高速切削有限元模拟加工温度场
基于有限元分析方法的高速电主轴温度场仿真
陈 红 蕾
( 兰州 工 业研 究 院 , 肃 兰 州 7 0 5 ) 甘 3 0 0
摘 要 : 高速切 削加 工是 先进 制造 技 术 的 主要 发 展 方 向之 一 , 高速 电主 轴作 为 高速 加 工 机床 的核 心 部件 , 由于其 主 电动 机 的散 热 条件 较差 , 承温升 比较 高 , 轴 由此 引起 的 热 变形 会 降低 机床 的加 工精 度 。 本
do a n i ic e ie i o t i ie ee e t, o v o e c un t m i s d s r tz d nt he fn t l m n s l e t a h i ,w h c c n m a S o an t e lm ie e tc ndu tviy e a— ih a ke U bt i h i t d h a o c i t qu ton A n i ol n he e tm pe at r il we c n o a n t e t m p r t r il i ti i a h e d. Fi ly, i . d v as vig t s e r u e fed, a bt i h e e a u e fe d d s rbuton m p t atwe n e na l w e h ve r a ie hef e a tt h l c rct an a e t m pe a ur i l d pu or a d t e s r o i pr e is t r a e lz d t or c s o t e e e t iiy m i xl e r t e fed an tf w r he m a u et m ov t he — m a t t ha a t rs i c or n t he r s ar h. lsa e c r c e i tc a c dig o t e e c . Ke r s: ih- pe d m o orz d s ndl Fi t l m e tm e hod, e p r t e fed y wo d H g s e t ie pi e, niee e n t T m e a ur il
基于有限元模拟的高速切削中切削热的研究_何振威

FORM 材料数据库及其它相关资料得到 , 从而可定量
地分析切削热的量化分配规律 。
3 有限元模拟
有限元模拟方法是研究金属切削工艺的有力工 具 。商业软件 DEFORM-2D 专注于模拟材料成形过 程 , 更特别提供切削模块用于模拟切削过程 。 采用 Lagrange 方法模拟大变形塑性成形 ;本身具有网格自 适应及重划分功能 ;在模拟前处理阶段提供材料数 据库 ;可以设置跟随刀具运动的网格密度窗口 。 在 后处理阶段提供成形力预测曲线(X , Y 方向分力); 更能提 供长度度量 工具 。 因 而可以 结合 DEFORM2D 模拟和前面介绍的 切削热和切削温度理论公式 研究高速切削中切削热在切屑 、工件和刀具方面的
c
) +θ0
k1 L1
式中 L 1 =Vs hD csc 4a1 =VhD ε4a1
a1 =k1 ρ1 c1
ε——— 切屑 剪应 变
(2)
k1 ———工件材料在(θs +θ0)2 时的导热系数
钻削加工过程中温度场模拟

摘要钻削加工是一个高度非线性、热力耦合的过程。
在钻削加工过程中切削热的产生主要来源于切屑的变形(剪切面热源)和刀具、切屑和工件间的摩擦(摩擦面热源)。
虽然两种热源面不大,但在一般情下都能产生高温,有学者曾在研究中指出最高温升可达1000℃。
较高的切削温度是刀具磨损的主要原因,它将限制生产率的提高。
切削温度还会使加工精度降低,使已加工表面产生残余应力以及其它缺陷。
由于加工过程中产生的切削热对刀具磨损的部位、工件材料性能的变化、已加工表面质量都有很大的影响,因而对切削热的研究显得尤为重要。
本文主要工作是研究麻花钻在加工过程中产生的切削热。
并分析切削热的主要影响因素,从而给实际加工提供一定的参考价值。
接下来通过分析温度场的分布情况定性的分析切削热,并利用塑性成形专用有限元软件(DEFORM)进行分析,给出一种直观的温度场分布状况。
关键词:麻花钻;钻削加工;有限元;DEFORM;温度场ABSTRACTDrilling processing is a process exceeding non-linear and heat-stress coupled.In drilling processing the heat is mostly from the distortion of chip(shear plane heat source) and the friction at the tool-chip and tool-work interface(frictional heat source).The both heat source areas are not big,but the temperature in this area is very high.Once some scholar pointed out that the highest temperature could reach 1000℃.The higher cutting temperature is the main reason of the tool's abrasion.And it also can debase the precision of the machined surface and make the machined surface bring residual stress and other flaws.Because of the influence of cutting heat to tool's abrasion,workpiece material performance’s variety and the quality of machined surface, the research to cutting heat in metal cutting is very important.In this paper, the main job is to study the procreant cutting heat in processing of twist drill. And the main factors of hot-cutting are analyzed,which provides some reference value for the actual machining.Then through the analysis of the temperature field distribution to analyse qualitatively the cutting heat.And plastic forming dedicated finite element software(DEFORM) is used for analysis,an intuitive temperature field distribution is given.Key word:twist drill; drilling process; finite element; DEFORM; temperature field目录摘要 (I)ABSTRACT .......................................................... I I 目录 ............................................................. I II 图表目录 .......................................................... I V 1绪论.. (1)1.1 钻削切削热的提出及其影响 (1)1.2 钻削切削温度的国内外发展现状 (2)1.2.1 国外研究现状 (2)1.2.2 国内研究现状 (3)1.3 钻削切削温度有限元模拟研究存在的主要问题 (4)1.4 本课题的研究意义、目标及主要工作 (4)1.4.1 本课题研究的意义及目标 (4)1.4.2 本文的主要研究内容 (5)2钻削加工过程中切削温度的理论分析 (6)2.1 切削热的产生与传出 (6)2.2 钻削加工热模型建立 (6)2.2.1 基本假定 (6)2.2.2 切削热模型建立 (7)2.3 切削热的分析与计算 (7)2.4 切削热对切削过程的影响 (9)2.5 切削温度场 (10)2.5.1 切削温度场的定义 (10)2.5.2 切削温度场的研究方法 (10)2.5.3 切削温度的计算 (11)2.6 影响切削温度的主要因素 (11)2.7 小结 (12)3有限元法在切削中的应用 (13)3.1 有限元分析法概述 (13)3.2 有限元法在钻削加工中的应用 (16)3.2.1 钻削毛刺形成的有限元仿真 (16)3.2.2 钻头寿命的有限元分析 (17)3.2.3 钻削热和钻削温度场的分析 (17)3.2.4 对钻削加工其他问题的有限元分析 (18)4钻削加工的有限元模拟过程 (19)4.1 有限元软件DEFORM简介...................... 错误!未定义书签。
高速切削过程的温度场分析与优化

高速切削过程的温度场分析与优化引言:高速切削是一种在工业生产中广泛应用的加工方法,其能够有效地提高加工效率和精度。
然而,高速切削过程中的高速碰撞和摩擦会产生大量的热量,导致工件和刀具的温度升高,从而对切削性能和寿命产生负面影响。
因此,对高速切削过程中的温度场进行深入分析,并寻求优化的方法和措施,具有重要的理论和实践价值。
一、高速切削过程的温度场分析高速切削过程中,切削速度的增加会导致热量的产生和积累,进而引发温度升高。
而温度场的分布情况与材料的导热性、摩擦系数、冷却条件等因素密切相关。
1. 温度分布特点在高速切削过程中,温度场呈现出以下特点:(1)局部高温区域:刀具与工件接触处摩擦引起的热量聚集,导致局部高温区域的形成;(2)温度梯度大:由于高速切削过程中的快速热量转移和排除,刀具与工件的接触处温度梯度较大;(3)温度变化快:切削速度的增加导致温度场的变化速度加快。
2. 温度场形成机制高速切削过程中,温度场的形成与以下因素密切相关:(1)摩擦热:刀具与工件之间的摩擦会产生大量的热量;(2)变形热:由于高速切削引起的金属材料塑性变形会产生相应的热量;(3)剪切热:切削过程中刀具对工件的金属材料进行剪切,剪切过程中会产生热量。
二、高速切削过程的温度场优化1. 刀具材料的选择刀具材料的选择对高速切削的温度场优化具有重要影响。
合适的刀具材料应具备以下特点:(1)导热性好:能迅速将切削过程中产生的热量传导到刀具周围;(2)耐磨性好:能够承受高速切削产生的高温和高压;(3)抗冷焊性强:能够有效减少刀具与工件间的冷焊现象。
2. 冷却液的应用冷却液的使用可以有效地降低高速切削过程中的温度,进而提高切削性能和寿命。
冷却液的应用可以起到以下作用:(1)冷却刀具和工件:通过冷却液的喷射和冷却,能够有效降低摩擦热导致的温度升高;(2)切屑的排出:冷却液的喷射可以将产生的切屑迅速带离切削区域,避免切削区域积热。
3. 切削参数的优化切削参数的优化对高速切削过程的温度场具有重要影响。
切削加工有限元模拟

铝合金A357切削加工有限元模拟1铝合金A357切削加工有限元模型金属切削加工有限元模拟,是一个非常复杂的过程。
这是因为实际生产中,影响加工精度、表面质量的因素很多,诸如:刀具的儿何参数、装夹条件、切削参数、切削路径等。
这些因素使模拟过程中相关技术的处理具有较高的难度。
本文建立的金属正交切削加工热力耦合有限元模型是基于以下的假设条件:(1)刀具是刚体且锋利,只考虑刀具的温度传导;(2)忽略加工过程中,由于温度变化引起的金相组织及其它的化学变化; (3)被加工对象的材料是各向同性的; (4)不考虑刀具、工件的振动;(5)由于刀具和工件的切削厚度方向上,切削工程中层厚不变,所以按平面应变来模拟;1.1材料模型1.1.1A357的Johnson-Cook 本构模型材料本构模型用来描述材料的力学性质,表征材料变形过程中的动态响应。
在材料微观组织结构一定的情况下,流动应力受到变形程度、变形速度、及变形温度等因素的影响非常显著。
这些因素的任何变化都会引起流动应力较大的变动。
因此材料本构模型一般表示为流动应力与应变、应变率、温度等变形参数之间的数学函数关系。
建立材料本构模型,无论是在制定合理的加工工艺方面,还是在金属塑性变形理论的研究方面都是极其重要的。
在以塑性有限元为代表的现代塑性加工力学中,材料的流动应力作为输入时的重要参数,其精确度也是提高理论分析可靠度的关键。
在本课题研究中,材料本构模型是切削加工数值模拟的必要前提,是预测零件铣削加工变形的重要基础,只有建立了大变形情况下随应变率和温度变化的应力应变关系,才能够准确描述材料在切削加工过程的塑性变形规律,继而才能在确定的边界条件和切削载荷下预测零件的变形大小及趋势。
在切削过程中,工件在高温、大应变下发生弹塑性变形,被切削材料在刀具的作用下变成切屑时的时间很短,而且被切削层中各处的应变、应变速率和温度并不均匀分布且梯度变化很大。
因此能反映出应变、应变速率、温度对材料的流动应力影响的本构方程,在切削仿真中极其关键。
钛合金材料超高速磨削湿式温度场的有限元仿真

究.在 绝大 多数 情 况下 ,采用 磨 削液 对磨 削 区进 行 冷却和 润滑 以降低磨 削温 度 ,但在湿 式 磨 削中 由于 磨削液 的添 加使 得 磨削 区的状 态变 得极 其复 杂 ,磨
q fm I  ̄hT
,
() 1
削温度实验测量值与实际值有较大的出入. 故迄今 为止还 没 有一个 完 整 的解 析 式能较 为精 确 的描述 湿
仿真 .
q+
q
=
h w
=
+ l。 , I × √ ’
厂 1 ]
:
l J 走 ,
‘ 4 )
以上() 4式 中 : 3、()
为传入 工件 的热 分 配 比;
为传入 工件 及砂 轮 的总热 分 配 比;k 为工件 的热传 导率 ;r 为砂 轮磨 粒 的有效 半 径 ; 为热特 性 ,用 o
热流 密度 的计算 是 精确仿 真 的关键 .总 热量 可 由 下式 表示 【. 3 J
q=q t w+ q s+ q h+ qf, c
轮粘 附严 重 ,容 易产 生 磨削烧 伤 和 磨削 裂 纹.这 严 重制约 它 的应用 . 但是 ,在 钛合 金超 高速 磨削 时 ,
随着砂 轮速 度 的增加 ,磨 削 区最高表 面温 度 可 能有 降低 的趋 势 ,但 国内在这 方面 还没有 相 关 的深 入研
金超 高速 磨 削湿式温度 场进行 了仿真 ,分析 计算 了超 高速
磨 削状 态下钛合金 磨 削 区的磨 削热分 配率 . 而得 出了钛 从
1湿 式 磨削温 度场 热量 分配 的理论 分 析
钛 合金 磨削 过程 可 以看作 一个 平面 均匀 带状 热 源 ,沿 着 假 想 半无 限大 工 件 表面 做 平 面 匀 速 运 动 .
钛合金材料超高速磨削湿式温度场的有限元仿真

钛合金材料超高速磨削湿式温度场的有限元仿真郭 力 何利民湖南大学 国家高效磨削工程技术研究中心(410082)摘 要运用有限元方法建立了难加工材料钛合金湿式磨削温度场的数学模型,分析计算了超高速磨削状态下钛合金磨削区的磨削热分配率,并对钛合金超高速磨削湿式温度场进行仿真,得到了湿式磨削温度场的等温场。
从而得出了钛合金主要磨削参数对湿式磨削温度场的影响趋势以及磨削深度方向上磨削温度的分布。
为钛合金超高速磨削的研究打下了坚实的基础。
关键词超高速磨削温度场钛合金磨削液有限元仿真钛合金具有良好的机械、力学性能,被誉为“未来的金属”。
但是钛合金是难加工材料, 在对其磨削加工时,磨削力大、磨削温度高、磨削比低和砂轮粘附严重,容易产生磨削烧伤和磨削裂纹。
这严重制约它的应用。
但是,在钛合金超高速磨削时,随着砂轮速度的增加,磨削区最高表面温度有可能降低的趋势,但国内在这方面还没有相关的深入研究。
在绝大多数情况下,采用磨削液对磨削区进行冷却和润滑以降低磨削温度,但在湿式磨削中由于磨削液的添加使得磨削区的状态变得极其复杂,磨削温度实验测量值与实际值有较大的出入。
故迄今为止还没有一个完整的解析式能较为精确的描述湿式磨削温度场。
对超高速湿式磨削钛合金温度场的仿真,可以方便地对其磨削过程进行前期预测评估,调整磨削参数对磨削过程进行优化,避免磨削烧伤等情况的发生。
可以直观简便地分析其湿式磨削温度场分布情况,同时可方便地总结不同磨削参数对其湿式磨削温度场的影响。
本文首次将有限元方法用于钛合金超高速磨削湿式温度场的研究中,用有限元ANSYS软件进行了钛合金TC4材料超高速磨削湿式温度场的仿真。
1湿式磨削温度场热量分配的理论分析钛合金磨削过程可以看作一个平面均匀带状热源,沿着假想半无限大工件表面做平面匀速运动。
磨削加工中,通常认为所消耗的能量几乎都是在磨削弧区内以热传导、热对流的形式转化为热量,磨削热主要传递给工件、砂轮、磨屑及磨削液 [2-4]。
高速切削过程有限元分析的研究进展

为 了提高企 业竞 争力 , 业 人 员不断 寻找高 效 、 企 高 质 量 、 成 本 的机 械 加 工 技 术 。 在 工 业 发 达 国家 , 速 低 高 切 削 加 工 技 术 在 航 空 航 天 、 车 、 具 和 能 源 2 业 等 广 汽 模 1 2 泛 应 用 的 实 践 证 明 , 不 但 可 大 幅 提 高 加 工 效 率 、 工 它 加
fre ut gtmp rtr n o l a)a dtes r c u lyi pee td T ed v lp n rn f nt lme t i lt n oc ,c t n e eau ea dto r n h uf eq ai rsne . h e eo me t e do i ee n muai i we a t s t i f e s o
质 量 , 低 成 本 ,获 得 巨 大 的 经 济 效 益 , 且 带 动 了一 降 而
系 列 高 新 技 术 产 业 的发 展 …。 虽 然 国 内外 对 高 速 切 削 加 工 理 论 进 行 了大 量 卓 有 成 效 的研 究 , 在 发 展 中 还 存 在 许 多 理 论 问题 , 别 是 但 特 如 何 正 确 选 择 高 速 切 削 工 艺 条 件 , 需 要 进 行 深 入 研 究 。以 往 , 于 高 速 切 削 工 艺 的 确 定 主 要 是 依 靠 经 验 或 对 进 行 大 量 的试 切 , 目性 大 , 时 费 力 , 加 了 生 产 成 盲 费 增 本 , 碍 了 高 速 切 削 技 术 的 发 展 。随 着 计 算 机 技 术 的 飞 阻 速 发 展 , 别 是 近 十 几 年 来 有 限 元 技 术 的 发 展 和 一 些 特
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速切削有限元模拟加工温度场分析
黄晓华
(苏州工业职业技术学院 精密制造工程系 江苏 苏州 215008)
摘 要: 以高速切削条件下的数控车刀为研究对象,利用ANSYS有限元仿真软件对刀具的温度场进行模拟和分析,得出温度场的分布规律,验证切削速度对温度场的影响,为优化切削参数,延长刀具寿命提供一定的依据。
关键词: 切削热;切削温度;有限元
中图分类号:TG506 文献标识码:A 文章编号:1671-7597(2012)1110012-01
0 引言
切削过程中,由变形和摩擦所消耗功的98%~99%都转变为热能,即若切削热不及时传散,则切削区的平均温度将大幅度地上升。
切削温度的升高一方面会加剧刀具的磨损,影响刀具的使用寿命,另一方面会使工件和机床产生热变形,影响零件的加工精度,因此切削温度的研究至关重要。
高速切削加工状态下的切削温度和切削热不同于传统切削加工过程,利用有限元软件对高速切削状态下的温度场进行仿真模拟分析,为延长刀具使用寿命及刀具变形分析提供一定的数值依据。
1 刀具热变形的ANSYS计算步骤
高速切削刀具热变形有限元仿真主要包括以下主要步骤:前处理(即三维建模)、定义单元类型并设定单元属性、定义单元实常数、定义材料热性能参数、创建几何模型并划分网格、热载荷计算、热载荷及边界条件加载。
2 高速切削刀具热变形有限元模型的建立
2.1 刀具高速车削温度模型建立的假设条件
1)假设刀具、工件组成的系统温度场不随时间变化,即达到了稳态传热。
2)第一变形区切削热是切削层的变形热,第二变形区的切削热是切屑与前刀面的摩擦热,假设刀具高速车削温度场分析属于平面热源传热模型。
2.2 刀具高速车削ANSYS分析试验条件
选用GSK980TDb 型高速数控车床,确定载荷工况1:主轴转速V c =500m/min ,进给量f=0.5mm/r ,背吃刀量a p =3mm ;确定载荷工况2:主轴转速V c =200m/min ,进给量f=0.5mm/r ,背吃刀量a p =3mm 。
选用的车刀刀杆是几何尺寸为B×H=16×25,L=200的45钢,刀片材料为涂层硬质合金YT15,查文献[1]得刀具材料的强度极限σb =600MPa ,屈服极限σs =355Mpa ,弹性模量E=206GPa ,泊松比μ=0.27,导热系数=67W/(m ·ºC )。
车刀主要角度:主偏角K γ=75゜,副偏角K γ'=10゜,前角γ0=5゜,后角α0=α0'=8゜,刃倾角λs =-5゜。
被加工材料为σb =637MPa 的碳素结构钢。
3 热载荷计算及加载
由于切削过程中,切屑发生塑性变形所消耗的功率主要转化为热量,因此要计算热载荷就必须依次进行切削力、切削功率、切削热和热流密度的计算。
本文主要是详细进行了载荷工况1的热载荷计算,载荷工况2的热载荷计算从略。
3.1 切削力的计算
硬质合金车刀车削外圆过程中产生的切削合力F r 可以分解为三个分力,即主切削力F C ,进给抗力F f 和切深抗力F p 。
查文献式中:
a p 为背吃刀量,mm ;f 为进给量,mm/r ;v c 为切削速度,m/min ;
C Fc 、C Fp 、C Ff 表示取决于被加工材料和切削条件的系数;xF 、yF 表示各参数对切削力影响程度的指数;
K F 表示实际加工条件各种因素对切削力的修正系数的乘积。
以上系数和指数可通过查文献[3]而得,并代入切削分力计算公式,得各切削分力如下:
3.2 切削功率的计算
查文献[4]得刀具切削功率的计算公式:
P m =F z V
c +F x n w f ∕1000
式中:F z 表示主切削力;V c 表示切削速度;F x 表示进给力,n w 表示工件转速;f 表示进给量。
由于F x 相对于F z 消耗的功率一般很小,可忽略不计,因而可得切削功率:
P m =F z V c =1860×500∕60=15500W 3.3 切削热的计算
由于切削过程中,绝大部分热量由切屑带走,车削过程中10%~40%的热量由车刀传出[2],根据传入刀具的热量Q 的计算公式可得:
Q= K 1·K 2·P m =0.99×0.1×15500=1534.5W
式中:K 1为切削功率转化为切削热的比重;K 2为车刀中传出切削热的比重。
3.4 热流密度的计算
切削过程中切屑与刀具前刀面主要接触面积约为刀片面积的1∕5,结合刀片的实际测量面积,计算得出热载荷作用面积-62约为19.2×10m 。
根据热流密度µ的计算公式可得:
7-62
µ= Q ∕A=1534.5∕19.2×10=7.99×10W/m 式中:A 为切屑与前刀面的主要接触面积,即热流密度载荷主要作用面积。
3.5 施加载荷
2施加刀具上表面的对流换热载荷为2000W/(m ·℃),下2表面的对流换热载荷为10W/(m ·℃),其余侧表面的对流换2热载荷为1000W/(m ·℃),施加刀具初始温度为20℃,并在前刀面上施加热流载荷。
4 ANSYS模拟结果及后处理
通过仿真模拟分析,得到载荷工况1和载荷工况2的刀具温[2]得切削力的经验计算公式为:
度场分布情况分别如图1和如图2所示。
由图中可以看出,金属
(下转第52页)
<0.8dB,通带外的衰减满足设计要求,但带内波纹未<0.5dB。
2.3 三阶切比雪夫型带通滤波器的优化
仿真优化能改善射频系统的性能,必须首要改进其各个功能部件的性能指标。
软件仿真是提高工作效率的一条捷径,利图3 三阶切比雪夫带通滤波器ADS中仿真结果
从图3中的S21仿真曲线可以看出,设计的三阶切比雪夫滤波器在中心频率200MHz插入损耗较小,达到指标要求,但是整个设计通带内,插入损耗较大,在f<180MHz和f>220MHz处阻带衰减分别为20.797dB和17.847dB,都大于15dB,且带内波纹
用ADS对此电路进行优化,主要对反应通带和阻带的插入损耗和带内波纹的S21进行优化。
其优化仿真结果如图4。
通过图4优化仿真的结果可以看出,该滤波器优化后得到在截止频率190MHz和210MHz处的插损都分别为0.505dB和0.520dB,和设计要求的0.5dB相差不大,基本符合设计要求,通带内波纹起伏也很小,控制在3dB以内,其整体设计结果基本都满足指标要求。
3 结束语
总结了由归一化低通滤波器设计带通滤波器的方法。
利用ADS仿真软件对滤波器进行设计、仿真、优化,并最终达到设计指标。
参考文献:
[1]薛培鼎(译),LC滤波器设计与制作,北京:科学出版社,2005.
[2]周兰飞、王璟、张玲,一种高频带通LC滤波器的设计方法[J].电讯技术,2008(06).
[3]刘砚涛、刘玉蓓、尹伟,LC滤波器设计方法介绍及其仿真特性比较[J].电子测量技术,2010(5).
[4]轩秀巍、董健、滕建辅,LC滤波器设计的优化解析公式[J].南京信息工程大学学报(自然科学版),2009(02).
[5]夏铭、陈晓光,交叉耦合技术及LC滤波器设计分析[J].电视技
术,2008(10).
图4 三阶切比雪夫带通滤波器优化仿真曲线
作者简介:
李艳莉(1982-),女,硕士,讲师,主要从事射频、微波、毫米
波的元件和电路设计。
结果与实验经典公式反映的结论相一致。
但由于硬质合金YT15的最高耐热硬度一般为1000℃及以下,因此,在实际加工中,需不断优化切削速度参数来提高刀具使用寿命。
5 总结
本文利用ANSYS 有限元软件,对高速切削状态下的数控车刀进行了温度场的模拟分析,得出最高切削温度一般位于刀尖及其附近区域,为提高刀具使用寿命降低切削速度能起到很好的效果,利用ANSYS 软件对切削参数进行优化是实际可行的。
参考文献:
[1]艾兴等,高速切削加工技术[M].北京:国防工业出版社,2003.
[2]机械设计手册编委会,机械设计手册[M].北京:化学工业出版社,2008.
[3]陆建中、孙家宁,金属切削原理与刀具[M].北京:机械工业出版
社,2004.
[4]张小栋等,机床刀具热变形有限元分析与计算[J].机床与液压,2011(5):15-17.
[5]迟晓明等,高速数控车床刀具热变形的计算分析[J].机械设计,切削时刀具温度从刀尖处到刀具末端逐渐降低,刀尖及附近区2011(11):74.
域的切削温度最高,载荷工况1的最高切削温度约为1328℃,载荷工况2的最高切削温度约为201℃。
一方面,进一步验证了高作者简介:
1981-黄晓华(),女,汉族,江苏常州人,硕士,苏州工业职业速切削温度场分析规律,另一方面说明为有效控制切削温度提技术学院讲师,研究方向:数控技术应用。
高刀具寿命,降低切削速度能起到相当大的作用,有限元分析
图1:载荷工况1刀具温度场分布云图;图2:载荷工况2刀具温度场分布云图。
图1 图2
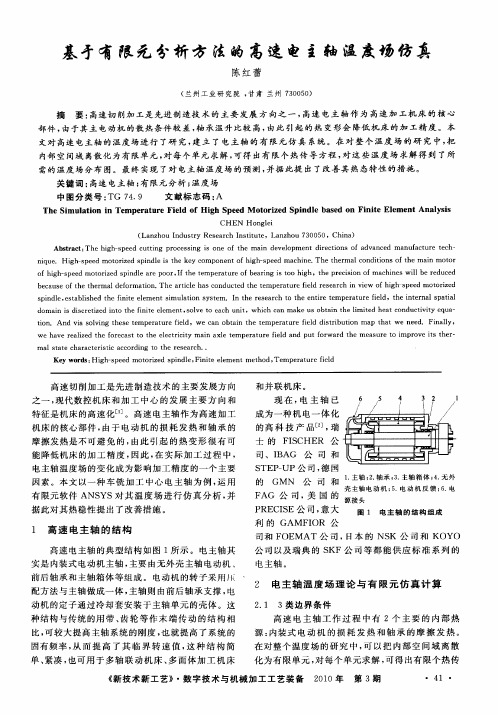
(上接第12页)。