设备稼动率统计表
设备稼动率表格模板

设备稼动率表格模板
设备稼动率是衡量设备运行效率的重要指标,通常以百分比表示。
以下是一个设备稼动率表格的简单模板,你可以根据实际情况进行适度修改:
•日期:记录设备运行的日期。
•设备名称:记录设备的名称或编号。
•总运行时间:记录设备在一天内的总运行时间,以小时为单位。
•故障停机时间:记录设备因故障而停机的时间,以小时为单位。
•正常运行时间:记录设备正常运行的时间,等于总运行时间减去故障停机时间。
•设备稼动率:根据设备的正常运行时间和总运行时间计算设备的稼动率,以百分比表示。
以上是一个简单的设备稼动率表格模板,你可以根据实际需求添加更多的列或行,或者根据具体的设备管理系统进行调整。
测量设备稼动率
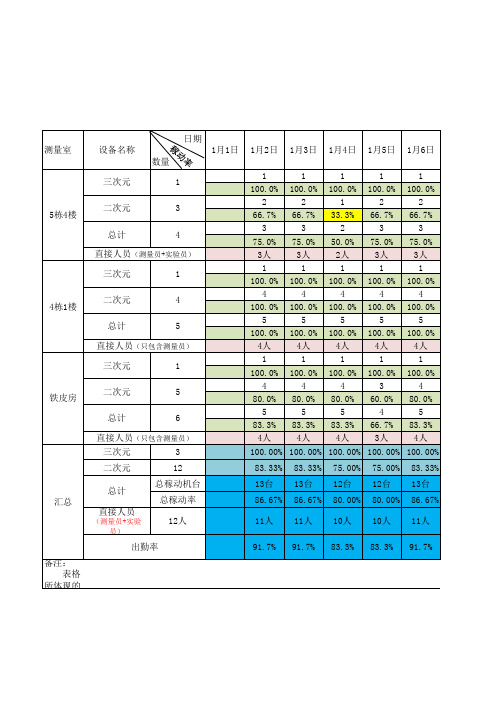
1 100.0%
1 33.3%
2 50.0%
2人 1 100.0% 4 100.0% 5 100.0% 4人 1 100.0% 4 80.0% 5 83.3% 4人
1 100.0%
1 33.3%
2 50.0% 2人
1 100.0%
3 75.0%
4 80.0% 3人
1 100.0%
4 80.0%
5 83.3% 4人
5 100.0%
4人 1
100.0% 4
80.0% 5
83.3% 4人
1 100.0%
1 33.3%
2 50.0% 2人
1 100.0%
4 100.0%
5 100.0%
4人 1 100.0% 4 80.0% 5 83.3% 4人
1 100.0%
2 66.7%
3 75.0% 3人
1 100.0%
4 100.0%
1 100.0%
1 33.3%
2 50.0%
2人 1 100.0% 4 100.0% 5 100.0% 4人 1 100.0% 4 80.0% 5 83.3% 4人
100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00%
1 100.0%
2 66.7%
3 75.0% 3人
1 100.0%
4 100.0%
5 100.0%
4人 1
100.0% 4
80.0% 5
83.3% 4人
1 100.0%
2 66.7%
3 75.0%
3人 1
100.0% 4
注塑课机台稼动率目标达成状况一览表
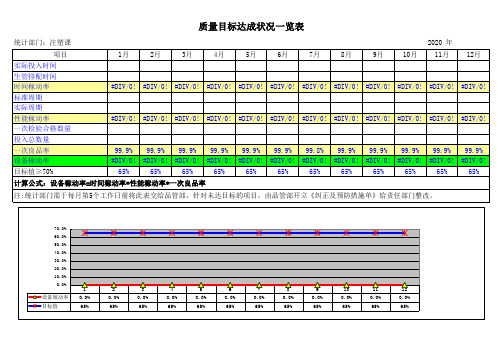
统计部门:注塑课
2020 年
项目 实际投入时间 生管排配时间 时间稼动率 标准周期 实际周期 性能稼动率 一次检验合格数量 投入总数量 一次良品率 设备稼动率 目标值≥70%
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月 11月 12月
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
5 0.0% 65%
6 0.0% 65%
7 0.0% 65%
8 0.0% 65%
9 0.0% 65%
10 0.0% 65%
11 0.0% 65%
12 0.0% 65%
制表/日期:
部门审核/日期:
会审/日期:
批准/日期:
注:统计部门需于每月第5个工作日前将此表交给品管部,针对未达目标的项目,由品管部开立《纠正及预防措施单》给责任部门整改。
70.0% 60.0% 50.0% 40.0% 30.0% 20.0% 10.0%
0.0%
设备嫁动率 目标值
1 0.0% 65%
2 0.00.0% 65%
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
65%
65%
65%
65%
65%
65%
65%
65%
65%
65%
65%
65%
计算公式:设备稼动率=时间稼动率*性能稼动率*一次良品率
激光切割机稼动率

调试时间
开关机时间 10:30(开) 11:48(关) 13:02(开机) 15:30(停机) 15:44(开机) 18:20(关机) 上料时间 10:30-10:50 15:44-15:51(换极片) 调试时间记录 10:50-11:11(生产调试) 11:18-11:20(调纠偏) 11:20-11:22(调纠偏) 13:06-13:07 13:21-13:23(乱割调试) 13:30-13:31(乱割调试) 13:37-13:40 13:54-14:02(未切极耳) 14:53-15:05(未切激耳) 15:12-15:13(不良) 16:30-16:35 统计(分钟) 21 2 2 1 2 1 3 8 1215 1 5
检测时间
统计(分钟) 3 3 1 1 1 1 1 9 3 4 1 1 1 2 3 11:26-11:28 11:36-11:39 11:40-11:41 13:13-13:14 13:32-13:33 13:51-13:52 14:28-14:29 14:35-14:46 15:12-15:15 15:55-15:57 16:14-16:15 16:39-16:40 16:46-16:47 17:03-17:05 17:45-17:48
统计(分钟) 品质检测时间
累积
382
27
39
275
35
上料时间 27
机器开动时间 382
工艺调试停机时间 39
产品异常停机时间Байду номын сангаас0
设备异常停机时间 0
产品转换停机时间 14
激光切割机日稼动率=(382-27-39-14-35-2)/382*100%=69.37%
激光切割机日运行情况统计表
设备稼动率(实用版)-图文

性能开动率(Performance Rate) 是以设备的性能和速度反映设备的运行状况。净开动率低,说明设备小故障 停机时间多,设备可靠性差;速度开动率低,或操作工水平差,没能全面掌 握设备的性能,发挥设备的潜力,或是设备经过较长时间的运行,性能劣 化,不能满负荷工作。 统计性能开动率应准确确定设备的理论周期时间和设备的实际周期时间,理 论周期时间是企业生产效率的一个重要标志。实际周期时间测算准确,生产 计划安排才能准确,才有零库存的生产框架。缩小理论周期时间与实际周期 时间的差距,才能提高设备性能开动率。
现 场 管 理 与 改 善
设备损失结构
定义
正
常
出
勤
时
间
停
止
时
间
休息时间
生产计划规定的休息时间
日常管理时间
早会(每日10分)、发表会、参加讲习会、培训、消防演习、健康检查、预防注射、盘点、试作、原动力设施之停止等引起设备之停止时间
计划停止时间
计划的保全、改良保养时间。
TPM活动,每日下班之清扫
OEE-设备效率提升的工具
OEE: Overall Equipment Effectiveness (设备综合效率) OEE由三个指标组成 OEE=时间开动率*性能开动率*合格品率 这个数字与六大损失相关联: 1.故障/停机损失 (Equipment Failure / Breakdown Losses) 2.换装和调试损失 (Setup and Adjustment) 3.空闲和暂停损失 (Idling and Minor Stoppage Losses) 4.减速损失 (Reduced Speed Losses) 5.质量缺陷和返工 (Quality Defects and Rework) 6.启动损失 (Startup Losses)
设备稼动率(实用版)

H
9
性能开机率
现场管理与改善
性能开动率(Performance Rate)
是以设备的性能和速度反映设备的运行状况。净开动率低,说明设备小故障 停机时间多,设备可靠性差;速度开动率低,或操作工水平差,没能全面掌 握设备的性能,发挥设备的潜力,或是设备经过较长时间的运行,性能劣 化,不能满负荷工作。 统计性能开动率应准确确定设备的理论周期时间和设备的实际周期时间,理 论周期时间是企业生产效率的一个重要标志。实际周期时间测算准确,生产 计划安排才能准确,才有零库存的生产框架。缩小理论周期时间与实际周期 时间的差距,才能提高设备性能开动率。
现场管理与改善
OEE管理
H
1
现场管理与改善
训练內容 1.OEE基本概念 2.OEE数据收集及分析实操 3.快速换产
H
2
LEAN-从VSM分析工艺流程的有效性
现场管理与改善
有效工 艺分解
无效工 艺分解
准备 搬运 操作 包装 物流
检验
有效工艺效率化!无效工艺标准化
H
3
LEAN-识别七种浪费
现场管理与改善
合格品数 = 投料数 — (启动废品+过程废品+返修品+实验品)
H
11
OEE时间分析
现场管理与改善
设备损失结构 休息时间
停 日常管理时间 止 时 间 计划停止时间
无负荷时间
正
常
停机 故障/停机损失
出
时间 换装和调试损失
勤
时 间
负
空闲和暂停损失 速度损 失时间 减速损失
荷
时 间
运转 时间
实质运
不良 损失
2.统计一级表信息,可填写设备总数、出勤人数、三班投入人数、无计划停机设备
设备稼动率实用版 ppt课件
设备稼动率实用版
时间开机率
现场管理与改善
时间开动率(Operating Rate / Availability):
是用停机时间反映设备的运行状态。统计时间开动率主要是严格区分设备计 划内停机时间与设备计划外停机时间,并通过减少和控制设备计划停机时间 来提高设备利用率,通过减少和控制设备计划外停机时间来提高时间开动率。
换模试模 计划维 修 达产的停机等
设备负荷时间 计划利用率=运行时间/设备负荷时间
设备运行时间 时间开动率率=净运行时间/运行时间
计划停机
设备启动到稳定 生产的时间
启动时间
设备故障 模具故 障 质量 待料
净运行时间
异常停机
➢ 计算负荷时间需要做的基础工作,应对所有时间做出明确的规定, 并在生产计划中有所安排。
2.人员操作实际工时=(合格品数+废品数)*人员操作周期 3.额定工时=(合格品数+废品数)*额定生产周期 4.实际工时=(合格品数+废品数)*实际生产周期 5.理论工时=合格品数*额定周期/一模几腔 6.废品损失工时=废品数*额定周期 7.产出工时=合格品数/(3600/额定生产周期)*标准定员/模腔数 8.节拍达标率(单个产品)=额定周期/实际周期 9.节拍达标率(合计)=∑额设备定稼工动时率实/ 用∑版实际工时
运转时间-(加工数× C.T) 基准加工速度与实际加工速度之差。加工数×(实际C.T-基 准C.T) 正常生产时作出不良品之时间。选别、修理不良品而致设 备停止有效稼动之时间 生产开始时,自故障小停止至回复运转时,条件之设定、 试加工等制作不良品之时间
实际产生附加价值的时间 价值运转时间
设备稼动率实生用产版良品所花的时间
设备稼动率实用版
产能稼动汇总excel模板
产能稼动汇总excel模板
产能稼动是一个重要的生产管理指标,对于许多企业来说,跟踪和记录产能稼动情况可以帮助他们更好地进行生产计划和资源调配。
在 Excel 中,你可以使用各种方式来创建产能稼动汇总表格。
以下是一个简单的方法:
1. 首先,在 Excel 中创建一个新的工作表,你可以根据实际情况命名工作表的名称,比如“产能稼动汇总”。
2. 在工作表中,你可以创建一些列来记录相关的信息,比如日期、生产线/设备名称、计划产量、实际产量、停机时间、故障维修时间、运行时间等等。
这些列可以根据你的实际需求进行调整和扩展。
3. 接下来,你可以输入每天或每个周期的相关数据,比如每天的产量、停机时间、故障维修时间等等。
这些数据可以通过生产管理系统、设备监控系统等途径获取。
4. 在 Excel 中,你可以使用公式来计算产能稼动率,比如实际产量除以计划产量,得出的结果乘以100即可得到产能稼动率的
百分比。
5. 你还可以使用 Excel 的图表功能来可视化产能稼动率的变化趋势,比如创建折线图或柱状图来展示不同时间段的产能稼动率情况。
总的来说,产能稼动汇总表格在 Excel 中可以通过合理的数据录入和公式计算来实现,同时可以通过图表来直观展示产能稼动率的变化情况。
希望这些建议对你有所帮助。
设备稼动率一般是多少 设备稼动率
设备稼动率一般是多少设备稼动率一) 二) 设备稼动率: 1.(最大操作时间):指的是设备可用的最大时间,若设备本身为?S内自?,且可完全由?S内自主使用,则最大操作时间一般为日历时间。
EW C 5?plb 2.(负荷时间):则为设备可稼动的时间,乃是(最大操作时间)扣除停机(…因为真正的胜利,不在于赢得多少收获,而是不畏艰险、不肯轻易屈服的精神以及为它拼搏的过程。
海明威赞扬的是人类的一种英雄气概,他说“这本书描写一个人的能耐可以达到什么程度,描写人的灵魂的尊严。
” 1954年,《老人与海》获得诺贝尔文学奖,瑞典科学院评委…选修2-1 1.1.1 命题1.1.2四种命题(学案) 【知识要点】 1(命题; 2(真命题、假命题; 3. 四种命题. 【学习要求】 1( 了解命题的意义,能够判一个语句是否为命题; 2( 了解“若p,则q”型的命题的意义,能够判断这种形式的命题的…1一)二) 设备稼动率: 1.(最大操作时间):指的是设备可用的最大时间,若设备本身为?S内自?,且可完全由?S内自主使用,则最大操作时间一般为日历时间。
EW C 5?plb2.(负荷时间):则为设备可稼动的时间,乃是(最大操作时间)扣除停机(Shutdown, SD)损失,停机损失乃是计划上的休止时间,如休假、教育训练、保养等。
X A M3.(稼动时间):则是(负荷时间) - (停线时间),而停线时间包括批次转换及制程?常、设备?常停止及修?蜁r间。
D,VPfN6\*O由以上的定义,即可算出最常用的稼动率定义—设备稼动率(也称为时间稼动率),其公式为 -!.\|-4`设备稼动率 = 稼动时间?负荷时间 n] ?I- R(二)性能稼动率??质稼动率?速度稼动率 }O jS:a1时间稼动率?K无法完全表现设备对生产的贡献程度:例如,相同的设备,相等的稼动时间,可能因效率的不同,而有不同的产能,此?效率降低的损失则称为性能损失。
稼动率总表
备注:维修工时 =设备部人员开始维修到维修完成的时间
开机工时 =设备开始使用到使用结束的时间
设备额定生产工时=设备所在岗位属于几小时工作岗位
故障率 =维修时间和设备额定生产时间的比
稼动率 =开机时间和设备额定生产时间的比
车间文员根据本车间每天实际开机情况,及时填写当天的开机工时、设备额定生产工时(所有时间均以分钟为单位),并于次月1号填写完毕交设备管理专员,放假期间不需要填写。
20 年 月
年 月喷漆车间设备稼动率统计表
作成:裴朝辉作成日期:2014-10-8。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.5
99.30% 39.20%
99.70% 56.70%
0.5
99.40% 59.80%
0
6
2.5
A:标准成型周期秒数;B:正常模具满穴数;
C:计划开机时间:12小时/每班;24小时/每天;C=D+L
D:实际开机时间;E:时间稼动率=D/C;
F:标准产量=3600/A*B*D;G:实际产量即实际机台数;
间接
满
穴 计划开机 实际开机 时间稼动 标准产量 实际产量 性能稼动 不良品数
数(B) 时间(C) 时间(D) 率(E)
(F)
(G) 率(H) (I)
8
12
12
100.00%
21600
100%
6612
4869 73.60%
4
12
12
100.00%
9600
17876
14026 78.50%
20
0.5
0.5
100.00%
1946
1946 100.00%
24
3
2.5
83.30%
13091
10534 80.50%
24
8.5
6
70.60%
32199
17392 54.00%
32
2
2
100.00%
13796
12000 87.00%
24
6
5
83.30%
24000
13674 57.00%
0.5
试模
0
其他
1 1
2
合计
0 3 0 0 3 9 1 0 2 0 0.5 2.5 0 1 1 2 25
J:一次良品率=(G-I)/G;K:综合设备稼动率=E*H*J
24
4
3
75.00%
14400
7584 52.70%
24
12
10
83.30%
49942
34118 68.30%
120
104 86.70%
254097 176398 69.40%
合计
本日绩效合计状况
0
时间稼动率
86.67%
10
性能稼动率
69.42%
0
一次良品率
99.38%
83 69 52 58 53 50 21 64 126 26 54 92 100 74 54 118 1094
浙江天正智能电器有限公司
设备稼动率记录表
使用部门:
生产主管确认:
设备维修确认:
线别(机台 号)
类 人 数 工
别 正班 加班 正班
品名规格
合计
直接 调出
10
调入
节拍 周期 (秒) (A)
16 19.6
18 18 19 14.3 15 20.9 14.5 18.5 16.5 16.1 16.7 18 18 17.3
填写说明
时
合计 110
0
0
0
110
异常停机时间
填写说明 25
动率记录表
质检部确认:
生产部门经理确认:
日期:
一次良品 率(J)
综合设备 稼动率
(K)
待模
修模 首件确认
99.40% 68.10%
98.60% 54.40%
3
99.40% 91.30%
99.40% 95.10%
99.10% 63.00%
8812 91.80%
4
12
12
100.00%
9600
9192 95.80%
4
12
9
75.00%
6821
5783 84.80%
8
5
5
100.00%
10070
5000 49.70%
8
7
6
85.70%
11520
8921 77.40%
16
4
4
100.00%
11024
7764 70.40%
12
8
6
75.00%
3
99.00% 49.20%
99.80% 66.20%
0.5
99.20% 69.80%
99.10% 58.30%
0.5
98.70% 98.70%
99.50% 66.70%
99.50% 37.90%
0.5
99.20% 86.30%
99.50% 47.20%
异 常 停 机 小 时(L)
换模
0.5 0.5 0.5 0.5 0.5 0.5
3
修机
9 1
10
换料
1
1
烘料
0.5