液相等离子体电解渗碳_渗氮及其碳氮共渗技术
42CrMo钢液相等离子碳氮共渗工艺研究

42CrMo钢液相等离子碳氮共渗工艺研究
贺绍杰;赵文广
【期刊名称】《内蒙古科技大学学报》
【年(卷),期】2014(033)002
【摘要】本文以乙醇胺、氯化钾、氯化铵的水溶液为电解液,用液相等离子电解技术对42CrMo钢进行碳氮共渗工艺进行研究.通过金相显微镜、扫描电镜(SEM)、电子能谱(EDS)、对处理试样表面形貌和渗层进行观察和分析,并对渗层硬度通过显微硬度计进行测试.结果表明:利用液相等离子电解技术可以实现42CrMo钢的碳氮共渗,渗层厚度可以达到60μm,渗层硬度可以达到537 HV,基本达到基体硬度的2倍.
【总页数】4页(P109-112)
【作者】贺绍杰;赵文广
【作者单位】内蒙古科技大学材料与冶金学院,内蒙古包头014010;内蒙古科技大学材料与冶金学院,内蒙古包头014010
【正文语种】中文
【中图分类】TG156.82
【相关文献】
1.钛合金液相等离子碳氮共渗的流场分析 [J], 冯森;卢文壮;左杨平;刘森;闫鹏庆;潘韩飞
2.Q235钢的液相等离子体碳氮共渗研究 [J], 刘凯
3.液相等离子体电解渗碳、渗氮及其碳氮共渗技术 [J], 田占军;李杰;沈德久;王玉林;刘凯
4.45钢表面液相等离子体碳氮共渗 [J], 马颖;陈雪莹;王劲松;王宇顺
5.电压对低碳钢表面液相等离子体电解碳氮共渗层的摩擦学性能影响 [J], 张蓬予;朱新河;付景国;马春生;马圣林;刘建
因版权原因,仅展示原文概要,查看原文内容请购买。
中文--渗氮和氮碳共渗DIN17022-4

前言此标准由材料技术标准委员会编制。
1.范围此标准描述了热处理渗氮法和氮碳共渗法,专门介绍了轧钢、铸钢、铸铁或钢粉压制品的热处理渗氮法和氮碳共渗法。
2.参考标准本标准包括有标注日期的参考标准和没有标注日期的参考标准,以及以前出版的其他参考标准。
本标准所引用的这些规范参考标准附在本文的特定位置,这些参考标准的标题列在下文中。
对于有标注日期的参考标准,在有增补版和修订版的情况下,只采用该标准中增补或修订版的标准。
而对于没有注明日期的参考标准,采用参考最新的公布版本。
DIN 6773,铁素体材料的热处理——热处理零件和图纸标识及涵义DIN 17014-3铁素体材料的热处理——热处理工序的代表符号DIN 17022-1铁素体材料的热处理——淬硬和回火DIN 17022-2铁素体材料的热处理——热处理方法--硬化和回火的工具DIN 17023铁素体材料的热处理——热处理工序表格——定单(WBA)DIN 17052热处理炉——有关均匀温度的要求DIN 17211渗氮钢——技术处理规范DIN 50133 金属材料的维氏硬度测试– HV 0,2 to HV 100DIN 50190-3渗氮后热处理零件的有效渗氮深度的确定DIN EN 10052 铁素体产品的热处理术语的词汇ISO 4516 : 1980 金属镀层和相关镀层–维氏(Vickers) 微硬度测试和努氏(Knoop)微硬度测试ISO/DIS 4516 : 1999金属镀层和相关镀层–维氏微硬度测试和努氏微硬度测试3.概念为了便于使用本标准,将热处理术语列在DIN EN 10052中4. 方法原理4.1 渗氮渗氮是将氮渗入到铁素体产品的表层,虽然,离子渗氮表层主要成分是氮,但在标准大气压下,通常的氮成分中存有氨。
所以,热处理操作时的温度要低于氮铁共析体的温度,最好是在480℃和550℃之间,并且持续处理若干小时至几天。
通常在完成整个处理后,将产品放在气态介质,或液体介质中冷却至室温。
等离子渗氮和等离子氮碳共渗用于生产实际

等离子渗氮和等离子氮碳共渗用于生产实际
毛磊
【期刊名称】《国外金属热处理》
【年(卷),期】1994(015)003
【摘要】随着对环境问题认识的提高,工业上正以等离子处理工艺来取代传统工艺,从而避免产生环境污染,降低生产成本。
等离子处理象等离子渗氮和等离子氮碳共渗(PN/PNC)——其商业名称“离子氮化(Iontriding)”是为大家所熟知的,是德国“Klock Ionon”公司的注册商标——对环境无污染,成本低,并且产生优异的技术性能。
【总页数】5页(P25-29)
【作者】毛磊
【作者单位】无
【正文语种】中文
【中图分类】TG156.82
【相关文献】
1.槽电压对纯铁表面液相等离子体电解硼碳氮三元共渗层摩擦磨损性能的影响 [J], 金小越;吴杰;杨璇;王彬;陈琳;曲尧;薛文斌
2.稀土对42CrMo钢等离子体氮碳共渗表层组织的影响 [J], 赵丽艳;闫牧夫;吕景艳;刘瑞良;张贵生
3.3Cr13钢540℃等离子体氮碳共渗层的组织结构和性能表征 [J], 李莉;由园;李琦;杜健;王爱超
4.超级马氏体不锈钢的等离子渗氮和氮碳共渗 [J],
F.A.P.Fernandes;
G.E.Totten;J.Gallego;L.C.Casteletti
5.碳在铁素体氮碳共渗中的作用──兼论用短时渗氮取代氮碳共渗的可行性 [J], 胡明娟;潘健生;毛立忠
因版权原因,仅展示原文概要,查看原文内容请购买。
等离子碳氮共渗

等离子碳氮共渗1. 引言等离子碳氮共渗是一种表面处理技术,通过在材料表面形成碳氮化物层来提高材料的硬度、耐磨性和耐腐蚀性能。
本文将详细介绍等离子碳氮共渗的原理、工艺以及应用领域。
2. 原理等离子碳氮共渗是利用等离子体在高温下与材料表面发生反应,从而形成碳氮化物层。
该过程主要由以下几个步骤组成:1.清洗预处理:将待处理的材料经过酸洗、去油、去锈等预处理工序,以确保表面干净无杂质,为后续的共渗工艺做好准备。
2.离子清洗:将待处理的材料放入真空室中,通过电弧放电或射频辉光放电产生等离子体。
等离子体中的活性离子对材料表面进行清洁和激活。
3.共渗反应:将加入适量的碳源和氮源到真空室中,与产生的等离子体反应,形成碳氮化物层。
在高温下,碳和氮元素会与材料表面的金属原子发生扩散反应,形成均匀的碳氮化物层。
4.冷却处理:将共渗后的材料进行冷却处理,使其温度逐渐降低到室温。
3. 工艺参数等离子碳氮共渗的工艺参数对于最终材料性能的影响非常重要。
以下是一些常用的工艺参数:•温度:通常在800℃至1100℃之间选择合适的共渗温度。
过高或过低的温度都会影响共渗效果。
•时间:共渗时间取决于材料类型和所需表面硬度。
通常在几小时至几十小时之间。
•离子能量:离子能量越高,共渗效果越好。
但过高的离子能量可能导致表面粗糙度增加。
•碳源和氮源浓度:合理选择碳源和氮源浓度可以调控生成碳氮化物层的厚度和组分。
4. 应用领域等离子碳氮共渗技术在各个领域都有广泛的应用。
以下是一些典型的应用领域:4.1 汽车工业汽车发动机零部件、传动系统和刹车系统等关键部件经常需要具有高硬度和耐磨性。
等离子碳氮共渗可以在这些部件表面形成坚硬的碳氮化物层,提高其使用寿命和性能。
4.2 刀具制造刀具通常需要具备高硬度和耐磨性,以保证切削效果和使用寿命。
等离子碳氮共渗可以使刀具表面形成坚硬的碳氮化物层,提高其切削性能。
4.3 航空航天工业航空航天领域对材料的要求非常严格,需要材料具备良好的耐腐蚀性、高温强度和耐磨性。
渗氮 渗碳 碳氮共渗

渗氮渗碳碳氮共渗碳氮共渗是一种常见的表面处理技术,通过渗碳和渗氮来改善材料的硬度和耐磨性。
本文将对渗氮、渗碳和碳氮共渗的原理、应用和工艺进行详细介绍。
一、渗氮渗氮是将氮原子渗入材料表面形成氮化物层的过程。
氮原子通过高温处理和氮气氛的作用,渗透到材料表面并与材料中的元素反应,形成硬质氮化物层。
这一薄层氮化物层不仅能提高材料的硬度和抗磨损性能,还能改善材料的耐腐蚀性。
渗氮的主要应用领域包括机械制造、汽车工业、航空航天等。
在机械制造中,渗氮可以增加零件的硬度和耐磨性,延长使用寿命;在汽车工业中,渗氮可以提高引擎零件的耐磨性和抗腐蚀性能;在航空航天领域,渗氮可以增强航空发动机部件的耐高温和耐磨性能。
渗氮的工艺流程一般包括清洗件表面、装配件和炉内预处理、渗氮和回火处理等步骤。
渗氮一般采用封闭式和开放式两种方式进行,根据具体应用需求可以选择合适的渗氮工艺。
二、渗碳渗碳是将碳原子渗入材料表面形成碳化物层的过程。
碳原子通过高温处理和含有碳气体的氛围,渗透到材料表面并在表面与材料中的元素反应,形成硬质碳化物层。
渗碳技术不仅能提升材料的硬度和耐磨性,还可以改善材料的断裂韧性和抗腐蚀性。
渗碳广泛应用于机械零件、钢铁制品等领域。
渗碳后的材料表面硬度高、耐磨性好,适用于制作耐磨零件,如轴承、齿轮等;同时碳化层的外表面与空气隔绝,降低了材料的腐蚀速率,提高了零件的使用寿命。
渗碳的工艺流程包括预处理、渗碳、淬火和回火等。
渗碳一般采用气体渗碳和液体渗碳两种方式进行,具体工艺参数可以根据材料的要求进行选择。
三、碳氮共渗碳氮共渗是将碳原子和氮原子同时渗入材料表面形成碳氮共渗层的过程。
碳氮共渗通过碳氮共渗剂和高温处理,使碳原子和氮原子分别与材料中的元素发生反应,形成硬质碳氮化物层。
碳氮共渗能够同时获得渗碳和渗氮的特性,提高材料的硬度、耐磨性和抗腐蚀性。
碳氮共渗广泛应用于汽车工业、航空航天等领域。
在汽车工业中,碳氮共渗可以提高零部件的硬度和耐磨性,同时还可以提高零部件的抗磨损能力和抗腐蚀性;在航空航天领域,碳氮共渗可以增强发动机部件的抗高温性能和抗腐蚀能力。
渗碳与碳氮共渗催渗技术的发展与现状
渗碳与碳氮共渗催渗技术的发展与现状安峻岐摘要:简要介绍了几种常见催渗技术的研究发展。
并以各种常见炉型、气氛为例,介绍了催渗技术的应用现状。
关键词:渗碳催渗渗碳速度快速渗碳碳氮共渗稀土催渗BH渗碳催渗前言:寻求加速化学热处理的途径,一直是世界各国企业界的追求。
从工业发展的历史看,在渗碳、渗氮工艺中采用分段控制法,复合渗处理、高温扩散、采用加速扩散的新材料,催渗技术(包括物理、化学催渗)都是人们可贵的探索。
有的方比较成熟,已被广泛采用;有的方法还正在完善发展,如催渗技术。
有些企业通过催渗降低工艺温度,从而达到减少工件变形、细化产品金相组织的目的;有的通过催渗提高渗速,达到提高了生产效率、降低了生产成本的目的。
1、对催渗机理的探讨:笔者认为现有的催渗技术虽然种类很多,但从机理上讲,无非分稀土催渗技术、腐蚀催渗技术和BH催渗技术三类。
对各催渗技术机理的研究,目前还都处在探索阶段。
1.1、氧化腐蚀催渗技术:该领域的研究认为,工件在处理前不可避免的会与空气、切削液、清洗剂等物质接触,从而使工件表面被钝化,形成一层“钝化膜”。
钝化膜的存在会影响碳、氮在工件表面的吸附。
去除钝化膜后可以提高渗速,达到催渗的目的。
在具体做法上一般有两种:一种做法习惯上被称之为“表面预氧化法”。
渗碳前,在无气氛保护情况下,将工件加热到400~500℃保持一段时间,使工件表面残油被清除的同时,被空气氧化生成一层薄的氧化膜:Fe + O2→Fe3O4在渗碳、氮时气氛中的碳会优先将氧化膜还原成新生态的铁:Fe3O4 + CO →Fe+ CO2新生态的铁具有很强的表面活性,可以促使碳、氮在工件表面的吸附,实现催渗。
另一种做法,笔者称之为“化学腐蚀法”。
它一般通过在渗剂或气氛中添加强腐蚀性物质,如:氯化物、氟化物、以及碘化物等来实现。
在渗碳、氮过程中,这些强腐蚀性物质可以腐蚀、活化工件表面,增强碳、氮的吸附,实现催渗。
强腐蚀性化学物质在“活化工件表面”的同时,也会对产品和设备造成腐蚀,特别对氧探头的影响更明显,所以这种方法目前已很少有人使用。
等离子碳氮共渗
等离子碳氮共渗等离子碳氮共渗是一种常用的表面处理技术,可以提高材料的硬度和耐磨性。
本文将详细介绍等离子碳氮共渗的原理、工艺和应用。
一、原理等离子碳氮共渗是一种通过等离子体技术在材料表面同时引入碳和氮元素的方法。
在等离子体条件下,通过将含有碳和氮的气体注入到反应室中,利用高能离子轰击材料表面,使其发生化学反应,从而在表面形成碳氮化物层。
这种碳氮化物层具有高硬度、高耐磨性和良好的化学稳定性,可以显著提高材料的性能。
二、工艺等离子碳氮共渗的工艺可以分为几个步骤:1. 清洗:将待处理的材料进行表面清洗,去除油污和杂质,以保证共渗层的质量。
2. 预处理:在清洗后,将材料进行预处理,包括去除表面氧化层和疏水处理,以增加共渗层的附着力。
3. 等离子体激发:将材料放入等离子体反应室中,通过加热和施加电场,产生等离子体。
等离子体中的高能离子会轰击材料表面,使其发生化学反应。
4. 气体注入:在等离子体反应室中注入含有碳和氮的气体,如甲烷和氨气。
碳和氮元素会在等离子体的作用下与材料表面发生反应,形成碳氮化物层。
5. 冷却和清洗:等离子碳氮共渗完成后,将材料从反应室中取出,进行冷却和清洗,以去除残留的气体和碳氮化物。
三、应用等离子碳氮共渗广泛应用于各种材料的表面处理,包括金属、陶瓷和塑料等。
它可以显著改善材料的硬度、耐磨性和耐蚀性,提高材料的使用寿命。
以下是一些典型的应用领域:1. 机械加工:等离子碳氮共渗可以提高刀具、模具和轴承等零部件的硬度和耐磨性,延长其使用寿命,同时降低加工成本。
2. 汽车工业:等离子碳氮共渗可以应用于汽车发动机和传动系统的零部件,如曲轴、凸轮轴和齿轮等,提高其耐磨性和耐热性,提高发动机的性能和可靠性。
3. 航空航天:等离子碳氮共渗可以应用于航空发动机的涡轮叶片和涡轮盘等高温部件,提高其耐热性和耐腐蚀性,提高发动机的工作效率和寿命。
4. 医疗器械:等离子碳氮共渗可以应用于医疗器械的表面,如手术刀、植入物和骨科器械等,提高其耐磨性和生物相容性,减少患者的痛苦和并发症。
渗碳渗氮作用及氮碳共渗及碳氮共渗区别
渗碳:是对金属表面办理的一种,采用渗碳的多为低碳钢或低合金钢,详尽方法是将工件置入拥有活性渗碳介质中,加热到900--950摄氏度的单相奥氏体区 ,保温足够时间后,使渗碳介质中分解出的活性碳原子浸透钢件表层,从而获得表层高碳 ,心部仍保持原有成分. 相似的还有低温渗氮办理。
这是金属资料常有的一种热办理工艺,它能够使渗过碳的工件表面获得很高的硬度,提高其耐磨程度。
渗碳是指派碳原子浸透到钢表面层的过程。
也是使低碳钢的工件拥有高碳钢的表面层,再经过淬火和低温回火,使工件的表面层拥有高硬度和耐磨性,而工件的中心部分依旧保持着低碳钢的韧性和塑性。
渗碳工件的资料一般为低碳钢或低碳合金钢 (含碳量小于%)。
渗碳后﹐钢件表面的化学成分可凑近高碳钢。
工件渗碳后还要经过淬火﹐以获得高的表面硬度﹑高的耐磨性和疲倦强度﹐并保持心部有低碳钢淬火后的强韧性﹐使工件能承受冲击载荷。
渗碳工艺广泛用于飞机﹑汽车和拖拉机等的机械零件﹐如齿轮﹑轴﹑凸轮轴等。
渗碳零件的资料一般采用低碳钢或低碳合金钢(含碳量小於%)。
渗碳后必定进行淬火才能充分发挥渗碳的有利作用。
工件渗碳淬火后的表层显微组织主要为高硬度的马氏体加上节余奥氏体和少量碳化物﹐心部组织为韧性好的低碳马氏体或含有非马氏体的组织﹐但应防范出现铁素体。
一般渗碳层深度范围为~毫米﹐深度渗碳时可达2毫米或更深。
表面硬度可达 HRC58~63﹐心部硬度为 HRC30~42。
渗碳淬火后﹐工件表面产生压缩内应力﹐对提高工件的疲倦强度有利。
所以渗碳被广泛用以提高零件强度﹑冲击韧性和耐磨性﹐借以延长零件的使用寿命。
按含碳介质的不同样﹐渗碳可分为固体渗碳﹑液体渗碳﹑气体渗碳和碳氮共渗;渗氮,是在必然温度下必然介质中使氮原子浸透工件表层的化学热办理工艺。
常有有液体渗氮、气体渗氮、离子渗氮。
传统的气体渗氮是把工件放入密封容器中,通以流动的氨气并加热,保温较长时间后,氨气热分解产生活性氮原子,不断吸附到工件表面,并扩散浸透工件表层内,从而改变表层的化学成分和组织,获得优异的表面性能。
铸铁表面液相微弧放电等离子体碳氮共渗研究
铸铁表面液相微弧放电等离子体碳氮共渗研究采用液相微弧等离子体电解碳氮共渗技术,在乙酰胺甘油水溶液体系下对铸铁进行了碳氮共渗处理。
采用扫描电镜观察、XRD物相分析、显微硬度测试、电化学腐蚀分析等方法探讨了不同渗透时间对渗透效果的影响。
实验结果表明在700V下处理数分钟即可获得良好的渗透层,处理时间以2min为最佳,如果处理时间过长,则会导致渗透层性能恶化。
结果表明,采用液相等离子体电解碳氮共渗技术,在很短时间内就能在基底的表面形成一层由碳铁和氮铁化物组成的碳氮共渗层。
处理时间较短时,基底温度较低,渗氮是主要过程。
而随着处理时间增加,基底的温度上升,渗碳是主要过程。
经过处理的铸铁材料的硬度得到了显著提高,同时也大大改善了其抗腐蚀性能和耐磨性能。
标签:铸铁;液相微弧放电;耐腐蚀性;硬度1 引言钢铁材料一般都是从表面开始磨损和腐蚀的,气体碳氮共渗表面改性技术长期是钢铁表面机械性能强化的主要手段。
碳氮共渗工艺有广泛应用的领域有航空航天、军工、电子、汽车、船舶等,如航空航天领域直升机传动系统的齿轮轴、主动齿轮等重要零件,航空发动机,军工领域的坦克、装甲车、汽车领域的汽车变速箱齿轮等各种重要零件的表面处理[1]。
但这些传统工艺面临如下难题:需要在低真空的条件下进行、工艺成本高、所需生产周期长、生产效率低、耗能大。
为此,本文寻求一种新的表面处理技术——液相微弧等离子体电解碳氮共渗技术。
在特定的电解液中,若将适当的电压施加在阴阳两极间,可以看到电解液中发生弧光放电现象。
放电过程电解液中会产生等离子体,一种不同于固态、液态和气态的物质第四态。
基本原理是:将一定的电压施加在阴阳两极,电解液和电极界面处因而产生一定的电势差,利用电势突变的电势差产生的高电场强度注入活性元素,电解液电极界面处的气泡气体、钝化膜等电介质被击穿,电极表面发生局部、瞬间的高温反应,伴随着复杂的物理、化学反应,特定性能的渗透层会形成于电极表面。
该技术在特定的电解液中处理几十秒到几分钟即可获得高硬度、耐腐蚀、耐磨的渗透薄膜层,近年来受到大家的广泛关注并研究,主要有如下优点:在开放的大气环境下即可操作、不需要传统的真空方法,处理过程效率高,工艺简单、能耗低,很有发展前景。
低碳钢液相等离子体电解B+C+N_共渗层的摩擦电化学行为
表面技术第52卷第6期低碳钢液相等离子体电解B+C+N共渗层的摩擦电化学行为王彬1,周茜2,3,高川力2,3,李惠2,3,金小越3,薛文斌2,3(1.山西农业大学 基础部,山西 太谷 030801;2.北京师范大学 核科学与技术学院射线束技术教育部重点实验室,北京 100875;3.北京市科学技术研究院 辐射技术研究所,北京 100875)摘要:目的研究液相等离子电解硼碳氮三元共渗处理(PEB/C/N)对Q235低碳钢摩擦电化学行为的影响。
方法采用PEB/C/N方法在Q235低碳钢表面制备共渗层,通过电化学的开路电位测试和摩擦磨损实验评估Q235钢基体和PEB/C/N试样在NaCl(质量分数3.5%)腐蚀介质中与Si3N4球对磨的摩擦电化学行为。
结果在电压为280 V的PEB/C/N共渗中,试样周围等离子体区的电子温度稳定在3 500 K左右。
经过PEB/C/N处理30 min后,生成的共渗层包括15 μm主要由Fe2B相组成的表面渗层和40 μm的过渡层。
在摩擦过程中,PEB/C/N试样的开路电位保持在−200~−300 mV之间,且波动较小,明显高于Q235钢基体。
同时,PEB/C/N试样的磨损率为3.88×104 μm3/(N m),只是钢基体磨损率的1/3。
在NaCl腐蚀介质中,由于腐蚀和磨损的交互作用,使Q235钢基体产生了塑性应变位错和局部的微裂纹,因此磨损进一步增加,磨损机制主要为疲劳磨损和磨粒磨损。
PEB/C/N试样的共渗层有效阻挡了Cl−对基体的腐蚀,磨损机制主要为磨粒磨损。
结论PEB/C/N试样在NaCl腐蚀介质中的耐腐蚀和耐磨性能得到明显提升。
关键词:低碳钢;等离子体电解;硼碳氮共渗;开路电位;耐腐蚀性;耐磨性中图分类号:TG156.8 文献标识码:A 文章编号:1001-3660(2023)06-0080-08DOI:10.16490/ki.issn.1001-3660.2023.06.008Tribo-Electrochemical Characteristics of PEB/C/NLayer on Low-Carbon SteelWANG Bin1, ZHOU Qian2,3, GAO Chuan-li2,3, LI Hui2,3, JIN Xiao-yue3, XUE Wen-bin2,3(1. Department of Basic Science, Shanxi Agricultural University, Shanxi Taigu 030801, China;2. Key Laboratory of Beam Technology and Materials Modification of Ministry of Education,College of Nuclear Science and Technology, Beijing Normal University, Beijing 100875, China;3. Institute of Radiation Technology, Beijing Academy of Science and Technology, Beijing 100875, China)ABSTRACT: Plasma electrolytic boriding (PEB) technology is an effective way to form iron borides on the steel surface.收稿日期:2022−05−04;修订日期:2022−10−26Received:2022-05-04;Revised:2022-10-26基金项目:山西省高等学校科技创新项目(2019L0389);国家自然科学基金(51671032,51071031)Fund:Technology and Innovation Fund of Shanxi Institution of Higher Education (2019L0389); National Natural Science Foundation of China (51671032, 51071031)作者简介:王彬(1987—),男,博士,副教授,主要研究方向为表面工程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期 : 2005 - 07 - 14 修回日期 : 2005 - 08 - 26 作者简介 :田占军 (1971 - ) ,男 ,河北衡水人 ,工程师 ,主要从事金 属材料表面强化外理研究 。 作者联系方式 :李杰 , ( Email) ljysu@263. net。
1 前言
离子渗碳 、渗氮 、碳氮共渗技术 [1 ]是从 20世纪 60 年代中期迅速发展起来的 ,经过 40多年的时间 ,已经 成为离子热处理技术中比较普及的工艺 ,但是具有处 理温度高、时间太长 、工件容易变形等缺点 ,而且离子 渗碳、渗氮 、碳氮共渗反应需要在低真空条件下的真空 室 [1 ]内进行 。液相等离子体电解渗碳 、渗氮 、碳氮共渗 技术解决了这些问题 ,它是在一个开放的大气环境下、 特定的电解液中进行 ,整体工件受热轻微 ,且可以在完 成渗透处理后直接淬火 ,在几分钟的时间内即可获得 高硬耐磨、耐蚀的渗透层 。等离子电解渗碳 /氮技术属 于等离子体电解沉积的范畴 [2 ] 。等离子体电解沉积 (p lasma electrolytic deposition, PED)是一种利用等离子 体电解进行材料表面处理的新兴技术 。由于放电 ,在 电解液中会产生有别于固态 、液态 、气态的物质第四态 “等离子体 ”。等离子体电解沉积 [ 2]包括等离子体电解 氧化和等离子体电解渗透 2种技术 ,其划分是根据被 处理工件材料的不同而定义的。对于 A l、Mg、Ti等轻 金属及其合金材料的处理 ,应用的是等离子体电解氧 化 [ 3 - 6 ] (又称微弧氧化技术 [ 7 - 17 ] ) ;对于钢铁材料的处 理 ,应用的是等离子体电解渗透技术 [18 ] 。等离子体电 解渗透技术根据电解液体系选择的不同可以分为阴极 和阳极等离子体渗透技术。该技术有处理时间短 、处 理工艺简单 、试用范围广等优点 ,但目前对这项技术的 研究并不是很多 ,进行的研究也主要集中在阴极等离 子 体 电 解 渗 透 技 术 上 : 聂 学 渊 [19 ] 和 A. L. Yerokhin [ 20 ]等人进行的研究是在尿素电解液体系下对不锈钢进 行等离子体碳氮共渗处理 ; M. Tarakci[21 ]等人是在甘油 电解液体系下对纯铁进行等离子体电解渗碳处理 ;本 课题组 [22 ]目前研究在甲酰胺 - 乙醇胺体系下对低碳钢 (Q235)进行等离子体电解碳氮共渗处理和在甲酰胺体 系下进行等离子体电解渗氮研究 ,最近笔者在试验中 处理试样 30 s就得到了超过 40μm的渗透层。工件作
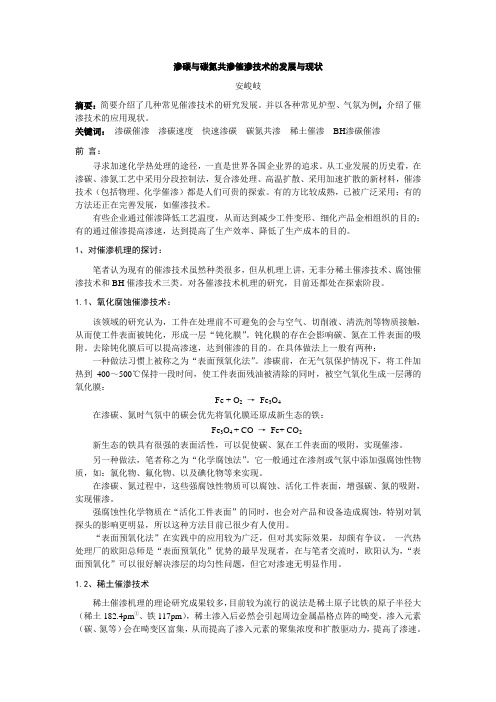
1 - 电源系统 ; 2 - 电流表 ; 3 - 电压表 ; 4 - 冷却系统 ; 5 - 工件 ; 6 - 电解液 ; 7 - 搅拌系统 ; 8 - 绝缘材料 ; 9 - 不锈钢的容器 (作为电极 ) ; 10 - 冷却水
图 1 等离子体电解渗透装置示意图 F igure 1 Sketch map of pla sma electrolytic osm otic equ ipm en tI =- Dc 和 c= Nhomakorabeatt
t
tD
r t
由于弧光放电 ,气体被击穿产生大量的等离子
体 ,等离子体在电场的作用下轰击试样表面 ,离子
注入到处理材料中 ,产生空位和位错 ,将导致 2 个
方面的影响 :一方面 ,使工件表面的活性原子的浓
度提高 ;另一方面 ,强化沿晶内扩散 ,即位错沿着
与轰击表面垂直的滑移面移动 ,其运动的方向与饱
摘 要 :液相等离子体电解渗透 、渗氮及其碳氮共渗技术是一 种新兴的表面技术 ,与传统的离子渗碳 、渗氮及其碳氮共渗技 术相比有工件处理时间短 、整体工件受热轻微 、处理完成可以 即时淬火等优点 。分析了液相等离子体渗碳 、渗氮和碳氮共 渗技术的实验机理 ,从电解液体系 、试验装置和工艺流程 3个 方面介绍了该技术的工艺特点 。通过 SEM 照片讨论了液相等 离子体电解渗透层的结构 。测试了液相等离子体电解渗透层 的性能 。结果表明 ,经过渗透处理的试样具有好的耐磨性 、耐 蚀性 ,最大硬度为 770 HV。 关键词 :等离子体 ;渗碳 ;渗氮 ;碳氮共渗 ;渗透层 中图分类号 : TQ174 文献标识码 : A 文章编号 : 1004 - 227X (2006) 02 - 0053 - 04 L iqu id pha se pla sma electrolytic carbur iz ing, n itr id ing, carbon itr id ing techn ique / / TIAN Zhan2jun, L I jie, SHEN De2jiu, WANG Yu2lin, L IU kai Abstract: Plasma electrolytic carburizing, nitriding and carbonitriding technique in solution is a novel surface modi2 fication technique, which has many advantages such as: short treating time, low heat influence and immediate quenching effect etc. The p rocess mechanism of the p lasma electrolytic carburizing, nitriding and carbonitriding in solu2 tion was analysed. The p rocess characteristics of the tech2 nics were introduced from aspects of electrolytic solution sys2 tem, experiment equipment and p rocess flow. The structure of the p lasma electrolytic osmotic layer was discussed based on SEM photo. The performance of the p lasma electrolytic osmotic layer was tested. The results show that the samp les after osmotic treatment have better wear resistance and cor2 rosion resistance, and the highest hardness is 770 HV. Keywords: p lasma; carburising; nitriding; carbonitriding; osmotic layer F irst2authorπs address: W ater Parent Company of Q in2 huangdao, Q in2huangdao 066004, China
第 25卷 第 2期 电镀与涂饰 Electrop lating & Finishing Vol. 25 No. 2
【新兴表面处理技术 】
液相等离子体电解渗碳 、渗氮及其碳氮共渗技术
田占军 1 , 李杰 2 , 沈德久 2 , 王玉林 2 , 刘凯 2
(1. 秦皇岛市自来水总公司 ,河北 秦皇岛 066004; 2. 河北省亚稳材料制备技 术与科学重点实验室 ,河北 秦皇岛 066004)
M. Tarakci[ 21 ]等人对应用等离子体电解渗碳技术 处理纯铁 ,加载工作电压 210 V 处理 5 m in和 30 m in, 得到 20~40μm 的渗透层 (如图 3 a和 b所示 ) 。渗 透层的相组成包括 :α2Fe、Fe3 C、γ2Fe。
·54·
2006年 2月 液相等离子体电解渗碳 、渗氮及其碳氮共渗技术 电镀与涂饰 Electrop lating & Finishing
和元素 ( C, N )扩散流的方向重合 ,从而大幅度提
高材料内 C、N 原子的扩散迁移速度 。离子轰击导
致浓度梯度提高和扩散系数增大 ,可使非金属扩散
系数提高 2 ~3 倍 ,从而使 C和 N 原子的扩散过程
得以强化 ;在等离子电解渗透技术中等离子体是通
过弧 光 放 电 产 生 的 , 具 有 比 较 大 的 电 流 密 度
·53·
电镀与涂饰 Electrop lating & Finishing 液相等离子体电解渗碳 、渗氮及其碳氮共渗技术 Feb. 2006
为阳极也可以实现渗碳 /氮 [18 ] ,但是由于电解液体系是 由无机盐的水溶液组成 ,所以具有很好的导电性 ,工件 的放热很快 ,不容易控制和冷却 ,目前还未见有关于这 方面的研究报道 ,在这里主要介绍阴极等离子体电解 渗透技术的工艺特点 、实验机理及其渗透层的性能 。
2 液相等离子体电解渗碳 、渗氮 、碳氮共渗技 术的工艺特点
211 电解液体系的选择 对于液相等离子体电解渗碳 /氮技术来说 ,电解
液的选择比较简单 ,通常由三部分组成 : ①有机化合 物 (提供 C、N 源 ) , ②易溶盐 , ③水 。常用的有机化 合物有酰胺 、尿素 、醇胺等 ,由于有机化合物的导电能 力比较差 ,因此常加入一些易溶的盐 (如氯化钠或氯 化钾等 )和水来提高溶液的导电性 ,以便形成稳定的 放电电弧 。此时形成的溶液是一种双重电解质溶液 , 即先配制好易溶盐的水溶液 ,然后再将水溶液加入到 有机溶液中 (直接将易溶盐加入到有机电解液中是不 会溶解的 ) 。在此试验中 ,水的含量对电参数有较大的 影响 ,通常控制加入的盐和水的量占总含量的 5% ~ 10% [18] ,若含量少于 5%时 ,会使临界击穿电压升高 ; 若多于 10% ,则会导致电压 - 温度曲线斜率迅速升高 。 212 试验装置