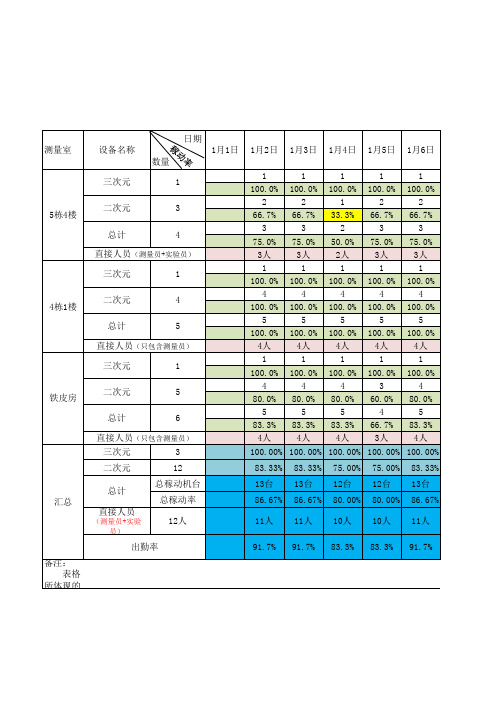
稼动率表格
测量设备稼动率
1 100.0%
1 33.3%
2 50.0%
2人 1 100.0% 4 100.0% 5 100.0% 4人 1 100.0% 4 80.0% 5 83.3% 4人
1 100.0%
1 33.3%
2 50.0% 2人
1 100.0%
3 75.0%
4 80.0% 3人
1 100.0%
4 80.0%
5 83.3% 4人
5 100.0%
4人 1
100.0% 4
80.0% 5
83.3% 4人
1 100.0%
1 33.3%
2 50.0% 2人
1 100.0%
4 100.0%
5 100.0%
4人 1 100.0% 4 80.0% 5 83.3% 4人
1 100.0%
2 66.7%
3 75.0% 3人
1 100.0%
4 100.0%
1 100.0%
1 33.3%
2 50.0%
2人 1 100.0% 4 100.0% 5 100.0% 4人 1 100.0% 4 80.0% 5 83.3% 4人
100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00% 100.00%
1 100.0%
2 66.7%
3 75.0% 3人
1 100.0%
4 100.0%
5 100.0%
4人 1
100.0% 4
80.0% 5
83.3% 4人
1 100.0%
2 66.7%
3 75.0%
3人 1
100.0% 4
OEE表格

1440
100.0%
1440 1440 1440
1440
100.0%
1440 1440 1440
1440
100.0%
1440 1440 1440
1440
100.0%
1440 1440 1440
1440
100.0%
1440 1440 1440
1440
100.0%
1440 1440 1440
1440
100.0%
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
K
OEE设备综合效率 =E*J*G
#DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
1440 1440 1440
OEE-稼动率相关报表填表说明

OEE-稼动率相关报表填表说明OEE-稼动率总报表自4月1日试用以来,经逐步规范和完善,基本运行正常,为保证各项数据的现场记录、报表录入、检查、分析的准确、真实、及时,现将报表填报规范说明如下:一、总说明1、为准确、真实、及时反映、了解、掌握生产现场的产品、生产、设备等信息,拟制本表。
2、本报表系统由SMT生产日报表、生产报表登入区、标准工时登入区、PM 分析表、各条线稼动率可视化、综合生产指标&OEE指标可视化组成。
3、SMT生产日报表由当班作业人员填写。
生产报表登入区、标准工时登入区的白色区域由班长登入。
其他灰色区或其他工作表为工时自动计算,不允许改动。
二、报表栏目说明(一)SMT生产日报表1、订单号:该产品销售合同订单内部编号。
2、产品名称:指产品的名称,如高清、标清、光猫、前控、卡板等。
>3、面别。
指印制板的的A/B面,直接在下拉条进行选择。
4、开始时间。
产品开始导入时间。
4、结束时间。
产品最后一块下线时间。
5、产量。
该产品生产数量。
6、节假日。
指因计划安排放假引起的停机时间。
7、会议、培训、教育。
指上班后进行的例行的计划性的早会、晚会、培训、教育会等停机时间。
8、计划维保、点检。
指列入计划的对设备进行的维护、保养、点检等活动引起的停机时间。
9、停水、电、气。
指外部因素引起的生产要素水电气等无供应引起的停机时间。
10、无生产排单。
指因无市场订单造成的机器停止时间。
11、交接班。
指每班人员上下班对设备、产品等进行的交接引起的停机时间。
—12、转产。
指上单产品最后一块进入回流炉到下单产品第一块进入回流炉的时间。
13、首检。
指第1-3块板的质量检验、确认时间。
14、设备故障、事故。
指设备运行中出现偶发故障或人为因素引发的事故导致的机器停止时间。
15、调试设备。
指生产中进行的设备参数、零件、程序、物料等调整引起的机器停止时间。
16、质量问题。
是指生产过程中因处理产品质量问题引发的停机时间。
机器设备稼动率基础知识
价值稼动时间与设备综合效率
性能稼动时间表示设备产出产品的时间,但 无法表示设备产出良率的好坏,因此定义 “价值稼动时间”来表示真正能产出良品的 有价值时间,其定义如下: 价值稼动时间﹦性能稼动时间x良品率 而设备的有效使用程度则依“设备综合效率” 来判定,其定义如下: 设备综合效率=时间稼动率x性能稼动率x良品率
1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 每次
1.计划保养损失...因年度保养之计划SD保养与定期检修所造成的停工损失。 2.生产调整损失...因供需问题而调整生产计划的时间损失。 3.设备故障损失...设备和机器突然丧失既定的功能,所造成的停机损失。 4.制品故障损失...制程中物质的化学、物理、物性因操作错误,或外界干扰而产生变化, 造成工厂停工之损失。 5.固定生产损失...启动、停止及切换之调整所造成的损失。 6.非固定生产损失..因工厂设备问题或生产了异常之批量,而使产量下降之时间损失。 7.工程不良损失...生产出不良品所造成的损失,以及报废品造成物的损失,及次级品的损失。 8.再稼工损失....因工程中不良,再退回前工程所造成之再稼工損失。
设备综合效率时间稼动率x性能稼动率x良品率设备综合效率时间稼动率性能稼动率良品率时间稼动率负荷时间停止时间负荷时间100性能稼动率实际产出量理论产出量100良品率良品数良品出货数不良品數返修数100暂停件数未满10分钟之暂停故障件数设备故障件数10分钟以上生产线停止件数mtbf稼动时间设备故障件数100mttr设备故障停止时间设备故障件数100新设备的停止故障件数新设备之初期流动时间故障件数每次1
二. 稼动率定义
图一
参考设备稼动与损失关系图(上图),首先顶一最大操作时间,指的是设 备可用的最大时间,最大操作时间一般为日历时间(自然月,每天24H); 而负荷时间则为设备可稼动的时间,则是最大操作时间扣除停机损失,停 机损失一般是说计划中的休息时间,如休假、培训、保养等。 由以上的定义,即可算出最常用的稼动率定义---设备稼动率(也叫做时间 稼动率),其公式为 时间稼动率 = 稼动时间 / 负荷时间*100%
设备稼动率(实用版)

mins mins mins mins mins
件 件 min/件 min/件 件
H
14
现场管理与改善
课程目录 1.OEE基本概念 2.OEE数据收集及分析实操 3.快速换产
H
15
生产报表生成
未排产或计划完 成后的停机时间
现场管理与改善
生产过程中的停 机皆计入异常
产品 的开 机时 间
产品 的关 机时 间
质量缺陷和返工(Quality Defects and Rework)
质量损失是指由于设备故障引起的生产过程中的质量缺陷和返工,通 常,偶然性缺陷很容易重调设备至正常状态来消除,这些缺陷包括缺陷 数的突然增加或其它明显的现象。而慢性缺陷的原因难于发现,常被遗 漏或忽略,需要返工的缺陷发也属于慢性损失。
计划停机时间
=日常维护保养时间+交接班时间+一级保养时间+换模试模时间+计划维修时 间+达产的停机时间+其它计划中规定的时间
计划外停机时间(异常停机)
=故障时间+工装及模具故障时间+工艺调试时间+待料时间+其它计划外停机 时间.
H
6
时间开动率相关关系
现场管理与改善
设备应开动时间 设备利用率=负荷时间/设备应开动时间 设备负荷时间 计划利用率=运行时间/设备负荷时间 设备运行时间 时间开动率率=净运行时间/运行时间 净运行时间
L 时间开动率 M 性能开动率 N 合格品率
设备综合效率
现场管理与改善
8×60mins=
A-B
C-D
E/G
E/J (E/C)*100% (G/K)*100% (G1/G)*100%
L×M×N
稼动率的概念与计算加强版
操作損失 性能損失 時間
時間
平衡損失 時間
品質異常減慢時間 操作速度減慢時間 超出標准批次轉換時間 超出標准開機保養時間 超出標准開機安裝時間 超出標准開機點檢時間 工站間不平衡損失時間
T. Pan
價值損失時間
不良損失時間
T. Pan
什么是OEE & OPE ?
OEE: 整體設備效率 Overall Equipment Efficiency
稼動時間 負荷時間
最大操作時間﹕設備可用的最大時間。若設備本身為 廠內自購,且可完全由廠內自主使用,則最大操作時間 一般為日曆時間;
負荷時間﹕設備可稼動的時間。乃是最大操作時間扣 除停機(Shutdown)損失,停機損失乃是計劃上的休 止時間,如休假、教育訓練、保養等;
稼動時間﹕負荷時間扣除停止時間。停止時間則包括 批次轉換及製程異常、設備異常停止及修復時間。
OPE: 整體工廠效率 Overall Plant Efficiency
用來衡量工廠經營管理的整體效率,包含: 設計者效率: 設備利用率,生產線平衡率 管理者效率: (設備或生產線)稼動率 作業者效率: 操作效率(或勞動效率)
OEE&OPE反應工廠的綜合能力
T. Pan
T. Pan
速度稼動率
速度稼動率 基準週期時間 實際週期時間
基準週期時間:設備原設計產出單位產量所需的時間 實際週期時間:目前設備實際產出單位產量所需的時間
T. Pan
性能稼動率
實質稼動率
生產量x實際週期時間 稼動時間
性能稼動率=速度稼動率x實質稼動率
性能稼動時間﹦稼動時間╳性能稼動率 ﹦稼動時間-性能損失時間
引子
如果您被问到「我们部门的稼动率 为90%,你们厂里是多少?」,您可知 道其所谓的稼动率定义为何?90%这数 字代表的是好?是坏呢?
设备稼动率简单算法表格
以下是设备稼动率的简单算法表格:
序号
计算步骤
说明
1
稼动时间=总时间-停线时间
计算设备实际运行的时间,即设备在生产过程中的工作时间。总时间是指设备从开始到结束的整个工作时间,停线时间包括计划内的停、故障停机、保养停机等时间。
2
稼动率=稼动时间/总时间× 100%
根据计算出的稼动时间,除以总时间并乘以100%,得到设备的稼动率。稼动率是衡量设备在生产过程中实际有效工作时间的指标。
3
性能稼动率=理论节拍时间×投入数量/稼动时间× 100%
性能稼动率是衡量设备在生产过程中实际产出能力的指标。理论节拍时间是指设备在理想状态下完成一个产品所需的时间,投入数量是指设备的产量。将理论节拍时间、投入数量和稼动时间代入公式,计算出性能稼动率。
4
良品率= (投入数量-不良数量) /投入数量× 100%
良品率是衡量设备在生产过程中产品合格率的指标。不良数量是指生产过程中出现的不合格产品数量,良品率通过合格品的数量除以总投入数量并乘以100%来计算。
以上表格中的计算公式和说明仅供参考,具体使用时需要根据实际情况进行调整和完善。同时,需要收集和整理相关数据,以确保计算的准确性和可靠性。
生产力改善手法稼动分析
发生的时间,可以 明确地预知的停止。
换线作业 的停止
稼动损失 (停止)
发生的时间,约略 可以预知的停止。
非正常的 停止
发生的时间,不易 预见的停止。
突发的 停止
若再细分,即为:
A:换线作业之停止(段取替作业停止) B:间接的计划停止
换线作业的停止
C:做出不良品,被视为之停止 D:较标准作业慢之迟延
E:非正常的停止
若为100人 200人 500人
约200万 400万 1000万
(2万元/人)* 100人
事实上,有效率的与效率较差的工厂之差,远大于8%,达20~30%者,比比皆是! 一分一秒的非正常停止,累积起来可成为一年、一月!
如何进行稼动分析(一)
一、分析之目标 (1)有什么样的停止? (2)停止的程度为何?(频度、停止时间) (3)在什么状况下,发生停止的?(部品、加工条件、使用状况) (4)如何被修复?(对策状况) 这些事实的掌握,追求真正的原因,才有益于改善。 二、分析的方法 (1)每次发生时,有作业者记录。[作业日报表的真实填写] (2)连续观测。 (3)工作抽样(WORK SAMPLING) 此三种方法,各有其优劣点,而这些方法,因为通常是制造部门、生产线、与 事后改善有密切关系,且是容易的实际作法。
方法损失
• 微小的停止
稼动损失
• 作出不良品,被视为之停止
但是连续观测之熟练度不够时,无法准确地观测停止内容时,此延迟会有变大 之倾向。
如何进行稼动分析(八)
(4)长时间的稼动率,如何计算。 例:
部品 A B C D
良品数 1000个 2000个 1500个 4000个
LINE TIME 2.05分
这个方法对于观测者而言,需要非常之体力,但对以后之真正原因之追求及改 善来说,却是非常有用及必须的
稼动率
“稼动率”,是指设备在所能提供的时间内为了创造价值而占用的时间所占的比重。
稼动率=(作业时间-流失时间)/作业时间或稼动率=稼动时间/总工时稼动率是一个重要的指标。
其实稼动率的统计方法很多,但是要找到简单有效的,还就只有随时统计法:1、设定设备的六种状态,即加工、维修、维护、停机、空转、转换2、设定随即频次与时间:即如果每天两次的话,就上下午各一次,并设定间隔时间,例如40分钟;3、统计:第一天早8:00,到车间观察设备,只看一眼,统计其状态;下午为14:00。
第二天,把时间往后推迟40分钟,8:40和下午14:40,分别看一次,以此类推4、根据每月统计到的60次的状态,计算设备加工时间所占比例,也就是所谓的稼动率;5、坚持统计,三个月以上,这样的数据就很准确了。
统计的关键就是一定要按照时间去统计,如果时间乱了,这样的方法也就失灵了!设备稼动率2008-05-17 02:06:56| 分类:个人日记| 标签:|举报|字号大中小订阅“稼动率”英文称作activation或utilization,是指设备在所能提供的时间内为了创造价值而占用的时间所占的比重。
1.稼动率的计算方法:时间稼动率:首先定义最大操作时间,指的是设备可用的最大时间,若设备本身为厂内自购,且可完全由厂内自主使用,则最大操作时间一般为日历时间;而负荷时间则为设备可稼动的时间,乃是最大操作时间扣除停机(Shutdown, SD)损失,停机损失乃是计画上的休止时间,如休假、教育训练、保养等。
而稼动时间则是负荷时间扣除停止时间,而停止时间包括批次转换及制程异常、设备异常停止及修复时间。
最大操作时间:设备可用的最大时间负荷时间:最大操作时间扣除停机(Shutdown, SD)损失;停机(Shutdown, SD)损失:计画上的休止时间,如休假、教育训练、保养等稼动时间:负荷时间扣除停止时间停止时间:包括批次转换及制程异常、设备异常停止及修复时间。
水稻集中育秧情况表
年份
项目
早稻
中稻和一季晚稻
双季晚稻
2008年
集中育秧面积(亩)
占总面积的比例(%)
集中育秧单产(斤/亩)
比分散育秧增产(斤/亩)
2009年
集中育秧面积(亩)
占总面积的比例(%)
集中育秧单产(斤/亩)
比分散育秧增产(斤/亩)
2010年
集中育秧面积(亩)
占总面积的比例(%)
集中育秧单产(斤/亩)
比分散育秧增产(斤/亩占总面积的比例(%)
集中育秧单产(斤/亩)
比分散育秧增产(斤/亩)
水稻育秧成本投入表
类别
早稻、中稻和一季晚稻、双季晚稻
分散育秧
集中育秧
成本
对比
数量
成本(元)
数量
成本(元)
物质
成本
软盘(个)
薄膜(斤)
竹弓(片)
种子(斤)
常规稻
杂交稻
肥料(斤)
农药
小计
常规稻
杂交稻
用工
成本
耕整地
育秧管理
农机作业费
小计
秧田租金
合计
常规稻
杂交稻
注:1.本表所指成本均为大田成本;
2.请在类别项中选择早稻、中稻或晚稻,如有多种类型,请分别填写。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.稼动率的计算方法:
时间稼动率:首先定义最大操作时间,指的是设备可用的最大时间,若设备本身
为厂内自购,且可完全由厂内自主使用,则最大操作时间一般为日历时间;而负
荷时间则为设备可稼动的时间,乃是最大操作时间扣除停机(Shutdo wn, SD)损新泰粉未冶金制品厂稼动率计算及使用说
明
损失乃是计画上的休止时间,如休假、教育训练、保养等。
而稼动时间
则是负荷时间扣除停止时间,而停止时间包括批次转换及制程异常、设备异常停
止及修复时间。
最大操作时间:设备可用的最大时间负荷时间:最大操作时间扣除停机
(Shutdo wn, SD)损失;停机(Shutdo wn, SD)损失:计画上的休止时间,如休假、教育训练、保养等稼
负荷时间扣除停止时间
停止时间:包括批次转换及制程异常、设备异常停止及修复时间。
由以上的定义,即可算出最常用的稼动率定义-设备稼动率(也称为时间稼动率),其公式为时间稼动率=稼动时间/ 负荷时间。