滚动轴承实用诊断技术及案例
滚动轴承故障诊断实例
滚动轴承故障诊断实例
滚动轴承故障诊断实例可以包括以下几种情况:
1. 声音异常:当滚动轴承出现故障时,可能会出现异常的噪音,如嘶嘶声、刮擦声或者咔咔声等。
这种情况下,可以通过听觉判断故障的类型和位置。
噪音一般源于滚珠或滚道表面的损伤或者磨损。
2. 振动异常:故障的滚动轴承会导致轴承运行不稳定,产生过大的振动。
可以通过振动传感器来检测振动的频率和幅度,进而判断故障的严重程度和位置。
振动异常可能是由于轴承内部松动、滚子损伤或滚道不平整等问题引起的。
3. 温度异常:滚动轴承运行时,由于磨擦和摩擦产生的热量,轴承温度会有所上升。
但是,如果滚动轴承的温度明显高于正常值,可能表明存在故障。
可以通过红外测温仪或接触式温度计来测量轴承的温度,判断是否存在异常。
4. 润滑问题:滚动轴承需要得到正确的润滑以保持正常运行。
如果滚动轴承出现故障,润滑不足或者污染等问题,会导致滚动轴承的寿命缩短。
可以通过观察润滑脂或润滑油的颜色、黏度以及滚动轴承周围是否有渗漏等来判断润滑是否正常。
上述实例中的故障诊断需要依靠专业的设备和工具,同时需要具备相应的专业知识和经验,建议请专业人士进行诊断和修复。
滚动轴承的状态检测与故障诊断ppt课件

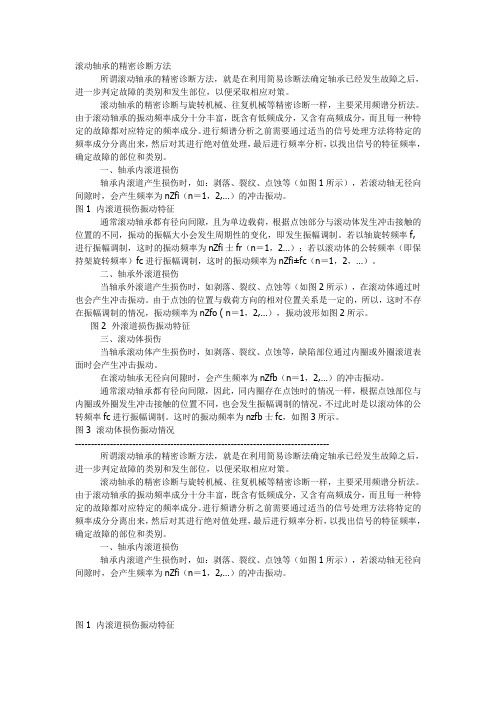
43.0Hz
Fourier Spectrum(M b)- Input (Mgnitude)
Wrking:
Input:
Input:FFT
Anal
yzer
87.0H
130.0Hz
260.0Hz
0
40
80
120
160
200
24z]
经过包络处理之后,不平衡、松动、皮带轮偏斜、轴向窜动等频率都被滤 掉了,只用考虑轴承故障和泵进排液阀冲击。而进排液阀产生的冲击频率是泵 转频的1、3、6 …倍,包络谱中主要频率分量是43Hz、87Hz、130Hz、260Hz, 不是转频5.58Hz 的倍频分量,由此断定故障不是由泵进排液阀窜绕引起的。当 轴承跑内圆或轴承磨损使间隙增大时也会在包络谱上产生转频及其谐波分量。 经过比对,这些频率分量是滚动体故障频率14.7Hz 的3、6、9、18倍频,表明滚 动体出现故障,并且很严重。
命。
2)磨损
由于滚道和滚动体的相对运动和尘埃异物引起表面磨损,润滑不良会加剧磨 损,结果使轴承游隙增大,表面粗糙度增加,降低了轴承运转精度,因而也 降低了机器的运动精度,表现为振动水平及噪声的增大。
3)擦伤
由于轴承内外滚道和滚动体接触表面上的微观凸起或硬质颗粒使接触面 受力不均,在润滑不良、高速重载工况下,因局部摩擦产生的热量造成接触 面局部变形和摩擦焊合,严重时表面金属可能局部熔化,接触面上作用力将 局部摩擦焊接点从基体上撕裂。
随着轴承的运转,轴承滚动表面会产生轻微的缺陷,这些轻微缺陷引 起的振动会激起轴承部件的固有频率(fn)振动或轴承支承结构共振, 一般振 动频率在500Hz~2kHz。
第二阶段
边频爷
1仪
3)第三阶段:轴承缺陷频率及其倍频振动阶段
滚动轴承的故障诊断PPT演示课件

诊断
磨屑
好 有 无 好 好 好 有 好 有 有 不可
方法
轴承间隙
无 无 无 好 好 有 无 无 无 无 不可
油膜电阻
无 无 无 好 好 好 好 有 无 无 可
滚动轴承故障诊断
15
各种诊断方法的灵敏度
故
障
信
号 强 度
振
动
缺 陷 故 障 界
分 析 灵 敏 度
限
噪 声
灵 敏 度
测 温 分 析
分
缺
析
陷
灵
灾
轴承内部有锈蚀
滚动轴承故障诊断
7
轴承失效形式—点蚀
▪ 现象: 滚道面或滚动体表面 上有小坑和片状剥落
▪ 原因: 载荷过大 润滑不良 预载过大 间隙过小
滚动轴承故障诊断
8
轴承失效形式—压痕
▪ 现象: 滚道面上有滚动体的压痕
▪ 原因: 装配不当 静载荷过大 冲击载荷过大 异物侵入
滚动轴承故障诊断
9
轴承失效形式—烧伤、胶合
定义
Sf
xrm s x
Cf
xm ax xrm s
If
xm ax x
CL f
xm a x xr
Kv xr4ms
敏感性
差 一般 较好 好 好
稳定性
好 一般 一般 一般 差
表中:x -平均幅值, xr-方根幅值, -峭度
滚动轴承故障诊断
25
峰值指标用于轴承诊断
峰值指标Cf不受振动信号绝对大小的影响,适用于检测 滚动面剥落与裂纹等故障,但不适于检测磨损。
▪ 现象: 滚道面变色、软化、 熔合
▪ 原因: 转速过高 润滑不良 装配不当
滚动轴承故障诊断
滚动轴承的精密诊断方法
滚动轴承的精密诊断方法所谓滚动轴承的精密诊断方法,就是在利用简易诊断法确定轴承已经发生故障之后,进一步判定故障的类别和发生部位,以便采取相应对策。
滚动轴承的精密诊断与旋转机械、往复机械等精密诊断一样,主要采用频谱分析法。
由于滚动轴承的振动频率成分十分丰富,既含有低频成分,又含有高频成分,而且每一种特定的故障都对应特定的频率成分。
进行频谱分析之前需要通过适当的信号处理方法将特定的频率成分分离出来,然后对其进行绝对值处理,最后进行频率分析,以找出信号的特征频率,确定故障的部位和类别。
一、轴承内滚道损伤轴承内滚道产生损伤时,如:剥落、裂纹、点蚀等(如图1所示),若滚动轴无径向间隙时,会产生频率为nZfi(n=1,2,…)的冲击振动。
图1 内滚道损伤振动特征通常滚动轴承都有径向间隙,且为单边载荷,根据点蚀部分与滚动体发生冲击接触的位置的不同,振动的振幅大小会发生周期性的变化,即发生振幅调制。
若以轴旋转频率f,进行振幅调制,这时的振动频率为nZfi士fr(n=1,2…);若以滚动体的公转频率(即保持架旋转频率)fc进行振幅调制,这时的振动频率为nZfi±fc(n=1,2,…)。
二、轴承外滚道损伤当轴承外滚道产生损伤时,如剥落、裂纹、点蚀等(如图2所示),在滚动体通过时也会产生冲击振动。
由于点蚀的位置与载荷方向的相对位置关系是一定的,所以,这时不存在振幅调制的情况,振动频率为nZfo ( n=1,2,…),振动波形如图2所示。
图2 外滚道损伤振动特征三、滚动体损伤当轴承滚动体产生损伤时,如剥落、裂纹、点蚀等,缺陷部位通过内圈或外圈滚道表面时会产生冲击振动。
在滚动轴承无径向间隙时,会产生频率为nZfb(n=1,2,…)的冲击振动。
通常滚动轴承都有径向间隙,因此,同内圈存在点蚀时的情况一样,根据点蚀部位与内圈或外圈发生冲击接触的位置不同,也会发生振幅调制的情况,不过此时是以滚动体的公转频率fc进行振幅调制。
浅析滚动轴承故障诊断技术及其应用

浅析滚动轴承故障诊断技术及其应用摘要:文章简要论述了在塑料薄膜生产设备的维护保养中运用滚动轴承故障诊断技术的意义,说明了在塑料薄膜生产中由滚动轴承的故障而引起设备故障的模式,分析了一些可用的滚动轴承故障诊断技术,以期供从事塑料薄膜生产设备维护保养工程技术人员参考及借鉴。
关键词:塑料薄膜生产设备;滚动轴承;故障诊断技术;发展应用滚动轴承较之滑动轴承有许多优点,在轴承领域也占有主要地位。
滚动轴承不仅是机械设备中重要的旋转零件,而且也是机械设备中重要的故障来源之一。
因此,在塑料薄膜生产设备的维护保养工作中就需要有有效的滚动轴承故障诊断技术方法来检测滚动轴承的运行状态来确定机械是否能正常地工作。
1滚动轴承故障诊断技术运用的意义滚动轴承具有装配方便、效率高、容易实现润滑、摩擦阻力小等优点,在机械设备中有着承受和传递载荷的作用,它运行状态的正常与否直接影响着整台塑料薄膜生产设备的包括精度、可靠性及寿命的动态性能的高低。
轴承故障轻则会设备异响、振动或者产生较大噪音,重则会造成严重的设备故障导致生产临时中断等。
由此可知,在塑料薄膜生产设备的维护保养工作中也需要有效的滚动轴承故障诊断技术。
塑料薄膜生产机械设备安全、有效的运行需要有运行状态的检测和故障诊断的前提为保证,那么,滚动轴承故障诊断技术作为机械设备故障诊断技术的重要组成部分,对其进行深入地研究在保障机械设备的安全、保证机械设备的稳定运行、消除潜在的事故等方面有着十分重要的意义。
2滚动轴承故障引发设备故障的模式塑料薄膜生产设备由滚动轴承故障而引发故障的模式主要是有六种,分别为疲劳、磨损、腐蚀、电蚀磨损、塑性变形和裂痕。
滚动轴承疲劳分为表面下疲劳和表面初始疲劳两种。
疲劳失效主要是由于滚道表面下应力的重复变化、不良的表面加工质量、不良的润滑以及相对滑动等情况而造成的材料表面结构的变化进而产生材料结构的微裂纹并传播的情况。
滚动轴承的磨损分为研磨磨损和粘性磨损。
研磨磨损属于材料剥离磨损的一种,多是由于不充分的润滑或是杂质的进入等导致的,研磨磨损会导致表面精度的磨损和破坏,具体表现为在低速重载过薄油膜时,会有镜面状效应产生;而粘着磨损则是指材料从一个表面到另一个表面的转移,当负荷过低时粘性磨损发生在滚动体和滚道的表面或是粘性磨损发生在滚动体以较高的加速度重新进入负荷区时,主要的表现为会有拖尾效应。
滚动轴承故障诊断分析与典型案例

五、滚动轴承故障案例
案例2—某电厂#3炉B吸风机推力轴承故障
2019年12月28日,生产实时数据#3锅炉B吸风机振动值在逐步增大。2020年1月7日, 风机在线水平振动为6.1mm/s(轴承箱),而就地测量振动值为1.8mm/s(机壳)。于8 日7点14分停风机进行检查,未发现故障点,叶轮上有少量积灰,予以清理,8日22点41 分启动风机运行,在线振动值在5.0mm/s左右。
风机解体发现的主要问题
1、吸风机推力轴承滚动体、内圈、外圈有较大的麻坑。 2、检查轴承箱,底部有金属屑。 3、解体轮毂,发现#6叶片对应的叶柄轴承,滚珠有一道沟痕,长×宽×深约
15×2×2mm。 4、振动测点信号线老化。
五、滚动轴承故障案例
案例2—某电厂#3炉B吸风机推力轴承故障
检修主要内容及更换的备品配件
— *—
三、滚动轴承故障特征频率
滚动轴承故障频率 计算经验公式:
外环故障频率:
BPFOr≌ 0.4Nn
内环故障频率: BPFIr≌ 0.6Nn
保持架故障频率: FTFr≌ 0.4N n=滚动体数目; N=轴的转速。
— *—
三、滚动轴承故障特征频率
轴承故障特征频率特点:
1、轴承的故障频率与其他故障频率不同; 2、轴承故障频率是转速频率的非整数倍; 3、内外环故障频率的和频=“轴承滚动体通过频率”(滚动体个数×RPM); 4、轴承内环故障频率往往伴有1X转速频率的边带; 5、轴承外环故障频率的幅值高于轴承内环故障频率的幅值; 6、轴承故障一般在发展到滚动体和保持架出现故障之前首先出现的是内环或外环故障频率;
五、滚动轴承故障案例
案例1—#8机A凝结水泵轴承故障
【精品】滚动轴承故障诊断的实用技巧
滚动轴承故障诊断的实用技巧摘要:本文主要介绍滚动轴承区别于实验室诊断的生产实用技巧。
关键词:滚动轴承、故障诊断、振动分析、实用技巧滚动轴承在设备中的应用非常广泛,滚动轴承状态好坏直接关系到旋转设备的运行状态,尤其在连续性大生产企业,大量应用于大型旋转设备重要部位,因此,实际生产中作好滚动轴承状态监测与故障诊断是搞好设备维修与管理的重要环节。
我们经过长期实践与摸索,积累了一些滚动轴承实际故障诊断的实用技巧。
一、滚动轴承故障诊断的方式及要点对滚动轴承进行状态监测和故障诊断的实用方法是振动分析。
实用中需注意选择测点的位置和采集方法。
要想真实准确反映滚动轴承振动状态,必须注意采集的信号准确真实,因此要在离轴承最近的地方安排测点,在电机自由端一般有后风扇罩,其测点选择在风扇罩固定螺丝有较好监测效果。
另外必须注意对振动信号进行多次采集和分析,综合进行比较。
才能得到准确结论。
二、滚动轴承正常运行的特点与实用诊断技巧我们在长期生产状态监测中发现,滚动轴承在其使用过程中表现出很强的规律性,并且重复性非常好。
正常优质轴承在开始使用时,振动和噪声均比较小,但频谱有些散乱,幅值都较小,见图1,可能是由于制造过程中的一些缺陷,如表面毛刺等所致。
图1某电机滚动轴承振动波形或频谱运动一段时间后,振动和噪声维持一定水平,频谱非常单一,仅出现一、二倍频。
极少出现三倍工频以上频谱,见图2,轴承状态非常稳定,进入稳定工作期。
图2某电机滚动轴承振动波形或频谱继续运行后进入使用后期,轴承振动和噪声开始增大,有时出现异音,但振动增大的变化较缓慢,此时,轴承峭度值开始突然达到一定数值。
见图3。
我们认为,此时轴承即表现为初期故障。
图3某电机滚动轴承振动波形和频谱这时,就要求对该轴承进行严密监测,密切注意其变化。
此后,轴承峭度值又开始快速下降,并接近正常值,而振动和噪声开始显著增大,其增大幅度开始加快,当振动超过振动标准时(如ISO2372标准),其轴承峭度值也开始快速增大,当既超过振动标准,而峭度值也超过正常值(可用峭度相对标准)时,见图4,我们认为轴承已进入晚期故障产,需及时检修设备,更换滚动轴承。
滚动轴承故障诊断与案例分析
Fault diagnosis of rolling bearing and case analysisO LI Zhiwen(Yueyang Forestry and Paper Co., Ltd., Yueyang 414002, Hunan, China)滚动轴承故障诊断与案例分析©李志文(岳阳林纸股份有限公司,湖南岳阳414002)李志文先生高级工程师;工作方向为设备故障诊断;现 负责公司设备状态监测及故障诊断工作。
中图分类号:TS73文献标志码:B文章编号:1007-9211 (2020)24-0070-04摘 要:主要针对滚动轴承的点蚀、剥落故障诊断进行了说明,并对滚动轴承故障频率公式进行了详细地解读。
然后结合现场实际诊断案例来说明如何通过滚动轴承故障频率来对轴承故障进行精确地诊断。
关键词:滚动轴承;轴承故障频率;BPFO ; BPFAbstract: This paper focuses on the pitting and flaking of rollingbearing, and gives a detailed explanation to the formula of b earing fault frequency. Based on case analysis, it also describes how to diagnose the bearing fault according to bearing fault frequency. Key words: rolling bearing; bearing fault frequency; BPFO; BPFI1前言在工业发展的历程中,轴承(以下如无特别说明,均特指“滚动轴承”)一直扮演着非常重要的角色。
可 以说几乎所有传动机械都离不开轴承这个关键部件,因此,在工业领域轴承被形象地比喻为设备的“心脏”,足见其重要性。
(完整word版)机械故障诊断 滚动轴承故障诊断(DOC)
《机械故障诊断技术》读书报告滚动轴承的诊断案例分析综述Rolling Bearing Fault Diagnosis ApproachBased on Case-Based Reasoning学院:机械与汽车工程学院专业:机械设计制造及其自动化班级:机制一班姓名:王天宇学号:1102135004指导教师:郑冬学年学期:2014—2015学年第一学期摘要:针对滚动轴承的故障诊断问题,提出了一种采用案例推理的诊断方法,为了解决检索相似案例时案例属性多、人工确定关键属性及其权重困难的问题,提出了一种复合特征选择算法,用领域粗糙集算法粗选属性,用遗传算法进一步精选属性和优化权重,并有效地解决了领域粗糙集算法中需要人工确定领域大小的问题,以滚动轴承运行时的振动信号为基本信息,建立了滚动轴承案例库,从案例库中检索与问题案例相似的历史案例,并根据这些历史案例来判断问题案例的故障类别,试验结果表明,故障诊断的正确率达到100%,故障位置诊断的正确率达到93.3%,且算法具有较好的稳定性.关键词:案例推理;滚动轴承;故障诊断Abstract:The case—based reasoning approach is introduced into rolling bearing fault diagnosis。
To solve the complexity of feature selection and weights optimization, a Filter Wrapper integrated features selection algorithm is proposed。
Neighborhood rough set algorithm is applied to select essential features from the feature candidate set,then genetic algorithm is applied to refine the essential features subset. This method solves the problem of determining the size of neighborhood manually in neighborhood rough set algorithm. Genetic algorithm is also used in feature weights optimization. With the run time vibration signal of rolling bearing as the basic information, a rolling bearing fault case database is constructed。
滚动轴承故障诊断技术
滚动轴承故障诊断技术的研究滚动轴承是现代机器中应用最为广泛的机械零件,尤其在旋转机械中更是得到了大量的应用。
滚动轴承是大部分旋转机械的组成部件,但也是机器中最易损坏的元件之一。
滚动轴承寿命离散性很大,承受冲击的能力差,在冲击载荷下容易发生故障,旋转机械的许多故障都与滚动轴承有关。
据有关资料统计,机械故障的70%是振动故障,而振动故障中有30%是由滚动轴承引起的【1】。
轴承的工作好坏对机器的工作状态有很大影响,其引起的直接后果轻则降低和失去系统的某些功能,重则造成严重的甚至是灾难性的事故。
因此滚动轴承的故障诊断近年来获得越来越多的重视。
对滚动轴承故障诊断技术的分析研究也变得尤为重要。
滚动轴承故障诊断的方法很多,根据诊断机理的不同来分类,其故障诊断技术主要有:振动诊断、油液分析诊断、声学诊断(基于声发射)、光纤诊断、热诊断(热成像诊断和温度诊断)等【2-4】。
它们各具特点,在滚动轴承故障诊断领域的适用范围也不同。
其中振动诊断技术的相关理论和实践都相对比较成熟,在轴承故障诊断领域应用最为广泛。
一、基于振动信号的诊断技术基于振动信号的诊断技术能够诊断大多数滚动轴承故障,其优点是可在运动中测得轴承信号。
目前,国内外开发生产的各种滚动轴承故障诊断与监测仪器大都是根据振动法的原理制成的。
据有关资料统计,有关轴承监测和诊断的文献,80%以上讨论的是振动法【5】。
振动分析主要有:时域分析、频域分析、时频域分析。
从某种意义上讲,三种诊断方法出现的时间顺序也体现出了滚动轴承基于振动信号故障诊断的发展趋势。
1. 时域分析法时域诊断方法是发展最早的、基于所采集振动信号的滚动轴承故障诊断方法。
通常采集的振动信号都是十分复杂的时域波形,伴随着噪声、轴承元件固有振动等因素的影响。
如果仅仅从时域波形上直接观察分析,往往很难判断出轴承是否处于正常状态。
即使判断出轴承存在故障,也很难确定故障的性质和部位等关键信息。
为此,在时域分析中,普遍采用振动信号的基本数字特征及其概率分布特征以及时间序列分析来进行分析和诊断。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
停机检修时拆下的轴承照片
非常明显的内圈点蚀
4. 结论 (1)FFT频谱分析依然是比较有效的滚动轴承故障诊断手段,缺点是比较难发现早期的故 障,同时也有可能遗漏某些轴承故障 (2)需结合时域波形、自相关、PeakVue等多种分析手段,增加判断的准确性。文献[1]中也 列出了PeakVue发现但普通频谱分析无法发现的轴承故障 (3)趋势分析对于准确判断轴承故障的发展状况非常有效。
自2008-1-9日起,时域波形中发现明显的冲击信号,冲击水平(峰峰值)达到3g左右,而 频谱图中也开始出现10.41倍频及其谐波,同时周围还有1倍频边带,符合滚动轴承内圈故障, 查找轴承型号并计算故障频率,发现该谐波与内圈故障频率基本一致(下图中的D即故障频率 成分),确定为轴承故障。开始对其密切关注。
有四个与轴承相关的扰动频率:球过内圈频率(BPFI)、球过外圈频率(BPFO)、保持
架频率(FTF)和球的自旋频率(BSF),具体如下:
内圈频率
BPFI
=
1 2
n(1 +
d D
cosa )
外圈频率
BPFO
=
1 2
n(1 -
d D
cosa
)
滚动体频率
BSF
=
D 2d
(1 -
d2 D2
s2
a)
保持架频率
障往往是中期到晚期的轴承故障。
(2)时域波形
时域波形是最原始的振动信息,因此也是最真实、最直观的反映振动形态和振动大小的工
具。时域波形一般适合如低速拍频、短暂冲击、瞬态、轴承缺陷等情况。对于轴承缺陷,时域
波形上会呈现以下特点:
· 波形图上会周期性的出现短暂(高频)的脉冲信号,脉冲信号峰值较高,但反映
滚动轴承实用诊断技术及案例
摘要: 本文介绍了上海外高桥发电有限责任公司根据近年来状态检修的经验总结出的实用的滚动 轴承诊断技术,并介绍了一个相关的案例——一次风机滚动轴承内圈故障。 关键词:振动分析;故障诊断
1. 概述
滚动轴承是各种旋转机械中应用最为广泛的一种机械部件,也是最易损坏的元件之一。旋
转机械的许多故障都与滚动轴承有关,滚动轴承工作性能的好坏直接影响到整台机器的工作性
参考文献 [1] 外高桥电厂一次风机和定冷泵振动故障诊断。中国仪器仪表。2007,(10)。 [2] 设备振动分析与故障诊断技术。陈长征,胡立新等。科学出版社,2007
外高桥电厂自1998年开展状态检测技术的应用以来,利用Emerson 的CSI 2120 振动分析
仪定期对机组的辅机进行振动信号的采集和设备状态分析, 已经积累了比较丰富的经验,也取
得了很好的成效。已经检测出多个轴承故障,避免了振动增大导致其他零部件损坏及更严重的
事故后果的发生,提高了生产效益,起到了很好的预测维修的作用。
2. 实用的滚动轴承故障诊断技术
(1)FFT频谱分析
滚动轴承运转过程中,由于轴承的旋转,滚动体在内、外圈之间滚动,如果滚动表面发生
损伤,滚动体在这些表面转动时,便产生一种交变的激振力,由此产生的低频振动成分,其频
率是有规律的,可以根据转速和轴承的几何尺寸求得。损伤发生在内、外圈、滚动体或保持架
上时该故障频率会有所不同。这些频率称为故障特征频率,此频率是故障诊断的重要依据。
(4)PeakVue轴承诊断技术 相比于gSE或包络解调而言,PeakVue是一种监测轴承故障的新方法。该方法着眼于分析 由于金属与金属之间的冲击或摩擦形成的应力波信号。应力波是一种非常短暂的连续性脉冲讯 号(百万分之一秒到千分之一秒的范围)。滚动轴承如出现故障,当滚珠通过缺陷区时,由于 油膜中断会使金属直接碰撞,从而产生应力波。应力波属于低能量信号,隐藏在振动频谱底层 的背景能量中,用常规的振动信号采集和频谱分析难以发现。PeakVueTM 专注于寻找和分离 这些高频、低能量的应力波,并且加强信号,使其高于频谱的背景能量信号,从而能更明显地 诊断损坏根源。 3. 滚动轴承故障案例 案例为一台一次风机(3B)。电机转速为四极异步电机,轴承为滚动轴承FAG22226EAS。 采用加速度传感器分别测量电机和风机两个轴承的轴承座外壳水平(H)、垂直(V)和轴向(A)方向的振 动量,共12个测点。测点位置如图1所示。
2008年7月14日,对其采集振动数据后发现时域波形上的峰峰值已达6g以上,而频谱图中 也反映10.41倍频及其谐波、1倍频边带成分更加明显,表明此时内圈故障已经发展到比较严重 的程度。(此时振动总量并未上升,一直维持在警告线以下,只有1.339mm/s)
从上面的时域波形图中,我们可以发现转子每旋转一周,基本上会呈现一组类似的波形,而在 每个周期内,则会有多组高频冲击信号,且幅值会有较大变化。这是由于滚动体随着内圈旋转时进 出负载区所形成的振幅调制的现象。经过自相关处理后,我们甚至可以清晰看见两个较高脉冲之间 的相等的时间间隔(如下图所示),0.00391s,换算成频率正是滚动轴承的内圈故障频率: 257.71Hz(10.41倍频)。
在振动总量上并不高
· 有时候会出现振幅调制的现象
下图反映的就是两个典型的轴承缺陷
典型的外圈划痕故障
典型的内圈点蚀故障
(3)自相关技术
Emerson提供的软件中包括很多有用的分析工具,自相关就是其中一项。
相关性是一个统计学术语,表明两个随机信号的相互关系,一个典型的表现是:一个变量
会随着另一个变量变化。相关又会分成正相关和负相关两种情况。举例说明,下雪外面就会变
冷,这是正相关。出太阳就不会下雨,这是负相关。通常用-1到+1之间的小数度量两者之间的
相关性,+1表示当一个信号增加时,另一个信号会成比例地增加,而相反的,-1则表示当一个
信号增加时,另一个信号会成比例的降低。
作为振动分析的一个振动工具,自相关将波形的其中一半与另外一半进行关联比较。因 此,当时域波形中出现任何周期性的信号时,两组信号的相关性将使得到的波形中周期性信号 更加明显,达到削弱非周期性冲击的目的。应用自相关时要注意,采集的时域波形的长度至少 是2个转速周期以上。通常4-10个转速周期比较合适。
FTF
=
1 2
(1 -
d D
cos
a
)
式中
D——节圆直径
d——滚动体直径
n——滚动体个数
α——接触角,为共切点与球心的连线同垂线的夹角
频率单位:倍频,换算成Hz需乘以轴的转速频率
由于FFT自身的特点,更适合处理稳定的振动信号。而轴承缺陷,特别是早期缺陷,引起
的冲击往往是短暂的,低能量的,容易被背景信号所“淹没”。因此,通过故障频率发现的故
能。据统计,在使用滚动轴承的旋转机械中,由于滚动轴承损坏而引起的故障约占30%。因
此,对滚动轴承工作状态的监测及其故障诊断技术的研究工作越来越受到人们的重视。目前已
有较多的专门针对滚动轴承的故障诊断技术,如CSI (Emerson)的PeakVue,Entek(Rockwell
Automation)的gSE,SKF的ESP(包络)等,都是比较有效的检测手段。