模糊PID控制在高炉调压阀组上的应用
PID控制在高炉富氧流量调节中的应用

PID控制在高炉富氧流量调节中的应用摘要:本文着重针对高炉鼓风氧气流量手动控制不稳定,无法满足高炉正常生产的问题,进行多方位、多角度的分析。
利用PID控制技术实现富氧流量的自动调节。
实践表明PID控制达到了对富氧流量自动调节和稳定控制的目的。
关键词:PID 富氧调节稳定控制1简介在近几年的高速发展中,我公司已跻身于全国大中型钢铁联合企业,具有炼铁、炼钢、轧钢完整的钢铁生产体系。
目前,国内钢铁行业由于产能过剩普遍处于微利甚至亏损状态。
公司提出在在转型升级中谋发展,一批节能减排技改升级项目相继上马。
2011年,炼铁2*1080M3高炉项目顺利投产。
高炉富氧鼓风是一种强化冶炼技术。
在高炉大气鼓风中加入工业氧,以提高鼓风含氧浓度,强化风口区燃料燃烧,对冶炼过程产生积极的作用。
新工艺、新技术的引进给公司的发展注入了新活力。
在学习、吸收的过程中我们发现在富氧流量的控制上存在不足,不能实现精准稳定控制影响了高炉的正常冶炼,所以着重对富氧流量自动调节进行了研究。
2现状调查2.1富氧流量调节系统介绍永钢炼铁三厂目前有2座1080M3高炉,配套3台鼓风机向高炉送风。
为提高高炉冶炼的进度和产量,需在风量中提高氧含量因此采用富氧送风方式,即将来自氧气总管的氧气经氧气流量调节系统后进入氧气、空气混合装置,由鼓风机增压后经热风炉送入高炉。
炼铁三厂富氧管道通径DN200,每座高炉各配套一套富氧流量调节系统。
其主要设备有:氧气压力检测、氧气流量检测、氧气调节阀、氧气快速切断。
2.2存在问题富氧流量的调节都是由工长下达富氧流量目标值然后热风炉操作员根据目标值手动调节氧气调p2)、阀门气源压力不稳定。
对阀门气源的压力进行检查,发现其压力稳定在阀门动作允许范围内且无明显波动。
3)、氧气压力的不稳定。
我们向制氧厂了解氧气的供气情况,他们反映该供气管路有几个大的用气单位如炼钢三厂等,所以供气压力有一定的波动,这为客观因素无法解决。
4)、氧气流量调节阀门无自动控制功能,无法根据工况实时调节。
模糊控制在多焦炉集气管压力控制上的应用
模糊控制在多焦炉集气管压力控制上的应用摘要:焦炉集气管压力的稳定控制不仅仅关系到焦炉的寿命,更直接影响着煤化工产品的质量和产量。
因此对焦炉集气管压力的稳定调节一直以来都是焦化厂普遍关心的问题。
大小不同、产量不同的多座焦炉集气管压力控制更是让很多焦化企业头痛的事情。
达钢焦化公司采用了西安中程自动化工程公司的多焦炉集气管压力无级模糊控制系统以后,对这一难题得到了极大的改善。
关键词:多焦炉集气管压力控制模糊控制系统达州钢铁集团焦化公司具有三座JN4.3-80型机械化焦炉,年产冶金机焦100万吨,煤化工产品近10万吨。
由于达钢焦化公司三座焦炉建设时间不同,因此导致工艺管线缺乏合理性。
在以前用两座焦炉生产时,对集气管压力的控制采用了DCS系统进行控制基本能够满足工艺要求,但是第三座焦炉投产后原来的控制方案就已无法满足生产的需要。
经过多次研讨和攻关均无明显改善。
经多方论证最后采用了西安中程自动化工程公司的多焦炉集气管压力无级模糊控制系统以后,焦炉冒烟冒火的情况基本得到了控制。
一、集气管压力控制影响因素分析1、集气管压力调节回路之间的强耦合效应。
焦炉集气管到初冷器前管道互通,任何一座焦炉集气管的压力波动都将影响其它各座焦炉集气管压力。
在常规调节方式下,各个集气管压力独立调节,没有沟通和协调,任何一座焦炉集气管压力的调节过程必然影响到其它焦炉集气管压力的稳定,进而触发其调节机构的动作。
不同焦炉集气管压力的调节过程相互影响,从而形成典型的集气管并联耦合振荡现象。
这种振荡在推焦、装煤和喷洒高压氨水的过程中更加严重。
由于焦炉数量较多,进一步增加了整个系统的不稳定因素,如果没有有效的控制措施,必然导致系统常时间处于连续振荡状态,调节品质严重恶化。
2、初冷器前吸力不稳定。
鼓风机后的煤气压力波动剧烈导致鼓风机前吸力的持续变化,并通过初冷器前吸力的波动直接影响焦炉集气管压力及调节过程,如果初冷器前吸力不稳定,将直接诱发集气管压力波动并触发振荡。
模糊PID在热水锅炉温度控制系统中的应用

模糊PID在热水锅炉温度控制系统中的应用【摘要】模糊PID控制方法在热水锅炉温度控制系统中的应有有着十分明显的优势。
本文首先概述了模糊PID控制,然后分析了锅炉温度控制系统控制器的设计,最后在探讨了模糊PID控制规则的基础上,对参数自整定的模糊PID 控制器的设计和仿真研究做了研究。
【关键词】模糊PID;热水锅炉;温度;控制系统;应用一、前言模糊PID控制的优点十分明显,它不仅具有极佳的稳固性,而且在实际使用过程中的牢固性也十分出色。
正是得益于它的这些特点,才更应该在遵循其控制原则的基础上,被应用在热水锅炉温度控制系统中。
二、模糊PID控制概述在热水锅的温度控制中,被控对象具有非线性、时变性、滞后性等特点,而且温度控制受到被控对象、环境和燃料等很多因素的影响,难以建立精确的数学模型,难以选择控制器的参数。
因此传统的PID控制器难以获得良好的控制效果。
而模糊PID控制是基于智能控制理论,并与常规PID控制有机结合,能够很好地控制锅炉的出水温度。
模糊PID的优点是它不要求掌握受控对象的数学模型,而根据人工控制规则组织控制决策表,然后采用模糊推理的方法实现PID 参数kp、ki和kd的在线自整定,不仅保持了常规PID控制系统原理简单、使用方便、鲁棒性较强、控制精度高等优点,而且具有模糊控制的灵活性、适应性强等优点。
模糊PID控制算法充分利用了模糊控制和PID控制的优点,避开了建立对锅炉建立精确的数学模型这一难题。
可以在线自调整PID的参数。
从仿真结果看,模糊PID控制提高了系统的稳态特性。
本系统在沈阳丹东稳压给水设备厂燃煤热水锅炉上运行后,在保证各项控制指标的基础上,不但提高了锅炉的热效率,而且大大减少了煤炭和电能的使用量,降低了烟气中污染物的含量,达到了节能、经济、环保运行的目的。
三、锅炉温度控制系统控制器设计1.锅炉温度控制系统结构分析锅炉温度控制系统的主要任务是精确控制锅炉的温度流量,确保炉内污水按设定值排出。
模糊PID控制在锅炉液位控制中的应用
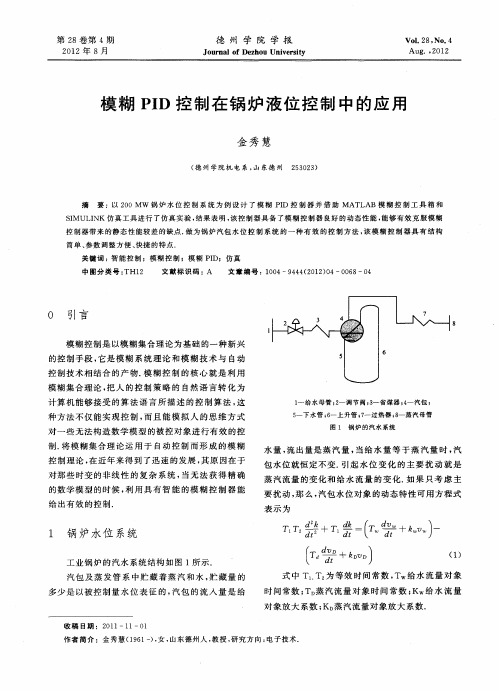
水 量 , 出量是蒸 汽 量 , 流 当给 水量 等 于蒸 汽 量 时 , 汽 包 水位 就恒 定不 变. 起 水位 变 化 的主要 扰 动 就 是 引 蒸 汽 流量 的变化 和 给水 流量 的 变 化. 如果 只考 虑 主 要 扰 动 , 么 , 包水 位对象 的动 态特 性可用 方 程式 那 汽
当负荷 ( 汽流 量 ) 然 发生 变化 , 汽 流 量 信 号 能 蒸 突 蒸 使 给水 调节 阀一开 始 就 向正 确 方 向移 动 , 当蒸 汽 即
控制 中. 是 , I 控 制 器参 数 的整 定 、 但 PD 调试 过 程 中
经常 出现超 调 、 振荡 等影 响系统 正 常运行 的现象 . 模 糊控 制器 具有 不依 赖 控 制 对象 精 确 的 数 学模 型 , 减 弱超 调 、 防止振 荡 等优 点 . 在实 际应 用 中 , 一般 是 用 系统 输 出的偏差 E和输 出偏 差 的变化 率 E C作 为输 入信 息 , 而把控 制量 的变 化作 为控 制器 的输 出量 , 以 此确 定模糊 控 制器 的结构 . 实际 的过程 控制 中 , 在 微 机根 据采样 到 的 E和 E C通 过查 询控 制表求 得控 制 量 U, 实现模 糊 控制. 锅 炉汽 包水 位控 制 系统 通 常 主要 由汽 包 、 液位 变送 器 、 制器 和锅 炉给 水 阀组成 . 以通 过模 糊控 控 可 制器 加快 过程 动态 响应 过程 , 减弱 超调 和振荡 现象 , 减 弱调试 过程 对碱 回收 炉 正 常运 行 的影 响 , 可 以 又
表 示 为
1 锅 炉 水 位 系 统
工 业锅 炉 的汽水 系统结 构如 图 1 示. 所 汽 包 及蒸 发 管 系 中贮 藏着 蒸 汽 和水 , 藏量 的 贮 多少 是 以被控 制 量水 位 表 征 的 , 汽包 的流 人量 是 给
模糊控制在高炉热风炉控制系统中的应用
1模糊控制系统 的基本组成 .
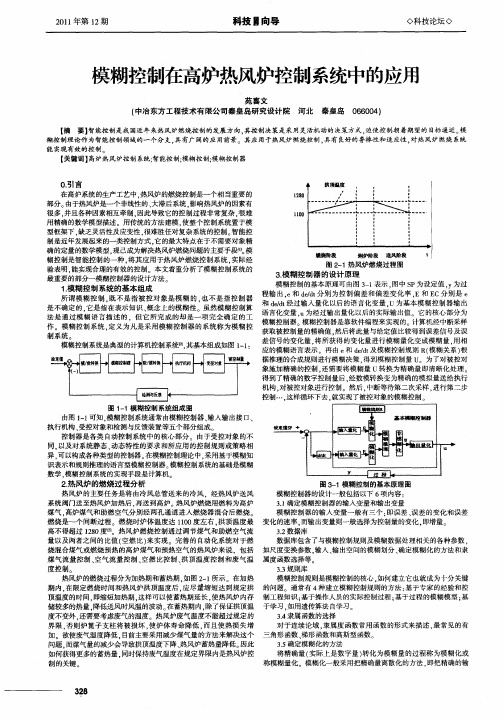
所谓模 糊控 制 . 既不是 指被 控对象 是模 糊 的 . 也不 是指 控制 器 是不确定 的 , 它是指在表示知识 、 概念上的模糊性 。虽然模糊控 制算 法是 通过模 糊语 言描述 的 .但 它所 完成 的却是 一项 完全确 定 的工 作 。模糊 控制系统 , 定义为 凡是采用模 糊控制器 的系统称 为模糊 控 制系统 。 模糊控 制系统是典型 的计算机控制 系统 其基本组成如 图 1 1 , -:
图 1 1模糊 控制系统 组成 图 — 由图 1 1 - 可知 , 模糊控制系统通 常由模糊控制器 、 输入输 出接 口、
执行机构 、 受控对象和检测与反馈装置等五个部分组成。 控制器是各类 自动控制系统 中的核心部分 由于受控对象 的不 同, 以及对系统静 态、 动态特性 的要求 和所应用 的控 制规 则或策略相 异 . 以构成各种类型的控制器 。 可 在模糊控制理论中 , 采用基 于模糊 知 识表示和规则推理的语言型模糊控制器 。 模糊控制系统的基础是模糊 数学 . 模糊控制系统的实现手段是计算机 2热风 炉 的燃 烧 过 程 分 析 .
1 0 28
l
珊 瑗 南
lO t0
i
\
燃烧l段 孽 r
粥炉阶致
避风阶段
l
图 2 1热 风 炉 燃 烧 过 程 图 —
3模糊控制器的设计原理 .
模 糊控制的基本原理可 由图 3 1 - 表示 . 图中 s P为设定值 , 为过 Y 程输 出 . 和 d/ 分别 为控制偏 差和偏 差变 化率 . e et d E和 E c分别是 e 和 d/t e 经过输入 量化 以后 的语言化 变量 . d U为基本 模糊控制 器输 出 语言化变量 . 为经过输 出量化 以后 的实 际输 出值 。它 的核 心部分为 u 模糊控制器。 模糊控制器是靠软件 编程来实现 的。 计算机经 中断采样 获取被控制量的精确值 . 然后将此量与给定值 比较得到误差信号及误 差信号 的变化量 . 所获得 的变化量进行模 糊量化变成模糊量 , 将 用相 应 的模糊语言表示 再 由 e d/ 及模糊 控制规则 R 模糊关系 ) 和 et d ( 根 据推理 的合成规则进行模 糊决策 . 得到模糊控制量 u 为 了对被控对 象施加精确 的控制 . 要将模 糊量 u转换为精确量 即清 晰化处理 。 还需 得到 了精确的数字控制量后 . 经数模转换变为精确 的模拟量送给执行 机构 . 对被控对象进行控制。然后 . 中断等待第二次采样 , 进行第二步 控制 …. 这样循环下去 . 就实现了被控对象 的模糊控制。
模糊PID在合金化炉炉压控制中的应用

模糊PID在合金化炉炉压控制中的应用李富强;刘毅敏;陈建良;赵煜【摘要】大多数合金化炉炉膛压力设定值是固定的,该种情况并不能根据带钢规格的变化而自动变化,为此,该文分析了炉膛压力与带钢规格参数之间的关系,并采用多元线性回归方法,建立炉膛压力最优值与带钢规格之间的数学计算模型,根据该模型可以得出满足生产要求的炉压最佳值.然后结合传统PID控制和模糊控制的优点,根据炉膛压力控制系统的非线性和不确定因素,建立PID参数自整定的推理规则,设计了合金化炉膛压力控制系统的模糊PID控制器.仿真和现场应用表明,该控制系统的炉压设定值能够根据带钢的规格变化而变化,模糊PID控制器具有较快的动态响应速度.该系统可以自动适应现场的生产要求.【期刊名称】《自动化与仪表》【年(卷),期】2014(029)009【总页数】4页(P37-40)【关键词】合金化炉压;多元线性回归;模糊PID;自整定;最优化;带钢【作者】李富强;刘毅敏;陈建良;赵煜【作者单位】武汉科技大学信息科学与工程学院,武汉430081;武汉科技大学信息科学与工程学院,武汉430081;武汉科技大学信息科学与工程学院,武汉430081;电子科技大学微电子与固体电子学院,成都610000【正文语种】中文【中图分类】TP273合金化炉是合金化钢板生产线的重要设备。
其主要作用就是使通过炉膛的带钢温度能够维持在450℃~550℃之间。
而其炉压控制性能将直接影响钢板温度控制的稳定性以及加热炉的能耗和最终钢材产品的质量。
实际的炉压控制系统是一个非线性、强耦合、受不确定因素影响较多的多变量系统,采用模糊PID,相较常规PID,可消除系统稳态误差,提高相应速度,增加稳态控制性能。
同时,现场实际观察发现,炉压的最佳设定值与带钢的移动速度、厚度、宽度有一定关系,这是单个因变量与多个自变量之间的关系,可采用多元线性回归的方法进行研究。
因此,本文采用模糊PID控制和多元线性回归方法实现对合金化炉炉压的自动化控制是较好的选择。
煤气平衡“模糊控制”技术与应用
煤气平衡“模糊控制”技术与应用随着能源需求的不断增长和环境问题的引起,人们对煤气平衡的监测和控制越来越注重,同时也逐渐重视起了模糊控制技术的应用。
本文将介绍煤气平衡模糊控制技术的基本原理、优点、应用情况,并对其未来的发展进行展望。
一、煤气平衡模糊控制技术的基本原理煤气平衡指的是在工业过程中,通过对煤气组分、流量、压力等参数的监测与控制,保证煤气系统的稳定性和安全性。
而模糊控制技术则是一种基于模糊数学的控制方法,它能够处理那些不完全或者不确定的事物,能够处理含有模糊性的控制系统。
在煤气平衡控制中,模糊控制技术能够通过对输入、输出、系统状态等参数进行模糊化处理,构建模糊控制规则库,最终实现对煤气流量、压力等参数的自动控制。
二、煤气平衡模糊控制技术的优点与传统的PID控制,煤气平衡模糊控制技术有着不少的优点:1.对于含有模糊成分的信息,模糊控制能够更好地进行处理,提高了控制精度和系统的鲁棒性;2.模糊控制方法具有很强的自适应性和泛化能力,适用于各种不确定性控制系统;3.通过合理的模糊控制规则库的构建,能够更好地符合人类的自然语言描述,使得控制系统更加的简单、直观。
三、煤气平衡模糊控制技术的应用情况煤气平衡模糊控制技术目前已经在很多工业领域得到了广泛的应用,例如:1.煤气热值计算控制:通过对煤气热值的监测和控制,模糊控制技术能够对煤气热值的计算进行自动调节,提高了燃气发电厂的效率;2.管道煤气流量控制:在管道煤气输送的过程中,对煤气流量的控制十分关键。
模糊控制技术利用其强大的自适应性和泛化能力,可以实现对煤气流量的自动调频;3.高炉煤气发电控制:高炉煤气发电过程中,模糊控制技术能够实现高炉煤气流量、压力、温度等参数的智能控制,提高了发电效率和安全性。
四、煤气平衡模糊控制技术的未来发展煤气平衡模糊控制技术在未来的发展中将会面临一些挑战和机遇:1.更高的控制精度和鲁棒性。
由于煤气过程控制的复杂性,未来的煤气平衡模糊控制技术需要具备更高的控制精度和鲁棒性;2.深度学习应用。
高炉制粉系统模糊控制方法
高炉制粉系统模糊控制方法孙圣明①(上海梅山钢铁股份有限公司 江苏南京210039)摘 要 高炉制粉系统采用模糊控制方法可以实现全自动PLC控制。
通过总结现场操作经验,设计了两组模糊控制器,分别交错控制制粉系统中的磨煤机出口温度和磨煤机进口吸力两个代表性参数,再结合干燥炉燃烧煤气和主排风机风量的辅助调节,满足制粉过程系统全自动调节。
该模糊控制方法现场实施后制粉系统调节响应快,超调小,实现了全自动控制,降低劳动强度及提高系统稳定。
关键词 高炉 磨煤机 制粉 模糊控制中图法分类号 TF538.63 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 06 020FuzzyControlMethodforPulverizingSystemofBlastFurnaceSunShengming(ShanghaiMeishanIronandSteelCo.,Nanjing210039)ABSTRACT Theblast furnacepulverizingsystemcanrealizeautomaticPLCcontrolbyfuzzycontrolmethod.Twosetsoffuzzycontrollersweredesignedbysummarizingtheexperienceoffieldoperation,whichinterleavedthetworepresentativeparametersofpulverizingmachineoutlettemperatureandpulverizingmachineinletsuctionrespectively.Combinedwiththeauxiliaryadjustmentofcombustiongasindryingfurnaceandairvolumeofmainexhaustfan,theautomaticadjustmentofpulverizingprocesssystemwassatisfied.Afterthefuzzycontrolmethodisimplementedinthefield,theadjustingresponseofpulverizingsystemisfast,theovershootissmall,theautomaticcontrolisrealized,thelaborintensityisreducedandthesystemstabilityisimproved.KEYWORDS Blastfurnace Coalmill Pulverizing Fuzzycontrol1 前言高炉制粉系统作用是为高炉生产喷煤工段制备煤粉[1],物料以原煤仓为起点,煤粉仓为终点。
基于模糊PID控制的电锅炉温度控制系统的研究.
基于模糊PID控制的电锅炉温度控制系统的研究摘要温度控制在工业控制中一直是富有新意的课题,对于不同的控制对象有着不同的控制方式和模式。
温度系统惯性大、滞后现象严重,难以建立精确的数学模型,给控制过程带来很大难题。
本文以电锅炉为研究对象,研究一种最佳的控制方案,以达到系统稳定、调节时间短且超调量小的性能指标。
本文对电锅炉可采用的控制方案进行了深入研究,首选的研究方案是PID控制。
温度PID控制器的原理,是将温度偏差的比例、积分和微分通过线性组合构成控制量,对被控对象进行控制。
PID控制的重点是参数的调节,本文利用了Ziegler-Nichols. Chien-Hrones和人工整定方法对其参数进行整定。
第二个研究方案是模糊控制,研究了模糊控制的机理,确定了电锅炉模糊控制器的结构。
通过对电锅炉温升特点的分析,建立了模糊控制规则表。
借助matlab中的Simulink和Fuzzy工具箱,对电锅炉PID控制系统和模糊控制系统进行仿真分析。
结果表明当采用PID算法时,系统的超调量与调节时间,不能同时满足技术要求。
当采用模糊控制时,超调量与调节时间虽然同时满足技术要求,但系统出现了稳定误差。
因此本文将模糊控制的智能性与PID控制的通用性、可靠性相互结合,设计了一种参数自整定模糊PID控制器,采用模糊推理的方法实现PID参数称、凡和凡的在线整定。
经仿真研究,参数自整定模糊PID控制效果达到了电锅炉温度控制系统的性能指标,是一种较为理想的智能性控制方案。
在分析电锅炉供暖系统对控制器要求的基础上,研制了以PIC16F877A单片机为核心部件的温度智能控制器,实现了温度的采集与控制、超限报警等各种功能。
在进行硬件电路设计的同时,也进行了相应软件设计,并将本文所提出的模糊PID算法引入到软件设计中,给出了主程序流程图、模糊PID算法工作流程图和温度采集流程图等。
Research on Fuzzy PID Control System ofTe m pe raturef orE lectricB oilerAbstractTem p er aturec ontroli sa t opicf ullo fn ew meaningsi n industry,to diferentcontrol object, there are diferent methods and modes. But it is dificult to control well because of characteristics of the temperature itself, such as its great inertia, serioust ime-laga ndt hed ifficulty toe stablisha na ccuratem athematicalm odelo fth e object. A duty in this thesis is to study a kind of appropriate control method to the temperatureo fth ee lectricb oiler.It s'te chnologyr equirementsa er:re gulatingt ime mustb es hort,o vershootm ustb es malla ndt hec ontrolsy stem mustb es table.Th em e thodo ft hee lectricb oilerc ontrolis s tudiedd eeply byt het hesis.T hefirstis P IDc ontrol.P rincipleo fte mperatureP IDc ontrolleris t oc ontrolth eo bjectby the linear combination of temperature deviation's proportional, integral and derivative.Th ec ontrolke yi sth ep arametera djustment.T hep arameteris a djustedb y methods of Ziegler-Nichols, Chien-Hrones and artifical tuning in this thesis. The secondm ethodi sfu zzyc ontrol.T hef uzzyc ontrolth eoryi sst udieda ndt hee lectric boiler fuzzy controller structure is determined. The fuzzy control rule table isestablished through analysing the characteristic of the electric boiler temperature inthe thesis.In t hi st h esis,th eP ID controls ystem andf uzzyc ontrolsy stem ares imulatedb y using Simulink and fuzzy logic tools in MATLAB. Experimental results illustratethat the PID control is used in the system, regulating time and overshoot always can not achieve the specification .When fuzzy control is used, regulating time and overshoota lwaysc ana chievest hes pecification,b uts ystem causes teady-statee ror. So it comes to a new method of combining them together. The patameters of耳,Kand Kd are adjust by fuzzy inference. Experimental results illustrate that the fuzzy PID parameters controller achieved the system performance index. The method offuzzy PID control is a ideal method.In t hi sth esis,ba singo nt her equesto fth ee lectricb oilerh eatings ystemt ot he controller, a temperature controller of the electric boiler is designed, in which the目录第1章绪论 (3)1.1课题的提出与意义 (3)1.2工业控制的发展概况 (3)1.3传统控制方法的缺陷 (4)1.4智能控制方法概述 (4)1.4.1智能控制方法的起源、发展和分类 (4)1.4.2智能控制方法的特点 (5)1.5论文的主要研究内容 (6)第2章被控对象及控制策略研究 (6)2.1被控对象及其原有控制方案 (6)2.1.1被控对象分析 (6)2.1.2原有控制方案 (7)2.2控制策略研究 (8)2.2.IPID控制基本理论 (8)2.2.2设计PID控制器时注意事项 (10)2.3模糊控制理论 (11)2.3.1模糊控制的基本思想 (11)2.3.2模糊控制系统的组成及结构分析 (11)2.3.3模糊控制算法的实现 (14)2.3.4模糊控制方法的进展 (15)2.4本章小结 (16)第3章控制系统特性及仿真研究 (17)3.1电锅炉温度控制系统特性 (17)3.2仿真工具 (18)3.2.1 MATLAB简介 (18)3.2.2 Simulink开发环境和模糊逻辑工具箱 (18)3.3控制系统仿真研究 (20)3.3.1 PID控制器设计 (20)3.3.2 PID参数的整定 (21)3.4模糊控制器设计及模糊推理方法 (26)3.4.1模糊控制器的结构 (26)3.4.2温控系统的模糊控制器设计 (27)3.5.2控制系统参数自整定模糊PID控制 (32)3.6控制系统方案选择 (35)3.7本章小结 (35)结论 (36)参考文献 (36)致谢 (38)第1章绪论1.1课题的提出与意义在工业生产过程中,控制对象各种各样,温度是生产过程和科学实验普遍而且重要的物理参数之一。
新型模糊PID控制器在大型加热炉中的应用
依赖于控制对象的数学模型 , 自适应能力较低, 局限 于线性系统 。 因此该控制器应用到那些严重非线性、 大 惯性 、 时滞及 时变 的被 控对 象 ( 加热炉 ) 时 , 大 如 上
【 文章编号】o6 66(000 -030 10—742 1)409— - 4
Ap l a in o w z y P D o t o lr i r e He t g F r a e p i to f Ne Fu z I c n r l n La g a i u n c c e n
C mp d i e e a u z P D o t l r t e n w o t l r h d t e a v n a e o o o  ̄e w t g n r l f z h y I c n r l , h e c nr l a h d a tg s f lw oe o e o e s o t a d s o t r g l t n t n i 印 p i ai n i a g e t g f r a e v rh o n h r e u a i i o me i t s l t n lre h ai u n c . c o n
o s r i g t e t p c l t mp r t r C r e o e t g f r a e t e a o o t i lt n b e vn h y i a e e a u e u f a h ai u c , h w y f h w o n e a v n n
2 1 ̄第 4 0o 期 总 第 1 0期 4
ME A U GC LP WE T I R IA O R L
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.调 压 阀 组 工 艺 概 况
高炉生产过程中产生的高炉煤气,通过炉顶上升管、中立除尘器、 干式布袋除尘器,进入调压阀组与 TRT,经过调压阀组与 TRT 流 量 调 节,汇入净煤气环网。 整个炼铁过程是在密闭容器内,过程参数间的关 系是非线性、强耦合、不均匀的,高炉内化学物理变引起的煤气量变 化,热风炉换炉,间歇上料,料罐均压放散,鼓风机的风量风压变化都 会影响炉顶顶压稳定。 调压阀组是由 3 个 DN900、一个 DN500 口径阀 门所组成的阀组,与 TRT 设备并列。 传统控制方法有逐个阀门开关和 所有阀门联合动作两种方式,前一种方式动作较慢,遇到顶压波动大 时响应速度慢,后一种方式响应速度快但是控制精度低。
3.系 统 的 运 行 环 境
系统采用施耐德过程控制系统,系统主要分为三层:生产过程层、 下位机系统、上位机系统,结构如图 1 所示。 生产过程层主要由现场传 感器、执行机构、驱动设备组成,如压力变送器。 调压阀组等,下位机系 统是高炉本体 PLC 控制系统,采用 Quantum 系列 PLC 和 UNITY4.0 软 件编程,主要负责各个生产过程的程序执行,是整个系统的核心部分, 上位机系统是由若干服务器、 操作员站和工程师站组成。 采用 WindowsXP SP3 操 作 系 统 。 人 机 界 面 软 件 使 用 组 态 软 件 Intouch10.0 工程软件包,实现对工作现场的监督控制。 下位机系统之间,下位机和 上位机之间均采用工业以太网进行通讯。
【关键词】高炉;炉顶压力控制;模糊 PID;调压阀组
0.引 言
在高炉炼铁中,炉顶煤气压力的精确控制对高炉稳定生产,降低高 炉焦比,增加 TRT 发电量起到了重要的作用,过大的炉顶压力波动会对 料流速度、气流分布、炉况顺行有较大的制约,甚至会导致崩料、悬料。 随着国家加速淘汰落后产能, 新上的高炉项目都是在 1000m3 以上,均 采用高压操作,顶压一般达到 0.2~0.25MPa,本文对某钢厂 1580m3 高炉 建立了模糊 PID 组合调节的高炉炉顶调压阀组控制系统, 投产后的生 产数据表明, 本文介绍的调压阀组控制系统快速响应炉顶压力的剧烈 波动的同时控制精度也很好,对稳定炉况起到了积极的作用。
● ●
(上接第 102 页)除。 对于搭接的工序时间的控制。 因为在围护体系的 东北角进行搅拌桩内套打钻孔灌注桩,所以说,必须控制好相互之间 的搭接时间。 如果时间太短,则会造成水泥的养护和凝固时间不够,使 得其强度太低,起不到护壁的作用;而如果搭接的时间太长又会使得 桩基的强度过大,造成钻孔的困难,减慢施工的速度。 一般来说,完成 桩基浇筑之后的 5-7d 之后进行钻孔灌注施工比较合适 , 这一时期所 形成的孔径质量,聪颖系数等都比较符合相关的规定。
分析,进行信息化的施工指导,从而提升基坑施工的安全性,保证工程 的顺利进行。
3.结 束 语
在实际的施工过程中,我们要加强学习,对于基坑建筑的管制措 施进行不断地创新,借用国外的先进思想和技术,结合我国当前基坑 围护建造的实际情况, 对于施工过程安全性和可靠性的提升进行改 造。 另一方面,建筑行业的相关人员也要不断地进行学习,以提升自己 的综合素质,只有这样才能够促进基坑围护施工的全面发展,为我国
压阀组控制系统保证了炉顶压力的稳定精度和抗干扰能力。 科
图 4 实时趋势
● 【参考文献】
[1]方 志 明 .自 适 应 模 糊 控 制 算 法 的 研 究 [D]. 江 苏 大 学 ,2003. [2]周 传 典 .高 炉 炼 铁 生 产 技 术 手 册 [M]. 冶 金 工 业 出 版 社 ,2002. [3]陶永华.新型 PID 控制及其应用[M].机械工业出版社,2002.
图 3 调压阀组操作画面 结合与 TRT 切换顶压控制的要求,把 4 个阀的功能区 分 如 下 ,除 了 DN500 的阀门作为微调阀以外, 其它三个 DN900 的阀门功能是可 以互换的。 (1)微调阀 PV12101(DN500):在顶压初步稳定的状态下实 行 顶 压 的精确调节,采用 PID 控制。 (2)自 动 阀 HV12111(DN900):在 调 压 阀 组 控 制 顶 压 时 进 行 粗 调 , 采用模糊法控制, 也可以作为手动阀保持一定开度 ,TRT 控制顶压时 不参与控制, 但是在煤气压力过高或者 TRT 故障停机时具 备 快 开 功 能。 (3)量 程 阀 HV12112(DN900):在 微 调 阀 PID 调 节 时 ,根 据 阀 位 采 用模糊法调节,控制微调阀的阀位在有效的控制范围内,煤气压力过 高的情况下具有快开功能。
(上接第 169 页)业队伍来进行更换和调整,尤其对质量上加强检查。 3.2 中波天、馈线的维护要点 针对于上述出现的故障,维护技术人员就必须制定出细致的维护
检修计划、检修周期和可行性较高的应急预案。 3.2.1 日常巡视工作加强 天馈线日常巡视工作,看似简单,其实责任重大。 对天、馈线系统
日常进行简单的检查巡视时,能及时发现问题解决解决,并且有大风、 大雨、暴雪等特殊天气时对重点部位增加次数巡视,做到防患于未然; 重要播出保障时段,不定时增加白天和夜间的巡视次数,确保安全播 出万无一失。
209
2015 年 09 期
◇科技之窗◇
(4)手动阀 HV12113(DN900):在调 压 阀 组 控 制 顶 压 时 手 动 保 持 一 定 开 度 ,自 动 采 用 模 糊 法 调 节 ,为 HV12111 备 用 控 制 阀 ,煤 气 压 力 过 高的情况下具有快开功能。
4.3 微调阀和自动阀的联动逻辑 当 炉 顶 压 力 和 压 力 设 定 值 的 偏 差 在+/-1KPa 以 内 自 动 阀 维 持 在 40%的 开 度 不 动 ,微 调 阀 开 始 PID 精 调 ;当 炉 顶 压 力 和 压 力 设 定 值 的 偏 差 超 过 +/-1KPa, 除 了 微 调 阀 精 调 外 , 自 动 阀 查 表 计 算 阀 位 值 , 自 动 阀 在 40% 的 开 度 左 右 调 整 , 保 证 阀 门 在 最 有 效 的 范 围 内 快 速 调 整。
2.4 基坑底部路基压力维护 在进行深坑基的压力计算时能够得到混凝土受弯构件张拉控制 应力,我们应当根据所受载荷来估算预应力,而且还要进行预应力损 失的估测。 预应力的损失主要来自于预应力筋和管道壁之间的摩擦; 锚具变形,钢筋回缩以及接缝处的压缩;钢筋和台座之间的温差等造 成的预应力损失。 然而由于施工的不规范性,使得实际的施工情况和 原有的预应力损失估算不相符,使得实际的预应力损失远大于原有的 预应力估算值。 2.5 对于施工现场环境的监测 因为本工程的施工工序极其复杂,而为了保证周边的环境和施工 作业的安全,我们应当对围护结构的内力,变形。 水平和垂直位移,基 坑支撑的轴心力以及坑内外的积水进行全面细致的跟踪监测,并加以
天馈线系统年检,要求每年对整个系统进行全面普查,包括各部 分性能的测试与比对, 并做好记录。 进行全面检查时特别强调两点: (1)馈线的线卡有无缺失松动;(2)各馈电点连接螺丝有无松动。 天、馈 线上全部的花篮螺丝涂抹黄油,灰尘较大地区使用麻布片捆绑,确保 调整时灵活可靠;检查所有地锚坑并夯实;在冬夏季对天馈线进行接 地电阻摇测,逐年进行比对,发现异常及时找到原因并加以解决;检测 馈线的行波系数,测量馈线对地的绝缘大小;制定合理的大修计划,根 据实际的水土条件、气候环境对天馈线系统设备的影响程度,沿海一 带具有较强腐蚀性,大修周期 3 年,其它地区 5 年。
图 1 网络结构图
4.调 压 阀 组 控 制 系 统 的 实 现
根据高炉的生产工艺,结合现场人员的操作需求,高炉顶压控制 系统包含的主要功能有:实时监控、操作控制、数据查询等,炉顶主画 面如图 2 所示。
图 2 炉顶监控画面 4.1 顶压的选择 炉顶上升管四个方位安装了四个压力变送器,可选择其中一个为 顶压控制对象,一般有高选、低选、中间值、平均值选择四种方式。 在生 产中,会出现压力变送器堵塞、信号断线等异常现象,本系统主要由操 作员选择被控顶压。 4.2 阀门的控制方式选择 四个调节阀有机旁手动、PLC 手动、PLC 自动三种控制方式,操作 界面如图 3。
(1)当 系 统 偏 差 较 小 时 ,被 控 对 象 的 非 线 性 不 是 很 强 , 采 用 微 调 阀 PID 控制,具有良好的静态性能。
(2)当系统偏差较大时,存在较强的非线性,PID 控制输出作 用 力 滞后、偏小,无法快速抑制系统大的偏差,如果增加 P 的作用,系统容 易产生震荡,对偏差较小的情况也无法有效控制,因此在偏差较大时 调节阀采用模糊控制联合作用, 改善了系统的抗干扰能力, 解决了 PID 对非线性大偏差的控制不力,提高了稳定精度和动态跟踪性。
4.4 微调阀和量程阀的联动逻辑 当微调阀的阀位大于高限时,量程阀以固定的速度开阀;当微调 阀的阀位在有效范围内,量程阀的维持不动;当微调阀的阀位小于低 限时,量程阀以固定的速度关阀。 以此方式联动,保证微调阀在一定范 围内调节,加大线性的有效控制范围。 4.5 实时趋势监控 实时趋势画面能准确的显示高炉顶压的变化曲线,包括与之关联 的全压 差 、透 气 性 指 数 的 趋 势 ,正 常 情 况 下 压 力 波 动 在+/-1KPa,切 换 TRT 顶压波动控制在+/-3KPa,满足了炉顶压力波 动+/-5KPa 的 要 求 , 实时趋势如上图 4 所示。 5.结 束 语 基于高炉炉顶压力控制系统工艺标准和现场工矿的分析,进行了 模糊 PID 控制算法 的 研 究 ,确 定 了 详 细 的 控 制 参 数 ,设 计 模 糊 PID 调 压阀组控制系统。 该系统经过实践检验, 调压阀组在高炉炉顶压力 全范围内都能自 动 调 节 ,在 无 需 人 工 自 动 干 预 的 情 况 下 ,模 糊 PID 调