铸钢件冒口的设计规范.
冒口设计参考
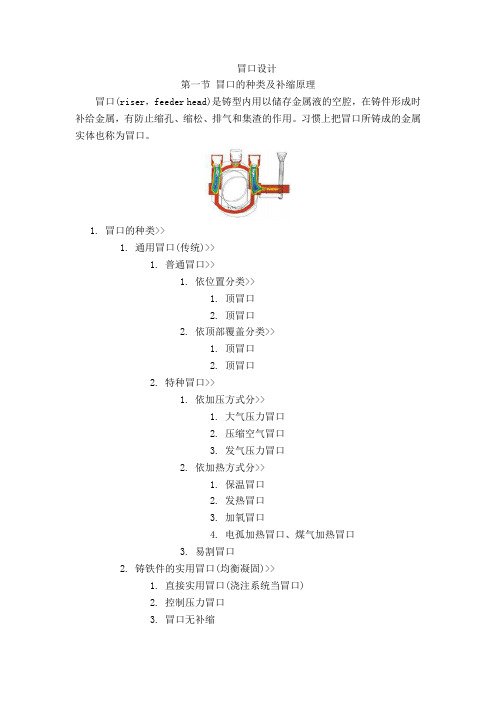
冒口设计第一节冒口的种类及补缩原理冒口(riser,feeder head)是铸型内用以储存金属液的空腔,在铸件形成时补给金属,有防止缩孔、缩松、排气和集渣的作用。
习惯上把冒口所铸成的金属实体也称为冒口。
1.冒口的种类>>1.通用冒口(传统)>>1.普通冒口>>1.依位置分类>>1.顶冒口2.顶冒口2.依顶部覆盖分类>>1.顶冒口2.顶冒口2.特种冒口>>1.依加压方式分>>1.大气压力冒口2.压缩空气冒口3.发气压力冒口2.依加热方式分>>1.保温冒口2.发热冒口3.加氧冒口4.电孤加热冒口、煤气加热冒口3.易割冒口2.铸铁件的实用冒口(均衡凝固)>>1.直接实用冒口(浇注系统当冒口)2.控制压力冒口3.冒口无补缩2.冒口形状冒口的形状有圆柱形、球顶圆柱形、长(腰)圆柱形、球形及扁球形等多种3.通用冒口补缩原理>>1.基本条件>>1.冒口凝固时间大于或等于铸件(被补缩部分)的凝固时间2.有足够的金属液补充铸件的液态收缩和凝固收缩,补偿浇注后型腔扩大的体积3.在凝固期间,冒口和被补缩部位之间存在补缩通道,扩张角向着冒口2.选择冒口位置的原则>>1.冒口应就近设在铸件热节(hotspot)的上方或侧旁2.冒口应尽量设在铸件最高、最厚的部位。
对低处的热节增设补贴或使用冷铁,造成补缩的有利条件3.冒口不应设在铸件重要的、受力大的部位,以防组织粗大降低强度4.冒口位置不要选在铸造应力集中处,应注意减轻对铸件的收缩阻碍,以免引起裂纹5.尽量用一个冒口同时补缩几个热节或铸件6.冒口布置在加工面上,可节约铸件精整工时,零件外观好7.不同高度上的冒口,应用冷铁使各个冒口的补缩范围隔开3.冒口有效补缩距离的确定>>冒口的有效补缩距离为冒口作用区与末端区长度之和,它是确定冒口数目的依据,与铸件结构、合金成分及凝固特性、冷却条件、对铸件质量要求的高低等多种因素有关,简称为冒口补缩距离1.铸钢件冒口的补缩距离有色合金的冒口补缩距离外冷铁的影响补贴(padding)的应用第二节铸钢件冒口的设计与计算铸钢件冒口属于通用冒口,其计算原理适用于实行顺序凝固的一切合金铸件。
铸铁件冒口设计.
5 冒口个数(均衡段的个数)
均衡段 冒口位置
均衡段
6 无冒口铸造工艺
无冒口铸造的本质是浇口当冒口
7 浇口当冒口补缩工艺
(1)补缩模型
(2)浇注系统流通效应:金属液流
过、通过直浇道、横浇道、内浇道 时,周围的型砂被加热,凝固时间 延长的热效应。为此,小的浇注系 统模数可以有长的凝固时间。流通 效应系数推荐为: f直浇道流通效应系数=0.70~0.80 f横浇道流通效应系数=0.75~0.85 f内浇道流通效应系数=0.35~0.40
10 铸铁件冒口系列
1989年国家科委成都均衡凝固推广班
谢 谢!
铸造技术杂志社祝会议圆满成功
提高铸造企业工艺水平和铸件品质
提高中国铸件在国际市场上的竞争力
Qm=
G Mc3
(2)球铁件收缩时间分数
Pc=
1.0 e
(0.65Mc+0.01Qm)
3 冒口体模数MR MR=f1f2f3Mc
f1 ——冒口平衡系数 取f1=1.2
f2 ——收缩模数系数 f2=√Pc f3 ——冒口压力系数 f3=1.1~1.3
4 冒口颈模数MN
MN=fp.f2.f4 Mc
(3)直浇道模数 MZ MZ=f直.f1f2f3Mc
f1 ——冒口平衡系数 取f1=1.2
f2 ——收缩模数系数 f3 ——冒口压力系数 f3=1.1-1.3 f直浇道流通效应系数=0.70-0.80
(4)横浇道模数 Mh
Mh=f横.f2.Mc
f2 ——收缩模数系数 f横浇道流通效应系数=0.75~0.85
(5)内浇道模数Mn Mn=f内f2.f4Mc
冒口

根据国标GB/T5611-1998定义:铸造热节,是指铁水在凝固过程中,铸件内比周围金属凝固缓慢的节点或局部区域。
也可以说是最后冷却凝固的地方。
我们知道,由于结构和铸造参数的原因,在模腔内各点的熔融状态的铁水凝固时间是不相等的,这就会给铸件在凝固后产生热应力,造成铸件变形,裂纹等,同时,由于冷却凝固时间不等,铸件会出现疏松,冷隔,气孔等缺陷。
为避免产生热节,结构上铸件壁厚应尽可能均匀,,以减少模具局部热量集中产生的热疲劳。
铸件的转角处应有适当的铸造圆角,以避免模具上有尖角位导致应力产生,同时在热节处设置冷铁,以加快冷却速度,以及设计合理的横浇道和浇铸速度等工艺参数。
功能不同的冒口,其形式、大小和开设位置均不相同,所以,冒口的设计要考虑铸造合金的性质和铸件的特点。
冒口①对于凝固过程中体积收缩不大的合金(如灰铸铁),或不产生集中缩孔的合金(如锡青铜),冒口的作用主要是排放型腔中的气体和收集液流前沿混有夹杂物或氧化膜的金属液,以减少铸件上的缺陷。
这种冒口多置于内浇口的对面,其尺寸也不必太大,②对于要求控制显微组织的铸件,冒口可以收集液流前沿已冷却的金属液,避免铸件上出现过冷组织。
图2是单体铸造的活塞环,在内浇口的对面设置一个小冒口来收集冷金属,该处就不会因金属过冷而出现白口组织,导致铸件报废。
这类冒口的大小和设置部位,应根据铸件的显微组织要求确定。
③对于凝固期间体积收缩量大而且趋向于形成集中缩孔的合金(如铸钢、锰黄铜及铝青铜等),冒口的主要作用是补偿金属液在型腔中的液态收缩和铸件凝固过程中的收缩,以获得没有缩孔的致密铸件。
铸件在铸型中冷却时,最薄的部位先凝固,其收缩可由附近较厚的部分补偿;较厚部分凝固时,又可由最厚部分得到补偿;最厚部分凝固时,如得不到外来的补偿,该处就会形成大缩孔。
在这种情况下,冒口的作用就是要补偿铸件最后凝固的部分,所以要置于铸件最厚部位的上方或侧面,并且它的凝固要冒口求晚于铸件的最厚部分。
冒口系统设计

冒口系统设计一﹑冒口设计1. 冒口设计的基本原则1)冒口的凝固时间应大于或等于铸件(被补缩部分)的凝固时间。
2)冒口应有足够大的体积,以保证有足够的金属液补充铸件的液态收缩和凝固收缩,补缩浇注后型腔扩大的体积。
3)在铸件整个凝固的过程中,冒口与被补缩部位之间的补缩通道应该畅通,即使扩张角始终向着冒口。
对于结晶温度间隔较宽、易于产生分散性缩松的合金铸件,还需要注意将冒口与浇注系统、冷铁、工艺补贴等配合使用,使铸件在较大的温度梯度下,自远离冒口的末端区逐渐向着冒口方向实现明显的顺序凝固2. 冒口设计的基本内容1)冒口的种类和形状(1)冒口的种类⎧⎧⎧⎪⎪⎪⎨⎪⎪⎪⎪⎪⎨⎩⎪⎪⎪⎧⎪⎪⎨⎪⎪⎩⎩⎪⎧⎧⎪⎪⎪⎪⎨⎪⎪⎪⎪⎪⎨⎩⎪⎪⎪⎧⎪⎪⎪⎪⎪⎪⎪⎨⎨⎪⎪⎪⎪⎪⎪⎩⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎩⎩顶冒口依位置分侧冒口贴边冒口普通冒口明冒口依顶部覆盖分暗冒口大气压力冒口依加压方式分压缩空气冒口通用冒口(传统)发气压力冒口保温冒口发热冒口特种冒口依加热方式分加氧冒口电弧加热冒口,煤气加热冒口易割冒口直接实用冒口(浇注系统当铸铁件的实用冒口(均衡凝固)⎧⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎨⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎧⎪⎪⎨⎪⎪⎪⎩⎩冒口)控制压力冒口冒口无补缩 图1 冒口分类(2)冒口的形状常用的冒口有球形、圆柱形、长方体形、腰圆柱形等。
对于具体铸件,冒口形状的选择主要应考虑以下几方面:a)球形 b)球顶圆柱形 c)圆柱形 d)腰圆柱形(明) e)腰圆柱形(暗)图2 常用的冒口形状①冒口的补缩效果: 冒口的形状不同,补缩效果也不同,常用冒口模数(M)的大小来评定冒口的补缩效果(M=冒口体积/冒口散热面积),在冒口体积相同的情况下,球形冒口的散热面积最小,模数最大,凝固时间最长,补缩效果最好,其它形状冒口的补缩效果,依次为圆柱形,长方体形等。
②铸件被补缩部位的结构情祝: 冒口形状的选泽还要考虑铸件被补缩部位的结构形状和造型工艺是否方便。
铸钢件冒口的设计与计算-推荐下载

§4 铸钢件冒口设计设计步骤:1)确定冒口的安放位置2)初步确定冒口数量3)划分每个冒口的补缩区域,选择冒口类型4)计算冒口的具体尺寸冒口计算方法:模数法+比例法+补缩液量法(参考资料)一模数法1 计算原理要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数。
总结:M冒=1.2M件P127式4-5,左边为总收缩量,右边为由冒口补充量。
2 计算步骤1)计算铸件模数根据铸件需补缩部位,划分补缩区,分别计算铸件的模数。
计算方法:公式计算+图表计算-表4-5(p128-130)。
计算M件用L形体计算公式,为什么不用法兰体公式去套呢?(法兰体高度b无法确定)图4-33B-B剖面图中200应改为220,因计算M B时用的数值是220;另外,冒口直径为φ220,其冒口颈宽也应为220。
(A-A剖面图中200改否.)采用右边的A-A剖面冒口颈满足了要求,A-A剖面冒口颈尺寸怎么得来的呢?不要瞎懵,可列式M颈=3.74=20X/[2(20+X)],求出X=12.生产中可根据M冒数值查出标准侧冒口,得冒口尺寸(直径、高等),冒口颈尺寸,冒口体积、重量,能补缩的铸件体积及重量(M冒结合εV查)。
3)确定铸钢件体收缩率由表4-3求出。
例如,已知ZG270-500的平均W C=0.35%,若浇注温度为1560°C,可从表4-3查出εV=4.7%(碳钢εV=εC)。
如何查出的呢?浇注温度为1560°C;W C=0.40%,εV=5%;W C=0.20%,εV=3.8%;据此列式(5-3.8)/(0.4-0.2)=(5-X)/(0.4-0.35),解出X=4.7(插入法,比例法)4)确定冒口形状和尺寸查相关表格。
5)确定冒口数目6)校核冒口的最大补缩能力。
二比例法(热节圆法)见p133例题。
1 模数法轮缘与轮辐的交接处为热节,其直径d按作图法得50(大于轮缘厚40);按作图法且考虑热节增大,见P126图4-31,dy=d+(10~30),取d=60(见P134比例法)。
铸造工艺学冒口设计方案

保温作用:冒口可 以减缓铸件凝固速 度,提高铸件质量
冒口的设计原则
保证补缩量:根据铸件的结 构、尺寸、壁厚等确定冒口 的补缩量
便于操作:冒口的位置应便 于操作,以便于浇注和清理
减少金属消耗:在保证补缩 量的前提下,尽量减少冒口 的金属消耗
避免形成热节:冒口的设计 应避免形成热节,以防止铸 件产生缩孔和缩松等缺陷
计算法
冒口体积计算 冒口直径计算 冒口高度计算 冒口材料选择
实验法
实验目的:确定最 佳冒口尺寸和位置
实验步骤:设计多 种方案,进行实际 铸造实验
实验结果:观察铸 件质量,分析实验 数据
结论:根据实验结 果,确定最佳冒口 设计方案
05 冒口的设计优化
减小冒口体积
优化冒口结构: 采用合理的冒 口结构,如分 片式、组合式 等,以减
冒口的设计原则: 根据铸件的结构、 尺寸、材质等因 素进行设计
冒口的设计方法: 根据铸造工艺学 原理,采用合适 的冒口尺寸、形 状和位置
冒口设计的实际 应用:在铸铁件 生产中,根据实 际情况选择合适 的冒口设计方案, 提高铸件质量和 生产效率
铝合金铸件的冒口设计
口体积
降低冒口高度: 通过减小冒口 高度,减少冒 口体积,同时 保证补缩效果
减小冒口直径: 采用较小的冒 口直径,以减 小冒口体积, 同时保证补缩
效果
改进冒口材料: 采用轻质、高 强度、低热膨 胀系数的材料 制作冒口,以 减小冒口体积
提高冒口补缩效率
确定冒口的位置和数量 选择合适的冒口类型 优化冒口尺寸和形状 控制冒口补缩时间
铸造工艺学冒口设计 方案
,a click to unlimited possibilities
汇报人:
铸造工艺学冒口设计方案

铸造工艺学冒口设计方案引言铸造作为一种重要的制造工艺,在工业领域中得到广泛应用。
冒口设计是决定铸件质量的关键要素之一。
合理的冒口设计可以提高铸件的质量,减少缺陷率,提高生产效率。
本文将介绍铸造工艺学中的冒口设计方案。
冒口设计的基本原则冒口设计的基本原则是确保铸液顺利进入铸型腔体,并使气体和杂质得以排出,同时避免冒口产生不良缺陷。
以下是冒口设计的基本原则:1.冒口应位于铸件最后凝固的部位,以避免冒口残留在最终铸件中。
2.冒口位置应选择在铸件上部,以利于铸液的顺利流入铸型腔体。
3.冒口的形状应考虑冷却过程中的热传递和凝固规律,以避免冷挤缩并保证铸件的凝固完整性。
4.冒口尺寸应根据铸件的大小和冷却速率进行合理的选择。
冒口设计的步骤进行冒口设计时,需要按照以下步骤进行:1.确定铸件的凝固模式:根据铸件的形状和材料特性,确定铸件的凝固模式,例如自上而下凝固、自下而上凝固等。
2.确定冒口位置:根据铸件的凝固模式和形状,选择冒口位置,使冒口尽量位于铸件的上部,以利于铸液的顺利流入铸型腔体。
3.确定冒口形状:根据铸件的形状和凝固规律,选择合适的冒口形状,例如斗形冒口、圆形冒口等。
4.确定冒口尺寸:根据铸件的大小和冷却速率,选择合理的冒口尺寸,以确保铸液足够流动,并使冷却过程中的缩孔最小化。
冒口设计的优化方法为了进一步提高冒口设计的准确性和效果,可以采用以下优化方法:1.模拟计算:利用铸造工艺学软件进行模拟计算,通过模拟铸造过程,预测冒口设计的效果,以减少试验次数和成本。
2.经验参数法:根据类似铸件的经验参数,选择合适的冒口尺寸和形状。
3.图形化分析法:通过绘制铸件的凝固曲线和冷却曲线,分析冒口设计的合理性,并进行必要的调整和优化。
结论冒口设计是铸造工艺学中的重要环节,对铸件的质量和生产效率具有直接的影响。
合理的冒口设计可以提高铸件的质量,减少缺陷率。
在冒口设计过程中,需要根据铸件的凝固模式、形状和材料特性,选择合适的冒口位置、形状和尺寸。
铸钢件冒口尺寸和数量的确定

铸钢件冒口尺寸和数量的确定在铸造工艺中,冒口是用来排出铸件中的气体、液体和固体杂质的道具。
冒口的尺寸和数量的确定是铸造过程中非常重要的一步,关系到铸件质量和铸造效果。
下面将介绍铸钢件冒口尺寸和数量的确定方法。
冒口尺寸的确定冒口的尺寸包括冒口直径、高度和宽度。
冒口尺寸的确定主要受到以下几个因素的影响:1.铸件材料的性质:不同的铸件材料具有不同的液态流动性和凝固收缩性,因此,冒口尺寸需要根据铸件材料的性质来确定。
一般来说,液态流动性较好的材料需要较小的冒口直径和高度,而凝固收缩性较大的材料需要较大的冒口尺寸。
2.铸件的几何形状:不同形状的铸件对冒口尺寸的要求也不同。
例如,具有复杂内腔的铸件需要设置多个小冒口,以便排除内部气体和液体;而具有大体积的铸件可以设置较大的冒口来提高液态金属的流动性。
3.铸件的厚度:铸件的厚度也会影响冒口尺寸的确定。
较厚的铸件需要设置较大的冒口,以确保金属熔体能够完全填充整个铸件,避免产生内部缺陷;而较薄的铸件可以设置较小的冒口,以减小杂质的产生。
4.铸件的质量要求:不同的铸件对质量的要求也不同,因此,冒口尺寸需要根据铸件的质量要求来确定。
一般来说,对质量要求较高的铸件需要设置较大的冒口,以确保铸件内部的气体和杂质能够顺利排出。
综合考虑以上因素,可以通过经验公式或模拟计算的方法来确定冒口尺寸。
在实际操作中,也需要根据铸造工艺和经验进行适当调整。
冒口数量的确定冒口数量的确定主要受到以下几个因素的影响:1.铸件的大小和形状:冒口的数量需要根据铸件的大小和形状来确定。
通常情况下,较大的铸件可以设置多个冒口,以便铸料顺利充实整个铸件;而较小的铸件可以设置较少的冒口,以减小杂质产生的可能性。
2.铸件的结构和壁厚:冒口的数量还需要考虑铸件的结构和壁厚。
复杂的铸件结构或较大的壁厚会导致金属熔体流动不畅,因此需要设置更多的冒口,以确保金属熔体完全填充整个铸件。
3.铸件质量的要求:冒口数量还与铸件质量的要求相关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸钢件冒口的设计规范钢水从液态冷却到常温的过程中,体积发生收缩。
在液态和凝固状态下,钢水的体积收缩可导致铸件产生缩孔、缩松。
冒口的作用就是补缩铸件,消除缩孔、缩松缺陷。
另外,冒口还具有出气和集渣的作用。
1、冒口设计的原则和位置1.1 冒口设计的原则1.1.1、冒口的凝固时间要大于或等于铸件(或铸件被补缩部分)的凝固时间。
1.1.2、冒口所提供的补缩液量应大于铸件(或铸件被补缩部分)的液态收缩、凝固收缩和型腔扩大量之和。
1.1.3、冒口和铸件需要补缩部分在整个补缩的过程中应存在通道。
1.1.4、冒口体内要有足够的补缩压力,使补缩金属液能够定向流动到补缩对象区域,以克服流动阻力,保证铸件在凝固的过程中一直处于正压状态,既补缩过程终止时,冒口中还有一定的残余金属液高度。
1.1.5、在放置冒口时,尽量不要增大铸件的接触热节。
1.2、冒口位置的设置1.2.1、冒口一般应设置在铸件的最厚、最高部位。
1.2.2、冒口不可设置在阻碍收缩以及铸造应力集中的地方。
1.2.3、要尽量把冒口设置在铸件的加工面或容易清除的部位。
1.2.4、对于厚大件一般采用大冒口集中补缩,对于薄壁件一般采用小冒口分散补缩。
1.2.5、应根据铸件的技术要求、结构和使用情况,合理的设置冒口1.2.6、对于清理冒口困难的钢种,如高锰钢、耐热钢铸件的冒口,要少放或不放,非放不可的,也尽量采用易割冒口或缩脖型冒口。
2、设置冒口的步骤与方法冒口的大小、位置及数量对于铸钢件的质量至关重要。
对于大型铸钢件来说,必须把握技术标准及使用情况,充分了解设计意图,分清主次部位,集中解决关键部位的补缩。
以模数法为例,冒口设计的步骤如下:2.1、对于大、中型铸钢件,分型面确定之后,首先要根据铸件的结构划分补缩范围,并计算铸件的模数(或铸件被补缩部分的模数)M 铸。
2.2、根据铸件(或铸件被补缩部分)的模数M 铸,确定冒口模数M 冒。
2.3、计算铸件的体收缩ε。
2.4、确定冒口的具体形状和尺寸。
2.5、根据冒口的补缩距离,校核冒口的数量。
2.6、根据铸件结构,为了提高补缩距离,减少冒口的数量,或者使冒口的补缩通道畅通,综合设置内外冷铁及冒口增肉。
2.7、校核冒口的补缩能力,要求ε(V 冒+V 件)≤V 冒η。
3、设计冒口尺寸的方法3.1、模数法在铸件的材料、铸型的性质和浇注条件确定之后,铸件的凝固时间决定于铸件的模数。
模数M=V/A (厘米),V —体积(厘米3);A—散热面积(厘米2)。
随着办公条件的改善,计算机的普及,模数可以用计算机进行计算。
方法是:用SolidWorks 软件画出铸件(或铸件被补缩部分)的立体图,计算出铸件的体积和散热面积,然后用公式M=V/A 计算模数。
冒口的凝固时间大于铸件的凝固时间,冒口的模数一般是铸件模数的1.1 1.2 倍,M 冒=1.1~1.2 M 铸对于厚实铸件,如:圆柱体、块状铸件,用模数法确定的冒口往往偏大,故必须采取一些方法加快铸件的凝固,同时延长冒口的凝固时间。
通常采用以下方法:1、加放内、外冷铁;2、补浇冒口;3、采用保温冒口。
采用以上措施后,M 冒=KM 铸,K 按下表进行选择。
注:对于要求比较高的铸件、探伤件,尽量不放内冷铁3.2、热节圆法根据铸件壁厚部位热节圆的大小来确定冒口尺寸的一种方法。
热节圆法主要适用于轮形铸件,一般冒口与热节不连通,需要用滚热节圆的方法确定冒口增肉,然后确定冒口尺寸。
可以用绘图软件画出铸件热节的形状,然后画出热节的内切圆,即为热节圆。
4、钢的体收缩率碳钢的体收缩率εC 的大小与碳钢的含碳量和浇注温度有关。
如下图:合金钢的体收缩率比碳钢大,它既与含碳量和浇注温度有关也与合金元素及其含量有关。
合金元素对铸钢体收缩率的影响如下:合金钢的体收缩率ε =εC+∑KiXi Xi 为合金元素的含量注:以上修正系数只适用于低于1600℃时的体收缩。
5、冒口的有效补缩距离冒口区与末端区之和称为冒口补缩距离,超出该距离,在铸件中间区产生轴线缩松。
5.1、板件和杆件的补缩距离通常把断面的宽厚比为5:1 以上的称为板型件;断面的宽厚比为5:1 以下的称为杆型件。
下图为碳钢(C=0.20~0.30%),板型件的厚度≤ 175mm、杆型件的厚度≤ 200mm 的冒口有效补缩距离。
在铸件的末端区和冒口之间放外冷铁,冒口有效补缩距离如下:从以上可以看出:(1)冒口对板型件的有效补缩距离大于杆型件的有效补缩距离。
(2)杆型件的末端区长度远大于冒口区长度。
(3)使用外冷铁,可以有效的提高冒口的有效补缩距离。
另外,冒口的有效补缩距离还受以下因素的影响:(1)厚实铸件的凝固区域变宽,冒口的有效补缩距离相对较小。
(2)结晶温度范围较宽的铸钢,冒口的有效补缩距离较小;结晶温度范围较窄的铸钢,冒口的有效补缩距离较大。
例如,含碳量为0.15%的碳素钢比含碳量为0.30%的碳素钢的结晶温度范围较窄,冒口的有效补缩距离较后者大30%。
(3)使用发热冒口,可以增加冒口的有效补缩距离。
5.2、轮型件冒口的有效补缩距离轮型件讲究冒口的延续度。
冒口的延续度为冒口根部长度(沿轮型周向)之和与轮形周长的比率,称为冒口的延续度。
延续度的大小取决于轮缘的厚度与其内在质量的要求程度。
如铣齿齿轮、缸体其延续度适当增加,不重要的且厚壁轮型件可适当减少(1)一般小件(φ 600mm)不铣齿的轮型件,冒口的延续度取25~35%。
(2)中等高度和大小齿轮和齿圈(铣齿深度不超度4/10 轮缘厚度),冒口的延续度取36~40%。
(3)轮缘较高的双辐板、三辐板齿轮,冒口的延续度取38~42%。
(4)高压缸类的受压与有探伤要求件,冒口延续度可取100%。
6、冒口补贴对于致密度要求高的铸件,当冒口的补缩距离达不到时,应在冒口处设置补贴造成向冒口方向的顺序凝固,以增加冒口的补缩距离。
6.1、水平补贴水平补贴可以按下图进行计算6.2、垂直补贴对于壁厚≤ 100mm 碳素钢板状铸件,浇注系统为上注时,铸件的补贴厚度如下图:根据铸钢件的形状、浇注位置和钢种的不同,补贴厚度 =K 1K 2a ,K 1 为 杆状件补贴的补偿系数, K 2 为铸件材质和浇注方式的补偿系数。
杆状件补贴的补偿系数K 1 横断面的宽厚比4.0:1.0 3.0:1.0 2.0:1.0 1.5:1.0 1.0:1.0 补偿系数1.01.251.51.72.0铸件材质和浇注方式的补偿系数 K 2材质和浇注方式碳钢及低合金钢高合金钢 上注底注上注底注补偿系数1.0 1.25 1.25 1.56厚实铸件的轴线缩松是很难消除的,对于一般铸件,轴线缩松只要不 被切削加工所显露,则不影响它的使用性能。
对于压力容器铸件和用于承受疲劳冲击应力的铸件,一般均随其工矿 压力、温度、应力状况和铸件壁厚的不同, 而分别允许存在射线探伤等级 1 3 级的轴线缩松。
一般铸钢件的轴线缩松允许 4~5 级。
据厚度为 100~150mm 介于杆 -板之间的铸钢试验件的试验结果,射线 探伤质量等级与补贴斜率存在如下关系:对大型汽轮机缸体、泵体类薄壁型打压、探伤铸件的补缩,根据日本室兰的经验,UT 按ASTM 标准,RT 按ASME 标准,对不同补缩斜度的铸件进行无损检测的结果,补缩斜度可按:补缩斜度8%(1:12.5)可达1 级补缩斜度6%(1:16.6)可达2 级补缩斜度3%(1:33.3)可达3 级7、冒口的补缩效率不同类型的冒口的补缩效率η为:另外,冒口覆盖剂也能提高冒口的补缩效率。
好的覆盖剂可以提高冒口的补缩效率5%。
8、保温冒口目前,保温套主要分成:珍珠岩复合型保温套、纤维复合型保温套、空心微珠复合型保温套和陶粒保温套。
后两种可以做较大铸钢件的保温套。
保温套的堆密度一般控制在0.6~0.8g/cm3。
保温套的厚度一般取保温冒口模数的1~1.5 倍,保温效果好的取下限。
保温剂的用量约为冒口重量的1.0~1.7%,冒口的上部不见红时,保温效果比较理想。
在此条件下,保温冒口的模数约为普通冒口模数的1.3 ~1.4 倍,补缩效率为25~45。
9、冒口的形状与尺寸按照冒口的保温性能可分为普通冒口和保温冒口;按照冒口的形状可分为圆冒口和矩形冒口;按照冒口是否被砂型所覆盖可分为明冒口和暗冒口。
目前,在我厂铸钢件的生产过程中,直径小于(或等于)1600mm 圆冒口,一般采用保温冒口,直径大于1600mm 圆冒口,一般采用普通冒口。
为了提高冒口的补缩距离(或延续度),可采用矩形冒口。
在铸件的上部一般采用明冒口,在铸件的下部一般采用暗冒口。
9.1、圆形暗冒口9.2、矩形明冒口矩形明冒口的重量和模数:编号A BH250 300 350 400 450 500 5506007008001 300 150 96 120 144 170 1983.74.1 4.44.6 4.72 350 200 178 212250 285 3264.85.15.3 5.5 5.73 400 250295341 392 445 5005.76.0 6.2 6.5 6.74 500 300500 570 643 722 8106.87.1 7.47.6 7.95600 350780 880 985 1090 12007.9 8.28.5 8.7 9.067004001160 1290 1420 1700 19908.99.39.610.0 10.69.3、圆型明冒口圆形明冒口的重量、模数表保温冒口的重量、模数表冒口与铸件的接触部位要做出圆角,保温冒口的下部要做冒口座。