波峰焊日常点检记录表
波峰焊每日检查记录

8:00
13:30
5 检查运输链子的情况
是否变型,缺损,有无锡渣 8:00
13:30
6 检查主流波的情况
主流波孔是否堵度感应器的状况 使用温度计检测温度是否在设置8:0范0 围内
13:30
8 检查参数状况
检查参数是否与设置一致 8:00
13:30
负责人: 审核人:
锡炉每日检查记录
设备编号 序号 项目
规格
时间 星期一 星期二 星期三 星期四 星期五星期六 星期日
1 检查锡条/松香型号与规格
8:00
13:30
2 检查锡液水准
锡面应在指示刻度范围内 8:00
13:30
3 检查锡炉进出口情况
接驳轨道与机器轨道对齐 8:00
13:30
4 检查松香喷雾提前,持续,停止目时测间状况
波峰焊点检表

设备名称:波峰焊
保养项目
运输系统
文件编号:RF-QF-ETD-0013
方法
打开链轮盒,开动链条用毛刷涂高温油
秒表及尺寸实测链速,目视传送是否稳定 检查导轨上各丝杆上螺丝是否有松动现象
年
期
月
内容
定期保养传送链条 检查链爪速度及状态 导轨各部位螺丝检查
链爪和运输链限力器的更换
频率
一周 开机 一月 一年 三天 一周 一年 一周 一天 一天 3月 一周 一周 2天 半年 一月 2天 1h 一周 一月 一月 一天 3月 一天 3月 一周
保
1 2 3 4 5 6 7 8
养
日
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
洗爪 清洁洗爪盒 更换毛刷 助焊剂系统 助焊剂比重测试 气源压力检查
助焊剂喷嘴处气压流量检查
详见用户手册 打开洗爪、运输及抽水泵 洗爪液更换,过滤网清洁 毛刷经使用被磨损后应及时更换
喷雾状态确认 清洗喷雾系统 清洗喷嘴 润滑直线轴承 清洁抽风机 清理发热部件的污渍 设定温度确认 清洁喷口整流网
异常情况记录 保养人签字 每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况, 应在“异常情况记录”栏予以记录,并联系相关人员处理。
用吸入式比重计测试,要求松香0.83g/cm³
开机后目视压力表,固定在0.5MPA
气压0.1MPA以上,流量0.2以上
用纸板感测喷雾量大小,表面细密均匀
清洗空气过滤器及排风管 清洁过滤器和气管内的污渍和水分
喷雾系统
预热系统 锡炉
机身
波峰焊机维护保养表
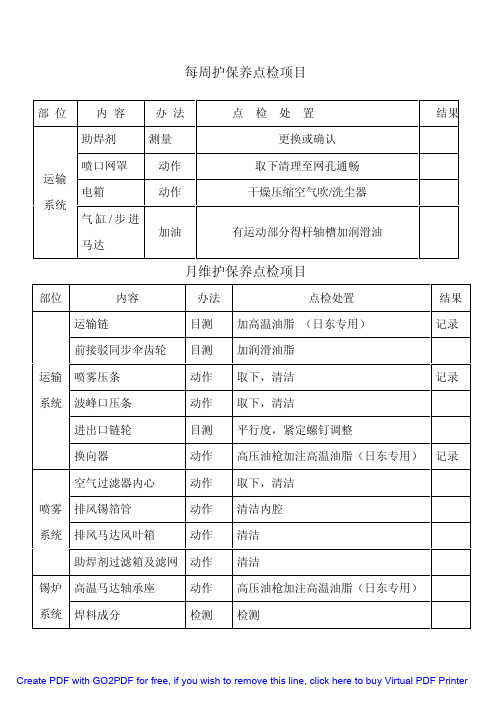
每周护保养点检项目
月维护保养点检项目部位
内容办法点检处置结果运输链
目测加高温油脂(日东专用)记录前接驳同步伞齿轮
目测加润滑油脂喷雾压条动作取下,清洁记录波峰口压条
动作取下,清洁进出口链轮
目测平行度,紧定螺钉调整运输
系统换向器
动作高压油枪加注高温油脂(日东专用)记录空气过滤器内心
动作取下,清洁排风锡箔管动作清洁内腔排风马达风叶箱动作清洁
喷雾
系统助焊剂过滤箱及滤网动作清洁
高温马达轴承座动作高压油枪加注高温油脂(日东专用)
锡炉系统焊料成分检测
检测部位内容
办法点检处置结果助焊剂
测量更换或确认喷口网罩动作取下清理至网孔通畅电箱
动作干燥压缩空气吹/洗尘器运输
系统气缸/步进
马达加油有运动部分得杆轴槽加润滑油
波峰焊年度保养项目部位内容
办法点检处置结果运输链
动作链条取出(汽油/柴油浸泡)毛刷洗净换向器动作拆出、清洗、加油、更换限力器
动作拆出、清洗或更换运输
系统导轨
动作喷雾处、波峰处清洗,管路检查检查各水路、气路,更换老化之管路喷雾
系统
喷嘴检查拆出、清洗或更换预热管检查各接线端,更换老化或破损之预热管预热
系统高温线
检查更换老化之高温线及套管高温马达
动作拆出,清洗或更换喷口
动作拆出并清洗导流漕动作拆出并清洗炉膛
动作掏出内部积物,清洁氧化物及各种残留发热管
动作检查各接线端,更换老化或破损之发热管高温线
检查更换老化之高温线及套管锡炉
系统焊料
检查更换不合格之焊料毛刷
动作更换毛刷洗爪系统
管路动作更换管路电控箱
动作紧固各压线螺钉,更换老化之电器元件整机动作紧固各系统之螺栓、螺母并清扫。
波峰焊日常保养点检表

深圳市博实结科技有限公司
受控文件
文件编号 文件版本
文件页码
QR-SC-06 A.0
共1页 / 第1页
受控章
文件名称
波峰焊日常保养点检表
记录月份
2016 年 10 月
序 号
项目
标准参考/方法
工具/仪器 频率
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
扫把、拖把
1次/天
未生产打△
技术员签字
备注:点检正常打“√”标示,点检异常打“×”,未生产打“△”示(检查时用“正”字的形式标示)
注:每月记录完成交审批受控后保存
编制
宋金光
审核
复核
批准
1
锡炉炉体 锡量
静止时锡液面距槽边沿 20±2mm
钢尺/目视
1次/2小时
2
用漏勺将漂浮在锡表面 的氧化物去除,
漏勺
锡槽
3
用不锈钢条将锡流动的 通路清理通畅
挡条
3次/天
在PCB板经过锡波时听
4 板面温度 焊接时的声音,
目视/听
“滋滋”的声音为OK
4次/天
清理气缸上盖、托盘、
5
喷嘴及周围的 铲刀、抹布 清洗喷雾 助焊剂、污物,检查接 、酒精
1次/天
系统
头和气管漏气
6
清洗助焊剂喷枪 酒精、刷子 4次/天
关机,用抹布风枪清洁 风枪,抹布
7 整机6S 机身上下内外轨道和锡 、酒精、铲 1次/天
槽四周的锡粒、灰尘。 刀
8
各光眼(红 外线)清
电焊机点检记录表

电焊机点检记录表
设备名称点检项目
1234567891011121314151617181920212223242526272829 3031
1.电器连接线可靠牢固。
2.启动是否正常,无异常响声。
3.地线是否连接正常。
4.电源线是否有破损,有无漏电现象。
5.周边工作环境是否安全。
6.焊把是否完好,无破损。
7.焊机整体外观清洁。
1.设备使用人每日按照点检项目对设备进行例行检查,确保设备运行正常,并签名确认;
2.若设备出现异常应及时停止使用,并通知机修人员维修,并将问题点清楚地记录说明;
3.每日点检后,在点检表上对应日期进行标识:正常打“√”异常打“×”已修打“△”
4.设备管理员不定时检查各设备点检情况,发现问题予以及时纠正和上报处理;
车间主任:设备管理员:浙江江兴汽车检测设备有限公司设备日常点检记录 QR/6.3-06
电焊机设备型号
使用车间
操作人
点检月份
点检人:
检查日期
设备点检注意事项
设备异常和维修记录。
焊接设备日常点检表

焊接设备日常点检表设备信息设备名称:________________________设备编号:________________________责任人:________________________点检日期:________________________检查项目检查项目。
| 状态。
| 备注。
|电源开关。
|。
|。
|冷却系统。
|。
|。
|气体供应。
|。
|。
|电缆连接。
|。
|。
|焊机电压。
|。
|。
|焊机电流。
|。
|。
|焊接头部。
|。
|。
|焊接极性。
|。
|。
|传输系统。
|。
|。
|控制系统。
|。
|。
|电源电流。
|。
|。
|电源电压。
|。
|。
|焊接速度。
|。
|。
|喷嘴。
|。
|。
|电极。
|。
|。
|焊枪。
|。
|。
|监测设备。
|。
|。
|信号处理。
|。
|。
|备注______________________________________________________ __________________________________________________________ ____________点检结果点检结果 | 检查人员 | 点检日期 |合格。
|。
|。
|不合格。
|。
|。
|下次点检日期_______________请保证每天对焊接设备进行点检,并记录点检结果。
如发现设备故障或异常,及时向上级报告并进行维修或更换。
感谢您的合作!。
波峰焊机始业点检表
无明显振动与噪声
11
温度测试
显示温度
手工
显示与实测温度相符
实测温度
12
机尾传动电机、冷却风扇
目检/耳听
无抖动、噪音,正常运转
13
助焊剂箱
目检
有1/2的储量且无漏液
14
闸阀
手感
回转到水平位能正常锁死
15
助焊剂喷雾嘴
目检
喷嘴无堵塞、喷雾无断续等不良
16
PCB板导轨
目检
无水平变形(如喇叭口、梯形等状)
处理完毕▲
设备名称
波峰焊机
设备型号
点检时间为每班开始前的10-20分钟
公司编号
HMS-E01
明炜电子 NSI-250
NO
点 检 项 目
点检方法
点 检 基 准
月 度
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
17
抽风管
目检/耳听
无破损、漏风
18
预热风孔
手感
有热感
19
焊料浴槽
目检
电机运转正常,浴槽能正常起波
20
电气控制系统(如:交流接触器、继电器、电流/压表等)
目检
无裸露线头、弧光等,能正常工作
每班结束时须对设备及周围环境整理、整顿、清扫、清洁
点检实施者
班长确认
5
轨道各传送链、张紧轮、链(牙)轮能平稳、正常运转
眼看
轨道传送链无脱轨、脱落、挤压、受卡
波峰焊保养记录表
设备保养日、周、月保养记录表
使用部门: 设备名称:
波峰焊
5 6 7 8 9
线体:
保养月份
ห้องสมุดไป่ตู้
日期 保养项目
机器表面清洁 喷雾系统清洁 基板进出口,用吸尘器、抹布清洁异物
1
2
3
4
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
日 保 养
预热区清理 锡钢锡渣清理 抽风过滤网清理 清理洗抓盒过滤网 链抓清理/检查有无变形
操作员 周次 保养项目
清洁机器调宽丝杆/链抓 清洁波峰焊内部(锡钢内部拆解清理)
第一周 第二周 第三周 第四周
月份 保养项目
检查设备加热模块是否正常 检查设备传送模块是否正常
1
2
3
4
5
6
7
8
9
10 11 12
周 保 养
清洁加热区 清洗波峰焊助焊剂喷头 检查排风是否有堵塞状况 检查机器紧急停止装置(安全)
月 保 养
更换波峰焊喷雾连接管(三个月更换) 检查波峰焊传动链抓变形更换及清洁 检查电源电路是否老化破损 清洁机器调宽丝杆/链抓及加高温油
技术员
技术员,工程师
备注:
1、保养权限:日保养(操作员)、周保养(技术员)、月保养(技术员),日常保养由技术员监督,周,月保养由工程师监督。 2、保养制度:严格按照相关项进行保养工作,发现机台工作异常,及时反馈相关人员维修,确保机器正常运转工作。 3、表格填写良好√,不良×,休息△
波峰焊保养记录表教学总结
设备 编号:
波峰焊机保养记录表
年
月
周 期 保养项目
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
清洗喷雾装置上过滤网残留物
清洁喷嘴及周边焊剂残留物
日 清理预热箱表面污物 保 清理锡槽内氧化物 养
清除链爪上污物
检查冷却风扇是否正常运行
清洁焊锡机表面污物
清洗气缸油水分离器
周 检查锡泵是否有明显震动或噪间 保 拉开预热箱底盘去除沉积的杂物 养 清理喷锡口上的氧化物
检查各传动部位是否正常
检查各耦合部位及轴承是否有松
清理抽风管道内堆积物
月 各轴承及丝杆加高温润滑油 保 养 清理炉腔内杂物
检查所有传感器是否正常感应
检查预热箱内连线是否完好
管理者确认
备注:
1.设备每日检查波峰焊使用者由负责,由拉长负责稽查。 2.正常合格时在选框内打“√”,不合格或设备故障打“X”,没有生产时打“O”。
使用部门:
责任人 :
ቤተ መጻሕፍቲ ባይዱ
审核 :
波峰焊状态记录表(劲拓)
转机 流量(ml/㎡) 转机 编号 日 日 打√确认 间距(mm)
喷嘴I(开启√/关闭×) 喷嘴I 、喷嘴II 的开启【根据基板特性和作业指导书要 转机 求开启/关闭喷嘴】 喷嘴II(开启√/关闭×) 波峰I宽度(cm) 日 日 波峰II宽度(cm) 对应浸锡时间**(sec) 编号 测试者 转机 打√确认 确认
调整 / 确认喷嘴喷流高度【玻璃板浸锡宽度:喷嘴 I-2 10 ~3cm;喷嘴II-3~5cm】 11 模拟板炉温测试【与罩板温度曲线相合】 12 传送轨道宽度调节【基板宽度,搬运正常、稳定】 ** 对应浸锡时间根据玻璃浸锡宽度和轨道传送速度查表而得。 注:机种名的填写必须详细填写,不得以客户名替代
波峰焊状态记录表
项目 内容【要求】 频次 记录要求 预热1(Co) 预热2(Co) 1 调整各机器设定值设置【根据产品作业指导书】 转机 热补偿(Co) 锡槽温度(Co) 传送速度(M/min) 2 3 4 5 6 7 8 9 确认喷雾区抽风罩,过滤网清洁,无助焊剂堆积 针阀气压【设定范围内】 喷雾气压【设定范围内】 助焊剂喷雾量 喷雾状态确认【助焊剂喷雾覆盖均匀、无漏喷】 确认搬运爪子无变形【保证基板正常、稳定的运输】 调节 <---> 确认锡槽高度【喷嘴 I 与玻璃板上表面的间 距为11.5±0.5mm】 日 日 日 打√确认 气压(MPa/cm2) 气压(MPa/cm2) 日期、机种