TC4钛合金真空钎焊接头显微组织分析
TC4钛合金激光焊接接头高温热处理后的显微组织研究_林海凡
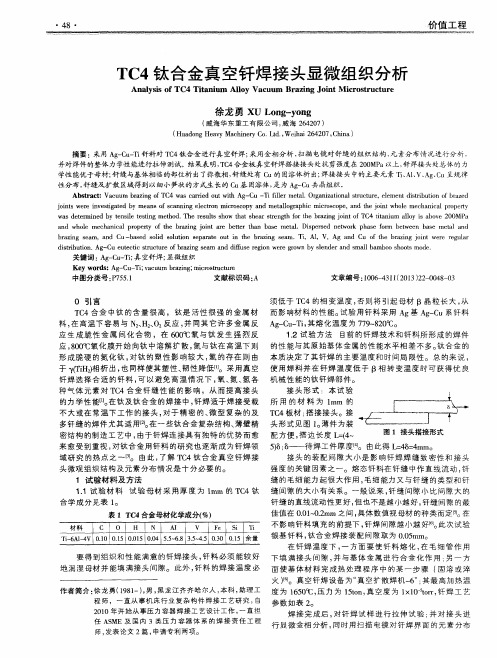
α′
(a) 焊缝整体
(b) 熔合线
β
100 μm
CPS→
α′ α′
α′ β
β
20
40
60
80
100
2θ / (°)
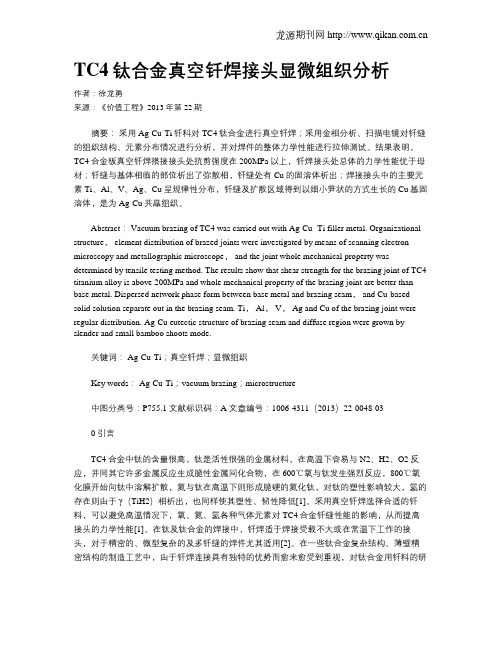
图 2 焊缝的 XRD 分析图 Fig.2 XRD pattern of weld bead
图 3 1193 K 保温 50 min 空冷的显微组织照片 Fig.3 Microstructure of the sample treated at 1193 K for 50 min
收 稿 日 期 :2010-08-04 作 者 简 介 :林 海 凡 (1983- ),男 ,硕 士 研 究 生 ,从 事 工 厂 工 程 设 计 (热
处 理 和 焊 接 工 艺 设 计 );电 话 :15267065843; E-mail:lhf_8211@
在消除焊接 残余应力方 面 , [5-7] 而对于激 光焊接接头 高温热处理后的显微组织的研究并不多见。 为充分 发挥钛合金的性能潜力, 有必要研究焊后热处理对 接头的影响。 本文通过研究 TC4 合金激光焊接接头 高温热处理后的显微组织和显微硬度, 分析了其高 温热处理前后激光焊缝组织及力学性能的变化。
[2] 王永梅,李 渭 清 ,马 龙 ,等. 热 处 理 工 艺 对 TC4(ELI)钛 合 金 组 织 和 力 学 性 能 的 影 响 [J]. 稀 有 金 属 材 料 与 工 程 , 2005, 34 (3):355-357.
距焊缝中心距离 / mm
图 5 接头显微硬度分布 Fig.5 Microhardness of welded joints before
and after heat treatment
TC4钛合金喷嘴真空钎焊工艺研究

可 见 ,图 5 a中的 A相主要 南 _ 和 A 两种 元素 构成 , r i l
还有 极 少 量 的 N 和 C i u等 元 素 , r 此 认 为 灰 白 色 块 大 l 状 相 A 主 要 为 r 和 A 的 化 合 物 相 。B 和 D 相 的 形 态 r ; 1
和元 素组 成较 相似 ,主要 由 . 元 素 构 成 ,并 在其 中 r j 溶 解少量 的 A 、V、N 、C 1 i u和 z 元 素 ,但 与 更靠 近 r
料 与 母 材 之 问 的 界 面 反 应 程 度 较 低 ,难 以 实 现 有 效
的冶金结合 ,因而接 头 强度 较 低 。而 当保 温 时间 过
图 2 界面分析试件装配
长 时 ,界 面 反 应 过 于 激 烈 ,界 面 上 生 成 了过 多 的 金
2 .试 验 结 果 及分 析
( )钎焊接 头 的抗 拉 强度 卣先 是 钎焊 温 度对 1 接头 抗拉强 度的影 响 :保温 时 问为 1mi,不 同钎焊 5 n 温度 对接头 强 度 的影 响 如 图 3所 示 。从 图 中可 以看
:
面 是一个较 宽 的区问 。
嘧 如
1
( )整个 界 面 a
≥
血l 赴
f
( ) N 、C b i u和 z 兀素 r
罔6 T4 C 钉焊接又线扫捕结果 ( = 4  ̄ f 1m n T 90 C、 = 5 i )
元 素扩散 的速度 最快
表 3中列 出 了 罔 5中 T 4合 金接 头 各 反应 产 物 C 中元素 含量 巾 A~D各点 E S分 析 的结 果 :从 表 3巾 D
TC4钛合金线性摩擦焊接头组织及性能研究
线性 摩擦 焊是 将 两 个 待 焊 件 表 面相 互 接 触 并 加
以一 定 的压力 ,同 时使 两 接 触 面 以一 定 频 率 和 振 幅
呈直 线往 复运 动 产 生 摩擦 热 实 现 焊 接 。线 性 摩 擦 焊 基本 过程 是 :一 个 工 件 被 夹具 固定 ,另一 个 构 件 与
要应 用方 向之 一 是 用 作 整体 叶盘 的制 造 和 修 复 ,与 传 统机械 加工 相 比采 用线 性 摩 擦 焊 制 造整 体 风 扇 叶 盘 可节 约 8 % 的金 属 材 料 ,从 而 节 约 大 量 的 钛 合 8
金 ,采 用线性 摩 擦 焊还 可 以对 损 坏 的整体 叶 盘单 个
焊 接
性 摩擦 焊技 术 已经成 熟 ,采用 线 性 摩 擦 焊 制 造 的钛
收稿 日期 :2 1 0 2 0 2— 4— 0
图 1 线性摩擦 焊焊接试板
Fi.1 S cme s frln rci n we dng ts g pe i n 0 ie f to l i e t i
小 ;塑性变形 区域原始片层组织被压扁拉长 ,与焊接振动方 向呈 近平行 的流线状 。 关键词 :钛合金 ;线性摩擦焊 ;组织 ;力学性 能
1 前
言
合金 整体 叶盘 已经在航 空发 动机上 得到 应用 ¨引。我 , 国线 性摩擦 焊 技术 研 究 起 步 较 晚 , 目前 的研 究 主要 集 中在线性 摩 擦 焊 相 关 的工 艺 、接 头组 织 、接 头性
作者简介 :张学军( 9 9 ) 16 一 ,男 ,高级工程师 。
钛 工 业 进 展
30
TC4钛合金电子束焊接头微观组织结构和演变分析

TC4钛合金电子束焊接头微观组织结构和演变分析邓云华;关桥;史一宁;郭振玺【摘要】Microstructure of electron beam welded TC4 joint is investigated through OM, SEM, EDS and EBSD analysis. Results show that the microstructure in the fusion zone (FZ) and heat affected zone (HAZ) change signiifcantly after electron beam welding. The FZ is made up of coarse columnar grains with matensite α’, and the misorientation angle distribution concentrates near 62.5°,which represents part α/α boundaries are formed from one parentβgrain. Due to the we lding thermal cycle, the original texture microstructure is transformed into equiaxed grains in HAZ near base metal (BM). The micro-structure of HAZ near BM is composed of originalα, origi-nalβ, blockαand few matensiteα’, and the misorientation angle distr ibution indicates partα/αboundaries are devel-oped from two differentβgrains. HAZ near FZ is made up of matensiteα’ and blockα, and the misorientation angle distribution represents partα/αboundaries are formed from one parentβgrain..%利用OM、SEM、EDS和EBSD方法对TC4合金电子束焊接头的微观组织结构进行了分析。
TC4钛合金TIG焊接头组织及力学性能
图3 b所 示 ,弯 曲试样 裂 纹 基 本都 出 现在
试 件 出现裂 纹后 ,有 的断开 ,有 的并 未断
,
4 。6 ,9弯 曲 变 形 的 程 度 较 大 , ,5 ,7
8弯 曲变形 程度 较小 。
( )熔 合 区 晶粒粗 大是 造成 接头 性能 降低 的主要 2
原 因。 因此 ,选取 合适 的热 输入 ,避 免熔 合 区 、热 影 响 区晶粒 粗大是 获 得优 良接 头 的重要 条件 。
总 量
100 0 .0
_ .试样 断 面与 主应 力方 向垂 直 ,符合 脆性
试 件基 本 看不 到 明显 的塑性 变形 ,说 明接 : ;肉眼 观察试 样 的断 口都 比较平 整 ,呈 差
4 结 论
( )采用 焊接 电流 7 1 0A、焊 接 速度 8m h和氩 气 / 流量 1 / n的工艺 时 ,T 4板材 TG焊 对接 接头性 1 mi L C I 能较 其他 工艺 条件 所得 接头 的性 能好 ,该 接头 抗拉 强 度达 到母 材 的 8 .%,断后 伸长率 为母材 的 1 . 51 96 %。
收 稿 日期 :2 1— 1 O 0 0 1一 6
磨 制接 头 金相试 样 ,并 用蔡 司光 学显 微镜 观察 接头 显
c n lg 1 0 N . A r 2 1 h ooy Vo 4 o p. 0 . 4 1
・ 验 与 研 究 ・ l 试 7
头组 织粗 大 ;或者 是焊 接过 程 中 ,接 头 未
作 者 简 介 :侯 继 军 (9 5 ) 1 8 一 ,男 , 内蒙 古 包 头 市 人 ,硕 士 研 究 生 , 主
要 从 事 钛 合 金 TG焊 工 艺 研 究 . I
TC4钛合金真空钎焊接头显微组织分析
TC4钛合金真空钎焊接头显微组织分析作者:徐龙勇来源:《价值工程》2013年第22期摘要:采用Ag-Cu-Ti钎料对TC4钛合金进行真空钎焊;采用金相分析、扫描电镜对钎缝的组织结构、元素分布情况进行分析,并对焊件的整体力学性能进行拉伸测试。
结果表明,TC4合金板真空钎焊搭接接头处抗剪强度在200MPa以上,钎焊接头处总体的力学性能优于母材;钎缝与基体相临的部位析出了弥散相,钎缝处有Cu的固溶体析出;焊接接头中的主要元素Ti、Al、V、Ag、Cu呈规律性分布,钎缝及扩散区域得到以细小笋状的方式生长的Cu基固溶体,是为Ag-Cu共晶组织。
Abstract: Vacuum brazing of TC4 was carried out with Ag-Cu -Ti filler metal. Organizational structure, element distribution of brazed joints were investigated by means of scanning electron microscopy and metallographic microscope, and the joint whole mechanical property was determined by tensile testing method. The results show that shear strength for the brazing joint of TC4 titanium alloy is above 200MPa and whole mechanical property of the brazing joint are better than base metal. Dispersed network phase form between base metal and brazing seam, and Cu-based solid solution separate out in the brazing seam. Ti, Al, V, Ag and Cu of the brazing joint were regular distribution. Ag-Cu eutectic structure of brazing seam and diffuse region were grown by slender and small bamboo shoots mode.关键词: Ag-Cu-Ti;真空钎焊;显微组织Key words: Ag-Cu-Ti;vacuum brazing;microstructure中图分类号:P755.1 文献标识码:A 文章编号:1006-4311(2013)22-0048-030 引言TC4合金中钛的含量很高,钛是活性很强的金属材料,在高温下容易与N2、H2、O2反应,并同其它许多金属反应生成脆性金属间化合物,在600℃氧与钛发生强烈反应,800℃氧化膜开始向钛中溶解扩散,氮与钛在高温下则形成脆硬的氮化钛,对钛的塑性影响较大,氢的存在则由于γ(TiH2)相析出,也同样使其塑性、韧性降低[1]。
TC4钛合金的TIG焊接工艺及缺陷分析

(3) 焊接电流选择合理 ,则焊后试样的抗拉强度 、 延伸率与母材相当 。
参考文献
1 草道英武编. 程 敏 ,赵克德 ,屈翠芬译. 金属钛及其应用. 北京 :冶金工业出版社 ,1989.
2 陆树荪 ,顾开道 ,郑来苏. 有色铸造合金及熔炼. 北京 :国防 工业出版社 ,1983.
图 3a 是焊接电流在 75 A 时产生的焊缝中的夹杂
图 3b 为焊接电流在 160 A 时焊缝内的夹杂物 。出 现这样的夹杂很可能是由于电流密度较大 ,导致焊丝熔 断 ,或者钨极尖端烧损造成的 ,通过能谱分析得知 ,杂质 中 W 含量很高 ,因此可以断定杂质是由钨极烧损造成 的 ,所以在焊接前修磨钨极时端部不能太尖 ,以防钨烧 损[6] 。 2. 3 裂纹分析
其应用带来一定困难[3~5] 。本论文的目的是通过一系 列的焊接试验来研究分析 TC4 钛合金 TIG 焊工艺及焊 接时出现的各种焊接缺陷 。
1 试验过程
1. 1 试验材料 本试验使用的母材为 4 mm 厚 TC4 板材 ,焊接材料
选用了 <2. 5 mm 的 TC4 标准焊丝 ERTi - 6Al - 4V ,具体 化学成分如表 1 所示 。
表 3 试样力学性能 焊缝延伸率 ( %) 6. 8 7. 3 6. 5 6. 2 7. 1
焊缝硬度 ( HV) 359 330 347 355 343
热影响区硬度 ( HV) 342 318 329 341 335
3 结 论
(1) 用 ERTi - 6Al - 4V 焊丝焊接 TC4 合金最佳焊 接电压为 15~25 V ,焊接电流为 100~120 A ,焊缝区为 交叉片状组织和针状组织 ,其硬度比母材高 ,热影响区 组织明显长大 。
TC4钛合金真空钎焊接头显微组织分析
关键词 : A g — c u — T i ; 真空钎焊; 显微组织
Ke y wo r d s :Ag — — Cu — — T i ; v a c u u m b r a z i n g ; mi c r o s t r u c t u r e
中图 分类 号 : P 7 5 5 . 1
徐龙 勇 X U L o n g — y o n g
( 威 海 华 东 重 工 有 限公 司 , 威海 2 6 4 2 0 7 )
( Hu a d o n g H e a v y Ma c h i n e r y C o . L t d . , We i h a i 2 6 4 2 0 7 , C h i n a )
b r a z i n g s e a m, a n d C u - b a s e d s o l i d s o l u t i o n s e p a r a t e o u t i n t h e b r a z i n g s e a m. T i , A 1 ,V , A g a n d C u o f t h e b r a z i n g j o i n t w e r e r e g u l a r
d i s t r i b u t i o n . Ag — C u e u t e c t i c s t uc r t u r e o f b r a z i n g s e a m a n d d i f f u s e r e g i o n w e r e g r o w n b y s l e n d e r a n d s ma l 1 b a mb o o s h o o t s mo d e .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TC4钛合金真空钎焊接头显微组织分析
摘要:采用ag-cu-ti钎料对tc4钛合金进行真空钎焊;采用金相分析、扫描电镜对钎缝的组织结构、元素分布情况进行分析,并对焊件的整体力学性能进行拉伸测试。
结果表明,tc4合金板真空钎焊搭接接头处抗剪强度在200mpa以上,钎焊接头处总体的力学性能优于母材;钎缝与基体相临的部位析出了弥散相,钎缝处有cu 的固溶体析出;焊接接头中的主要元素ti、al、v、ag、cu呈规律性分布,钎缝及扩散区域得到以细小笋状的方式生长的cu基固溶体,是为ag-cu共晶组织。
abstract: vacuum brazing of tc4 was carried out with ag-cu -ti filler metal. organizational structure, element distribution of brazed joints were investigated by means of scanning electron microscopy and metallographic microscope,and the joint whole mechanical property was determined by tensile testing method. the results show that shear strength for the brazing joint of tc4 titanium alloy is above 200mpa and whole mechanical property of the brazing joint are better than base metal. dispersed network phase form between base metal and brazing seam, and cu-based solid solution separate out in the brazing seam. ti, al, v, ag and cu of the brazing joint were regular distribution. ag-cu eutectic structure of brazing seam and diffuse region were grown by slender and
small bamboo shoots mode.
关键词: ag-cu-ti;真空钎焊;显微组织
key words: ag-cu-ti;vacuum brazing;microstructure
中图分类号:p755.1 文献标识码:a 文章编号:1006-4311(2013)22-0048-03
0 引言
tc4合金中钛的含量很高,钛是活性很强的金属材料,在高温下容易与n2、h2、o2反应,并同其它许多金属反应生成脆性金属间化合物,在600℃氧与钛发生强烈反应,800℃氧化膜开始向钛中溶解扩散,氮与钛在高温下则形成脆硬的氮化钛,对钛的塑性影响较大,氢的存在则由于γ(tih2)相析出,也同样使其塑性、韧性降低[1]。
采用真空钎焊选择合适的钎料,可以避免高温情况下,氧、氮、氢各种气体元素对tc4合金钎缝性能的影响,从而提高接头的力学性能[1]。
在钛及钛合金的焊接中,钎焊适于焊接受载不大或在常温下工作的接头,对于精密的、微型复杂的及多钎缝的焊件尤其适用[2]。
在一些钛合金复杂结构、薄壁精密结构的制造工艺中,由于钎焊连接具有独特的优势而愈来愈受到重视,对钛合金用钎料的研究也逐渐成为钎焊领域研究的热点之一[3]。
由此,了解tc4
钛合金真空钎焊接头微观组织结构及元素分布情况是十分必要的。
1 试验材料及方法
1.1 试验材料试验母材采用厚度为1mm的tc4钛合学成分见表1。
要得到组织和性能满意的钎焊接头,钎料必须能较好地润湿母材并能填满接头间隙。
此外,钎料的焊接温度必须低于tc4的相变温度,否则将引起母材β晶粒长大,从而影响材料的性能。
试验用钎料采用 ag基ag-cu系钎料ag-cu-ti,其熔化温度为779~820℃。
1.2 试验方法目前的钎焊技术和钎料所形成的焊件的性能与其原始基体金属的性能水平相差不多。
钛合金的本质决定了其钎焊的主要温度和时间局限性。
总的来说,使用焊料并在钎焊温度低于β相转变温度时可获得优良机械性能的钛钎焊部件。
接头形式:本试验所用的材料为1mm的tc4板材;搭接接头。
接头形式见图1。
薄件为装配方便,搭边长度l=(4~5)δ;δ——待焊工件厚度[4]。
由此得l=4δ=4mm。
接头的装配间隙大小是影响钎焊焊缝致密性和接头强度的关键
因素之一。
熔态钎料在钎缝中作直线流动,钎缝的毛细能力起很大作用,毛细能力又与钎缝的类型和钎缝间隙的大小有关系。
一般说来,钎缝间隙小比间隙大的钎缝的直线流动性更好,但也不是越小越好,钎缝间隙的最佳值在0.01~0.2mm之间,具体数值视母材的种类而定[5]。
在不影响钎料填充的前提下,钎焊间隙越小越好[6]。
此次试验银基钎料,钛合金焊接装配间隙取为0.05mm。
在钎焊温度下,一方面要使钎料熔化,在毛细管作用下填满接头间隙,并与基体金属进行合金化作用;另一方面使基体材料完成热处理程序中的某一步骤(固溶或淬火)[6]。
真空钎焊设备为“真空扩散焊机-6”;其最高加热温度为1650℃,压力为15ton,真空
度为1×10-5torr,钎焊工艺参数如表2。
焊接完成后,对钎焊试样进行拉伸试验;并对接头进行显微金相分析,同时用扫描电镜对钎焊界面的元素分布及组织结构进行分析。
2 试验结果及分析
2.1 拉伸试验分析在“cmt5
3.5微机控制电子万能试验机”上拉伸实验,四组钎接试样均从搭接接头(焊缝)边缘并靠近接头处断裂,如图2,这说明焊接接头处所能承受的最大拉力大于母材,按照此拉力核算,搭接接头处抗剪强度应在200mpa以上,由此可知,钎焊焊件的接头处总体的力学性能要优于母材,焊件总的力学性能较好,焊接情况优良。
2.2 金相分析对钎焊试件外观检查发现其变形很小,装配较好,焊接情况良好。
钎焊接头的金相试样经kroll 侵蚀剂
(2mlhf+5mlhno3+93mlh2o)进行侵蚀后,用xjp-2b型台式金相显微镜对钎焊接头进行金相观察,图3为钎焊焊缝100倍照片,从照片中可以看出,焊缝较均匀,没有出现污染变质等不良现象。
钎焊比较适合对钛合金进行焊接,就是由于钎料易于与钛合金基体合金化,但是这种合金化容易使焊缝变的硬而脆,使材料塑性和强度降低。
但是由图4不难看出,基体为细小α+β双相等轴晶体,钎焊缝中心浅灰色的为共晶的钎料组织,钎焊缝两侧是钎料向母材扩散形成的扩散层,在与基体相临的部位由于析出了弥散相,故易受腐蚀而呈深色。
从图中可以看出在钎焊焊缝处的钎料均以笋状的方式生长,较细小,这是由于有细小针状cu的固溶体析出;在焊缝中间处可能出现了ag-cu共晶;但没有发现明显的金属化合物,从而没有因为出现金属化合物而使接头处的塑性、韧性降低。
2.3 扫描电镜分析为了进一步对真空钎焊接头处的组织结构及元素分布情况进行研究,对真空钎焊接头用“camscan mx2600fe型热场发射扫描电子显微镜”进行扫描,并对部分区域及点进行能谱分析。
由图5可知元素分布具有较强的规律,母材和钎缝之间元素进行了扩散;如图6,笋状区域即为钎料生长扩散区域;但由于焊接保温时间较短(仅10min),钎料和母材之间的元素扩散不完全;结合图5和图6可以看出,在钎缝及钎料笋状生长扩散区域处ag、cu的谱线均成锯齿状,且ag的峰值对应cu的低谷,由此可知此区域形成了典型的ag-cu共晶组织,其灰黑色组织为cu基固溶体,白色相为ag基固溶体。
图7是在钎料生长扩散区域内的笋状钎料上所打的能谱,由(b)可以看出,cu的衍射强度较高,在此区域中cu形成的固溶体成细小的笋状,因为在这些元素中ag的原子序数最高,所以这个区域中可能有cu基固溶体中析出的富ag相,这需经过多次实验才能验证。
3 结论
①tc4合金板真空钎焊接头处所能承受的最大拉力大于基体,搭接接头处抗剪强度在200mpa以上,焊件接头处总体的力学性能优于母材,焊件总的力学性能较好。
②钎缝与基体相临的部位析出了弥散相,易受腐蚀;在钎焊焊缝处有cu的固溶体析出,均以笋状的方式生长并较细小,但没有发现明显的金属化合物。
③焊接接头中的主要元素ti、al、v、ag、cu呈规律性分布,钎缝及扩散区域得到ag基固溶体及以细小笋状的方式生长的cu基固溶体,是为ag-cu共晶组织。
④钎料生长扩散区域内的笋状钎料上的cu基固溶体中可能析出富ag相,这需后续多次实验才能验证。
参考文献:
[1]马天军,康慧,曲平等.tc4合金真空钎焊的发展[j].焊接技术,2004,33(5):4-6.
[2]戚运莲,洪权,刘向等.钛及钛合金的焊接技术[j].钛工业进展,2004,21(6):25-29.
[3]吴欣,康慧,朱颖等.tc4钛合金真空钎焊的研究[j].航空制造技术,2004(9):67-69.
[4]赵越等编著.钎焊技术及应用[m].北京:化学工业出版社,2004,6.
[5]张启运,庄鸿寿主编.钎焊手册[m].北京:机械工业出版社,1998,11.
[6]屠恒悦.真空钎焊技术的应用[j].金属热处理,1998(5):21-23.。