电镀行业表三标准
3-表面处理性能标准

1 范围本标准规定了产品表面处理的功能性技术要求、检验方法、检验规则、运输与贮存。
本标准适用于本公司中的本标准涉及到的电镀、喷漆、PVD及杂色处理、丝印等表面处理。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 4955-2005 金属覆盖层厚度测定阳极溶解库仑方法GB 6461-2002 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级 (等效 ISO4540-80)GB 6462-2005 金属和氧化物覆盖层厚度显微镜测量方法GB/T 10125-2012 人造气氛腐蚀试验盐雾试验ASME A112.18.1-2012 水暖配件EN248:2002 镍、铬电镀通用技术规范GB/T 6739-2006 色漆和清漆铅笔法测定漆膜硬度3各表面处理的性能要求零件料号中后三位代表表面处理的方式,各表面处理的性能要求如下:注1:公司目前主要为CF:AASS 24H 10级;CP1:CASS 4H 9级注2:表1为公司常规标准,若客户提供表面性能标准,依客户标准或《零件检验规范》执行;注3:PVD 表面处理的盐雾测试最低要求CASS 4H,若有客户要求按客户要求(在物料描述或零件检验中体现)。
4 技术要求4.1 尺寸电镀件的各重要尺寸及螺牙必须符合零件检验规范的尺寸和实配的要求。
4.2镀层厚度4.2.1 塑胶电镀件镀层厚度:4.2.2金属电镀件镀层厚度4.3 耐腐蚀性标准4.4 结合力测试标准:客户有特殊要求时,以客户要求为准。
对于批量来料,按4.4.2测试标准进行测试, 4.4.1塑胶件结合力测试标准(冷热冲击试验) :(实验测试)4.4.2塑胶件结合力测试标准(百格测试):(进料检验抽测)表64.4.3 金属件结合力测试标准:(实验测试)4.5 耐酒精测试:(进料检验抽测)表84.6 落砂磨损实验:(实验室测试)5 检验规则5.1 产品须经进料检验部门按本标准检验合格后,并附产品质量合格证明后方可入库。
深圳市电镀行业废水排放执行(GB21900—2008)表3标准的处理工艺探讨

深圳市电镀行业废水排放执行(GB21900—2008)表3标准的处理工艺探讨【摘要】介绍了今年深圳电镀行业废水执行的新标准,论述了深圳市目前电镀行业废水处理情况,提出了新标准下电镀行业废水处理达标对策及新的废水处理工艺。
【关键词】电镀;废水处理1.新标准实施背景根据粤环【2012】83号文件《广东省环境保护厅关于珠江三角洲地区执行国家排放标准水污染物特别排放限值的通知》从2012年12月31日起深圳市龙岗区电镀行业实施(GB21900-2008)表3标准。
新标准与旧标准对比见表《GB21900-2008表2与表3标准对比》。
GB21900-2008表2与表3标准对比2.深圳市电镀废水处理现状根据调查深圳市电镀行业排放的废水污染物主要有PH值、CODcr、SS、Cu2+、Zn2+、Ni2+、CN-、Cr6+、Ag+、总磷、氨氮等,深圳市大部分企业废水处理设施仍停留在前标准水平,普片采用以下处理工艺:根据生产工艺把废水分为:有机废水、含铬废水、含氰废水、综合废水。
2.1有机废水有机废水经过隔油处理后进入有机废水调节池,充分调节水质水量后,流入氧化反应池,加入漂白水进行氧化反应,经过氧化反应去除部分有机物后进入综合废水调节池作后续处理。
2.2含铬废水排至含铬废水调节池进行均质,均质后的废水在pH仪的控制下往废水中自动投加稀硫酸,调节pH值在2-3范围,同时在ORP仪表控制下自动投加还原剂亚硫酸钠溶液,反应约30分钟后,废水自流至综合废水调节池作后续处理。
2.3含氰废水排至含氰废水池进行均质,均质后的废水用泵抽至一级破氰反应池,在pH 仪的控制下往废水中自动投加碱液,调废水的pH值在11.5左右,同时在ORP仪表控制下自动投加漂白水溶液,反应约60分钟后,废水自流至二、三级破氰反应池,投加稀硫酸溶液,调节废水的pH值在7~8之间,同时在ORP仪表控制下自动投加漂白水溶液,反应完全后自流至综合废水调节池作后续处理。
电镀产品外观检验标准

【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】电镀产品外观检验标准1.0 目的为所有电镀的原材料、半成品、成品的外观检验提供依据。
2.0 范围适用于提供给客户的所有的原材料、半成品、成品及返修物料。
3.0 定义A级面:物料的外观面对最终产品的外观、功能、客户使用有重大影响或客户有要求。
B级面:物料装配成产品后,对产品的外观要求、客户使用无影响或此面对功能调试没有影响。
C级面:物料装配成产品后,对参数调试无影响,纯属设计需要或此面有喷漆要求,或非喷漆面不外漏面。
起泡:指因电镀工艺原因产品表面出现的气泡。
过薄:指表面电镀层的平均厚度小于5um。
脱落:指电镀产品表面镀层掉。
漏镀:指电镀产品要求电镀面实际未电镀。
花斑:指电镀前因基体材料腐蚀、或者材料中的杂质、或者材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
黑点:指电镀产品表面存在的黑色圆点。
发黄:指电镀产品表面的颜色显示黄色状态。
色差:指偏离标准色度的量。
凸起: 指因材料本体或外来物出现高于平面的现象。
水印:指电镀后因清洗水未及时干燥或干燥不彻底所形成的印迹。
砂眼:指表面的疏松针孔。
挂具印:指电镀表面处理生产过程中,因装挂用辅助工具的遮挡而使其与零件相接触的部位局部无膜层的现象。
修补:指因膜层损伤而用涂料所作的局部遮盖。
颗粒:指因材料杂质或外来物的影响而在表面形成的、颜色与正常表面一致的凸起现象。
异物:指由材料、模具、环境或机器设备中的灰尘、夹杂物、污物等影响而形成的与表面不同色的斑点。
打磨:指为了更好的达到表面要求而使用的砂纸抛光的处理方式。
镀前划痕:指电镀或氧化之前因操作不当、或对明显缺陷进行粗打磨等人为造成的基体材料上的划伤或局部磨擦痕迹,一般呈细线型。
浅划痕:膜层表面划伤,但未伤至底层(即底层未暴露);对其它无膜层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
国家排放标准水污染物特别排放限值
制糖行业水污染特别排放限值
电镀行业最新政策
《广东省环境保护厅关于珠三角地区执行电镀水污染物排放标准 的意见》(粤环〔2014〕25号)的最新政策。 由于珠三角地区现有电镀企业众多,工艺设备、污染防治技 术及管理水平整体基础较差,在短时间内所有指标难以全部稳定 达到水污染物特别排放限值要求。省环保厅拟组织编制广东省《 电镀水污染物排放标准》,合理确定珠三角区域内电镀企业水污 染物排放限值。在广东省《电镀水污染物排放标准》发布实施前 ,珠三角地区执行电镀水污染物排放标准提出以下意见:
《电镀污染物排放标准》水污染物排放限值(即表2标准)
序号 污染物
排放浓度限值
1 总 镍(mg/L)
0.5
2 总 铜(mg/L)
0.5
3 氨 氮(mg/L)
15
4 总 氮(mg/L)
20
5 总 磷(mg/L)
1物排放监控位置 车间或生产设施废水排放口 企业废水总排放口 企业废水总排放口 企业废水总排放口 企业废水总排放口 企业废水总排放口
超标排放环境违法行为的行政执法和刑事司法衔接
何为“后果特别严重”?
具有下列情形之一,认定为“后果特别严重”: (一)致使县级以上城区集中式饮用水水源取水中断十二个小时以上的; (二)致使基本农田、防护林地、特种用途林地十五亩以上,其他农用地三十亩以
上,其他土地六十亩以上基本功能丧失或者遭受永久性破坏的; (三)致使森林或者其他林木死亡一百五十立方米以上,或者幼树死亡七千五百株
电镀行业水污染物特别排放限值
表3 水污染物特别排放限值
序号 污染物
排放浓度限值 污染物排放监控位置
1 总 铬(mg/L)
0.5
车间或生产设施废水排放口
表面镀层工艺检验标准
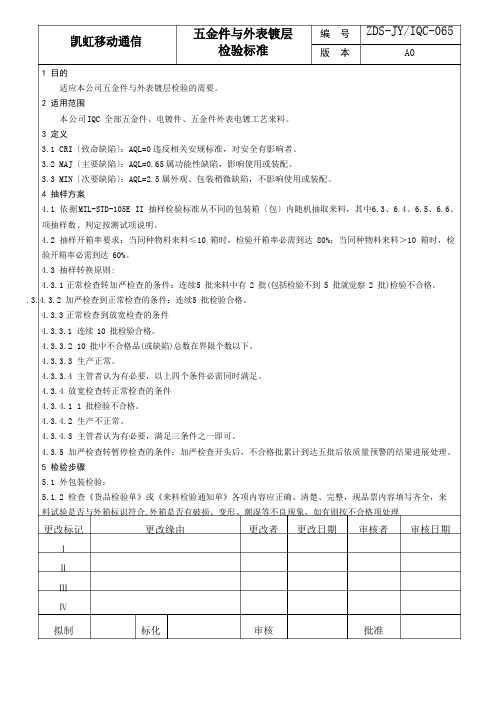
凯虹移动通信五金件与外表镀层检验标准编号ZDS-JY/IQC-065版本A01目的适应本公司五金件与外表镀层检验的需要。
2适用范围本公司IQC 全部五金件、电镀件、五金件外表电镀工艺来料。
3定义3.1CRI〔致命缺陷〕:AQL=0违反相关安规标准,对安全有影响者。
3.2MAJ〔主要缺陷〕:AQL=0.65属功能性缺陷,影响使用或装配。
3.3MIN〔次要缺陷〕:AQL=2.5属外观、包装稍微缺陷,不影响使用或装配。
4抽样方案4.1依据MIL-STD-105E II 抽样检验标准从不同的包装箱〔包〕内随机抽取来料,其中6.3、6.4、6.5、6.6、项抽样数、判定按测试项说明。
4.2抽样开箱率要求:当同种物料来料≤10箱时,检验开箱率必需到达 80%;当同种物料来料>10 箱时,检验开箱率必需到达 60%。
4.3抽样转换原则:4.3.1正常检查转加严检查的条件:连续5 批来料中有 2 批(包括检验不到 5 批就觉察 2 批)检验不合格。
.3.4.3.2 加严检查到正常检查的条件:连续5 批检验合格。
4.3.3正常检查到放宽检查的条件4.3.3.1连续 10 批检验合格。
4.3.3.210 批中不合格品(或缺陷)总数在界限个数以下。
4.3.3.3生产正常。
4.3.3.4主管者认为有必要,以上四个条件必需同时满足。
4.3.4放宽检查转正常检查的条件4.3.4.1 1 批检验不合格。
4.3.4.2生产不正常。
4.3.4.3主管者认为有必要,满足三条件之一即可。
4.3.5加严检查转暂停检查的条件:加严检查开头后,不合格批累计到达五批后依质量预警的结果进展处理。
5检验步骤5.1外包装检验:5.1.2检查《货品检验单》或《来料检验通知单》各项内容应正确、清楚、完整,现品票内容填写齐全,来料试验是否与外箱标识符合,外箱是否有破损、变形、潮湿等不良现象,如有则按不合格项处理更改标记ⅠⅡⅢⅣ更改缘由更改者更改日期审核者审核日期拟制标化审核批准凯虹移动通信五金件与外表镀层检验标准编号ZDS-JY/IQC-065版本A05.1.3出货报告检查供给商出货检验报告内容是否真实,所测试工程是否齐全,结论有无审核。
钣金件、电镀件外观检验标准

4.3.2.1所有的零件必需是无尘,无脂,无油和其它物质。由运输材料引起而且能够被空气吹走的灰尘是可被接收的。
4.3.2.2对于外观面,检验员必须同样的检查每一个面的颜色,咬花和光泽,同样不能有不理想.对于非外观面,检验员必须检查油漆覆盖是否完整和不得有水泡,气泡,尘土,擦伤,油污,易燃,有腐蚀,凹坑和损坏等。
3.8.10凹陷:素材表面的凹陷所造成的喷漆后表面凹陷。
3.8.11露底:露出素材,为电着层未干前碰伤。
3.8.12挂液:电着时产品表面留下的水滴痕。
4.0内容
4.1压铸件
4.1.1检验员资格
4.1.1.1检查员必须有下列一种或几种。
4.1.1.2质量检验员一年工作经验。
4.1.1.3经过系统的教育训练,至少40H。
4.2.7其它
加工别
不良项目
一级
二级
三级
机加工
烂牙
不可
不可
≤整个螺牙的10%
切边
缺料/压伤/裂缝
同压铸件标准
去毛
锉伤
不可
锉刀痕
不可
不可
深≤0.2㎜
皮膜
油渍
不可
不可
不可
发黑
不可
不可
≤整个产品的5%
挂液
不可
不可
≤1处
色差
不可
不可
依11颜色的标准
研扫
粗度
不可
不可
脱皮
不可
不可
起泡
不可
不可
不可
麻点
不可
不可
0.2-0.3㎜2≤5个
3.2.9脱皮:铸件表面部分剥离的现象,最易发生在表面光滑的铸件上。
3.2.10针孔:针状细小的砂孔,或因卷入气体而产生小孔状的内部缺陷,此缺陷有时出现在表面上。
解读国家标准GB21900-2008《电镀污染物排放标准》
涂 装 与 电 镀
43
标准化
解 读 国 家 标 准 GB21900 - 2008《 电 镀 污 染 物 排 放 标 准 》
黄大江 (兴达表面技术信息公司 ,四川成都 ,610041)
摘 要 本文介绍了国家标准 GB21900 - 2008《电镀污 染物排放 标准》的主 要技术 内容 ,分析了 该标准的 特点及 与 相关标准的关系 。 关键词 电镀污染物 ;国家标准 ;标准分析
大气污染物排放浓度限值适用于单位产品实际 排气量不高于单位产品基准排气量的情况。若单位 产品实际排气量超过单位产品基准排气量 ,须将实
测大气污染物浓度换算为大气污染物基准气量排放 浓度 ,并以大气污染物基准气量排放浓度作为判定 排放是否达标的依据。大气污染物基准气量排放浓 度的换算 ,可参照采用水污染物基准水量排放浓度 的计算公式。
力为 101325Pa (即 1 标准大气压 ,760mmHg 柱) 时的
状态。标准规定的大气污染物排放浓度均以标准状
态下的干气体为基准 。
212 水污染物排放控制要求
水污染物排放限值见表 1。
现有 企业 ( 即标 准实 施之 前已 有的 企业) , 自
2009 年 1 月 1 日至 2010 年 6 月 30 日执行表 1 中现
车间或生产设 施废水排放口
8
总 铜 ,mg/ L
110 015
013
企业废水总排 放口
9
总 锌 ,mg/ L
210 115
110
企业废水总排 放口
10
总 铁 ,mg/ L
510 310
210
企业废水总排 放口
11
总 铝 ,mg/ L
电镀废水表三排放标准

电镀废水表三排放标准
首先,针对电镀废水的排放标准,国家相关部门已经制定了相关的法规和标准,以保护环境和人类健康。
根据《电镀行业污染物排放标准》规定,电镀废水的排放标准应符合国家规定的排放标准,对废水中的重金属离子、有机物质、酸碱度等指标都有明确的要求。
其次,根据《电镀废水排放标准》,电镀废水中的重金属离子排放标准应严格
控制。
重金属离子是电镀废水中的主要污染物之一,对环境和人体健康造成严重危害。
因此,国家对电镀废水中的重金属离子排放标准做出了明确规定,要求企业在生产过程中严格控制重金属离子的排放浓度,确保排放达标。
另外,电镀废水中的有机物质排放标准也是非常重要的。
有机物质是电镀废水
中的另一主要污染物,对水体造成严重污染。
根据国家相关标准,电镀废水中的有机物质排放浓度应符合国家规定的标准,企业应采取有效的措施,减少有机物质的排放,保护环境和人类健康。
此外,电镀废水的酸碱度也是排放标准中的重要指标之一。
酸碱度对水体的影
响非常大,过高或者过低的酸碱度都会对水体生态系统造成破坏。
因此,国家对电镀废水的酸碱度也有明确规定,要求企业在排放废水时,必须对酸碱度进行调节,确保排放的废水酸碱度符合国家标准。
综上所述,电镀废水表三排放标准是非常重要的,对环境和人类健康都有着重
要的意义。
企业应严格遵守国家的相关法规和标准,加强对电镀废水的治理和管理,减少污染物的排放,保护环境,为人类的健康和未来发展贡献自己的力量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电镀行业表三标准
电镀液pH值是常规的电镀参数之一,合理的pH值可以有效地保证电镀质量。
一般情况下,镀铬电镀液的pH值应在2.0~3.0之间,
镀镍电镀液的pH值应在3.5~5.0之间,镀锌电镀液的pH值应在
5.5~7.5之间。
2. 电镀液温度标准
电镀液的温度也是影响电镀质量的重要因素之一。
在电镀液温度过低的情况下,电镀速度慢、孔洞率大,而温度过高则容易造成电镀液的挥发和腐蚀。
一般情况下,镀铬电镀液的温度应在50~60℃之间,镀镍电镀液的温度应在50~65℃之间,镀锌电镀液的温度应在20~40℃之间。
3. 金属离子浓度标准
金属离子浓度是制定电镀配方时需要考虑的因素之一。
如果金属离子浓度过高,则容易造成电镀液的不稳定,反之则会影响电镀质量。
一般情况下,镀铬电镀液的铬离子浓度应在100~200g/L之间,镀镍
电镀液的镍离子浓度应在200~300g/L之间,镀锌电镀液的锌离子浓
度应在30~60g/L之间。
注:本标准仅供参考,具体标准应根据实际情况进行调整。
- 1 -。