齿轮齿厚和公法线的测量
塑胶模具齿轮测量具体操作规程
塑胶模具齿轮测量具体操作规程齿轮齿单个齿距偏差与齿距累积总偏差的测量 一、实验目的熟悉测量齿轮单个齿距偏差与齿距累积总偏差的方法。
加深理解单个齿距偏差与齿距累积总偏差的定义。
二、实验内容1. 用周节仪或万能测齿仪测量圆柱齿轮齿距相对偏差。
2. 用列表计算法或作图法求解齿距累积总偏差。
三、测量原理及计量器具说明单个齿距偏差pt f 是指在分度圆上,实际齿距与公称齿距之差(用相对法测量时,公称齿距是指所有实际齿距的平均值)。
齿距累积总偏差F p 是指在分度圆上,任意两个同侧齿面间的实际弧长与公称弧长之差的最大绝对值,即最大齿距累积偏差(max p F )与最小齿距累积偏差(min p F )之代数差。
在实际测量中,通常采用某一齿距作为基准齿距,测量其余的齿距对基准齿距的偏差。
然后,通过数据处理来求解单个齿距偏差pt f 和齿距累积总偏差P F ,测量应在齿高中部同一圆周上进行,这就要求保证测量基准的精度。
而齿轮的测量基准可选用齿轮的内孔、齿顶圆和齿根圆。
为了使测量基准与装配基准一致,以内孔定位最好。
用齿顶圆定位时,必须控制齿顶圆对内孔的轴线的径向跳动。
在生产中,根据所用量具的结构来确定测量基准。
用相对法测量齿距相对偏差的仪器有周节仪和万能测齿仪。
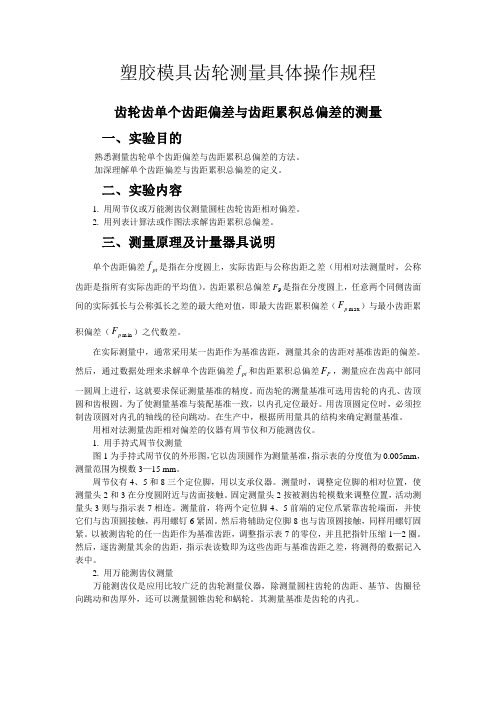
1. 用手持式周节仪测量图1为手持式周节仪的外形图,它以齿顶圆作为测量基准,指示表的分度值为0.005mm ,测量范围为模数3—15 mm 。
周节仪有4、5和8三个定位脚,用以支承仪器。
测量时,调整定位脚的相对位置,使测量头2和3在分度圆附近与齿面接触。
固定测量头2按被测齿轮模数来调整位置,活动测量头3则与指示表7相连。
测量前,将两个定位脚4、5前端的定位爪紧靠齿轮端面,并使它们与齿顶圆接触,再用螺钉6紧固。
然后将辅助定位脚8也与齿顶圆接触,同样用螺钉固紧。
以被测齿轮的任一齿距作为基准齿距,调整指示表7的零位,并且把指针压缩1—2圈。
然后,逐齿测量其余的齿距,指示表读数即为这些齿距与基准齿距之差,将测得的数据记入表中。
实验 齿轮公法线长度偏差测量_学生用
取测量次数 n=5
序号(均匀测量)
1 2 3 45
测量记录
公法线局部实际长度(mm)
4.适用性结论
1)求实测数据的最大值 Wmax 和最小值 Wmin,算出公法线长度变动量 ∆Fbn=Wmax–Wmin。 根据合格条件 ∆Fbn≤Fbn,进行判断
2)求实测数据平均值,得公法线平均长度W 。算出公法线长度偏差 ∆Ebn=W -W 公
30 4
7526
42 5
8728
19 3
6464
31 4
7666
43 5
8868
20 3
6604
32 4
7806
44
5
13.9008
21 3
6744
33 4
7946
45
6
16.8670
22 3
6884
34 4
8086
46 6
8881
23 3
7024
35 4
10.8226
47 6
8950
24 3
7165
当α f =200,变位系数 ξ=0 时,则W = m[1.476(2n −1) + 0.014Z ], n = 0.111Z + 0.5
W 和 n 值也可以从表 1 查出。
2. 按公法线长度的公称尺寸组合量块。 3. 用组合好的量块组调节固定卡脚 3 与活动卡脚 6 之间的距离,使指示表 8 的指针压 缩一圈后再对零。然后压紧按钮 10,使活动卡脚退开,取下量块组。 4. 在公法线卡规的两个卡脚中卡入齿轮,沿齿圈的不同方位测量 4—5 个以上的值(最 好测量全齿圈值)。测量时应轻轻摆动卡规,按指针移动的转折点(最小值)进行读数。读 数的值就是公法线长度偏差。 5. 将所有的读数值平均,它们的平均值即为公法线长度偏差 ∆Ebn。 按齿轮图样标注的技术要求,确定公法线长度上偏差 Ebns、和下偏差 Ebni,并判断被测 齿轮的适用性。
齿轮参数的测绘确定
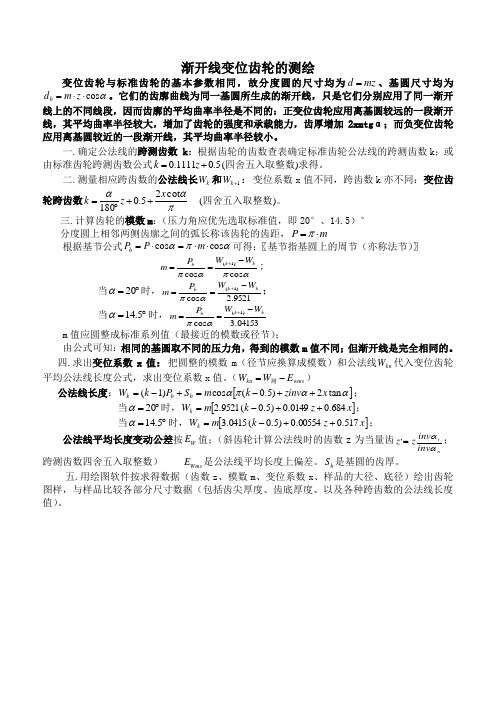
渐开线变位齿轮的测绘变位齿轮与标准齿轮的基本参数相同,故分度圆的尺寸均为mz d =、基圆尺寸均为αcos ⋅⋅=z m d b 。
它们的齿廓曲线为同一基圆所生成的渐开线,只是它们分别应用了同一渐开线上的不同线段,因而齿廓的平均曲率半径是不同的:正变位齿轮应用离基圆较远的一段渐开线,其平均曲率半径较大,增加了齿轮的强度和承载能力,齿厚增加2xmtg α;而负变位齿轮应用离基圆较近的一段渐开线,其平均曲率半径较小。
一.确定公法线的跨测齿数 k :根据齿轮的齿数查表确定标准齿轮公法线的跨测齿数k ;或由标准齿轮跨测齿数公式5.01111.0+=z k (四舍五入取整数)求得。
二.测量相应跨齿数的公法线长k W 和1+k W :变位系数x 值不同,跨齿数k 亦不同:变位齿轮跨齿数πααcot 25.0180x z k ++︒= (四舍五入取整数)。
三.计算齿轮的模数m :(压力角应优先选取标准值,即20°、14.5)°分度圆上相邻两侧齿廓之间的弧长称该齿轮的齿距,m P ⋅=π根据基节公式απαcos cos ⋅⋅=⋅=m P P b 可得:〖基节指基圆上的周节(亦称法节)〗απαπcos cos )1(k k b W W P m -==+; 当︒=20α时,9521.2cos )1(k k b W W P m -==+απ; 当︒=5.14α时,04153.3cos )1(k k b W W P m -==+απ m 值应圆整成标准系列值(最接近的模数或径节);由公式可知:相同的基圆取不同的压力角,得到的模数m 值不同;但渐开线是完全相同的。
四.求出变位系数x 值:把圆整的模数m (径节应换算成模数)和公法线kn W 代入变位齿轮平均公法线长度公式,求出变位系数x 值。
(wms kn E W W -=测)公法线长度:[]ααπαtan 2)5.0(cos )1(x zinv k m S P k W b b k ++-=+-=;当︒=20α时,[]x z k m W k 684.00149.0)5.0(9521.2++-=;当︒=5.14α时,[]x z k m W k 517.000554.0)5.0(0415.3++-=;公法线平均长度变动公差按W E 值;(斜齿轮计算公法线时的齿数z 为当量齿n t inv inv z z αα=';跨测齿数四舍五入取整数) Wms E 是公法线平均长度上偏差。
齿轮测量方法
齿轮测量⽅法齿轮测量齿轮齿单个齿距偏差与齿距累积总偏差得测量⼀、⽬得熟悉测量齿轮单个齿距偏差与齿距累积总偏差得⽅法。
加深理解单个齿距偏差与齿距累积总偏差得定义。
⼆、内容1、⽤周节仪或万能测齿仪测量圆柱齿轮齿距相对偏差。
2、⽤列表计算法或作图法求解齿距累积总偏差。
三、测量原理及计量器具说明单个齿距偏差pt f 就是指在分度圆上,实际齿距与公称齿距之差(⽤相对法测量时,公称齿距就是指所有实际齿距得平均值)。
齿距累积总偏差F p 就是指在分度圆上,任意两个同侧齿⾯间得实际弧长与公称弧长之差得最⼤绝对值,即最⼤齿距累积偏差(m ax p F )与最⼩齿距累积偏差(m in p F )之代数差。
在实际测量中,通常采⽤某⼀齿距作为基准齿距,测量其余得齿距对基准齿距得偏差。
然后,通过数据处理来求解单个齿距偏差pt f 与齿距累积总偏差P F ,测量应在齿⾼中部同⼀圆周上进⾏,这就要求保证测量基准得精度。
⽽齿轮得测量基准可选⽤齿轮得内孔、齿顶圆与齿根圆。
为了使测量基准与装配基准⼀致,以内孔定位最好。
⽤齿顶圆定位时,必须控制齿顶圆对内孔得轴线得径向跳动。
在⽣产中,根据所⽤量具得结构来确定测量基准。
⽤相对法测量齿距相对偏差得仪器有周节仪与万能测齿仪。
1、⽤⼿持式周节仪测量图1为⼿持式周节仪得外形图,它以齿顶圆作为测量基准,指⽰表得分度值为0、005mm ,测量范围为模数3—15 mm 。
周节仪有4、5与8三个定位脚,⽤以⽀承仪器。
测量时,调整定位脚得相对位置,使测量头2与3在分度圆附近与齿⾯接触。
固定测量头2按被测齿轮模数来调整位置,活动测量头3则与指⽰表7相连。
测量前,将两个定位脚4、5前端得定位⽖紧靠齿轮端⾯,并使它们与齿顶圆接触,再⽤螺钉6紧固。
然后将辅助定位脚8也与齿顶圆接触,同样⽤螺钉固紧。
以被测齿轮得任⼀齿距作为基准齿距,调整指⽰表7得零位,并且把指针压缩1—2圈。
然后,逐齿测量其余得齿距,指⽰表读数即为这些齿距与基准齿距之差,将测得得数据记⼊表中。
公法线长度与齿厚关系

公法线长度与齿厚关系(原创实用版)目录1.公法线长度与齿厚的概念2.公法线长度与齿厚的关系3.齿厚的测量方法4.公法线长度变动偏差与公法线平均长度偏差的关系5.测量公法线长度在齿轮制造中的应用6.结论正文一、公法线长度与齿厚的概念公法线长度是指齿轮上任意一点到齿顶圆的连线,在齿轮制造中,它是一个重要的参数。
齿厚是齿轮齿廓的厚度,也是齿轮制造中的一个关键参数。
在齿轮的设计和制造过程中,公法线长度和齿厚有着密切的关系。
二、公法线长度与齿厚的关系齿厚上下偏差与公法线上下偏差有对应关系。
公法线平均长度及偏差,就是控制齿厚的。
换句话说,公法线长度的变动可以直接影响到齿厚的精度。
因此,在齿轮的制造过程中,通过控制公法线的长度,可以有效地控制齿厚的精度。
三、齿厚的测量方法齿厚的测量方法有很多,其中常用的、比较准确的测量方法是使用齿厚计。
这种测量方法的精度较高,可以满足大部分齿轮制造过程中的精度要求。
另外,固定弦齿厚也是测量、控制齿厚的一种方法,它需要借助齿顶圆,精度稍差,适于模数很大的齿轮。
四、公法线长度变动偏差与公法线平均长度偏差的关系公法线长度变动偏差可以度量齿距误差,而公法线平均长度偏差可以度量齿厚(及偏差)。
因此,公法线长度变动偏差与公法线平均长度偏差之间存在着直接的关系。
五、测量公法线长度在齿轮制造中的应用测量公法线长度是渐开线圆柱齿轮控制齿厚的常用方法,对变位齿轮同样适用。
在齿轮的制造过程中,通过测量公法线长度,可以有效地控制齿轮的齿厚,从而保证齿轮的精度。
六、结论公法线长度与齿厚在齿轮制造过程中有着密切的关系。
通过控制公法线长度,可以有效地控制齿厚的精度,从而保证齿轮的质量。
齿轮齿厚和公法线的测量

mm F E E r ss wm s 0769.034202.002.072.0072.0sin 72.0-≈⨯⨯--=-=αmm F E E r si wm i 2831.034202.002.072.0288.0sin 72.0-≈⨯⨯+-=-=αmm F r 02.0=,m=5mm补充跨棒距M 值的测量跨棒距又称量柱距,是类似针法有M 值来测量螺纹单一中径一样,采有两个量柱测量M 值,来间接控制齿轮的齿厚。
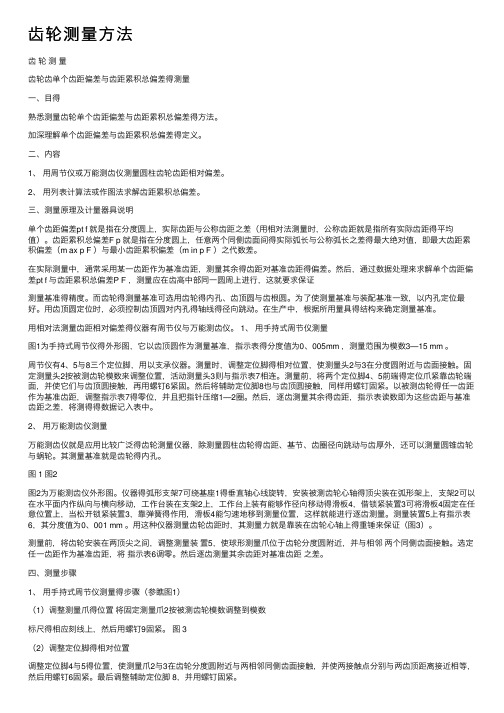
如下图所示,将相同的两个精密量柱,分别放置在被测齿轮直径位置上的两齿槽内,对奇数齿轮齿则在相差z /90中心角的齿槽内。
量柱在分度圆附近与两侧齿接触,用千分尺(或测长仪等)测量该两量柱最外侧母线间的距离即M 值。
此法特别适用于小模数齿轮及内啮合圆柱齿轮的测量。
图1 图21.M 值的计算由图1和图2可知,无论外啮合齿轮还是内啮合齿轮,其M 值均由两量柱中心距及两量柱半径或直径m d 来确定,两者的区别仅在于:外啮合齿轮的M 值为两柱中心距加量柱直径,内啮合齿轮的M 值为两柱中心距减量柱直径。
而两量柱中心距的计算方法是相同的。
(1)直齿圆柱齿轮M 值的计算: 偶数齿:m yd mZ M ±=ααcos cos 奇数齿:m y d ZmZ M ±=2cos cos cos παα Z xtg Z mZ d inv inv m y απααα22cos +±= 式中:y α 量柱与齿廓接触点处的压力角。
(2)斜齿圆柱齿轮M 值的计算:(略)(3)M 值的极限偏差与公差量柱距M 的合格评定按M E ∆的平均值来判定。
并可用公法线平均长度上偏差及公差W T 换算: 偶数齿:⎪⎪⎭⎪⎪⎬⎫==b y W M y WS MS T T E E βαβαcos sin cos sin奇数齿:⎪⎪⎭⎪⎪⎬⎫==Z T T Z E E b y W M y WS MS 2cos cos sin 2cos cos sin πβαπβα表1 实验数据与处理结果表2 实验数据与处理结果。
齿轮公法线长度测量

齿轮公法线长度测量一、实验目的1.掌握测量齿轮公法线长度的方法;2.加深对公法线长度变动与公法线平均长度偏差的理解。
二、实验内容用公法线千分尺测量公法线平均长度偏差和公法线长度变动。
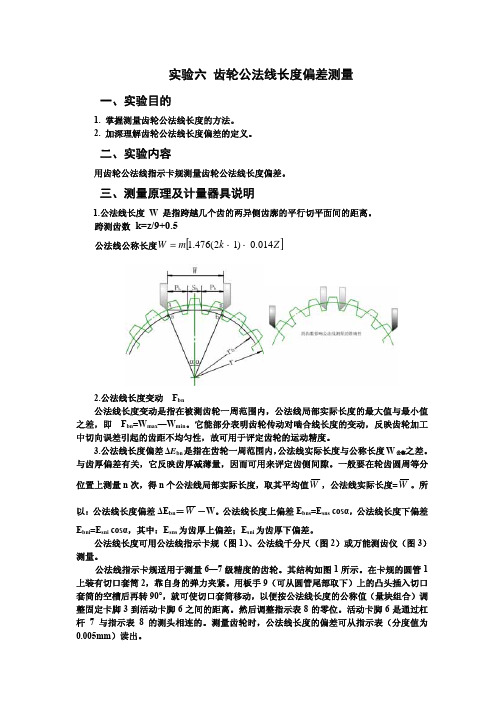
三、测量方法及仪器说明齿轮的公法线,即基圈上的切线,公法线长度W是指跨N个齿的异侧齿形的平行切线间的距离,可用公法线千分尺(图4-4),公法指示卡规,万能测齿仪的测量。
公法线长度变动△Fw指同一齿轮上测得的实际公法线长度的最大值Wmax与最小值Wmin之差,如图4-3所示,即△Fw=Wmax-Wmin,因为△Fw能部分表明齿轮转动时啮合线长度的变动,故可用△Fw评定运动精度公法线平均长度偏差△Ew是指在齿轮一周内,公法线长度的平均值与公称值之差,△Ew与齿厚偏差有关,因此可用来评定齿侧间隙。
测量时,对标准直齿圆柱齿轮,其跨齿数n及公法线长度W应满足下式要求:W=m·[1.476(2n-1)+0.014Z]式中;m——齿轮模数(mm)Z——齿轮齿数n——跨齿数(n≈0.111Z+0.5)W和n 也可在表4-1中查取。
公法线长度测量方法简单,又能保证一定的测量精度,但不适用小模数齿轮,内齿轮,窄斜齿轮以及精密齿轮的测量。
表4-1注:对于其它模数的齿轮,则将表中的数值乘以模数。
四、测量步骤1.按被测齿轮齿数,查表4-1,求出公法线公称长度W及跨齿数n。
2.开始测量:在圆周三等分处分别测去其公法线长度,记入报告中,取平均值,即为公法线测量结果。
将平均值减去公称值W,即为公法线平均长度偏差△Ew。
3.沿齿圈一周逐个测量公法线长度(最好测量全齿圈,也可隔一齿测量一值)记入报告中,所有读数中最大值与最小值之差,及为公法线长度变动量△Fw。
4查阅公差表,处理数据结果,判断被测齿轮的适用性。
五、思考题1.为何规定公法线长度的极限偏差均为负值?2.测量△Fw和△Ew的目的是什么?。
齿轮公法线长度偏差的测量
WK WK+1 1 2 3 4
WK+1-WK= 5
Pb = 6
测量 结果
公法线长度变动量Δ Fw=
公法线平均长度偏差Δ Ewm= W -W = (mm)
四、注意事项:
1.按公称公法线长度W,选择测量范围合适的公法线千分尺,
ቤተ መጻሕፍቲ ባይዱ并应注意校准其示值零位。 2.测量公法线长度时应注意千分尺两个碟形量砧的位置(或 指示 规两个量的位量)。见图:(a)图所示两个量砧与 齿 面在分度圆附近相切,位置正确;(b)图所示两个量砧与齿
面分别在齿顶和齿根处相切,不好;(c)图所示两个量砧与
表读取示值,并记入表中。 (4)所有测量值中的最大值Wmax与最小值Wmin之差为公法线
长度变动量Fw;
(5)所有读数的平均值与公法线公称长度之差为公法线平均 长度偏差EW m。 F W 和EW m应分别在公法线长度变动公差F W 和公法线平均 长度上偏差EWms 与下偏差E Wmi 范围内零件才为合格。
测量公法线平均长度偏差时, 需先计算被测齿轮公法线长度
的公称值W, 沿齿圈一周每次跨过一定齿数进行测量,所 得读数的平均值与公称值之差即为WmE∆ 值。
根据被测齿轮的模数、齿数和标准压力角等参数计算跨 齿数和 公称公法线长度W,计算公式:
+2
m、z、α——齿轮的模数、齿数、标准压力角; invα——渐开线函数,inv20度为0.014904;
内,所有实际公法线长度的平均值W平均与公法线长度公称值 W之差,即: △Ewm =W平均- W 它反映齿厚减薄量。 其测量目的是为了保证齿侧间隙。
公法线千分尺测量公法线原理图
公法线千分尺量仪说明和测量原理
3. 齿轮公法线长度通常使用公法线干分尺或公法线指
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
mm F E E r ss wm s 0769.034202.002.072.0072.0sin 72.0-≈⨯⨯--=-=α
mm F E E r si wm i 2831.034202.002.072.0288.0sin 72.0-≈⨯⨯+-=-=α
mm F r 02.0=,m=5mm
补充
跨棒距M 值的测量
跨棒距又称量柱距,是类似针法有M 值来测量螺纹单一中径一样,采有两个量柱测量M 值,来间接控制齿轮的齿厚。
如下图所示,将相同的两个精密量柱,分别放置在被测齿轮直径位置上的两齿槽内,对奇数齿轮齿则在相差z /90
中心角的齿槽内。
量柱在分度圆附近与两侧齿接触,用千分尺(或测长仪等)测量该两量柱最外侧母线间的距离即M 值。
此法特别适用于小模数齿轮及内啮合圆柱齿轮的测量。
图1 图2
1.M 值的计算
由图1和图2可知,无论外啮合齿轮还是内啮合齿轮,其M 值均由两量柱中心距及两量柱半径或直径m d 来确定,两者的区别仅在于:外啮合齿轮的M 值为两柱中心距加量柱直径,内啮合齿轮的M 值为两柱中心距减量柱直径。
而两量柱中心距的计算方法是相同的。
(1)直齿圆柱齿轮M 值的计算: 偶数齿:m y
d mZ M ±=ααcos cos 奇数齿:m y d Z
mZ M ±=2cos cos cos παα Z xtg Z mZ d inv inv m y απααα22cos +±
= 式中:y α 量柱与齿廓接触点处的压力角。
(2)斜齿圆柱齿轮M 值的计算:(略)
(3)M 值的极限偏差与公差
量柱距M 的合格评定按M E ∆的平均值来判定。
并可用公法线平均长度上偏差及公差W T 换算: 偶数齿:⎪⎪⎭⎪⎪⎬⎫
==
b y W M y WS MS T T E E βαβαcos sin cos sin
奇数齿:⎪⎪⎭⎪⎪⎬⎫==
Z T T Z E E b y W M y WS MS 2cos cos sin 2cos cos sin πβαπβα
表1 实验数据与处理结果
表2 实验数据与处理结果。