裂解碳九加氢利用技术进展
2024年碳九加氢装置市场发展现状

2024年碳九加氢装置市场发展现状引言碳九加氢装置是一种应用于石化工业中的重要设备,用于将碳九分子中的双键断裂,加氢得到饱和度更高的产物。
碳九加氢装置广泛应用于石油加工、化工、涂料等领域。
本文将就碳九加氢装置市场的发展现状进行分析。
市场规模碳九加氢装置市场规模庞大,根据数据研究机构的统计报告,2019年全球碳九加氢装置市场规模达到了X亿美元。
预计在未来几年内,市场规模将继续扩大,年均复合增长率将达到X%。
市场驱动因素1. 石化行业的快速发展随着全球经济的发展,石化行业迅猛增长,促使碳九加氢装置需求量不断上升。
碳九加氢装置在石油加工、塑料生产等领域具有广泛的应用,使得该装置的市场需求保持高速增长。
2. 绿色环保要求的提升在环保意识不断增强的背景下,碳九加氢装置市场面临着更高的环保要求。
碳九加氢装置具有高效能、低能耗、低排放的特点,适应了绿色环保发展的需要,因此在市场上受到了广泛关注。
3. 新技术的不断推动新技术的不断推动也促使碳九加氢装置市场的发展。
例如,在催化剂、反应器设计等方面的研究取得了重要突破,使得碳九加氢装置的处理效率和产能得到大幅提升,进一步推动了市场的发展。
市场竞争格局碳九加氢装置市场存在一定的竞争格局,主要由几家市场龙头企业主导。
这些企业拥有先进的技术和丰富的经验,在市场上具有较强的竞争力。
此外,碳九加氢装置市场还存在一些中小型企业,它们通常专注于特定领域和市场细分。
市场发展趋势1. 技术创新与升级随着科技的进步,碳九加氢装置市场将面临技术创新与升级的趋势。
新的材料、新的工艺将不断涌现,使得碳九加氢装置的性能和效率得到提升,同时也将带动市场的发展。
2. 区域市场的快速增长碳九加氢装置市场在全球范围内呈现出区域市场增长的趋势。
发展中国家的石化产业蓬勃发展,碳九加氢装置的需求量逐渐增加。
同时,一些地区的环保政策也在不断推动碳九加氢装置市场的发展。
3. 企业合作与并购在竞争激烈的市场环境下,企业之间的合作与并购将成为未来的重要趋势。
我国C9加氢石油树脂研究进展
我国C9加氢石油树脂研究进展综述了我国C9加氢石油树脂的研究进展,重点介绍了C9加氢石油树脂催化剂研究、浆态加氢工艺、固定床加氢工艺及C9加氢石油树脂的应用,指出了我国C9加氢石油树脂今后的研究方向。
标签:C9加氢石油树脂;催化剂;浆态加氢;固定床加氢1 前言C9石油树脂是以乙烯装置副产的裂解C9馏分为主要原料制成的高分子化合物,常温下为玻璃态热塑性固体。
由于C9石油树脂分子结构中不含极性基团,与油品、油脂、合成树脂相容性好,具有广泛的用途[1~5]。
但由于C9石油树脂中含有较高的不饱和键,在氧或其他化学物质作用下易发生反应,因此存在颜色深、热氧化稳定性低、粘接性差等缺点。
对C9石油树脂加氢可以较好的解决这些问题,在涂料行业,使用加氢C9石油树脂生产的路标涂料,可以改善其耐久性和耐候性,使其寿命由原来的1年延长到3年,胶粘剂行业用加氢C9石油树脂生产一次性尿布和特种卫生巾用胶粘剂,不仅降低了生产成本,而且明显改善了胶粘剂的色度,互容性和耐老化性。
因此,随着特种黏合剂、新型涂料、油墨、高速公路路标漆的发展,对氢化优质C9石油树脂的需求量急剧增长[6~9]。
2 C9加氢石油树脂催化剂研究石油树脂加氢催化剂根据工艺不同有粉状镍催化剂,也有负载型钯和镍催化剂。
固定床加氢工艺都采用负载型催化剂,催化剂载体一般是氧化铝和硅藻土。
负载镍催化剂使用温度比较低,一般在260 ℃左右。
使用负载钯的催化剂,钯质量分数≤0.15%时,反应温度要求在290 ℃以上,即使钯质量分数提高到2%,其反应温度也要在280 ℃以上。
鲁佳[10]等选择γ-Al2O3负载钯催化剂为研究对象,通过添加活性金属考查催化剂对C9石油树脂催化加氢活性及稳定性等的影响。
利用N2-物理吸附、XRD、SEM、TEM、NH3-TPD 等实验手段对改性后的催化剂进行了表征。
研究表明Pd/γ-Al2O3催化剂在C9石油树脂的催化加氢反应中的稳定性与积炭及硫中毒密切相关。
裂解C9馏分加氢利用工艺研究
1 .-1 47 5 8. 5 4 2 . 5 1 1 5 8 . 1
l2 6 10 2
一
12 0
I ■、l 实 跤 际 _ l … 。l3 , 0 1
e o r (0 馏分加氢综合利用工艺技术有两个 。 难点 , 一是 C 馏分 的切 割 分馏 预 处 理 , 。 二是 具 有
国 内乙烯 工 业 已进 入 一 个 飞速 发 展 的时期 , 乙烯装 置副产 的 c 馏 分 约 占裂 解 产 物 总产 量 的 。
1 试 验部 分 1 1 原料 .
1% 一 0 , 0 2 % 目前除 3 %做树脂外 , 0 其余作 为燃 料处理¨ , 随着 乙烯 生产 能 力 的改 扩建 , 富产 大 量 的裂解 c 有待于开发利用, 裂解 c 中含有大 。 量 烯 烃 和一 定量 的硫 、 等 杂质 , 味 大 , 定 性 氮 气 安 差, 经一段加氢精制饱和大部分烯烃后 , 可作高辛 烷值汽油调合组份 ; 将一段加氢产品经过二段高
鬻 ㈣ t 8 阱 7 . . 5 5
馏 电 : 誊。
l 硫) ( 。 ’ ) t } / 雌 g (
油经 济效 益好 , 场 前 景 宽 广 。 目前 , 。 分 加 市 C 馏 氢技 术并 没有 在全 国炼 化企 业 大 面 积 推广 , 功 成 开发 的催 化剂 不 多见 , 因此 , C 馏 分 加 氢技 术 对 。
一
油品加氢方面工作 。E m i y _ @p t ci .o .n — a : y f e oh acm c 。 lj y r n
2 — 0
第4 卷 第3 2 期 S H/T 0 8 - 2 0 6 9- 0 0。
方
C9石油树脂加氢技术研究进展及应用市场_杨茹欣
广东省茂名华粤集团 以裂 解 C9 为 原 料 制 原料预热 - 多步连续压力
无催化剂
有限公司
备石油树脂的方法
热聚 - 闪蒸分离
不需要任何引发剂、催化剂及中止剂,避 免了环境污染
大庆华科股份有限公 司
氢化 C5 / C9 石油树脂 的工业制造工艺及设 备
内有多组换热盘管、特殊 的氢气分布器和挡板结构 的加氢反应釜
Key words: C9 petroleum resin; hydrogenation; catalyst; patent; application
乙烯裂解 C9 馏份是乙烯装置的副产物,由裂解石脑油经 抽提分离出 C5 馏份、C6 ~ C8 馏份后的剩余馏份,约占乙烯总 产量的 10% ~ 20% 。随着我国石油化工的迅速发展,特别是乙 烯的生产能力逐年提高,裂解 C9 馏份的数量也在不断的增加。 2010 年乙烯总产能为 1476. 5 万 t / a,裂解 C9 总量约 140 万 t, 预计到 2015 年,裂解 C9 总量将超过 200 万 t[1]。由于缺乏相 关技术等原因,国内绝大多数乙烯装置将裂解 C9 作为廉价的 初级原料出售,仅有少部分用于生产石油树脂或将其进行初步 加工后作为汽油、柴油组分或溶剂油,其余大量的裂解 C9 资 源被作为燃料烧掉,C9 资源化工利用率很低。
市场消费状况,指出了 C9 加氢石油树脂是 C9 资源利用的一个有效途径。
关键词: C9 石油树脂; 加氢; 催化剂; 专利; 用途
中图分类号: TQ
文献标识码: A
文章编号: 1001 - 9677( 2013) 16 - 0058 - 03
Research Improvement and Application Market of C9 Petroleum Resin Hydrogenation
裂解C9的利用途径与技术经济
裂解C9的利用途径与技术经济夏景华(中国石油化工股份有限公司镇海炼化分公司信息中心)摘要:乙烯装置副产的裂解C9,因其资源的潜在价值,国外早已开发利用生产C9石油树脂;国内C9石油树脂市场空间巨大,生产厂家纷纷论证项目、研发利用途径;尤其是新建乙烯厂,更是未雨绸缪,分析技术经济、探讨工艺路线。
关键词:裂解C9C9石油树脂技术路线项目投资市场经济1 概述随着镇海乙烯项目的开工建设,下游加工一体化的梦想就要成为现实。
乙烯项目建成后,除产品乙烯、丙烯外,还有大量的副产品,C9就是其中的一种。
乙烯装置副产的C9芳烃馏份(简称裂解C9),是由裂解汽油抽提分离出C5馏份、C6~C8馏份(经加氢生产BTX)后的剩余馏份,占乙烯总产量的10%~20%。
目前,裂解C9部分用作燃料外,主要用于生产C9芳烃石油树脂,采用适当工艺合成的C9树脂可广泛用于涂料、油漆、橡胶及轻工行业,残余的混合芳烃可作为生产涂料的溶剂,这样可使C9的总利用率达到90%。
因此,如何开发利用、采用何种技术路线、市场前景多大、经济效益几何等成为人们关注的焦点。
2 裂解C9资源[1]与组成乙烯裂解原料主要有乙烷、丙烷、丁烷、石脑油、柴油等,均副产C9芳烃,但其产量和组成随着裂解原料的不同而不同。
以全馏份石脑油为裂解原料时,所得到的C9馏份可高达12.49%。
裂解C9馏份组成极其复杂,有150多种,而且非常分散,从合成的角度出发,可将其分成两类,一类可以进行聚合的活性组份,另一类非活性组份。
按照裂解C9馏份中活性组份的化学结构和反应活性,可将其分为三类:第一类苯乙烯及其衍生物,如苯乙烯、乙烯基甲苯等;第二类茚及其衍生物,如茚、甲基茚等;第三类双环戊二烯及其分解后生成的环戊二烯。
裂解C9馏份组成见表1。
表1 C9馏分的典型组成对于乙烯副产的C9及C9+组分,其最主要的特点是富含双烯烃和乙烯基芳烃。
他们的反应活性较高,可以用于生产一些衍生产品。
其中除生产溶剂油、提取重芳烃组分和增产轻芳烃外,目前最主要的途径是生产C9石油树脂,而C9石油树脂产品可广泛用于油漆、油墨、涂料、粘合剂等化工行业,是精细化工的一种重要原料。
裂解汽油C_9馏份临氢脱烷基制苯

蒸 出C 馏 份
,
,
得 到 C 馏份
,
. . 讲 朋 ! 卜 百 r | 咐 飞
挥 牟 哥 次
0
U亡
‘习 二
80
其组
琢
娜
. 袄 5 补 次
价
0 4 叫| 川
催化 剂
: Cr 催 化剂
。
4。
g 表 l 实 验 室 精 馏 后 的C 馏份 组 成
组 份名 称
总烷 烃 总 芳烃 CS 芳烃
% 霭尹 } 组份 名称
扣 J 卜 n. 几 几 几0 U内 , l a 1 0 8 3
. I 一 ‘ O, R g A 4
O月 尸 了 丫 行 勺任 Q 7 乙
J 8 Z 1
% 霭异 …
乙 几 ‘ 片厅 才 孟 d一 1 .8 3
}
/
骊 0 60 0 6 1Q 62 0 63 0 温 度 (℃ )
,
了〔 〕
,
,
,
,
这说 明式
确 实是 式
的 一个 特
, 了 , 〔 〕 兰 州 化物 所 石 油 化 工 〔 〕 、 , , , 〔 〕 周 望 岳 陈献诚 等 催化 学报 《 〕 甘 从 柑 〔 〕 卫 万滩 扩 “
,
·
沼
,
,
四
、
结
论
,
。 ,
,
〕 〔 〕 〔 〕
另
,
。 。
,
,
,
用外 循 环 无 梯 度 反应 器 研 究 了
第
期
石
油
化
工
裂 解汽 油
周 良大
。
馏 份 临 氢 脱 烷基 制 苯
碳九石油树脂生产技术及进展分析
碳九石油树脂生产技术及进展分析摘要:石油工业是主导我国快速增长的支柱产业,对化工产品,特别是乙烯的需求每年都在增加,导致研究人员对生产中的碳九石油的裂解进行了广泛的研究。
石油树脂生产中碳九石油的裂解对其广泛应用具有重要意义,一定程度上促进了我国的工业化发展。
关键词:碳九石油树脂;裂解;聚合法;催化;C9(碳九)石油树脂是裂解过程中产生的C9馏分热塑性低聚物材料。
生产过程包括工艺过程、聚合过程和蒸馏过程。
C9石油树脂具有酸值低、耐水性、化学品、乙醇等优点。
其化学性质相对稳定。
可作为油漆、涂料、橡胶等领域的调节剂和改性剂,提高各种产品的性能。
在许多化工行业中,C9石油树脂具有良好的应用效果,已成为不可缺少的应用产品。
1.碳九石油树脂生产技术特点比较对于C9油树脂材料的制备,有三种工艺,各有优缺点。
以下比较了这三个过程的优缺点。
1.引发聚合法。
是一种极低污染率的C9脂肪生产方法,不需要考虑催化剂处理问题,保证产品质量达到良好的质量水平,产品柔软光泽。
本工艺流程应用方法中最大不足是超高要求、反应时间较长、转化率较低、软点不太适合快速生产。
2.热聚合法。
优点在于简便、节省时间、生产出满足产品应用需求、保证产品光泽亮度质量。
缺点是该技术只能用于碳五馏分蒸馏和C9石油树脂偏低软化点,不能用于高软化点C9油树脂。
3.催化聚合法。
是当今常用的快速聚合过程,不太高温度,通常低于100℃,提供安全性和稳定性。
缺点是生产过程中需要大量催化剂,脱除难度越来越大。
同时,使用具有一定杀伤力的催化剂是由于生产设施导致腐蚀,无法保证最终产品的质量,可能会出现污染物。
二、生产工艺技术石油树脂标准方法主要是催化聚合法、热聚合法和引发聚合法。
催化聚合法优点在于总温度低于100℃,聚合时间短,缺点在于催化剂成本高,设备腐蚀,工艺过程废水生产,其颜色深等。
热聚合工艺简单,颜色浅亮,产品质量好,但该方法只能应用于碳五馏分或低软化点树脂的制备,引发聚合法得到的产品颜色浅亮,无催化脱除问题,无废水,但反应温度高,时间长,转化率低,产品软化点低。
裂解碳九馏分加氢工艺的优化研究
裂解碳九馏分是乙烯装置的主要副产物之一,对于主要以石脑油为乙烯裂解原料的乙烯装置,裂解碳九馏分占乙烯产量的10%~20%[1-2]。
裂解碳九馏分的组成极为复杂,通常包含易于聚合的丙烯苯、乙烯基甲苯等活泼组分和甲乙苯、三甲苯、茚满、萘等不活泼组分,种类可达200余种。
由于各组分之间沸点相差不大,难以逐一分离后利用。
裂解碳九馏分中还含有大量的胶质和多种杂质,为后续加工利用带来困难。
目前,裂解碳九主要利用方向为碳九加氢和碳九石油树脂[3-4]。
裂解碳九馏分加氢通常选用两段加氢工艺,目标产品为低溴价、低硫的碳九加氢产品。
由于裂解碳九馏分中含有大量活泼组分和胶质,作为加氢原料进入加氢反应器后容易发生聚合,进而在催化剂表面发生结焦、积炭,影响装置长周期稳定运行。
裂解碳九馏分中含有的杂质还有可能导致催化剂中毒,导致装置非计划停车。
针对以上问题,对裂解碳九馏分两段加氢工艺进行了优化。
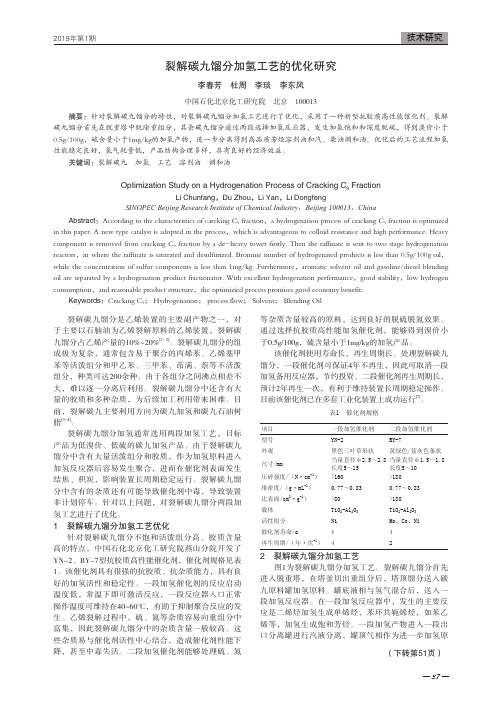
1 裂解碳九馏分加氢工艺优化针对裂解碳九馏分不饱和活泼组分高、胶质含量高的特点,中国石化北京化工研究院燕山分院开发了YN-2、BY-7型抗胶质高性能催化剂,催化剂规格见表1。
该催化剂具有很强的抗胶质、抗杂质能力,具有良好的加氢活性和稳定性。
一段加氢催化剂的反应启动温度低,常温下即可激活反应,一段反应器入口正常操作温度可维持在40~60℃,有助于抑制聚合反应的发生。
乙烯裂解过程中,硫、氮等杂质容易向重组分中富集,因此裂解碳九馏分中的杂质含量一般较高。
这些杂质易与催化剂活性中心结合,造成催化剂性能下降,甚至中毒失活。
二段加氢催化剂能够处理硫、氮等杂质含量较高的原料,达到良好的脱硫脱氮效果。
通过选择抗胶质高性能加氢催化剂,能够得到溴价小于0.5g/100g,硫含量小于1mg/kg的加氢产品。
该催化剂使用寿命长,再生周期长。
处理裂解碳九馏分,一段催化剂可保证4年不再生,因此可取消一段加氢备用反应器,节约投资。
二段催化剂再生周期长,预计2年再生一次,有利于维持装置长周期稳定操作。