,即为热节圆。
4、钢的体收缩率碳钢的体收缩率εC的大小与碳钢的含碳量和浇注温度有关。
如下图:合金钢的体收缩率比碳钢大,它既与含碳量和浇注温度有关也与合金元素及其含量有关。
合金元素对铸钢体收缩率的影响如下:合金元素W Ni Mn Cr Si Al修正系数Ki -0.53 -0.0354 0.0585 0.12 1.03 1.7合金钢的体收缩率ε=εC+∑KiXi Xi为合金元素的含量注:以上修正系数只适用于低于1600℃时的体收缩。
5、冒口的有效补缩距离冒口区与末端区之和称为冒口补缩距离,超出该距离,在铸件中间区产生轴线缩松。
5.1、板件和杆件的补缩距离通常把断面的宽厚比为5:1以上的称为板型件;断面的宽厚比为5:1以下的称为杆型件。
下图为碳钢(C=0.20~0.30%),板型件的厚度≤175mm、杆型件的厚度≤200mm的冒口有效补缩距离。
在铸件的末端区和冒口之间放外冷铁,冒口有效补缩距离如下:从以上可以看出:(1)冒口对板型件的有效补缩距离大于杆型件的有效补缩距离。
(2)杆型件的末端区长度远大于冒口区长度。
(3)使用外冷铁,可以有效的提高冒口的有效补缩距离。
另外,冒口的有效补缩距离还受以下因素的影响:(1)厚实铸件的凝固区域变宽,冒口的有效补缩距离相对较小。
(2)结晶温度范围较宽的铸钢,冒口的有效补缩距离较小;结晶温度范围较窄的铸钢,冒口的有效补缩距离较大。
例如,含碳量为0.15%的碳素钢比含碳量为0.30%的碳素钢的结晶温度范围较窄,冒口的有效补缩距离较后者大30%。
(3)使用发热冒口,可以增加冒口的有效补缩距离。
5.2、轮型件冒口的有效补缩距离轮型件讲究冒口的延续度。
冒口的延续度为冒口根部长度(沿轮型周向)之和与轮形周长的比率,称为冒口的延续度。
延续度的大小取决于轮缘的厚度与其内在质量的要求程度。
如铣齿齿轮、缸体其延续度适当增加,不重要的且厚壁轮型件可适当减少。
(1)一般小件(φ600mm)不铣齿的轮型件,冒口的延续度取25~35%。
(2)中等高度和大小齿轮和齿圈(铣齿深度不超度4/10轮缘厚度),冒口的延续度取36~40%。
(3)轮缘较高的双辐板、三辐板齿轮,冒口的延续度取38~42%。
(4)高压缸类的受压与有探伤要求件,冒口延续度可取100%。
6、冒口补贴对于致密度要求高的铸件,当冒口的补缩距离达不到时,应在冒口处设置补贴造成向冒口方向的顺序凝固,以增加冒口的补缩距离。
6.1、水平补贴水平补贴可以按下图进行计算6.2、垂直补贴对于壁厚≤100mm碳素钢板状铸件,浇注系统为上注时,铸件的补贴厚度如下图:根据铸钢件的形状、浇注位置和钢种的不同,补贴厚度=K1K2a,K1 为杆状件补贴的补偿系数,K2 为铸件材质和浇注方式的补偿系数。
杆状件补贴的补偿系数K1横断面的宽厚比 4.0:1.0 3.0:1.0 2.0:1.0 1.5:1.0 1.0:1.0补偿系数 1.0 1.25 1.5 1.7 2.0铸件材质和浇注方式的补偿系数K2碳钢及低合金钢高合金钢材质和浇注方式上注底注上注底注补偿系数 1.0 1.25 1.25 1.56厚实铸件的轴线缩松是很难消除的,对于一般铸件,轴线缩松只要不被切削加工所显露,则不影响它的使用性能。
对于压力容器铸件和用于承受疲劳冲击应力的铸件,一般均随其工矿压力、温度、应力状况和铸件壁厚的不同,而分别允许存在射线探伤等级1~3级的轴线缩松。
一般铸钢件的轴线缩松允许4~5级。
据厚度为100~150mm介于杆-板之间的铸钢试验件的试验结果,射线探伤质量等级与补贴斜率存在如下关系:对大型汽轮机缸体、泵体类薄壁型打压、探伤铸件的补缩,根据日本室兰的经验,UT按ASTM标准,RT按ASME标准,对不同补缩斜度的铸件进行无损检测的结果,补缩斜度可按:补缩斜度8%(1:12.5)可达1级补缩斜度6%(1:16.6)可达2级补缩斜度3%(1:33.3)可达3级7、冒口的补缩效率不同类型的冒口的补缩效率η为:另外,冒口覆盖剂也能提高冒口的补缩效率。
好的覆盖剂可以提高冒口的补缩效率5%。
8、保温冒口目前,保温套主要分成:珍珠岩复合型保温套、纤维复合型保温套、空心微珠复合型保温套和陶粒保温套。
后两种可以做较大铸钢件的保温套。
保温套的堆密度一般控制在0.6~0.8g/cm3。
保温套的厚度一般取保温冒口模数的1~1.5倍,保温效果好的取下限。
保温剂的用量约为冒口重量的1.0~1.7%,冒口的上部不见红时,保温效果比较理想。
在此条件下,保温冒口的模数约为普通冒口模数的1.3~1.4倍,补缩效率为25~45。
9、冒口的形状与尺寸按照冒口的保温性能可分为普通冒口和保温冒口;按照冒口的形状可分为圆冒口和矩形冒口;按照冒口是否被砂型所覆盖可分为明冒口和暗冒口。
目前,在我厂铸钢件的生产过程中,直径小于(或等于)1600mm圆冒口,一般采用保温冒口,直径大于1600mm圆冒口,一般采用普通冒口。
为了提高冒口的补缩距离(或延续度),可采用矩形冒口。
在铸件的上部一般采用明冒口,在铸件的下部一般采用暗冒口。
9.1、圆形暗冒口9.2、矩形明冒口矩形明冒口的重量和模数:编号 A BH250 300 350 400 450 500 550 600 700 8001 300 150 96 120 144 170 198 3.7 4.1 4.4 4.6 4.72 350 200 178 212 250 285 326 4.8 5.1 5.3 5.5 5.73 400 250 295 341 392 445 500 5.7 6.0 6.2 6.5 6.74 500 300 500 570 643 722 810 6.8 7.1 7.4 7.6 7.95 600 350 780 880 985 1090 1200 7.9 8.2 8.5 8.7 9.06 700 400 1160 1290 1420 1700 1990 8.9 9.3 9.6 10.0 10.69.3、圆型明冒口圆形明冒口的重量、模数表9.4、保温冒口保温冒口的重量、模数表编号φ高度(H)400 450 500 550 600 700 800 900 1000 1100 1200 1300 1400 15001 400 362 407 452 497 5436.7 6.97.1 7.3 7.52 500 636 707 777 848 9898.0 8.3 8.6 8.8 9.23 600 1221 1424 1628 1730 183110.0 10.5 10.9 11.3 11.54 700 1939 2216 2354 2493 2769 304611.7 12.2 12.6 13.0 13.3 13.55 800 2894 3256 3617 3979 434113.3 13.8 14.3 14.7 15.06 900 4120 4578 5036 5494 5952 640915.0 15.5 16.0 16.4 16.7 17.07 1000 5652 6217 6782 7348 7913 847816.7 17.2 17.6 18.1 18.4 18.8编号φ高度(H)1100 1200 1300 1400 1500 1600 1700 1800 1900 20008 1100 7523 8207 8891 9574 10258 10942 18.3 18.9 19.3 19.7 20.1 20.59 1200 9767 10581 11394 12208 13022 13836 14650 20.0 20.5 21.0 21.4 21.8 22.2 22.510 1300 12417 13373 14328 15283 16238 17193 18149 21.7 22.2 22.7 23.1 23.5 23.9 24.211 1400 15509 16617 17725 18832 19940 2104823.3 23.9 24.3 24.8 25.2 25.6 25.912 1500 19076 20347 21619 22891 24162 25434 25.0 25.5 26.0 26.5 26.9 27.313 1600 23151 24598 26044 27491 28938 26.7 27.2 27.7 28.1 28.69.5、冒口座、冒口圆角冒口与铸件的接触部位要做出圆角,保温冒口的下部要做冒口座。