SPC基础
SPC (统计过程控制)基础知识

SPC(统计过程控制)基础知识 统计过程控制) 统计过程控制
4.X-Rs 控制图。多用于下列场合:对每一个产品都进行检验,采用自动化检查和 测量的场合;取样费时、昂贵的场合;以及如化工等过程、样品均匀,多抽样也无 太大意义的场合。由于它不像前三种控制图那样能取得较多的信息,所以它判断过 程的灵敏度也要差一些。
以 客 贯 彻
户 为
中
心 宗
旨
的
质 量 目 标 的 制 定
有 目 期 况
无 制 定 可 测 量 的 质 量 目 标 ? 质 量 标 有 无 分 解 到 各 职 能 层 ? 有 无 定 测 量 评 估 各 质 量 目 标 的 达 成 情 ?
职 责 和 权 限
各 部 门 , 各 职 能 岗 位 有 无 定 义 相 关 的 职 责 和 权 限 ?
4 .2 .2
质 量 手 册
有 无 编 写 符 合 要 求 的 质 量 手 册 ?
SPC(统计过程控制)基础知识 统计过程控制) 统计过程控制
3.4 分层图 用于将数据分类比较 250
不良率(PPM)
目标线
150 100 50 0 1 2 3 4
工作周
C班 B班 A班
5
6
7
8
9
SPC(统计过程控制)基础知识 统计过程控制) 统计过程控制
3.5 控制图 什么是控制图? 什么是控制图? 控制图是对过程质量加以测定,记录从而进行控制管理的一种用科学方法设计的图。 控制图的理论基础是概率论。依据概率论,我们把“小概率的事件如果发生了,我 们认为有异常存在”。 控制图的种类: 控制图的种类
数据 计量值 分布 正态分布 控制图名称 均值-极差 图 均值-标准差 图 中位数-极差 图 单值-移动极差 图 不合格品率图 不合格品数图 单位缺陷数 缺陷数 简记 X-R chart X-S chart X-R chart X-Rs chart P chart Pn chart U chart C chart
SPC统计方法基础知识

SPC统计方法根底知识1. 什么是SPC统计方法SPC,即统计过程控制〔Statistical Process Control〕,是一种通过统计方法来监控和控制生产过程的方法。
它的目标是保证生产过程中的产品质量稳定和一致性,从而提高产品的可靠性和一致性,并减少生产过程中的变异性。
SPC统计方法通过收集和分析生产过程中的数据,确定过程中的变异性。
通过建立控制图和指标,可以监测过程的变化,并及时采取控制措施。
SPC统计方法主要基于统计原理和数学模型,能够帮助生产企业实现质量改良和过程优化。
2. 控制图的根本原理控制图是SPC统计方法中最常用的工具之一,用于监控过程中的变化。
控制图的根本原理是根据过程中的样本数据,通过计算和分析统计指标,画出上下限控制线,观察样本数据是否在控制限范围内。
如果样本数据超过控制限,可能存在特殊因素导致过程变化,需要进行分析和处理。
常用的控制图包括平均控制图〔X图〕、范围控制图〔R图〕、极差控制图〔s图〕等。
平均控制图用于监控过程的中心位置,范围控制图用于监控过程的变异程度,极差控制图用于监控过程的变异程度。
3. SPC统计方法的应用场景SPC统计方法适用于各种生产过程的质量控制和监控,具体应用场景包括:•常变性过程:SPC可以帮助监控常变性过程的稳定性和变异性,如化工生产、电子制造等。
•不稳定过程:对于不稳定的过程,SPC可以帮助找出并消除特殊因素,提高过程的稳定性和一致性。
•高精度要求:对于需要高精度和高一致性的生产过程,SPC 可以帮助控制和优化过程,提高产品质量。
•具有统计规律性的过程:对于具有规律性的生产过程,SPC 可以帮助发现和解释过程中的规律,从而优化过程。
4. SPC统计方法的优点和挑战SPC统计方法具有以下优点:•实时性:通过实时监控过程中的数据,可以及时发现和处理过程变化,减少产品不合格率和质量问题。
•可靠性:SPC基于统计原理和数学模型,具有较高的可靠性和准确性,可以帮助寻找过程中的问题和改良方向。
SPC培训讲义---基础知识

SPC培训讲义—基础知识简介SPC(Statistical Process Control,统计过程控制)是一种基于统计方法的质量管理工具,旨在通过对过程数据的统计分析,帮助组织识别和解决可能导致质量问题的根本原因,从而提高产品的稳定性和可靠性。
本讲义将介绍SPC的基础知识,包括SPC的原理、常用的SPC 工具和应用案例等内容。
1. SPC的原理SPC的核心原理是基于过程数据的统计分析,通过对数据的收集和分析,识别和排除可能导致质量问题的特殊原因,同时通过控制图的使用,监控和改进过程的稳定性和可靠性。
1.1 正态分布在SPC中,数据的正态分布是一个重要的假设。
正态分布是一种对称的概率分布,其特点是均值和标准差能够完全描述分布的情况。
正态分布的图形呈钟形曲线,均值位于曲线的中央。
在实际应用中,SPC 通常假设数据是近似正态分布的,以方便进行统计分析。
1.2 变异性与稳定性在质量管理中,变异性是指同一过程在不同时间或不同条件下相同测量项的数值差异。
通过SPC的应用,可以发现原本被认为是随机变动的过程,实际上可能存在特殊原因造成的异常波动。
稳定性是指过程在一段时间内的变异性较小,并且符合预期的性能要求。
通过SPC 的控制图,可以监控过程的稳定性,并及时采取措施防止不稳定状态的出现。
2. 常用的SPC工具SPC工具是SPC实施过程中使用的具体方法和技术,下面介绍几种常用的SPC工具。
2.1 控制图控制图是SPC中最常用的一种工具,它用来监控过程在一段时间内的变异情况。
控制图是一种统计图表,将过程数据按时间顺序绘制在图表上,同时画出上下限和中心线。
如果过程数据处于控制限之内,说明过程处于稳定状态;如果过程数据超过控制限,说明过程发生了特殊原因的变异,需要进行分析和改进。
2.2 直方图直方图是一种用柱形表示数据分布的图表,它可以直观地展示数据的中心趋势、波动幅度以及偏态情况。
通过直方图,可以判断数据是否符合正态分布,如果数据呈现钟形分布,则可以认为数据符合正态分布的假设。
SPC理论基础知识
广州今朝科技有限公司SPC基础知识一SPC术语录1.控制图:SPC的核心工具。
一种标绘着根据相继抽取的样本或子组的某一统计量的值、并画有控制限的图,用于评估或检查一个过程是否处于控制状态之下。
画在坐标系中,横轴表示时间或样本号,纵轴表示数值大小,将采集到的数据以点的形式表示在图中。
2.运行图:一种代表过程特性的简单图形,上面描有一些从过程中收集到的统计数据(通常是单值)和一条中心线(通常是测量值的中位数),可用来进行链分析。
3.排列图:一种用于解决问题的简单工具,按照对成本或变差的影响程度对各种潜在的有问题区域或变差源进行排序。
一般情况下,大多数的成本(或变差)是由于少量原因造成的,所以解决问题的精力最好是首先集中在少量关键的原因上,而暂时忽视多数不重要的原因。
4.散点图(相关图):把两个变量标在横轴与纵轴上,按照一一对应测量值点描绘成的图。
5.计量值:当质量特性值可以取给定范围内的任何一个可能的数值时,这样的质量特性值称为计量值。
6.计数值:当质量特性值只能取一组特定的数值,而不能取这些数值之间的数值时,称之为计数值。
7.过程:过程是指将输入转换成输出的一系列活8.9.10.628052366666611.动的总和。
12.样本:取自总体中的一个或多个个体,用于提供关于总体的信息,并作为可能做出对总体(或产生总体的过程)的某种判定的基础(引自GB3358-82)。
样本中所包含的样本单位数,称为样本大小。
13.样本容量(子组大小):在抽检中抽出来的样本单位数。
14.不良品:指整件物品作为一个整体考虑而未满人意或不能接受。
一件不良品可能具有若干相同的或不相同的缺陷。
15.不良率控制图:即P图,用于控制对象的不合格率。
16.不良品数控制图:即Pn图,是一种计数值控制图,用于控制对象为不合格品数的场合。
)17.采集规划:采集规划指从某过程中选择质量特征值进行数据采集的一种工具。
18.单位缺陷数(U)控制图:是一种计数值控制图,它通过周期性抽取样本以统计单位产品的缺陷率并在控制图上绘制点来监控过程变化,样本的检测结果为平均每个样品包含的缺陷数。
SPC的基础知识与数据整理

SPC的基础知识与数据整理引言SPC(统计过程控制)是一种用于监控和控制过程的统计方法。
它通过收集一系列的数据并进行分析,以确定过程是否处于控制状态,并采取相应的措施保持过程稳定。
在本文中,我们将介绍SPC的基础知识和数据整理方法。
SPC的基础知识SPC的核心思想是通过采集过程中的样本数据,分析其变异情况,以判断过程是否处于控制状态。
基于不同的过程类型,SPC通常使用控制图来可视化过程的变异情况。
常用的控制图包括X-Bar图、R图和S图等。
X-Bar图X-Bar图是一种用于监控过程均值的控制图。
它基于过程中收集到的样本数据,计算每个样本的均值,并绘制在图表上。
通过观察X-Bar 图,我们可以判断过程均值是否稳定。
R图R图是一种用于监控过程变异性的控制图。
它基于过程中收集到的样本数据,计算每个样本的极差(最大值与最小值之差),并绘制在图表上。
通过观察R图,我们可以判断过程的变异性是否稳定。
S图S图是一种用于监控过程变异性的控制图。
它基于过程中收集到的样本数据,计算每个样本的标准差,并绘制在图表上。
通过观察S图,我们可以判断过程的变异性是否稳定。
数据整理方法数据整理是SPC的一个重要步骤,它涉及收集样本数据、记录数据、计算统计量和绘制控制图等过程。
下面我们将介绍一些常用的数据整理方法。
数据收集在进行数据收集之前,需要确定采集数据的时间间隔和样本容量。
通常,采集数据的时间间隔应保证能够捕捉到过程的变化。
样本容量的确定应根据具体情况和要求进行。
数据记录数据记录是指将收集到的数据记录下来,以备后续分析使用。
可以使用电子表格软件(如Excel)或统计软件(如SPSS)等工具来记录数据。
统计量计算在进行SPC分析之前,需要计算一些统计量,如样本均值、样本标准差等。
这些统计量的计算可通过公式或统计软件完成。
控制图绘制控制图的绘制是用于直观地观察过程变异情况的重要步骤。
可以使用统计软件或绘图软件(如R语言)来绘制控制图。
SPC基础教程
2
6
8
2
13
9
2
20 11 3
7 12
4
14 11
2
21
9
2 總計 275 52
六. 常见管制图的绘制
6.2.4 单值与移动极差管制图(X-MR Chart)
個別值管制圖
中心線 : X X 275 10.58
k 26 管制上限 X E2 Rm 10.58 2.66 * 2.08 16.11 管制下限 X E2 Rm 10.58 2.66 * 2.08 5.04
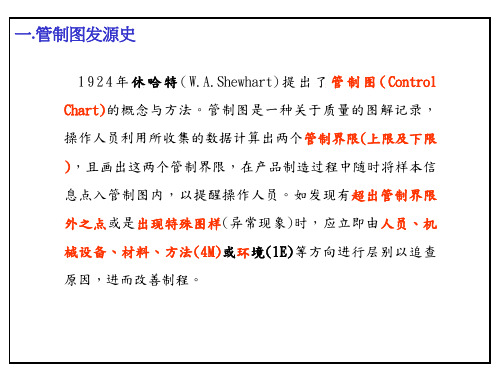
三.我们为何要推行SPC(对制程的优点)
3.1在管制中的情况下
在任何的生产程序中,不管如何设计或维护,产品的一些固有 的或自然之变异将永远存在。这些变异是由一些小量不可控制原因 累积而成,例如:同种原料内的变化、机器的振动所引起的变化等 ,当这些变异之量极小时,制程仍可被接受。这些自然变异通常称 为随机原因(random cause)或是一般原因(common cause),当制程 中只有随机原因存在情况的生产环境,则称其在管制中(in control) 。
管制上限 (Upper Control Limit, UCL)及管制下限 (Lower Control Limit, LCL) ,用来表示制程或质量变异的容许范围或均匀性。管制图可用来 判断质量变异之显着性,以测知制程是否在正常状态。图一为管制图之 范例
管制上限
中心線
管制下限 5
10
15
20
25
圖一.典型之管制圖
※注意: 计数值管制图皆祇有一个图,
而计量值管制图则有两个图。
五. 管制圖的選定
六. 常见管制图的绘制
6.1.1、平均值与全距之管制图(X-R Chart)
SPC基础知识

SPC运用统计技术对生产过程中的各工序参数进行 监控,从而达到改进、保证产品质量的目的。
二、SPC特点
SPC具有以下特点: ---基于一定的数据资料进行统计 ---方法是绘制选择的控制图 ---只能提示过程有异常,并不能告诉异常在哪里 ---目的是实现持续改进过程 ---是全系统的、全过程的、要求全员参加 ---不仅用于生产过程,而且用于服务过程和管理过程 ---强调用科学方法来保证全过程的预防
制 程 条 件 变 动 时
制程的继续管制
六、SPC的焦点 SPC:希望将努力的方向,更进一步的放在品质 的源头----制程( Process)上。因为制程的起 伏变化,才是造成品质变异的主要根源。 品质变异的大小,才是决定产品优劣的关键 制程起伏条件 品质异常 产品优劣
七、基本统计概念
N n 母體數(批量數) 樣本數(抽樣數) USL SL 規格上限 規格中心限 (u=規格中心值)
您在工厂经常遇到这些情况吗?
顾客是上帝
销售
超时加班
额外成 本费用
•新品投放 •未预计的订单 变化 SPC作用 过程控制原理 SPC推行步骤 SPC的焦点 基本统计概念
一、什么是SPC SPC:统计过程控制(Statistical Process Control) 统计过程控制是一种通过对产品或工程进行抽样, 测量其特性参数、记录数据并绘制图表,然后进行 分析,以判断过程是否处于受控状态的管理工具。
X
R P C LCL UCL CL
平均數
全距 不良率 缺點數 控制下限 控制上限 控制中心限
LSL
Ca Cp Cpk T NP
規格下限
准确度 精密度 制程能力指數 規格公差 不良數 T=USL-LSL
SPC基础入门

(统计过程控制)
李明
1
统计过程控制(SPC)
1、SPC旳发展史与基本统计概念 2、SPC旳基本原理 3、控制图 4、过程能力和过程能力指数
2
1.1 什么是SPC
什么是SPC – 统计过程控制即SPC(statistical process control).它是利用统计措施对过程中旳各个 阶段进行监控,从而到达改善与确保质量旳目 旳.SPC强调全过程旳预防为主。 – SPC不但用于生产过程,而且可用于服务过程 和一切管理过程.
稳定
控制用
3、控制图旳选择
控制图旳选定
计量值
资料性质 计数值
平均值
n≧2
样本大小 n≧2
CL旳性质
“n”=10~25 “n”是否较大
中位数
“n”=2~5
“n”=1 不一定
不良数
缺陷数
不良数或
缺陷数
一定 “n”是否一定
一定
单位大小 是否一定
不一定
X-s
图
X-R 图
~ X-R 图
X-Rm 图
“p”
图
“np” “c”
1.3.1 数据旳种类
• 计量型 特点:能够连续取值
也称连续型数据。
如:零件旳尺寸、强 度、重量、时间、 温度等
• 计数型
特点:不能够连续取 值,也称离散型数 据。
如:废品旳件数、缺 陷数
1.3.2 波动(变差)旳概念:
波动旳概念是指在现实生活中没有两件东西是完 全一样旳。生产实践证明,不论用多么精密旳设备 和工具,多么高超旳操作技术,甚至由同一操作工 ,在同一设备上,用相同旳工具,生产相同材料旳 同种产品,其加工后旳质量特征(如:重量、尺寸 等)总是有差别,这种差别称为波动。公差制度实 际上就是对这个事实旳客观认可。消除波动不是 SPC旳目旳,但经过SPC能够对波动进行预测和控 制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
直方图例子
SPECIFICATION LIMITS
28 26 24 22 20 18 16 14 12 10 8 6 4 2
50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
MEASUREMENT(INCHES)
.50 - .60
15
数据的展示 直方图如何可预测
Cp = 20/12 = 1.66
6S USL – X
或 3S
1 =
CR X – LSL
3S
的最低值
基本原则 Cp > 1.33 Cp = 1.00-1.33 Cp < 1.00
有能力 有能力但需要严谨控制 没有能力
35
PROCESS CAPABILIT 工序能力
MACHINE PROCESS CAPABILITY 机 器 工 序 能力 • 一个连续生产部件中的变化 MACHINE CAPABILITY 机 器 能 力 • 机器内在固有的变化
10
数据的展示
HISTOGRAM 直方图 • 频次直方图表示工序的状态 • 需要50-100个数据点 • 表示每个间距中数据的数量,通常称“频次” • 一个稳定的工序是呈钟形曲线的直方图 • 一个稳定的工序是可以可预测的
11
数据的展示
HISTOGRAM 直方图
COLUMN GRAPH 直柱图
BAR GRAPH 横棒图
n
X1 +X2 +……+ Xn =
n
X
MEAN 平均数
X
个别数据
总和
n
样本数量
例子:5 3 7 9 8 5 4 5 8 5+3+7+9+8+5+4+5+8
X= 9
=6
24
量度中央趋势
用平均数的好处:
用平均数的坏处:
1. 它是数据的重心中心 1. 极端数据可能将图形歪曲
2. 它使用所有收据
2. 可能很花时间
HISCOGRAM“STABLE” 直方图(稳定性)
12
数据的展示
稳定直方图的特征
1. 大部分的数据在或接近中间线 2. 中间线将曲线图分开2个对称的一半 3. 少数的数据散布在最低和最高值 4. 稳定的直方图呈钟形分布 5. 很少数据在钟形曲线外 6. MEAN=MEDIAN=MODE
平均数=中间数=众数
当可能的时候尽量用计量值。
8
特性
数据 种类 例子
数据收集
VARIABLE 计量值 可量度的 持续的
长度 时间 温度 产品长度 工序时间 钢化温度
ATTRIBUTE 计数值
可数的 有区别的
好/坏
坏点数 坏品数 废品数
针孔 不合格品 报废产品
数据的展示
人脑不是很懂同一时间比较好几个数据,所以一大 堆数是很困难分析的除非用一个已经销化的格式展 示出来。
4
DEFINITION 定 义
STATISTICAL CONTROL 统 计 控 制
The condition describing a process from which all Special causes of variation have been eliminated and only Common causes remain; i.e. observed variation can be attributed to a control limits and by the absence of nonrandom patterns or trends within the control limits. 描述一个工序只存在造成变化的普通原因,而不存在 特殊原因的情况。即所观察到的变化可以归结为一个 常规系统中的偶然原因引起的。表现为在控制图上没 有数据点超出控制上下限,在控制上下限里的图形和 趋势没有呈现非随机性。
5
DEFINITION 定 义
STATISTICAL PROCESS CONTROL 统 计 工 序 控 制 The use of Statistical technique such as control charts to analyse a Process or its outputs so as to take appropriate actions to achieve and maintain a state of statistical Control and to improve the process capability. 采用统计技术,例如用控制图来分析某一工序或工序的 产品,这样就能采取适当的措施达到和保持统计控制状 态,从而改进了工序能力。
SPECIAL CAUSE
18
数据的展示
不稳定的直方图 UNSTABLE HISTOGRAMS
ASSIGNABLE CAUSES
BIMODAL OR POLYMODAL
19
数据的展示
不稳定的直方图 UNSTABLE HISTOGRAMS
20
数据的展示
• 不稳定的工序呈现不是钟形的直方图 • 不稳定的工序是不可预测的 • 在钟形曲线的变化是正常的,其它变化是因
为特殊或可归属的原因
21
数据的展示
PARETO DIAGRAM 排列图
• 排列图是直柱图的一种特殊格式 • 将问题优先排序以确定主要的问题 • 对问题有整体性清楚的图像 • 帮助把资源集中在主要问题上 • VITAL FEW AND TRIVIAL MANY 致命的少数和琐碎
的多数 • 80/20原则
36
CAPABILITY INDEX EXAMPALE 能力指数例子
SPEC. WIDTH Cp =
PROCESS WIDTH
20
40
20
40
Cp = 20/25 = 0.8
Cp = 20/20 = 1.0
37
CAPABILITY INDEX EXAMPALE 能力指数例子
20
40 20
40
Cp = 20/15 = 1.33
中位数的坏处:
1. 数据必须整理排序 2. 不使用所有数据 3. 极端的数据可能很有用
26
量度中央趋势
MODE 众 数
一组数据中出现最多的一个数据
例子: 5 3 7 9 8 5 4 5 8
众数=5
众数的好处:
众数的坏处:
1. 无需整理排序
1. 数据可能没有众数,或
多个一个众数
2. 无需计算
3. 不受极端数据影响
Starlight International Consulting Co., Ltd.
Statistical Process Control (SPC)
Training
Tutor:
1
Contents 目录
1. Basic concepts 2. SPC Introduction 3. Variable Control Charts 4. Attribute Control Charts
6
数据收集
收集数据并不便宜。要确保数据与问题相关,必须考 虑预期得到什么。以下是一些指引
1. 把问题清晰表达成句子。 2. 清楚确定需要量度什么。 3. 小心选择正确的量度技巧。 4. 列出所有需要量度的重要特性。 5. 建立简单的数据收集表格。 6. 决定谁负责收集数据。 7. 决定合适抽样方法。 8. 决定谁分析和报告结果。
(困难的产品使用较高能力的设备) 4. 常规的工序表现审核 5. 监控在工序中调整的影响 工序能力研究包括以下4个步骤 1. 计划数据收集 2. 收集数据并绘图 3. 计算并分析结果 4. 采取改进行动
33
PROCESS CAPABILIT 工序能力
如何表达工序能力 1.CAPABILITY RATIO 能 力 比 例
3. 不用排序
3. 它可能不是任何数据的实际数值
25
量度中央趋势
MEDIAN 中 位 数
一组数据由小至大排序后的中间数值
如样本数量是偶数,则中间两个数据的平均数为中位数
例子: 5 3 7 9 8 5 4 5 8 排序后 3 4 5 5 5 7 8 8 9
中间数=5
中位数的好处:
1. 提供讯息大部分数据的位置 2. 很少的计算
LSL
USL
MIN
MAX
USL – UPPER SPECIFICATION LIMIT 规格上限 LSL – LOWER SPECIFICATION LIMIT 规格下限
32
PROCESS CAPABILIT 工序能力
工序能力的应用 1. 评估新设备 2. 以工序固有的变化评审工程规格公差 3. 对产品安排适当的设备
• 当所有变化的特殊原因已消除 • 工序的表现会成钟形分布 • 如将钟形直方图分成6份,每段所占的百份比将会是
16
数据的展示
68.26% 95.46% 99.73%
17
SPECIAL CAUSE
数据的展示
不稳定的直方图 UNSTABLE HISTOGRAMS
“ALMOET” ISN’T GOOD ENOUGH
13
数据的展示 稳定直方图的特征
MIN.VALUE 最低值
中间值
MAX.VALUE 最高值
14
FREQUENCY TALLY
.50 .51 .52 .53 .54 .55 .56 .57 .58 .59 .60 .61 .62 .63 .64 .65
USL
LSL
FREQUENCY
数据的展示
HISTOGRAM EXAMPLE
7
数据收集
当 收 集 数 据: 1. 收集数据原因是澄清一个问题或机会。 2. 确保数据库是合适的 必须具有代表性的状态 必须显示需要的资料,不是容易得到的资料 3. 不同来源的数据要分开保存。 4. 要精确,量度应该比读出量度数据变化更准确。