反应器内构件安装检查记录表
反应器安全检查表(安全专项检查台账资料 可做日周月检查表)
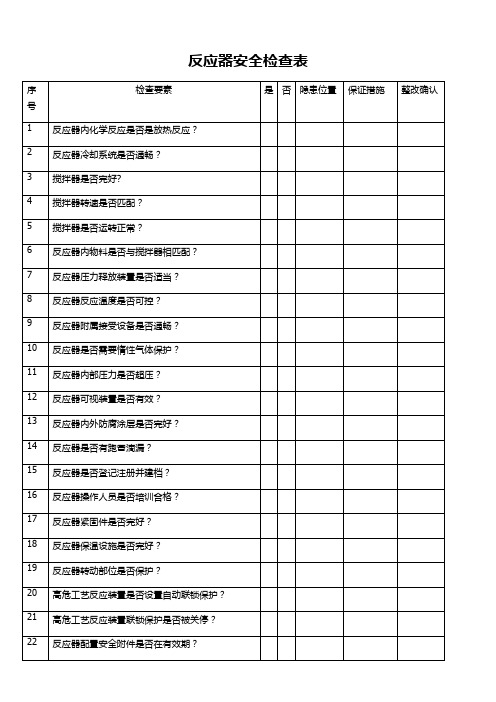
高危工艺反应装置联锁保护是否被关停?
22
反应器配置安全附件是否在有效期?
23
反应器各关键控制设施是否挂牌标示?
24
反应器泄压装置(爆破片/泄压阀)是否有效?
25
反应器泄压装置(爆破片/泄压阀)工作压力是否符合工艺要求?
26
反应器静电接地设施是否规范有效?
其它
检查人:检查时间:
复核人:复核时间:
反应器是否需要惰性气体保护?
11
反应器内部压力是否超压?
12
反应器可视装置是否有效?
13
反应器内外防腐涂层是否完好?
14
反应器是否有跑冒滴漏?
15
反应器是否登记注册并建档?
16
反应器操作人员是否培训合格?
17
反应器紧固件是否完好?
18
反应器保温设施是否完好?
19
反应器转动部位是否保护?20高危工艺反应装置是否设置自动联锁保护?
反应器安全检查表
序号
检查要素
是
否
隐患位置
保证措施
整改确认
1
反应器内化学反应是否是放热反应?
2
反应器冷却系统是否通畅?
3
搅拌器是否完好?
4
搅拌器转速是否匹配?
5
搅拌器是否运转正常?
6
反应器内物料是否与搅拌器相匹配?
7
反应器压力释放装置是否适当?
8
反应器反应温度是否可控?
9
反应器附属接受设备是否通畅?
10
容器安装检查记录表
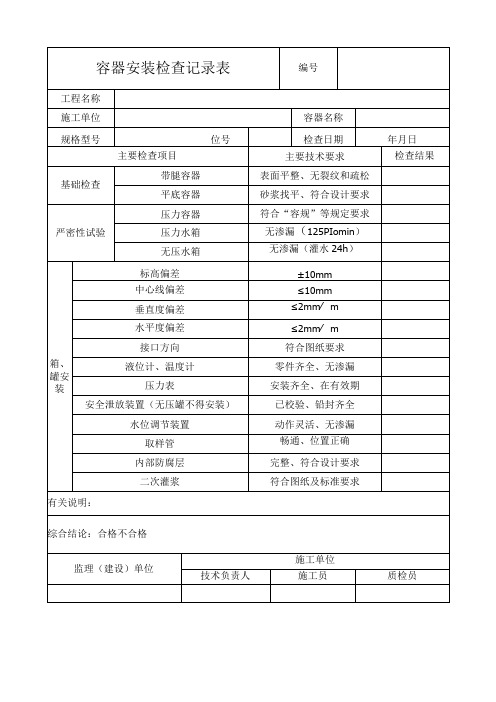
编号
工程名称
施工单位
容器名称
规格型号
位号
检查日期
年月日
主要检查项目主要技术要求检查Fra bibliotek果基础检查
带腿容器
表面平整、无裂纹和疏松
平底容器
砂浆找平、符合设计要求
严密性试验
压力容器
符合“容规”等规定要求
压力水箱
无渗漏(125PIomin)
无压水箱
无渗漏(灌水24h)
箱、罐安装
标高偏差
±10mm
监理(建设)单位
施工单位
技术负责人
施工员
质检员
中心线偏差
≤10mm
垂直度偏差
≤2mm∕m
水平度偏差
≤2mm∕m
接口方向
符合图纸要求
液位计、温度计
零件齐全、无渗漏
压力表
安装齐全、在有效期
安全泄放装置(无压罐不得安装)
已校验、铅封齐全
水位调节装置
动作灵活、无渗漏
取样管
畅通、位置正确
内部防腐层
完整、符合设计要求
二次灌浆
符合图纸及标准要求
有关说明:
综合结论:合格不合格
钢构件组装检查记录(钢衍架)
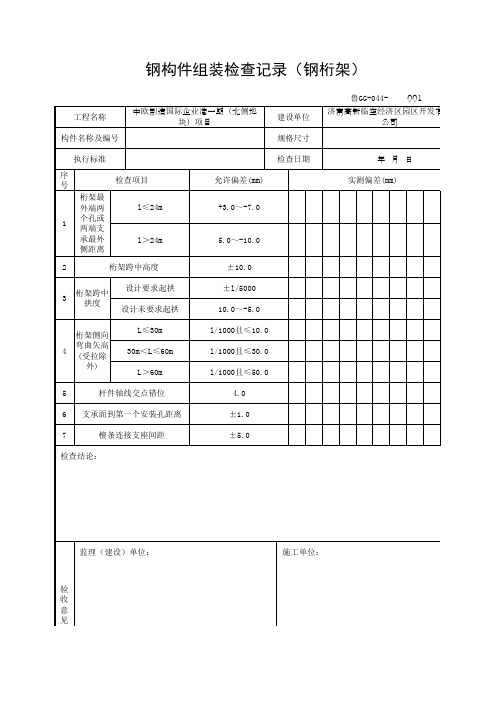
1
l>24m 桁架跨中高度
5.0~-10.0 ±10.0 ±l/5000 10.0~-5.0 l/1000且≤10.0 l/1000且≤30.0 l/1000且≤50.0 4计未要求起拱 L≤30m 30m<L≤60m L>60m
3
4
桁架侧向 弯曲矢高 (受拉除 外)
5 6 7
杆件轴线交点错位 支承面到第一个安装孔距离 檀条连接支座间距
检查结论:
监理(建设)单位:
施工单位:
验 收 意 见
验 收 意 见 项目专业负责人: 年 月 日 项目专业技术负责人: 年 月 日
注:此表按需要与其他“钢构件组装记录”表组合使用。检查数量按钢构件数抽查10%,且不应少于3件。 山东省建设工程质量监督总站监制
经济区园区开发有限 公司
年 月 日
(mm)
年 月 日
不应少于3件。
量监督总站监制
钢构件组装检查记录(钢桁架)
鲁GG-044工程名称 构件名称及编号 执行标准 序号 桁架最 外端两 个孔或 两端支 承最外 侧距离 检查项目 l≤24m 允许偏差(mm) +3.0~-7.0 中欧制造国际企业港一期(北侧地 块)项目 建设单位 规格尺寸 检查日期 年 月 日 实测偏差(mm) 001 济南高新临空经济区园区开发有限 公司
钢构件组装检查记录
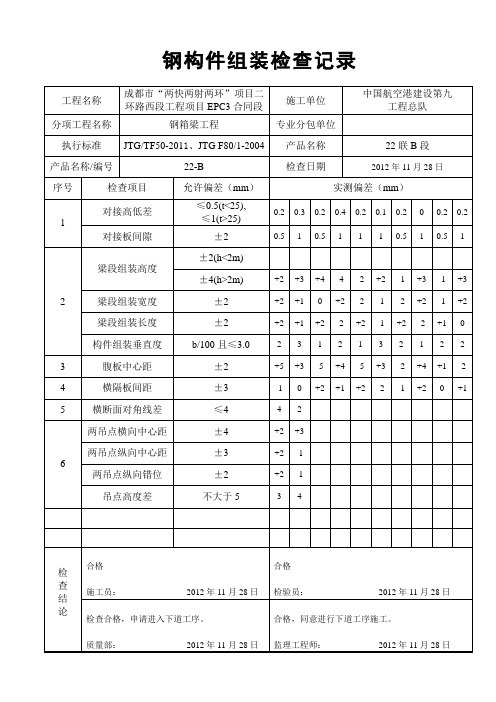
1
对接高低差
≤0.5(t<25),
≤1(t>25)
0.2
0.3
0.2
0.4
0.2
0.1
0.2
0
0.2
0.2
对接板间隙
±2
0.5
1
0.5
1
1
1
0.5
1
0.5
1
2
梁段组装高度
±2(h<2m)
±4(h>2m)
+2
+3
+4
-4
-2
+2
-1
+3
-1
+3
梁段组装宽度
±2
+2
+1
0
+2
-2
-1
-2
钢构件组装检查记录
工程名称
成都市“两快两射两环”项目二环路西段工程项目EPC3合同段
施工单位
中国航空港建设第九
工程总队
分项工程名称
钢箱梁工程
专业分包单位
执行标准
JTG/TF50-2011、JTGF80/1-2004
产品名称
22联B段
产品名称/编号
22-B
检查日期
2012年11月28日
序号
检查项目
允许偏差(mm)
+2
-1
+2
梁段组装长度
±2
+2
+1
+2
-2
+2
-1
+2
-2
+1
0
构件组装垂直度
b/100且≤3.0
20 现浇混凝土构件模板安装检查记录表

四川省成自泸赤高速公路成都至眉山(仁寿)段工程项目现浇混凝土构件模板安装检查记录表承包单位:合同号:监理单位:编号:检查人:质检负责人:技术负责人:专业监理工程师:赠送:一份《国际商业合同》国际商业合同买方:___________________________________地址:邮编:____________ 电话:____________法定代表人:____________ 职务:____________ 国籍:____________卖方:____________________________________地址:邮编:____________ 电话:____________法定代表人:____________ 职务:____________ 国籍:____________买卖双方在平等、互利的原则上,经协商达成本协议条款,以共同遵守,全面履行:第一条品名、规格、价格、数量:单位:____________________________数量:____________________________单价:____________________________总价:____________________________总金额:____________________________第二条原产国别和生产厂:第三条包装:1.须用坚固的木箱或纸箱包装。
以宜于长途海运/邮寄/空运及适应气候的变化。
并具备良好的防潮抗震能力。
2.由于包装不良而引起的货物损伤或由于防护措施不善而引起货物锈蚀,卖方应赔偿由此而造成的全部损失费用。
3.包装箱内应附有完整的维修保养、操作使用说明书。
第四条装运标记:卖方应在每个货箱上用不褪色油漆标明箱号、毛重、净重、长、宽、高并书以“防潮”、“小心轻放”、“此面向上”等字样和装运:________________.第五条装运日期:____________________第六条装运港口:____________________第七条卸货港口:____________________第八条保险:____________________装运后由买方投保。
09-装配过程检验记录表
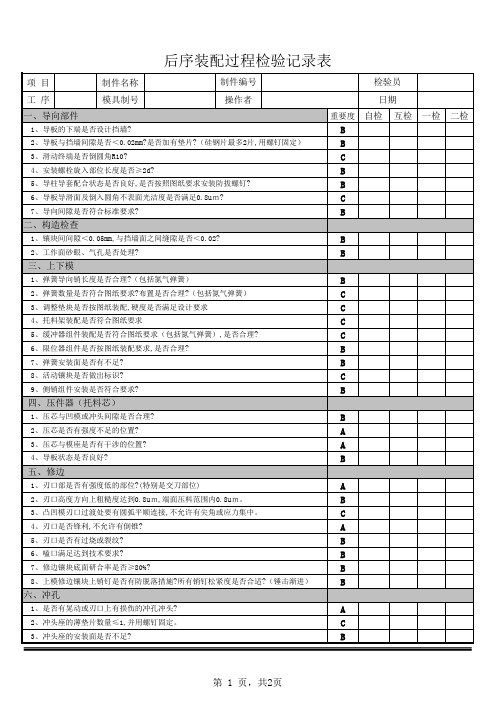
5、刃口是否有过烧或裂纹?
6、嗑口Байду номын сангаас足达到技术要求?
7、修边镶块底面研合率是否≥80%?
8、上模修边镶块上销钉是否有防脱落措施?所有销钉松紧度是否合适?(锤击渐进)
六、冲孔
1、是否有晃动或刃口上有损伤的冲孔冲头?
2、冲头座的薄垫片数量≤1,并用螺钉固定。
3、冲头座的安装面是否不足?
检验员
重要度 B B C B B C B
3、调整垫块是否按图纸装配,硬度是否满足设计要求
4、托料架装配是否符合图纸要求
5、缓冲器组件装配是否符合图纸要求(包括氮气弹簧),是否合理?
6、限位器组件是否按图纸装配要求,是否合理?
7、弹簧安装面是否有不足?
8、活动镶块是否做出标识?
9、侧销组件安装是否符合要求?
四、压件器(托料芯)
1、压芯与凹模或冲头间隙是否合理?
异常记录:
重要度 C C A B C B B
自检
互检
一检
二检
B B A B C C B B
A C B B B B B
C A B B B C C C C C
检测项 合格项 合格率
一检
二检
注:合格 ○; 不合格×;少此项 /
无检验员签字不准私自周转,违者重罚,接收者受连带责任
第 2 页,共2页
2、压芯是否有强度不足的位置?
3、压芯与模座是否有干涉的位置?
4、导板状态是否良好?
五、修边
1、刃口部是否有强度低的部位?(特别是交刀部位)
2、刃口高度方向上粗糙度达到0.8um,端面压料范围内0.8um。
3、凸凹模刃口过渡处要有圆弧平顺连接,不允许有尖角或应力集中。
07设备安装检查记录通

编号:10-07
单位(子单位)工程名称
分部(分项)工程名称
施工图号
位号
执行规范标准
设备名称
型号
施工日期
检查项目
允许偏差mm
实际偏差mm
检查项目
允许偏差mm
实际偏差mm
标高
铅直度
中心线
纵向
水平度
纵向
横向ห้องสมุดไป่ตู้
横向
联轴器联接
径向位移(mm)
轴向倾斜度(mm)
端面间隙(mm)
规定值
实际值
规定值
实际值
规定值
实际值
其他联接
偏移值(mm)
平行度(mm)
其他偏差(mm)
规定值
实际值
规定值
实际值
规定值
实际值
减振器压缩量
压缩高度误差(mm)
规定值
实际值
设备钢支架制作
结构形式
焊接
附图及说明:
班组长:施工员:质检员:年月日
模板安装(预制构件)检查记录表

页码共页
模板安装(预制构件)检查记录表
JTG/TF50-2011公路桥涵施工技术规范编号:
项目名称
施工单位
施工日期
合 同 段
监理单位
单位工程
检验单位
检验日期
分部工程
工程部位
分项工程
桩号范围
项次
检查项目
模板接缝表面
错
牙(
长度
截面尺寸(mm)
侧向弯曲矢高(mm)
全高竖向倾斜(mm)
预埋件、预留孔位置(mm)
墩、台等构件(mm)
墩、台等构件
宽度
预埋件
预留孔洞
宽度
高(厚) 度
盖梁
≤5m
>5m
中心线位置
外露长度
中心线位置
截面内部尺寸
规定值或允许偏差
设计值
检验方法和频率
钢板尺量
钢板尺量
钢板尺量
沿侧模全长拉线, 用钢尺量
用经纬仪或垂线和钢板尺量
钢板尺量:每个
锚具、连接板等预埋件位置是否准确
接缝宽度及处理情况
支撑稳定情况
模板刚度是否满足施工需要
自检意见
监理意见
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
反应器内构件安装检查记录表
1. 概述
反应器是化工生产中常见的设备之一,用于进行化学反应或物理过程。
反应器内构件的安装质量直接影响到反应器的正常运行和生产效果。
本文将详细记录反应器内构件安装的检查过程和结果,以确保安装质量符合要求。
2. 检查内容
反应器内构件安装检查主要包括以下内容: - 构件名称:记录反应器内构件的名称,如搅拌器、换热器、进出料口等。
- 构件型号:记录反应器内构件的型号,以确保与设计要求相符。
- 安装位置:记录反应器内构件的安装位置,如上部、中部、下部等,以及与其他构件的连接方式。
- 安装质量:记录反应器内构件的安装质量,包括连接紧固情况、密封性能等。
- 安全防护:记录反应器内构件的安全防护装置是否安装完善,如安全阀、压力表等。
- 防腐蚀措施:记录反应器内构件的防腐蚀措施是否到位,如涂层、防腐液等。
- 其他注意事项:记录反应器内构件安装过程中需要特别注意的事项。
3. 检查记录表
构件名称构件型
号
安装位
置
安装质
量
安全防
护
防腐蚀
措施其他注意事项
搅拌器AB123 上部良好完善涂层无
进料口CD456 中部良好完善防腐液进料口与其他构件连接
处需加强
出料口EF789 下部良好完善涂层无
4. 检查过程及结果
4.1 搅拌器
•构件名称:搅拌器
•构件型号:AB123
•安装位置:上部
•安装质量:搅拌器与反应器壁紧密连接,紧固螺栓无松动现象,无渗漏情况。
•安全防护:搅拌器轴承安装完善,轴承温度传感器连接稳定。
•防腐蚀措施:搅拌器表面涂有防腐涂层,涂层质量良好。
•其他注意事项:无特殊要求。
4.2 进料口
•构件名称:进料口
•构件型号:CD456
•安装位置:中部
•安装质量:进料口与反应器壁连接紧密,密封性良好,无渗漏现象。
•安全防护:进料口附带安全阀,阀门完好,正常工作。
•防腐蚀措施:进料口表面涂有防腐涂层,并进行防腐液处理。
•其他注意事项:进料口与其他构件连接处需加强,防止松动。
4.3 出料口
•构件名称:出料口
•构件型号:EF789
•安装位置:下部
•安装质量:出料口与反应器壁连接紧密,紧固螺栓无松动现象,无渗漏情况。
•安全防护:出料口附带压力表,表盘清晰可读,指针灵敏。
•防腐蚀措施:出料口表面涂有防腐涂层,涂层质量良好。
•其他注意事项:无特殊要求。
5. 总结
通过对反应器内构件的安装检查,我们确认了搅拌器、进料口和出料口的安装质量良好,满足设计要求。
安全防护措施和防腐蚀措施也符合要求。
在检查过程中未发现其他问题。
反应器内构件的安装质量对于反应器的正常运行和生产效果非常重要,我们将持续关注反应器的运行情况,确保其安全稳定运行。
6. 参考文献
[1] 反应器构件安装技术要求与质量控制标准,化工设备安装与维修,2019年。