双刀架曲轴数控车床自动对刀程序设计
数控车床半自动对刀宏程序
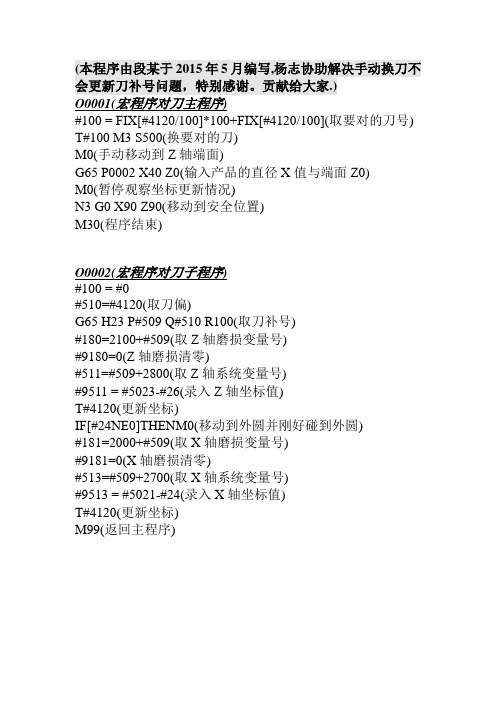
(本程序由段某于2015年5月编写,杨志协助解决手动换刀不会更新刀补号问题,特别感谢。
贡献给大家.)
O0001(宏程序对刀主程序)
#100 = FIX[#4120/100]*100+FIX[#4120/100](取要对的刀号) T#100 M3 S500(换要对的刀)
M0(手动移动到Z轴端面)
G65 P0002 X40 Z0(输入产品的直径X值与端面Z0)
M0(暂停观察坐标更新情况)
N3 G0 X90 Z90(移动到安全位置)
M30(程序结束)
O0002(宏程序对刀子程序)
#100 = #0
#510=#4120(取刀偏)
G65 H23 P#509 Q#510 R100(取刀补号)
#180=2100+#509(取Z轴磨损变量号)
#9180=0(Z轴磨损清零)
#511=#509+2800(取Z轴系统变量号)
#9511 = #5023-#26(录入Z轴坐标值)
T#4120(更新坐标)
IF[#24NE0]THENM0(移动到外圆并刚好碰到外圆)
#181=2000+#509(取X轴磨损变量号)
#9181=0(X轴磨损清零)
#513=#509+2700(取X轴系统变量号)
#9513 = #5021-#24(录入X轴坐标值)
T#4120(更新坐标)
M99(返回主程序)。
数控车床对刀步骤
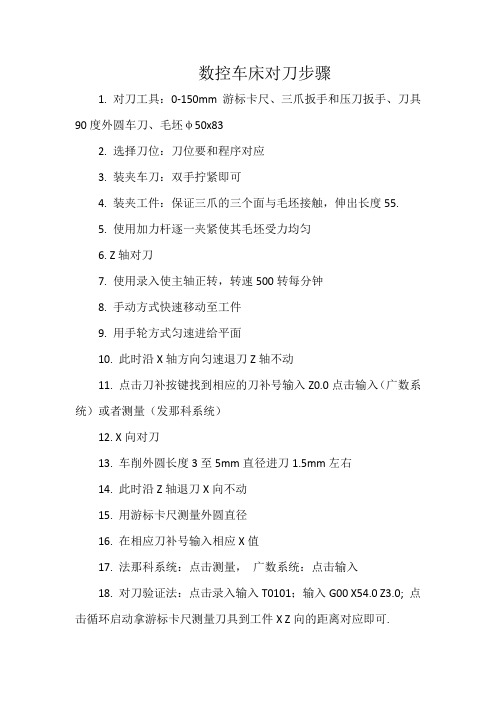
数控车床对刀步骤
1. 对刀工具:0-150mm游标卡尺、三爪扳手和压刀扳手、刀具90度外圆车刀、毛坯φ50x83
2. 选择刀位:刀位要和程序对应
3. 装夹车刀:双手拧紧即可
4. 装夹工件:保证三爪的三个面与毛坯接触,伸出长度5
5.
5. 使用加力杆逐一夹紧使其毛坯受力均匀
6. Z轴对刀
7. 使用录入使主轴正转,转速500转每分钟
8. 手动方式快速移动至工件
9. 用手轮方式匀速进给平面
10. 此时沿X轴方向匀速退刀Z轴不动
11. 点击刀补按键找到相应的刀补号输入Z0.0点击输入(广数系统)或者测量(发那科系统)
12. X向对刀
13. 车削外圆长度3至5mm直径进刀1.5mm左右
14. 此时沿Z轴退刀X向不动
15. 用游标卡尺测量外圆直径
16. 在相应刀补号输入相应X值
17. 法那科系统:点击测量,广数系统:点击输入
18. 对刀验证法:点击录入输入T0101;输入G00 X54.0 Z3.0; 点击循环启动拿游标卡尺测量刀具到工件X Z向的距离对应即可.。
数控车对刀步骤
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载数控车对刀步骤地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容数控车对刀步骤第一把刀的对刀步骤:第一步:确认刀具如果不是,需要换刀1. 在MDI模式下,输入换刀指令:T0x0x2. 在MDI模式下,输入转速指令:SxxxM0x第二步:试切削1. 快速接近工件,注意不要碰到工件。
2. Z向对刀:在手动进给方式下,切削工件端面,直至端面平整为止。
3. 注意此时不要移动Z轴,按下MENU OFSET,切换到GEOMETRY画面,确认刀号,输入MZ0.4. X向对刀:在手动进给方式下,切削工件外圆,直至外圆平整为止。
停止主轴转动,进行外圆测量,记下外圆直径测量值。
5. 注意此时不要移动X轴,按下MENU OFSET,切换到GEOMETRY画面,确认刀号,输入MX????。
(????号为外圆直径值)6.输入刀具其它参数,包括刀尖圆角半径(Rxx)和刀尖假想位置(Tx)。
7. 移动刀具远离工件,直至安全位置。
第一把刀对刀结束。
第二把刀的对刀步骤:第一步:确认刀具1. 在MDI模式下,输入换刀指令:T0x0x2. 在MDI模式下,输入转速指令:SxxxM0x第二步:试切削1. 快速接近工件,注意不要碰到工件。
2. Z向对刀:在手动进给方式下,轻碰已平整的工件端面,注意不要切削工件端面。
如果切削了工件端面,则第一把刀的Z向需要重新对刀。
3. 注意此时不要移动Z轴,按下MENU OFSET,切换到GEOMETRY画面, a) 确认刀号,输入MZ0.4. X向对刀:在手动进给方式下,轻碰已平整的工件外圆,如果余量允许,可以切削文件外圆。
然后,停止主轴转动,进行外圆测量,记下外圆直径测量值。
双刀架曲轴数控车床自动对刀程序设计

双刀架曲轴数控车床自动对刀程序设计罗敏;徐春友;周亚萍【摘要】针对数控双刀架曲轴车床刀具补偿自动化的要求,设计了自动对刀校正宏程序和自动对刀测量宏程序,并介绍了具体的应用.【期刊名称】《制造技术与机床》【年(卷),期】2010(000)005【总页数】4页(P27-30)【关键词】自动刀具补偿;宏程序;曲轴车床【作者】罗敏;徐春友;周亚萍【作者单位】湖北汽车工业学院,湖北,十堰,442002;东风轻型发动机有限公司,湖北,十堰,442049;东风轻型发动机有限公司,湖北,十堰,442049【正文语种】中文1 NST30/100SS双刀架曲轴车床简介NST30/1100SS双刀架曲轴车床用于ZD30发动机曲轴法兰外圆和端面、#1主轴颈、小轴端外圆等加工,其结构如图1所示。
机床拥有2个刀架,上刀架可以装12把刀,下刀架可以装8把刀,加工时,2个刀架同时协调工作。
机床装有2个对刀器,分别用于上、下刀架刀具的自动测量。
此外,机床还采用机械手自动上、下料,自动加工测量及在线补偿,刀具寿命管理等措施进一步提高效率。
2008年机床进行了数控改造,数控系统为FANUC-0i-TTC双通道数控系统。
本文将重点介绍其自动对刀程序的设计。
2 刀具配置刀具配置如图2所示。
上刀架使用5组刀具。
1组T9~T10,粗车法兰外圆;2组T1~T3,车平衡块;3组T5~T6,粗车小轴端外圆;4组T7~T8,精车小轴端和法兰端外圆;5组T11~T12,车法兰端面。
下刀架使用3组刀具。
1组T1~T3,车平衡块;2组T5~T6,粗车外圆;3组T7~T8,精车外圆。
3 对刀宏程序设计3.1 对刀校正宏程序上、下刀架中的4号刀不参与切削加工,专门用于对刀测量的校正,如图3所示。
为此专门设计对刀校正宏程序O9150。
程序框图如图4所示。
3.2 X-/Z-逼近对刀测量宏程序由刀具配置图2可知,上刀架1、3、4组刀具和下刀架1、2、3组刀具采用X-/Z-逼近对刀测量。
双刀架数控车床自动编程技术

( S c h o o l o f Me c h a n i c a l a n d A u t o mo t i v e E n g i n e e r i n g , H e f e i U n i v e r s i t y o f T e c h n o l o g y , A n h u i H e f e i 2 3 0 0 0 9 , C h i n a )
i n t e ra g ti o n . A u t o C AD/ s w i d e l y u s e d i n o u r c o u n t r y , b e i n g a o b j e c t o r i e n t e d C A D a p p l i c ti a o n s o f t w a r e w i t h p o w e 咖z f u n c t i o n s , h a v i n g g o o do p e n n e s s , a n d p r o v Mi n g u s e r s w i t h a v a r i e t y fd o e v e l pm a e n t t o o l s , i n c l u d i n gO b j e c t A R X, o nw h o s e b a s i s c a r r i e s o u t
摘
要: 采用 C A D / C A P P / C A M集成技 术编制数控加工程序是 当今 的主流 , 而面向现有 的 C AD系统, 通过二 次开发 , 扩展
C A P P 、 C AM功能是 实现集成的主要途径。A u t o C A D在我国有广泛的应用,是一个具有强大功能的面向对 象的 C A D应用软 件, 具有良好的开放性 , 为用户提供 了包括 O b j e e t A R X在 内的 多种开发工具, 用以在其基础上进行定制和开发。 以V c + + . N E T
数控车床的对刀方法
数控车床的对刀方法数控车床对刀是车床加工中的一项基本操作,也是保证零件加工精度和质量的关键过程。
如何正确的进行数控车床的对刀,不仅影响到零件加工的精度及口径精度,而且也决定了整个车削加工过程的效率。
下面我们将从数控车床对刀原理、准备工作、对刀步骤以及常见问题解决等方面进行详细阐述。
一、数控车床对刀原理在进行数控车床对刀前,首先需要了解一些基本原理。
数控车床具有自动化程度高、加工精度高、质量稳定、工作效率高等特点,而其对刀原理也是针对这些特点设计的。
数控车床对刀主要是通过编程设置原点和零点,实现数控车床距离工件表面的距离,完成对刀操作。
其步骤主要分为四个步骤:定位、表测、校正和复核。
二、准备工作1、准备好刀具,根据工件的不同,选择不同的刀具进行加工。
同时根据加工的具体情况,进行刀尖、刀柄等部位的检验。
2、准备好夹具,将夹具固定到车床主轴上,夹具的选取需要考虑到工件的形状和大小。
3、安装好测头,并对其进行校准。
测头的精度直接影响到加工精度,所以在安装测头之前,一定要检查好测头的精度和准确程度,确保其可靠性。
4、指定好原点及零点,原点具有特殊的意义,指的是机床的固定点,所有的测量都是以这个点为基础,而零点则是指刀具离工件表面的距离,即数控车床进行加工时,刀具和工件距离的最小值。
三、对刀步骤1、定位:将夹具握紧工件,确定工件的位置。
这一步是整个对刀过程中十分关键的一步,需要运用专业工具进行定位。
定位具体方法根据工件形状的不同而有所不同。
2、表测:按照正常的夹法夹紧刀具,车床主轴旋转。
将手摇车床主轴进给轮旋转到零位,然后将测头放置到工件表面上,将表头调至位于车床主轴的刀尖、刀柄之中。
这一步是对加工的精度评估,通过测头测量,求出实际加工距离与预设距离之间的距离差值(误差),用于进行下一步的校准。
3、校正:通过调整测头,调整刀尖的位置,使其与实际加工距离相等。
具体方法为:根据表测数据,通过对刀偏差进行计算,并将测量值进行调节,使零点与对刀偏差精确重合。
数控车床对刀操作指导书
课题: 数控车床对刀任务描述能独立完成数控车床的对刀,进行工件坐标系参数的设置工作。
相关内容程序编辑、校验结束后,需要进行用户参数的设置,包括对刀后得到的工件坐标系参数、刀具补偿参数等。
在保证这些用户参数准确、正确的前提下,零件加工质量才能得到保证。
任务实施在数控车床中工件坐标系位置通常是通过刀具偏置补偿参数体现并调用的。
在仿真软件中,可以采用试切法对刀来设置刀具偏置补偿参数。
试切法指的是通过试切,由试切直径和试切长度来计算刀具偏置值的方法。
根据是否采用标准刀具,它又可以分为绝对刀偏法和相对刀偏法。
我们推荐采用绝对刀偏法,这样不存在标准刀具,每一把刀具独立建立自己的偏置补偿值,并反映到工件坐标系上。
绝对刀偏法对刀的具体步骤如下:★首先做“回零”操作。
一般每次系统开机、或准备对刀时、或按过“急停”按钮后时,都要执行一次回零(又称为“回参考点”)操作。
先把仿真系统机床控制面板右下角的“急停按钮”松开,使机床可以动作;按一下“回零”按键,指示灯亮,系统处于手动回零工作模式,这时可手动返回机床零点(通常即机床参考点)。
下面以Z轴回参考点为例说明。
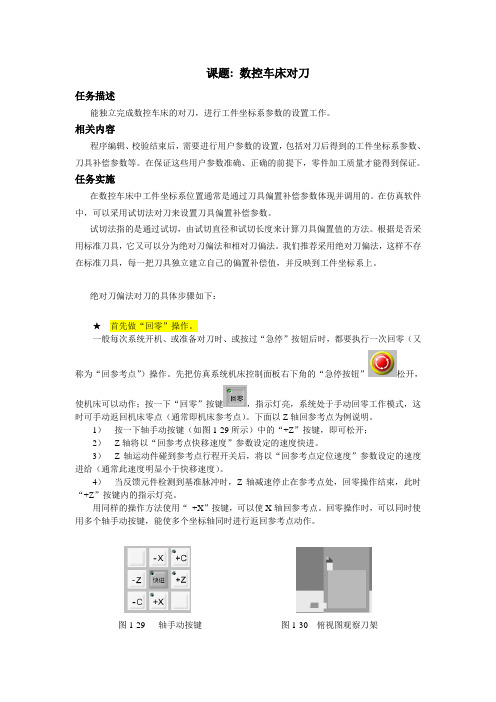
1)按一下轴手动按键(如图1-29所示)中的“+Z”按键,即可松开;2)Z轴将以“回参考点快移速度”参数设定的速度快进。
3)Z轴运动件碰到参考点行程开关后,将以“回参考点定位速度”参数设定的速度进给(通常此速度明显小于快移速度)。
4)当反馈元件检测到基准脉冲时,Z轴减速停止在参考点处,回零操作结束,此时“+Z”按键内的指示灯亮。
用同样的操作方法使用“+X”按键,可以使X轴回参考点。
回零操作时,可以同时使用多个轴手动按键,能使多个坐标轴同时进行返回参考点动作。
图1-29 轴手动按键图1-30 俯视图观察刀架按一下“手动”按键,指示灯亮,系统处于手动运行方式,可使用图1-29中的方向键控制刀架移动到离工件稍近些的位置。
★接着选择刀具。
使用工具栏中的视图选择按钮,可调整对机床机械部分显示区的观察视角。
数控车削对刀流程
数控车削对刀流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!数控车削对刀流程一、准备工作阶段。
在进行数控车削对刀之前,需要做好充分的准备工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上 刀 架 使 用5 刀 具 。 组 T 组 1 9~T O, 车 法 兰 外 I 粗
4 结语
() 1 利用本 塑 性成形 工 艺 可 以实 现胀 挤 同步器 齿
() 4 与滚轧法相 比, 可以达到相同的效率 , 而在精 度和适用性上大幅提高 。
参 考 文 献
[] 1 曹瑞. 同步器齿套倒锥齿加工工艺. 机械工艺师 ,0 1 5) 20 ( .
以装 1 刀 , 刀架 可 以装 8把 刀 , 工 时 , 刀架 2把 下 加 2个
同时协调 工作 。机床 装有 2个 对 刀器 , 分别 用 于上 、 下
刀架刀具的 自动测量。此外 , 机床还采用机械手 自动 上、 料 , 下 自动加 工测 量 及 在 线 补 偿 , 具 寿 命 管 理等 刀
1 N T 0 1 0 S双刀架 曲轴 车床简 介 S 3/0S
N T 0 10 S S3/ 10 S双 刀 架 曲 轴 车 床 用 于 Z 3 D 0发 动 机 曲轴法 兰外 圆和 端 面 、1主 轴 颈 、 轴 端 外 圆 等 加 # 小 工 , 结构 如 图 1 其 所示 。机床 拥有 2个 刀架 , 上刀 架 可
l帚朋 u3 等 牛
组T 5一T , 6 粗车外 圆 ; 3组 r , 车外 圆。 I 7~ 精
以
T 1T1 l_ 2 R: 8 0. T5 T 一6 R : . 12
T1T3 — R: . 60
几 = 他 =。 =
R: . 60 R : _ l 2
图2 刀具 配 置 图
3 对 刀宏 程 序 设 计
3 1 对 刀校正 宏程序 .
黜
上、 下刀架 中 的 4号 刀不参 与切 削加工 , 门用 于 专 对刀测量的校正 , 如图 3 所示。为此专 门设计对刀校 正宏程序 0 10 95 。程序 框 图如 图 4所 示 。
毫 羽 :宄 辜 湖 趋 教 I
T i:tM uc i Th l ocAo aftn eno I ps u naug cog r y
双 刀 架 曲轴 数 控 车 床 自动 对 刀 程 序 设 计
罗 敏① 徐春友② 周 亚萍②
( 湖北汽 车 Z业 学 院, ① - 湖北 十堰 4 20 ② 东 风轻 型发 动机 有 限公 司 , 北 十堰 424 ) 4 02; 湖 40 9 摘 要 : 对数 控双 刀 架 曲轴 车床 刀具 补偿 自动 化 的要 求 。 针 设计 了 自动对 刀校 正 宏程序 和 自动对 刀测 量宏 程
LUO i ① M n
,
XU u y u Ch n o ②
,
ZHOU pi g Ya n ②
( )u e A t ov d si st eSi n 20 , H ( H bi u m teI u r s nt t,h a 02 C N;  ̄ o i n te I i u y 4 (D nf g i t ni o , t. S i n 24 , H )  ̄ og n g g e . L , h a 0 9 C N ) e L hE n C d y 4
序 , 介绍 了具体 的应 用 。 并
关键 词 : 自动 刀具补偿
宏程序 曲轴 车床
De in o t o l t n 0 r m o a re a k h f CNC a h sg f Auo T o Se t g Pr g a f rDu l i Tu r tCr n s at L te
措施进 一 步提 高效率 。20 0 8年 机 床进 行 了数 控 改造 ,
数控 系统 为 F N C 0 — I A U 一 i T' 通 道 数 控 系统 。本 文 C双
将 重点 介绍 其 自动对 刀程 序 的设计 。
图1 数控 双刀架 曲轴车床结构 示意 图
2 刀 具 配 置
刀 具配 置如 图 2所 示 。
套倒锥齿的成型 , 能够达到图纸精度要求 。 () 2 与进 口设 备或 刀具 相 比 , 本 大 幅下 降 , 成 只是
它 的几分 之一 , 而精 度达 到 同等水 平 。 () 3 与插 齿 法 相 比 , 同样 能 够 完 成 特 殊 齿 的 加 工
作 者 : 民益 , 朱 工程 师 , 质保 部 部 长 , 读硕 士 , 在 从 事一 线技 术 工作 、 量 管理 等 。 质
圆; 组 T ~I , 2 1 r 车平衡块 ; 3 3组 T T , 5~ 6 粗车小轴端 外圆; 4组 1 , 车ቤተ መጻሕፍቲ ባይዱ小 轴 端 和 法 兰 端 外 圆 ; - 7一 精 5组
T 1~ 1 , 1 T 2 车法 兰 端面 。
下刀架 使用3 刀具 。组T 组 1 1~T 车 平 衡 块 ; 3, 2
( 编辑
文章编号: 58 l o o
孙德 茂 ) ( 收稿日 20—02) 期: 9 1—6 0
- - j - 薯 j
要求 , 而生产效率则成倍提高。
如 您 发 对 文 ;将 粜 想 裹 本 的 请 号 入 者 见 查 中 相位 。 壤 读 意 调褒 的 应置
ZU