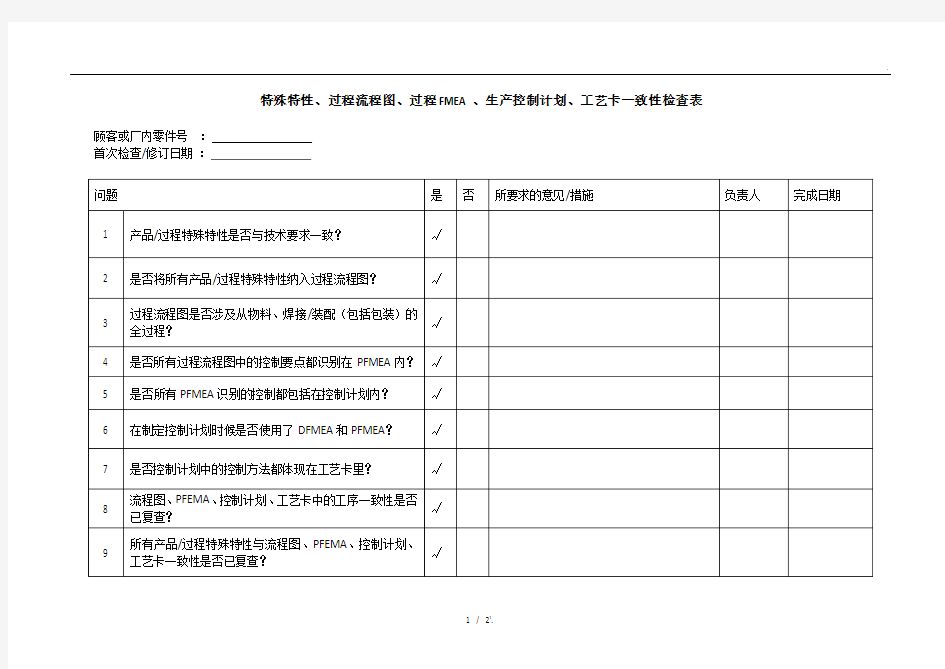
特殊特性、过程流程图、过程FMEA、生产控制计划、工艺卡一致性检查表

特殊特性、过程流程图、过程FMEA、生产控制计划、工艺卡一致性检查表
顾客或厂内零件号:
首次检查/修订日期:
1 / 2'.
检查人/日期:2 / 2'.
钢铁生产工艺流程图
钢铁生产工艺流程 炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。资源来源:台湾中钢公司网站。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。资源来源:台湾中钢公司网站。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。资源来源:台湾中钢公司网站。
产品生产流程图及工艺控制说明
产品生产流程图
3.4回流炉的温度设定依照后页的温度曲线要求。 3.5目检作业依照《PCBA目检作业指导书》进行作业。 3.6焊接 3.6.1焊接操作的基本步骤: (1)、准备施焊;左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。 (2)、加热焊件;烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约1~2秒钟。对于在印制板上焊接件
来说,要注意使烙铁同时接触焊盘的元器件的引线。 (3)、送入焊丝;焊接的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。 (4)、移开焊丝;当焊锡丝熔化一定量后,立即向左上450 方向移开焊锡丝。 (5)、移开烙铁;焊锡浸润焊盘的焊部位以后,向右上450方向移开烙铁,结束焊接。从第三步开始到第五步结束, 时间大约1~3秒钟。 3.6.2常见的不良焊点及其形成原因
3.6.3正确的防静电操作 1操作ES D元件时必须始终配戴不良好的接地的手带,手带须与人的皮肤相触。 2必须用保护罩运送和储存静电敏感元件。 3清点元器件时尽可能不将其从保护套中取出来。 4只有在无静电工作台才可以将元件从保护套中取出来。 5在无防静电设备时,不准将静电敏感元件用手传递。 6避免衣服和其它纺织品与元件接触。 7最好是穿棉布衣服和混棉料的短袖衣。 8将元件装入或拿出保护套时,保护套要与抗静电面接触。 9保护工作台或无保护的器件远离所有绝缘材料。 10当工作完成后将元件放回保护套中。 11必须要用的文件图纸要放入防静电套中,纸会产生静电。 12不可让没带手带者触摸元件,对参观者要留意这点。 13不可在有静电敏感的地方更换衣服。 14取元件时只可拿元件的主体。 15不可将元件在任何表面滑动。 16每日测试手带 3.7组装 组装流程 3.8功能检测 将阅读器通过RS-232或USB连接PC,在PC上向阅读器发送操作指令,把阅读距离测试模拟卡放在阅读器上 方3mm~10mm之间,阅读器对操作指令进行应答,并把结果返回PC。 3.9产品包装 3.9.1码放规格:
钢丝生产工艺流程图
钢丝 百科名片 钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉制成的再加工产品。 目录 钢丝 钢丝的生产 烘干处理 热处理 镀层处理 钢丝的分类 编辑本段 钢丝 From 中国食品百科全书 Jump to: navigation, search [中文]: 钢丝
[英文]: steel wire [说明]: 钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉 钢丝 制成的再加工产品。按断面形状分类,主要有圆、方、矩、三角、椭圆、扁、梯形、Z字形等;按尺寸分类,有特细<0.1毫米、较细0.1~0.5毫米、细0.5~1.5毫米、中等1.5~3.0毫米、粗3.0~6.0毫米、较粗6.0~8.0毫米,特粗>8.0毫米;按强度分类,有低强度<390兆帕、较低强度390~785兆帕、普通强度785~1225兆帕、较高强度1225~1960兆帕、高强度1960~3135兆帕、特高强度>3135兆帕;按用途分类有:普通质量钢丝包括焊条、制钉、制网、包装和印刷业用钢丝,冷顶锻用钢丝供冷镦铆钉、螺钉等,电工用钢包括生产架空通讯线、钢芯铝绞线等用专用钢丝,纺织工业用钢丝包括粗梳子、综013、针布和针用钢丝,制绳钢丝专供生产钢丝绳和辐条,弹簧钢丝包括弹簧和弹簧垫圈用、琴用及轮胎、帘布和运输胶带用钢丝,结构钢丝指钟表工业、滚珠、自动机易切削用钢丝,不锈钢丝包括上述各用途的不锈钢丝及外科植入物钢丝,电阻合金丝供加热器元件、电阻元件用,工具钢丝包括钢筋钢丝和制鞋钢丝。 编辑本段 钢丝的生产 钢丝生产的主要工序包括原料选择、清除氧化铁皮、烘干、涂层处理、热处理、拉丝、镀层处理等。 原料选择见钢丝原料。 清除氧化铁皮指去除盘条或中间线坯表面的氧化铁皮,目的是防止拉拔时氧化铁皮损伤模具和钢丝表面,为后继的涂或镀层处理准备良好的表面条件以及减小拉拔时的摩擦降低拉拔力。清除氧化铁皮的方法有化学法和机械法两大类,见盘条化学除鳞和盘条机械除鳞。 编辑本段
铁构件(铁附件)资质能力核实生产制造工艺规程
铁附件/铁构件 资质能力核实生产制造工艺规程 2020年6月
目录 下料工艺规程 (3) 制孔工艺规程 (6) 折弯工序作业规程 (9) 焊接工艺规程 (11) 检验工艺规程 (16)
下料工艺规程 本标准规定了下料应遵守的基本原则,适用于我厂结构件加工材料和切削加工所用材料的下料。 1. 下料前的准备: 1. 1 接到下料定单后,首先要检查所需的产品图样,工艺规程和有关技术资料是否齐全。 1. 2要看懂、看清工艺规程、产品图样及其技术要求。 1. 3看清下料工艺过程卡片的材质、规格、尺寸及数量等,发现问题应找有关技术人员及时解决。 1. 4核对材质、规格与下料工艺过程卡片上的要求是否相符,材料代用必须严格履行代用手续。 1. 5 查看材料外观质量(疤痕、夹层、变形、锈蚀等)是否符合有关质量规定。 1. 6号料 1. 6. 1相同材质、相同规格、相同下料方法的工件为了充分利用材料,应考虑集中排料号料。 1. 6. 2 端面不规则的型钢、钢板、管材等材料号料时,必须将不规则的部位让出。 1. 6. 3号料时,应将样板贴实在材料上,划线时不得移动。 1. 6. 4号线时应清晰,必要时作上标记。 1. 6. 5根据下料方法,号料时留出切口余量。 1. 6. 6 在所号的材料上分别注明零件的图号, 1. 6. 7号料完毕,样板应妥善保管,以备再用。 2. 下料: 2. 1剪切下料: 2. 1. 1 检查号线是否清晰、正确,发现问题应及时找有关人员解决 2. 1. 2 剪切下料时,剪床的剪刀必须锋利,并根据剪切厚度调整好剪刀间隙,其值参见附录A. 2. 1. 3 根据下料尺寸要求,调准定尺挡板,并保证工作可靠,剪切时材料一定靠实挡板。
生产工艺流程图和铸造工艺流程
生产工艺流程图 铸造生产的工艺流程 铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序: 1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图; 2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯; 4)熔化与浇注; 成形原理 铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。 图1 铸造成形过程 铸件一般作为毛坯经切削加工成为零件。但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。 型砂的性能及组成 1、型砂的性能 型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。 2、型砂的组成
型砂由原砂、粘接剂和附加物组成。铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、纸浆等。型砂结构,如图2所示。 图2 型砂结构示意图 工艺特点 铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。与其它加工方法相比,铸造工艺具有以下特点: 1)铸件可以不受金属材料、尺寸大小和重量的限制。铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。 2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。 3)铸件的形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。 4)铸件一般使用的原材料来源广、铸件成本低。 5)铸造工艺灵活,生产率高,既可以手工生产,也可以机械化生产。 铸件的手工造型 手工造型的主要方法 砂型铸造分为手工造型(制芯)和机器造型(制芯)。手工造型是指造型和制芯的主要工作均由手工完成;机器造型是指主要的造型工作,包括填砂、紧实、起模、合箱等由造型机完成。泊头铸造工量具友介绍手工造型的主要方法: 手工造型因其操作灵活、适应性强,工艺装备简单,无需造型设备等特点,被广泛应用于单件小批量生产。但手工造型生产率低,劳动强度较大。手工造型的方法很多,常用的有以下几种: 1.整模造型 对于形状简单,端部为平面且又是最大截面的铸件应采用整模造型。整模造型操作简便,造型时整个模样全部置于一个砂箱内,不会出现错箱缺陷。整模造型适用于形状简单、最大截面在端部的铸件,如齿轮坯、轴承座、罩、壳等(图2)。 图整模造型 2.分模造型 当铸件的最大截面不在铸件的端部时,为了便于造型和起模,模样要分成两半或几部分,这种造型称为分模造型。当铸件的最大截面在铸件的中间时,应采用两箱分模造型(图3),模样从最大截面处分为两半部分(用销钉定位)。造型时模样分别置于上、下砂箱中,分模面(模样与模样间的接合面)与分型面(砂型与砂型间的接合面)位置相重合。两箱分模造型广泛用于形状比较复杂的铸件生产,如水管、轴套、阀体等有孔铸件。
完整生产工艺流程图
1 膏霜乳液类化妆品工艺流程图 投料 投料 加热 投料 投料 合格 合格 说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。 配料 油脂类 水溶成分 油相* 水相* 去离子水 乳化* 辅 料 包装废弃物 加热废汽 加热废汽 冷却 出料 电能 搅拌/均质 冷却水 废水 贮存 清洗 废液 半成品检验 成品包装 成品检验 入库
2 染发类化妆品工艺流程图 投料 投料 加热 投料 投料 合格 合格 说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。 配料 油脂类 染料中间体 油相* 水相* 去离子水 乳化* 辅 料 包装废弃物 加热废汽 加热废汽 冷却 出料 电能 搅拌/均质 冷却水 废水 贮存 清洗 废液 充氮气 半成品检验 成品包装 成品检验 入库
3 洗发类化妆品工艺流程图 投料 投料 合格 合格 说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。 配料 辅料 主料 去离子水 混合* 废汽 加热灭菌 废弃包装物 加热/搅拌 废汽/电能 冷却 冷却水 废水 出料 清洗 废液 贮存 半成品检验 成品包装 成品检验 入库
4 香水类化妆品工艺流程图 投料 说明:加*处为关键工艺控制点,本图中陈化和过滤工序均为关键工艺控制点。 配料 辅料 乙醇 去离子水 混合 废汽 加热灭菌 废弃包装物 搅拌 电能 陈化* 冷冻 电能 过滤* 废液 出料 贮存 废液 清洗
5 美容类化妆品(唇膏)工艺流程图 投料 投料 说明:加*处为关键工艺控制点,本图中混合及熔浇铸型工序均为关键工艺控制点。 配料 辅料 主料 油脂 混合* 废汽 加热 废弃包装物 搅拌/溶解 废汽/电能 碾磨 清洗 废水 熔浇铸型* 脱模 冷却 插座 烘面 装管 成品贮存
品质控制流程图!
. 可编辑 IPQC 巡检记录 IPQC inspection report 每小时一次 One time per hour 填巡检记录表 Fill in inspection report 原因分析 Cause analysis 填品质异常 Fill in quality deviation 处理单 Disposition form 改善跟踪 Follow up for improving OK NG 正常 Normal 不正常 Abnormal 不合格 Unqualified 合格 Qualified IQC 抽检 IQC spot check 外厂来料 Incoming materials 置物料待检区 Check-waiting area 仓库填验收单 Acceptance report by warehouse 填写IQC 报表 Fill in IQC report 放置不良品区 Defective area 合格标签(绿色) Conformity label (Green) 不合格评审 Nonconformity review 入库待用 Stocking 物料异常追踪 Follow-up review 报告签核 Abnormal materials 拒收 Rejection 放置退料区 Return-waiting area 退回供应商 Return material 厂商调查 Supplier ’s investigation 特采 Use as it 特采标签 Labeled (blue ) 特采入库待用 Stocking 合格品标示 Conformity 贴不合格标示 Nonconformity label 由拉长送 Deliver to QA 待检区 QA check-waiting area 放置不良品区 Defective area 不良率3% Defective rate ≥3% 以上填写品质 Fill in quality deviation 异常处理单 Disposition form 不合格评审 Nonconformity review 特采用 Use as it 修理用 For repair 报废 Not US 让步 concessional 放行 Let through 技术员 Technician 修理 repair 由生产 Disposed 部处理 Production dept 放行标示卡 Label let through 填修理 Fill in repair 日报表 Daily report QA 待检区 QA check-waiting area 不合格 Unqualified 生产线完工品检查 Check of finished products in production line QC 功能测试 QC Function check 填写QC 报表 Fill in QC report 合格 Qualified 外箱上盖PASS 章 PASS labeled outside the box 置出货区 Shipment area 由生产入库待出货 Stocking for shipment 合格 Qualified 不合格 Unqualified 出货检查 Shipment inspection QA 抽检 Spot check QA 日报 Daily report 原因分析 Cause analysis 改善措施 Corrective measure 特放出货 Supplier ’s investigation 重工 Re-work 签字放行 Approval OK NG 品质控制流程图 Quality Control Flow Chart