松下伺服调试说明
(推荐)松下伺服调试参数

松下A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明Pr5.28* LED初始状态 6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)Pr0.01* 控制方式选择 0 0:位置控制 1:速度控制 2:转矩控制Pr0.02 设定实时自动调整调试设定 0:无效 1:标准 3:垂直轴Pr0.03 实时自动调整机器刚性设定调试设定 0—31,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
Pr0.04 惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30分钟在EEPROM 中刷新保存。
Pr0.05 指令脉冲输入选择 1 0:光电耦合器输入(低速接口) 1:长线驱动器专用输入(高速接口)Pr0.07 指令脉冲输入方式选择 3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
Pr0.09 第一指令脉冲分倍频分子需计算 1~10000 典型值:螺距5mm,编码器分辨率10000,连轴器直拖,脉冲当量0.001mm时,Pr0.09=10000 Pr0.10=螺距5mm /脉冲当量0.001mm=5000 即:Pr0.09/Pr0.10=10000/5000=2/1Pr0.10 指令脉冲分倍频的分母需计算 1~10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt;②按 SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
松下伺服电机调整参考与常见问题解决方法

松下伺服电机调整参考与常见问题解决方法一、基本接线主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册);控制电源输入r、t也可直接接~220V;电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。
二、试机步骤1.JOG试机功能仅按基本接线就可试机;在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF -AcL’,然后按上、下键至‘AF-JoG’;按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’;按住‘<’键直至显示‘SrV-on’;按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。
按‘SET’键结束。
2.内部速度控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电)调节参数No.53,即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3.位置控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V);PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号;参数No.02设置为0,No42设置为3,No43设置为1;PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。
另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。
常见问题解决方法:1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决?这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。
请调整参数No.10、No.11、No.12,适当降低系统增益。
松下伺服调试参数

松下伺服调试参数 Revised by Jack on December 14,2020松下 A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明* LED初始状态 6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)* 控制方式选择 0 0:位置控制 1:速度控制 2:转矩控制设定实时自动调整调试设定 0:无效 1:标准 3:垂直轴实时自动调整机器刚性设定调试设定 0—31,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30分钟在EEPROM中刷新保存。
指令脉冲输入选择 1 0:光电耦合器输入(低速接口) 1:长线驱动器专用输入(高速接口)指令脉冲输入方式选择 3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
第一指令脉冲分倍频分子需计算 1~10000 典型值:螺距5mm,编码器分辨率10000,连轴器直拖,脉冲当量时,=10000 =螺距5mm /脉冲当量=5000 即:=10000/5000=2/1指令脉冲分倍频的分母需计算 1~10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt;②按 SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
伺服电机要调参数
松下伺服电机要调哪些参数详细说明日常生活中,我们所使用的手机、电视机、电脑等,当然也包括机械类产品,使用前都是需要调节好相关参数后,才能更好的方便正常使用,那么松下伺服电机要调哪些参数呢,具体请看下文。
松下伺服电机要调哪些参数具体如下:一、松下伺服电机基本接线。
【1】主电源输入采用220V,从L1、L3接入(实际使用应参照松下伺服操作手册)。
【2】控制电源输入r或t,也可以直接连接220V。
【3】伺服电机接线方式(见松下伺服操作手册第22至23页),编码器接线(见松下伺服操作手册第24至26页),切勿接错。
二、松下伺服电机试机步骤。
【1】JOG试机功能:仅按基本接线就可试机。
a.在数码显示为初始状态‘r0’的状态下,按‘SET’键。
b.然后连续按‘MODE’键直至数码显示为‘AF-AcL’。
c.然后按上、下键至‘AF-JoG’。
d.按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’。
e.按住‘<’键直至显示‘SrV-on’。
f.按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定,按‘SET’键结束。
【2】内部速度控制方式。
+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地。
(29脚)接COM-。
c.参数、设置为1(注:此类参数修改后应写入EEPROM,并重新上电)。
调节参数,即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
【3】位置控制方式。
+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地。
(29脚)接COM-。
(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V)。
(4脚)接脉冲信号,SIGN(6脚)接方向信号。
e.参数设置为0,No42设置为3,No43设置为1。
(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。
g.另外,调整参数、,可改变电机每转所需的脉冲数(即电子齿轮)。
松下伺服调试参数
松下伺服调试参数 Prepared on 22 November 2020松下 A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明* LED初始状态 6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)* 控制方式选择 0 0:位置控制 1:速度控制 2:转矩控制设定实时自动调整调试设定 0:无效 1:标准 3:垂直轴实时自动调整机器刚性设定调试设定 0—31,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30分钟在EEPROM中刷新保存。
指令脉冲输入选择 1 0:光电耦合器输入(低速接口) 1:长线驱动器专用输入(高速接口)指令脉冲输入方式选择 3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
第一指令脉冲分倍频分子需计算 1~10000 典型值:螺距5mm,编码器分辨率10000,连轴器直拖,脉冲当量时,=10000 =螺距5mm /脉冲当量=5000 即:=10000/5000=2/1指令脉冲分倍频的分母需计算 1~10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt;②按 SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
松下伺服调试参数
松下A5 系列伺服参数一、松下MINASA5系列伺服驱动器参数设定:用松下MINASA5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明Pr5.28* LED 初始状态6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)Pr0.01* 控制方式选择0 0 :位置控制1 :速度控制2 :转矩控制Pr0.02 设定实时自动调整调试设定0 :无效1 :标准3 :垂直轴Pr0.03 实时自动调整机器刚性设定调试设定0 —31 ,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
Pr0.04 惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/ 转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30 分钟在EEPROM 中刷新保存。
Pr0.05 指令脉冲输入选择1 0 :光电耦合器输入(低速接口)1 :长线驱动器专用输入(高速接口)Pr0.07 指令脉冲输入方式选择3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
Pr0.09第一指令脉冲分倍频分子需计算1〜10000典型值:螺距5mm编码器分辨率10000,连轴器直拖,脉冲当量0.001mm时,Pr0.09 = 10000 Pr0.10 = 螺距5mm / 脉冲当量0.001mm = 5000 即Pr0.09/Pr0.10=10000/5000=2/1Pr0.10 指令脉冲分倍频的分母需计算1 〜10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM写入模式。
方法如下:①按MODE键,选择EEPROI W入显示模式EE_SEt;②按SET键,显示EEP ―;③按住上翻键约3秒,显示EEP --------------- 到一--------------------- 到StArt, 参数保存完显示F iniSh .表示参数写入有效,显示rESEt .表示需关断电源,重新通电设定值才能生效;显示Error .表示写入无效,需重新设定参数。
松下伺服位置模式简单调试说明
松下伺服位置模式简单调试说明
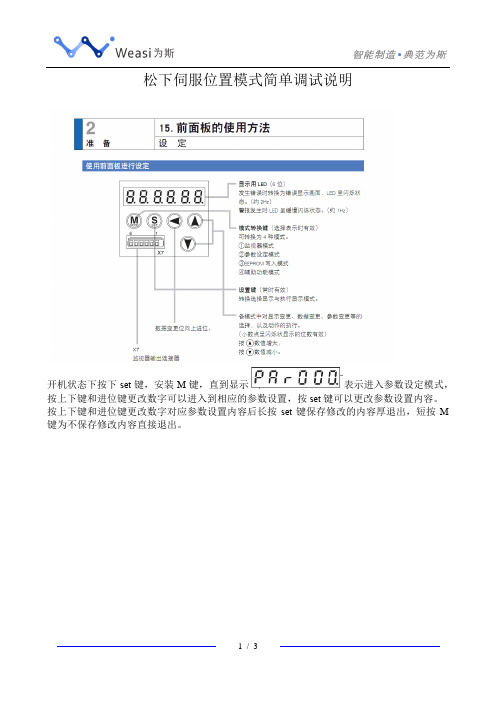
开机状态下按下set键,安装M键,直到显示表示进入参数设定模式,按上下键和进位键更改数字可以进入到相应的参数设置,按set键可以更改参数设置内容。
按上下键和进位键更改数字对应参数设置内容后长按set键保存修改的内容厚退出,短按M 键为不保存修改内容直接退出。
下面为攻牙机使用的内部速度模式需要用到的参数设置。
参数编号参数名称设定值具体内容伺服效果PR0.01 控制模式0 位置模式模式
PR0.07 脉冲方式 3 脉冲+方向
PR0.08 每转脉冲数4000 接收4000脉冲伺
服转动一周
PLC发出
1000脉冲模
组移动1mm
PR0.03 刚性12 数值越大伺服越感应
PR0.00 旋转方向0
PR0.13 第1转矩限制0-300 百分比伺服最大扭力限制
更改完参数设置内容后,需要把内容保存EEPROM里面,断电再开后才不回丢失修改的数据。
EEPROM写入方式:按M键到显示。
松下伺服调试参数
松下伺服调试参数文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-松下 A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
参数号功能设定值设定值说明Pr5.28* LED初始状态 6 通过设置此参数来监测脉冲数的接发是否正确。
在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。
(该参数为指令脉冲总和)Pr0.01* 控制方式选择 0 0:位置控制 1:速度控制 2:转矩控制Pr0.02 设定实时自动调整调试设定 0:无效 1:标准 3:垂直轴Pr0.03 实时自动调整机器刚性设定调试设定 0—31,设定值越高,响应越快,但值太高,容易产生振动。
实时自动增益调整时机器刚性设定。
Pr0.04 惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。
设定值(%)=(负载惯量/转子惯量)*100。
实时自动增益调整时,此参数可自动估算并每30分钟在EEPROM中刷新保存。
Pr0.05 指令脉冲输入选择 1 0:光电耦合器输入(低速接口) 1:长线驱动器专用输入(高速接口)Pr0.07 指令脉冲输入方式选择 3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。
Pr0.09 第一指令脉冲分倍频分子需计算 1~10000 典型值:螺距5mm,编码器分辨率10000,连轴器直拖,脉冲当量0.001mm时,Pr0.09=10000 Pr0.10=螺距5mm /脉冲当量0.001mm=5000 即:Pr0.09/Pr0.10=10000/5000=2/1Pr0.10 指令脉冲分倍频的分母需计算 1~10000二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt;②按 SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Panasonic
松下数字交流伺服
安装调试说明书
(2003.11版本)
目 录 1. 松下连接示意图
2. 通电前的检查
3. 通电时的检查
4. 松下伺服驱动器的参数设定
5. 松下伺服驱动器的参数和性能优化调整
1. 松下连接示意图
重要提示: 由于电机和编码器是同轴连接,因此,在电机轴端安装带轮或连轴器时,请勿敲击。
否则,会损坏编码器。
(此种 情况,不在松下的保修范围!)
2. 通电前的检查
1) 确认松下伺服驱动器和电机插头的连接,相序是否正确: A.中惯量电机,不带刹车制动器的连接:
伺服驱动器 电机插头
U A
V B
W C
接地 D
注: 电机相序错误,通电时会发生电机抖动现象。
B.中惯量电机MDMA 0.75KW-2.5KW,带刹车制动器电机的连接: 伺服驱动器 电机插头
U F
V I
W B
接地 D
刹车电源 G
刹车电源 H
C. 中惯量电机MDMA 3KW-5KW,带刹车制动器电机的连接:
伺服驱动器 电机插头
U D
V E
W F
接地 G
刹车电源 A
刹车电源 B
2)确认松下伺服驱动器CN SIG和松下伺服电机编码器联接正确, 接插件螺丝拧紧。
3)确认松下伺服驱动器CN I/F和数控系统的插头联接正确,
接插件螺丝拧紧。
3.通电时的检查
1) 确认三相主电路输入电压在200V-220V范围内。
建议用户选用380V/200V的三相伺服变压器。
2)确认单相辅助电路输入电压在200V-220V范围内。
4.松下伺服驱动器的参数设定
1)松下伺服驱动器修改参数的操作方法
A. 接通驱动器电源;
B. 按操作面板上的“SET”键;
C. 按住“MODE”键,选择参数页面 PR _ 00 ;
D. 用上○∧,下○∨按钮,选择你需要修改参数的参数号码 PR _ 42 (例修改42号参数);
E. 按“SET”键,显示原来的参数值 00;
F. 用左○<,上○∧,下○∨按钮,改变参数值;
G. 修改完毕, 按“SET”键确定。
重复以上D~G过程,修改其它参数。
修改参数操作完毕,切
记选择驱动器EEPROM写入模式,保存参数。
H. 按住“MODE”键,选择EEPROM写入模式页面 EE _SEt ;
I. 按“SET”键, 显示 EEP -;
J. 按住上“○∧”按钮(约3秒钟)。
先显示 ------ ;后再显示 StArt
开始写入保存参数。
保存完毕,显示(有如下三种可能):
F I N I S H. r E S E t. E r r o r. 表示参数写入有效 表示参数写入后, 表示参数写入无效,
需关电源,再开电 重新修改参数操作
源才能有效。
(詳细参见松下伺服驱动说明书)
提示:如果写入之前关掉电源,数据将丢失。
需重复进行以
上步骤。
2) 松下伺服驱动器参数表
松下伺服驱动器和凯恩帝数控系统相配时,只需设定以下参数(见参数表);其余参数,一般情况下,不用修改。
参数表
参数
号
参 数 数 值 功 能
02 控制方式
选择
0 设定使用的控制方式为:位置控制方式。
21
负载变化
时,是否自
动增益
0
根据负载变化时,设置是否要求伺服对负载惯
量变化进行调整和调整的反应速度:
21号设置值 是否自动调
整
在运行时,对
负载变化的
反应
0 禁 止 不变化
1 允 许 几乎无变化
2 允 许 变化小
3 允 许 变化快
一般为了安全,将此参数设为0。
22
设置机床
机械刚性
需调试
先不设,在性能优化时调整
机械联接方式 机械刚性设置值
滚珠丝杆+电机直连 4~8
滚珠丝杆+同步带 3~6
同步带 2~5
齿轮或齿条+小齿轮 1~3
其他:低刚性联接 1~3
42 指令脉冲
输入方式
选择 1 可以设定从控制器送给驱动器的指令脉冲的类型。
47 第二指令
脉冲分倍
频分子
10000 一般不使用。
4A 指令脉冲
分倍频分
子分倍率
0
46 第一指令
脉冲分倍
频分子
需计算 (数值范围: 1~10000)
4B 指令脉冲
分倍频的
分母 需根据不同
螺距的丝杆
与带轮比计
算
(数值范围:
1~10000))
根据不同螺距的丝杆与带轮比计算确定,计算
方法如下:
参数46号 10000
———— = —————————————
参数4B号 丝杠螺距×带轮比×1000
(以上,分子、分母数值均不超过10000时, 可不约分;超过10000时,分子、分母可约分)
注:1. KND系统内的电子齿轮比需设置为:
CMR/CMD=1:1 。
2. 如果是数控车床,X轴用直径编程,
则以上计算公式中,分母还应乘以2,
即: 丝杠螺距×带轮比×1000×2
63 位置偏差
过大设置 1875 可以用偏差计数脉冲数来设定位置偏差过大的检出水平(位置偏差过大保护)。
65 欠压报警 0 主电源关断时是否欠压报警
67 主电源关
断时,相关
顺序 4 主电源关断时,电机停止方法,和位置计数器 是否清除。
5.松下伺服驱动器的参数和性能优化调整
根据上表设置好松下伺服驱动器参数后, 开始优化调整伺服性能(采用“常规自动增益调节”方法),步骤如下: (1) 开关一次驱动器电源,参数有效。
驱动器显示 r 0
(2) 按“SET”按钮一次,按“MODE” 按钮三次,进入“常规自动
增益调节”,显示如下:
22
用上○∧,下○∨按钮,修改22参数的机械刚性设置值。
一般先设每格中的中间偏大的值(数值越大,机械刚性越硬,一般尽可能数值设大,但太大容易振荡)。
(3) 按“SET”按钮,进入“监视器/执行模式”: A t u -
(4) 按住上按钮○∧,直到显示器出现“START” S t A r t
(显示器先显示 - - - - - , 约三秒钟后出现 S t A r t )
机械联接方式 机械刚性设置值 滚珠丝杆+电机直连 4~8 滚珠丝杆+同步带 3~6 同步带 2~5 齿轮或齿条+小齿轮 1~3 其他:低刚性联接 1~3
此时,电机开始自动运转。
(在大约15秒的时间内,电机重复5个周期,包括逆时针旋转二次,顺时针旋转二次)。
驱动器自动检测机械,设定惯量、增益等参数。
注意:开始这“常规自动增益调节”前,将机床工作台放在中间位置!
(5) 电机停止后,驱动器自动把惯量、增益等参数写入到EEPROM
提示:如果写入之前关掉电源,数据将丢失。
需重复进行以
上步骤。
(6) 用数控系统手动方式来回运行该运动轴,如果伺服性能较稳,可重复以上步骤,逐步增大机械刚性设置值(重复(2)~(5)过程),一直到电机没有异常的响声或振荡为止的最大限度的数
值。
说明: “常规自动增益调节”方法自动优化调整是较为简单方便的调整方法,如果此方法无法使机床调整得非常好,请采用“手
动调整”方法,详细请参阅:松下使用说明书。
。