基于PLC的自动点胶机控制系统
基于PLC的点胶机设计毕业设计(论文)

图书分类号:密级:毕业设计(论文)基于PLC的点胶机设计DISPRNSING MACHAINE DESIGN BASED ONPLC学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。
本人完全意识到本声明的法律结果由本人承担。
论文作者签名:日期:年月日学位论文版权协议书本人完全了解关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归所拥有。
有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。
可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
论文作者签名:导师签名:日期:年月日日期:年月日摘要点胶机一种可将胶液自动涂覆于封装的电子元器件的机器,同时也广泛应用于固定零件的表面以及玻璃密封等行业,进入21世纪以来,我国逐发展为为世界的制造工厂,对高自动化,高精度点胶机的依赖也日益增长。
本文的点胶机控制系统通过PLC-GOT-PC连接,并且将程序通过PC下载到PLC以及在GOT 上实行仿真。
PLC通过控制步进电机的转动在滚珠丝杠的转变后,工作台在相对应的X-Y-Z 方向上的直线移动。
通过PLC编程实现的直线移动具有稳定性和匀速性,GOT的应用使点胶机在硬件上具有较高的集成度,无需外接开关或按钮,通过触摸屏的触控操作可完成对应操作,X-Y方向的运动可实现在工作台平面内的多路径运动,X-Y-Z的三轴联动可实现在空间内的多维曲线和直线运动。
系统整体稳定性高,运动精准,且具有较高的性价比。
由于数控技术、机电行业以及数码产品的制造工艺的不断提升,因此对点胶机的性能提出了更高要求,基于PLC的自动点胶机一定会有着更广泛的应用前景。
基于西门子S7—200PLC的自动注胶控制系统
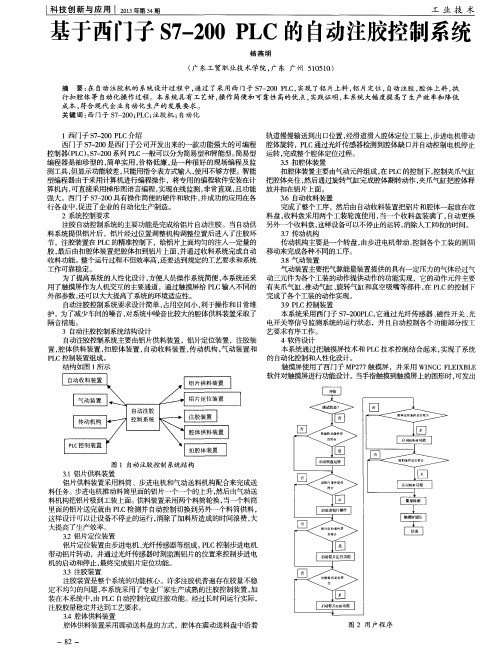
传 动机构主要是 一个转 盘 , 由步进 电机 带动 , 控制各个 工装 的圆周 移 动来 完成各种不 同的工序 。 3 . 8气 动装置 气 动装置主要把 气源能量装置 提供 的具有 一定压 力的气体经 过气 动 三元件为各个 工装 的动作提供 动作的功能 实现 ,它 的动作元件 主要 有夹爪气缸、 推动气缸、 旋转气缸和真空吸嘴等部件, 在P L C的控制下 完 成了各个工装 的动作实现 。 3 . 9 P L C控制装置 本系统 采用西 门子 S 7  ̄0 0 P L C , 它通 过光纤 传感 器 、 磁性 开关 、 光 电开关等信号 监测 系统 的运行状 态 ,并且 自动控制各 个功能部分 按 工 艺 要求有序工作 。 4软 件设计 本 系统 通过把触 摸屏技术 和 P L C技 术控制 结合起 来 , 实现 了系统 的 自动化 控制和人 l 生 化设 计。 触摸屏 使用 了西 门子 MP 2 7 7 触 摸屏 ,并 采用 WI N C C F L E I X B L E 软件对触 摸屏进行功能设 计。当手 指触摸到触摸 屏上 的 图形时 , 可发 出
轨道 熳慢输送 到出 口位置 , 经 滑道滑入 腔体定位工 装上 , 步进 电机带动 腔体旋转, P L C通过光纤传感器检测到腔体缺口并 自动控制电机停止 运转 , 体装 置主要 由气动元 件组成 , 在P L C的控 制下 , 控制夹爪气缸 把腔体 夹住 , 然后通 过旋转气缸 完成腔 体翻转动作 , 夹 爪气缸把 腔体释 放并扣在 铝片上面 。 3 6自 . 动收 料装置 完 成了整个工序 , 然后 由自动 收料装置把 铝片和腔体 一起放在 收 料盘, 收料 盘采用 两个工 装轮流使 用 , 当一个 收料 盘装满 了, 自动更换 另外一 个收料盘 , 这样设 备可以不停止 的运转 , 消除人工 回收 的时间。
电子产品自动灌胶机PLC控制系统的研究
电子产品自动灌胶机PLC控制系统的研究李光兰【摘要】Recently,the electronic information industry is developing rapidly,electronic products have been widely used in variousfields.Increasingly high demand for electronic products packaging insulation,vibration-proof and waterproof performance.In the meanwhile,the capacity requirement of control system in glue perfusion equipment also increasingly higher.A technology based on PLC control electronics automatic glue perfusion machine system was designed.This system has the characteristics of less investment,easy to operate,speed fast,precise control and high quality etc.It plays a significance effort to improve the product efficiency and reduce the cost of production.%目前电子信息产业正在高速发展,电子产品已在各个领域中广泛应用,对电子产品封装的绝缘、防振、防水性能的要求越来越高,对灌胶设备的自动化控制系统的能力要求也越来越高.我国多数电子产品生产企业在灌封胶时,大多处于手工操作或半自动化控制阶段,对于批量生产的企业来讲工作效率低,耗费人力大,精度差.研究了一种基于PLC控制的电子产品自动灌胶系统,该系统具有投资少、操作简单、速度快、控制精确与质量高等特点,对提高企业的生产效率、降低生产成本具有重要意义.【期刊名称】《电气传动》【年(卷),期】2013(043)009【总页数】4页(P44-47)【关键词】自动灌胶;PLC;电子产品;控制系统【作者】李光兰【作者单位】天津冶金职业技术学院,电气工程系,天津300400【正文语种】中文【中图分类】TP271;TP241;TP273+.51 引言许多电子产品需要具有绝缘性、防振性、防潮性、防水性等特点,导热灌封胶能解决电子产品“绝缘、散热、防水、密封、防振”等技术要求,但我国电子产品制造业的很多灌胶工序还是由手工操作完成,人工劳动强度大,精度差,直接影响电子产品的产量和质量。
基于自动点胶机控制系统的设计与实现
究 . 机床 电器 ,06 3 ( ) 3 — 8 2 0 ,3 4 : 4 3 .
【] 艳秋 . L 4孙 P C多 种 编程 方 法 实现 顺 序 控 制忉. 技信 息 , 科
2 1 , 1 )2 6 2 8 0 0 ( 8 :0 — 0 .
Au o t ma i le Ma hn n r l y t m sg n mpe t G c ie Co t se De ina d I lme t t n c u o S nai o
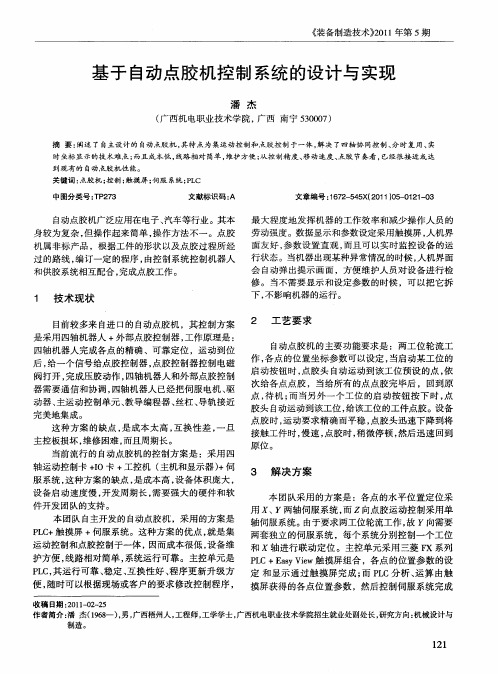
轴运动控制卡 +O卡 + I 工控机 ( 主机和显示器 ) 伺 + 3 解 决方 案 服系统 , 这种方案 的缺点 , 是成本高 , 设备体积庞大 , 设备启 动速度慢 , 开发周期长 , 需要强大 的硬件和软 本 团 队采用 的方 案 是 :各点 的水 平 位 置 定 位 采 件开发 团队的支持。 用 、 y两轴伺服系统 , z向点胶运动控制采用单 而 本团队 自主开发的 自动点胶机 ,采用 的方案是 轴伺服系统 。 由于要求两工位轮流工作 , 】向需要 故 , PC L +触摸屏 + 伺服系统。这种方案 的优点 , 就是集 两套独立 的伺服系统 ,每个系统分别控制一个工位 运动控制和点胶控制于一体 , 因而成本很低 , 设备维 和 轴进行联动定位 。主控单元采用 三菱 F X系列 护方便 , 线路相对简单 , 系统运行 可靠 。主控单元是 P C+ a i L E s Ve y w触摸屏组合 ,各点的位置参数 的设 P C 其运行 可靠 、 L, 稳定 、 互换性好 、 程序更新升级方 定 和显示 通过触摸 屏完成 ; P C分析 、 而 L 运算 由触 便, 随时可 以根据现场或客户的要求修改控制程序 , 摸屏获得 的各点位置参数 ,然后控制伺服系统完成
53 手动 调试 .
PLC和伺服控制技术下的自动点胶机设计和应用研究
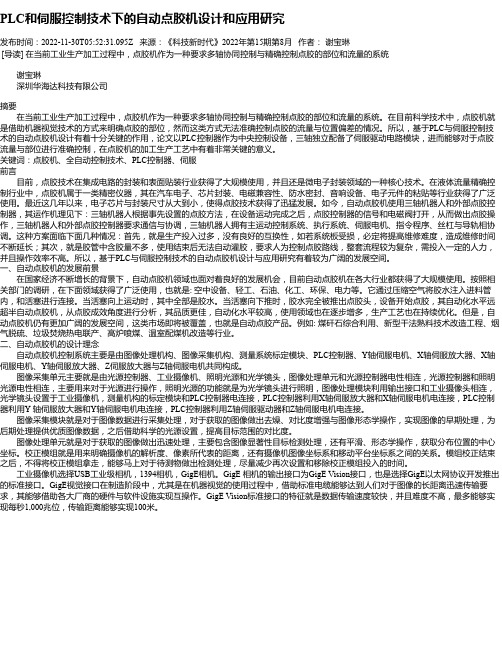
PLC和伺服控制技术下的自动点胶机设计和应用研究发布时间:2022-11-30T05:52:31.095Z 来源:《科技新时代》2022年第15期第8月作者:谢宝琳[导读] 在当前工业生产加工过程中,点胶机作为一种要求多轴协同控制与精确控制点胶的部位和流量的系统谢宝琳深圳华海达科技有限公司摘要在当前工业生产加工过程中,点胶机作为一种要求多轴协同控制与精确控制点胶的部位和流量的系统。
在目前科学技术中,点胶机就是借助机器视觉技术的方式来明确点胶的部位,然而这类方式无法准确控制点胶的流量与位置偏差的情况。
所以,基于PLC与伺服控制技术的自动点胶机设计有着十分关键的作用,论文以PLC控制器作为中央控制设备,三轴独立配备了伺服驱动电路模块,进而能够对于点胶流量与部位进行准确控制,在点胶机的加工生产工艺中有着非常关键的意义。
关键词:点胶机、全自动控制技术、PLC控制器、伺服前言目前,点胶技术在集成电路的封装和表面贴装行业获得了大规模使用,并且还是微电子封装领域的一种核心技术。
在液体流量精确控制行业中,点胶机属于一类精密仪器,其在汽车电子、芯片封装、电磁兼容性、防水密封、音响设备、电子元件的粘贴等行业获得了广泛使用。
最近这几年以来,电子芯片与封装尺寸从大到小,使得点胶技术获得了迅猛发展。
如今,自动点胶机使用三轴机器人和外部点胶控制器,其运作机理见下:三轴机器人根据事先设置的点胶方法,在设备运动完成之后,点胶控制器的信号和电磁阀打开,从而做出点胶操作,三轴机器人和外部点胶控制器要求通信与协调,三轴机器人拥有主运动控制系统、执行系统、伺服电机、指令程序、丝杠与导轨相协调。
这种方案面临下面几种情况:首先,就是生产投入过多,没有良好的互换性,如若系统板受损,必定将提高维修难度,造成维修时间不断延长;其次,就是胶管中含胶量不多,使用结束后无法自动灌胶,要求人为控制点胶路线,整套流程较为复杂,需投入一定的人力,并且操作效率不高。
基于PLC和伺服控制的自动点胶机
基于PLC和伺服控制的自动点胶机作者:王林来源:《电子技术与软件工程》2017年第03期摘要采用PLC控制,配合伺服控制输送带,设计制作自动点胶机,能够实现液晶电视机背板自动点胶,方便LED灯带的安装,节约人工成本,提高生产效率。
硬件主要采用台湾FATEK/永宏PLC FBS-20MAT、信捷TH465-MT触摸屏、汤姆斯TMSDD-30A伺服驱动器、汤姆斯TMS130ST-M6025伺服电机实现。
【关键词】永宏PLC FBS-20MAT 汤姆斯伺服信捷触摸屏1 引言XX公司主要生产液晶电视机,LED液晶屏的背光源由多组LED背光灯组成。
背光源又分侧入式和直下式两种安装方式,结构也略有不同:直下式是把LED做成密集的点阵(俗称灯带),放置在屏幕的背后,直接照射屏幕。
原来使用螺钉固定LED灯带方式,将其组装到电视机背板上,由于灯带较多,一般为6-8条,每条需4-6颗螺钉固定,人工成本高,且生产效率低下,企业效益得不到提升。
维修管理部针对此情况,决定自主设计新型LED灯带的固定装置。
2 设计思路2.1 自动螺钉安装机采用PLC控制,配合气动装置、机械手、伺服输送带、传感定位,设计制作自动螺钉安装机,完成LED灯带的自动安装。
2.2 自动点胶机采用PLC控制,配合气动装置、伺服输送带、定位传感,设计制作自动点胶机,采用新工艺,在背板上涂上粘胶,配合人工固定,完成LED灯带的安装。
经过团队研究对比,发现两个设计思路各有千秋,对比如表1。
从实施难度和经济效益对比,第一种思路需要复杂的控制技术,技术上实现程度难度大,所以决定采用第二个思路——自动点胶机。
3 设备硬件简介设计主要硬件有:台湾FATEK/永宏PLC FBS-20MAT、信捷TH465-MT触摸屏、汤姆斯TMSDD-30A伺服驱动器、汤姆斯TMS130ST-M6025伺服电机、BJ10M-TDT光电定位传感器、24V开关电源。
3.1 PLC:台湾FATEK/永宏PLC FBS-20MAT永宏FATEK FBs系列PLC为一外型小巧却具有媲美中大型PLC功能的新一代小型PLC,其通讯端口最多扩展至5个,RS232、RS485硬件接口可供客户自由选配,支持自由协议、MODBUS协议、永宏协议。
自动点胶机控制系统设计
自动点胶机控制系统设计摘要点胶是微电子封装工业中一道很重要的工序,胶滴的直径、一致性等质量问题直接关系到封装产品的质量。
基于运动控制器的数控系统,具有灵活的软硬件结构。
本课题针对点胶工艺流程的要求对点胶机进行了设计和研究,设计点胶机机械结构装置,达到对点胶位置精确定位;在根据点胶机实验装置的特点,结合运动控制器,伺服电机等,开发了一套蠕动点胶机控制系统,实现对蠕动泵和三坐标工作台的精确控制,进而结合触摸屏,最终实现人机交流。
关键词:点胶机,点胶装置,控制系统Automatic Dispenser Control System DesignABSTRACTDispensing the microelectronics packaging industry in a very important process, plasti c drop diameter, consistency and other quality issues directly related to thequality of the product packaging. CNC system based on motion controller with flexiblehardware and sof tware structure. Dispensing process for this project the requirements of the dispenser has b een designed and studied mechanical structure design ofdispensing device, to achieve preci se positioning of the dispensing location;dispensing apparatus in accordance with the chara cteristics, combined with motion controller Servo motor, the development of a peristalti c dispenser control systems, andcoordinate peristaltic pump to achieve precise control table, and then combined withtouch screen, and ultimately human-machine communication.KEY WORDS:Dispensing machines, dispensing device, control system目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1概述 (1)1.1点胶机研究背景 (1)1.2点胶技术分类 (1)1.2.1传统点胶技术 (1)1.2.2现代点胶技术 (2)1.3课题研究内容和意义 (3)2自动点胶机总体方案设计 (5)2.1自动点胶机运动分析 (5)2.2自动点胶机运动方案设计 (5)2.3自动点胶机总体结构 (6)2.4主要技术指标 (6)3 点胶机机械结构设计 (7)3.1滚珠丝杠螺母幅选择 (7)3.1.1滚珠丝杠螺母 (7)3.1.2X轴丝杆的选择 (7)3.1.3Z轴丝杆的选择 (10)3.2 伺服电机选择 (14)3.2.1 X轴电机选择 (14)3.2.2Z轴电机的选择 (15)3.3其余零件设计 (17)4点胶机控制系统设计 (20)4.1硬件系统 (21)4.1.1硬件系统总体架构 (21)4.1.2硬件部件选择 (21)4.1.3系统电源设计 (26)4.2蠕动点胶数控系统的软件结构设计 (27)4.2.1软件总体要求 (27)4.2.2点胶机触摸屏界面开发 (27)3.2.3数控G代码编程 (32)5 结论 (35)IV致谢 (36)参考文献 (37)1 概述1.1 点胶机研究背景集成电路产业已成为国民经济发展的关键,集成电路设计、制造和封装测试是集成电路产业发展的三大支柱产业。
基于PLC的全自动高速彩色不干胶商标机控制系统设计方案
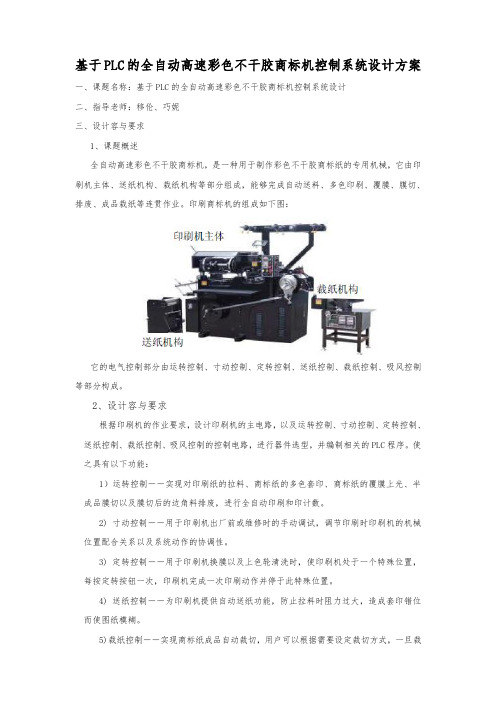
基于PLC的全自动高速彩色不干胶商标机控制系统设计方案一、课题名称:基于PLC的全自动高速彩色不干胶商标机控制系统设计二、指导老师:移伦、巧妮三、设计容与要求1、课题概述全自动高速彩色不干胶商标机,是一种用于制作彩色不干胶商标纸的专用机械,它由印刷机主体、送纸机构、裁纸机构等部分组成,能够完成自动送料、多色印刷、覆膜、膜切、排废、成品裁纸等连贯作业。
印刷商标机的组成如下图:它的电气控制部分由运转控制、寸动控制、定转控制、送纸控制、裁纸控制、吸风控制等部分构成。
2、设计容与要求根据印刷机的作业要求,设计印刷机的主电路,以及运转控制、寸动控制、定转控制、送纸控制、裁纸控制、吸风控制的控制电路,进行器件选型,并编制相关的PLC程序。
使之具有以下功能:1)运转控制――实现对印刷纸的拉料、商标纸的多色套印、商标纸的覆膜上光、半成品膜切以及膜切后的边角料排废,进行全自动印刷和印计数。
2) 寸动控制――用于印刷机出厂前或维修时的手动调试,调节印刷时印刷机的机械位置配合关系以及系统动作的协调性。
3) 定转控制――用于印刷机换膜以及上色轮清洗时,使印刷机处于一个特殊位置,每按定转按钮一次,印刷机完成一次印刷动作并停于此特殊位置。
4) 送纸控制――为印刷机提供自动送纸功能,防止拉料时阻力过大,造成套印错位而使图纸模糊。
5)裁纸控制――实现商标纸成品自动裁切,用户可以根据需要设定裁切方式,一旦裁切条件满足,裁刀落下完成裁切并自动记录裁切次数。
6)吸风控制――当印刷纸在工作台面上移动时,通过吸风增加印刷纸的附着力。
四、设计参考资料1..plc100./jiaocheng/2..plcjs./3..gongkong./五、设计说明书容1.封面2.目录3.容摘要(200~400字左右,中英文)4.引言5.正文(设计方案比较与选择,设计方案原理、计算、分析、论证,设计结果的说明及特点)6.结束语7.附录(参考文献、图纸、材料清单等)六、设计进程安排第1周:资料准备与借阅,了解课题思路。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于PLC的自动点胶机控制系统的研究与实现A Thesis in Mechanical EngineeringResearch and Implementation of Motion Control System of Automatic adhesive injectingmachine Based on PLC摘要随着信息产业的发展,电子封装的要求越来越严格,对点胶机数控系统的控制能力要求越来越高。
目前我国电子产品生产企业主要是沿海一些中小型企业,在经济省钱、操作简单、控制精确、更改方便的要求下,经济型的数控系统有极大的发展。
本文开发了一种基于PLC的自动点胶机运动控制系统,对于提高企业的生产效率和降低生产成本具有重要意义。
本文的主要工作包括以下内容:(1)通过详细分析企业对自动点胶机的要求以及各种类型运动控制系统的结构和应用特点,以及运动控制技术当前国内外发展状况,探讨了当前各种运动控制器的功能与优缺点。
(2)论证了采用PLC作为运动控制系统核心的主要优点,深入研究了松下FPX一C60T PLC的步进电机控制功能,建立了采用PC机编写运动程序和以PLC控制步进电机的开环平面运动控制系统。
(3)在分析了运动控制系统操作界面的功能要求的基础上,为使用户操作方便、简洁,设计了运动控制系统操作界面.通过触摸屏与PLC的通信,实现了点胶机的运动控制。
(4)根据逐点比较法插补原理,进行了基于PLC的直线插补、圆弧插补以及椭圆插补运动程序的开发。
使运动控制系统具有了平面点位运动控制和轨迹运动控制功能。
在客观上分析国内外成型产品的优缺点,并且考虑各种运动控制方案的经济性和可操作性,进而确定基于PLC的自动点胶机控制系统。
根据松下FP系列产品的编程习惯,并结合触摸屏编制出了一套操作简单的控制系统。
经过试验台实验,所开发的基于PLC的点胶机运动控制系统能够按照要求正常运行,经过进一步完善,可以在实际中加以应用。
关键词:自动点胶机;PLC;触摸屏;插补;运动控制Research and Implementation of Motion Control System of Automatic adhesive injecting machinebased on PLCAbstractBecause of the rapid development of information industry, requirements of electronic packaging are more strictly. At present, Chinese electronic product manufacturing enterprises are mainly small and medium along the coast. So the economic numerical control system must save money, operate simply and change procedures conveniently. This paper developed a program based on PLC to improve production efficiency and reduce production cost. This paper’s main work includes the following content:(1)The paper analyses the dispensing requirements of the enterprise and learn the structures and applications of various types of motion control system. Through dissertating the kinds of control systems and the developing status of control techniques in native and foreign countries,I find out the advantages and disadvantages of kinds of motion(2) Demonstrate the advantages of using PLC in this system, and Make deeply study of the control of stepping motor driving technique of FPX—C60T. Establish the hardware of new type open loop whose motion control system is based on PLC and the program is compiled on computer.(3) Discuss the requests of interface functions.In order to program concisely and conveniently, design the interface of control system based on touch screen. PLC can distinguish data from instructions via the interface.(4) Develop linear interpolation and arc interpolation programs according to point to point compare interpolation theory, make the system has point to point and track control functions.Objectively analyses the advantages and disadvantages of domestic and foreign molding products。
Take into account of all sorts of the economy and maneuverability of motion control scheme, then determines the automatic machine control system based on PLC . According to panasonic FP series products and combining touch-screen, draws up a set of simple operationcontrol system 。
After doing experiments on testbed .It prove that motion control system of the dispensing machine can meets the requirements.After further perfecting the normal operation, it can be applied in practical production.Key words:Automatic adhesive injecting machine; PLC; touch screen; interpolation; Motion control目录独创性声明 ................................................................... 错误!未定义书签。
摘要 .......................................................................................................... I I ABSTRACT .. (III)第一章绪论 (1)1.1背景 (1)1.2控制系统的内容 (3)1.3控制系统的分类 (4)1.3.1按位置控制原理分类 (4)1.3.2按被控量的性质和运动控制分类 (6)1.3.3按驱动方式不同分类 (6)1.4课题来源及研究目的 (7)1.4.1课题来源 (7)1.4.2论文的主要研究内容 (7)第二章点胶机的控制方案 (8)2.1点胶机简介 (8)2.2 点胶机的机械结构 (8)2.3运动控制系统的控制要求分析 (10)2.3.1点位运动 (10)2.3.2轮廓控制 (10)2.3.3系统操作界面要求 (11)2.4运动控制系统控制方案方案确定 (11)2.5松下FP系列PLC (13)2.5.1松下FPX特点 (13)2.5.2松下FP系列PLC的编程元件 (15)2.6小结 (16)第三章点胶机的驱动方案 (17)3.1 点胶机的传动方式 (17)3.2执行元件分析 (20)3.2.1步进电机 (21)3.2.2交流伺服电机 (22)3.2.3电机的脉冲控制 (23)3.3点胶机控制系统硬件 (25)第四章点胶机运动控制分析 (28)4.1点位控制 (28)4.2插补运动控制 (29)4.2.1插补概念与插补方法的选择 (29)4.2.2逐点比较法 (30)4. 3插补编程分析 (31)4.3.1直线插补 (31)4.3.2圆弧插补 (36)4.3.3椭圆插补 (40)第五章软件编程和界面开发 (46)5.1PLC程序分析 (46)5.1.1点位控制 (46)5.1.2插补程序 (47)5.2操作界面设计 (49)5.2.1界面分析 (49)5.2.2触摸屏编程 (50)5.3 PLC和触摸屏编程要注意的问题 (54)5.3.1运算错误 (54)5.3.2语法错误 (56)5.3.3设置错误 (56)5.3.4方案错误 (56)第六章结论与展望 (58)6.1结论 (58)6.2展望 (58)参考文献 (59)致谢 ............................................................................... 错误!未定义书签。
第一章绪论1.1背景随着科学技术的发展,人类社会已经进入了信息时代,集成电路产业是信息社会经济发展的基石,而集成电路相关制造装备是信息产业发展的驱动力和重要组成部分。
当前,无论是个人电脑,信息产业还是汽车电子以及消费类电子产业,还有军事、航空、航天领域都对电子产品的电路封装具有越来越高的要求,这就使得点胶机的应用越来越广泛[1]。