八钢1750热轧带钢头尾拉窄的原因分析及控制
热轧型钢常见外观缺陷与控制方法.docx
Ol型钢角充不满1.1缺陷特征因成品孔充不满,造成型钢棱角缺少金属叫型钢角充不满。
其表面粗糙,多为沿通长出现,也有的是同部或断续地出现。
1.2产生原因孔型固有之特点,轧件棱角部位得不到加工:轧机调整操作不当,压卜量分配不合理。
角部压卜量小,或轧件各部位延伸不一致产生过大的拉缩现象:孔型或导卫板磨损严重,导卫板过宽或安装不正确:轧件温度低、金属塑性差、孔型棱角处不易充填:轧件有较严重的同部弯曲,再轧后易产生局部角充不满。
1.3控制方法改善孔型设计,加强轧机调整操作,合理分配压下员:正确安装导更装置,及时更换磨损严重的孔型及导£板:根据轧件温度的高低调整压下敬,使棱角充填良好。
02型铜尺寸超差2.1缺陷特征型钢截面几何尺寸不符合标准规定要求的统称。
当与标准尺寸相差过多时,则垦现畸形。
这类缺陷名目繁多,大多以产生部位及超差程度加以命名。
如不限度超差、长度超差等。
2.2产生原因孔型设计不合理:孔型磨损不均,新旧孔配合不当:轧机各部分(包括导卫装置)安装不良,安全臼破裂;轧机调整不当:钢坯温度不均,单根温度不均产生局部规格不合,整根低温钢产生全长规格不合,偏大。
2.3控制方法正确进行轧机各部件的安装;完善孔型设计,加强轧机调整操作:注意孔型第损情况,新换成品孔时,根据具体情况,考虑同时更换成品前孔等有关孔型:提高钢坯加热痂量,达到钢坯温度均匀:有的异形材,由于矫直后截面形状变化,可能影响某一尺寸不合规定,此时可重新矫宜消除缺陷。
型纲轧疤3.1缺陷特征由于轧制中造成的粘接在型钢表面的金属块状物。
其外形类似结疤,与结疤不同的主要是,轧疤的形状及其在型钢表面上的分布有一定规律性。
缺陷下面常无非金屈氧化物夹杂。
3.2产生原因粗轧机孔型磨损严重,在型钢的固定面上产生断续分布的活轧疤:金属外物(或轧件本身被导T!装置刮下的金属)压入轧件表面形成轧疤:由于在成品孔前某道轧件表面产生周期性凸块或凹坑,再也后形成周期性轧疤,具体原因有:孔槽刻痕不良:轧槽有砂眼或掉肉:轧槽被“黑头”轧件撞伤或粘有结疤等凸起物:轧件在孔型内打滑,造成金属堆积在变形区表面上,再轧后形成轧疤:轧件局部被困盘、短道、翻钢机等机械设备卡(刮)伤或刮弯,再轧后也会形成轧疤。
热轧窄带钢常见质量问题及预防措施

热轧窄带钢常见质量问题及预防措施0前言热轧窄带钢主要用于焊管生产、冷轧生产、异型管材深加工的原料,带钢的质量直接影响到下游产品生产的质量和成品,因此做好带钢产品质量至关重要。
我厂使用的牌号主要是碳素结构钢Q195、Q215、Q235等低碳钢,通过对生产过程中常见质量问题进行分析,提出原因,提出解决这些问题的具体措施和方法,提高带钢合格率具有现实意义。
1生产工艺流程我厂采用3/4连轧生产线,工艺流程如图1所示:图1轧机布置形式:粗轧采用并列式二部轧机。
一部轧机经升降台来回过钢6次,后经移钢机进入二部轧机然后进入精轧。
精轧有一部立轧,3部二辊平轧,3部四辊平轧。
4个活套。
轧机布置见图2所示:图22主要存在质量问题2.1带钢同条差过大。
同条超宽(超窄)或宽窄不稳是带钢生产中最常见、最主要的问题,影响带钢宽窄不稳的因素主要有:2.1.1温度不均由于加热炉生产能力小,生产一段时间以后,钢温就会降低,粗轧和立轧的轧制力就会增加,立轧的弹跳增加,带钢宽度增加,就会产生头部窄,尾部宽的现象。
还有炉荕水管水冷造成局部钢温较低,带钢同条就会发生宽窄变化。
这时可以采用停车加温会放慢轧制节奏的办法,避免带钢同条差超标。
2.1.2粗轧来料不稳粗轧的来料宽度直接影响立轧的压下量,来料太窄,立轧压下量太小,形成带钢宽窄不均。
来料太宽,立轧弹跳量增加,带钢宽度就会增加。
形成粗轧来料不稳的主要原因有:轧辊磨损严重,孔型变化大,这时要更换轧辊;温度变化,钢温变化,在粗轧就会形成宽窄不均;进口导卫太宽或进出口导卫不照,在粗轧6道出口处形成弯头,宽度增加。
2.1.3精轧出现拉钢精轧连轧机组要连续正常轧制,必须保证各机架秒流量相等,避免个别机架出现拉钢现象,造成机架间的张力增加,使带钢宽度变小。
预防措施,注意各个活套的高度保持在一定的高度,一平和二平之间要保证有弧度。
2.1.4立辊中嵌镶铁块由于立辊辊槽较窄,轧槽内容易嵌入铁块,造成带钢周期性月牙形较窄,同条差超标,因此要经常注意检查立辊立槽是否存在镶嵌铁块现象。
防止带钢头部在精轧机内跑偏引起不对称浪的技术
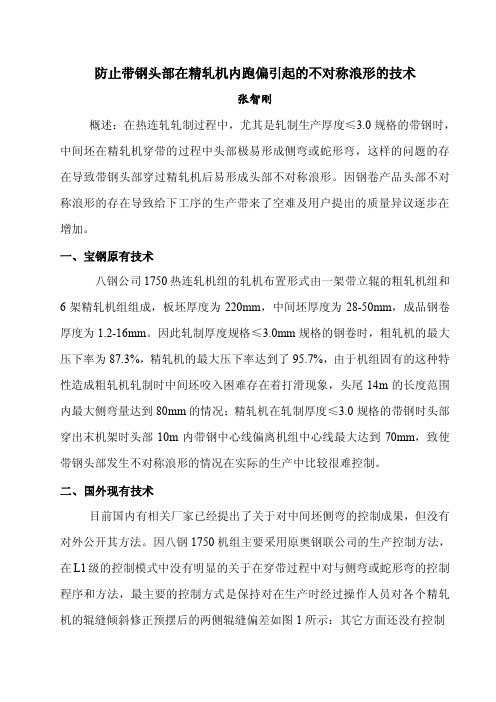
防止带钢头部在精轧机内跑偏引起的不对称浪形的技术张智刚概述:在热连轧轧制过程中,尤其是轧制生产厚度≤3.0规格的带钢时,中间坯在精轧机穿带的过程中头部极易形成侧弯或蛇形弯,这样的问题的存在导致带钢头部穿过精轧机后易形成头部不对称浪形。
因钢卷产品头部不对称浪形的存在导致给下工序的生产带来了空难及用户提出的质量异议逐步在增加。
一、宝钢原有技术八钢公司1750热连轧机组的轧机布置形式由一架带立辊的粗轧机组和6架精轧机组组成,板坯厚度为220mm,中间坯厚度为28-50mm,成品钢卷厚度为1.2-16mm。
因此轧制厚度规格≤3.0mm规格的钢卷时,粗轧机的最大压下率为87.3%,精轧机的最大压下率达到了95.7%,由于机组固有的这种特性造成粗轧机轧制时中间坯咬入困难存在着打滑现象,头尾14m的长度范围内最大侧弯量达到80mm的情况;精轧机在轧制厚度≤3.0规格的带钢时头部穿出末机架时头部10m内带钢中心线偏离机组中心线最大达到70mm,致使带钢头部发生不对称浪形的情况在实际的生产中比较很难控制。
二、国外现有技术目前国内有相关厂家已经提出了关于对中间坯侧弯的控制成果,但没有对外公开其方法。
因八钢1750机组主要采用原奥钢联公司的生产控制方法,在L1级的控制模式中没有明显的关于在穿带过程中对与侧弯或蛇形弯的控制程序和方法,最主要的控制方式是保持对在生产时经过操作人员对各个精轧机的辊缝倾斜修正预摆后的两侧辊缝偏差如图1所示:其它方面还没有控制图1目前现有的对两侧辊缝保持的控制方法措施。
三、技术秘密具体内容及解决方法3.1 原存在问题A、如前所述,因1750粗轧机组和精轧机组的固有特性,主要存在着粗轧和精轧机组的大压下率的问题,由于大压下率特性的存在使得轧制过程中加大了轧辊和带钢的接触弧长相对压下率小的机架增加造成了轧制规程中轧辊的变形热异常增加。
常见的情况是轧制公里数相当减少,轧辊表面氧化膜异常剥落如图2所示:图2轧辊氧化膜异常剥落的情况B、带钢进入精轧机前,所有机架入口的侧导板开口度(或者精轧机前的小立辊开口度)必须预留大于实际带钢热态宽度一定量的间隙值,如下表表1,表2所示:因这样的设定是主要是受带钢的实际宽度计算不准的影响和表1国内标准热连轧工艺通用热连轧精轧侧导板宽度余量设定表表2宝钢公司某热连轧厂侧导板宽度余量设定表防止带钢头部与侧导板卡阻后引起废钢事故的原因,就必须要求有30-85mm 这样一个宽度预留的设定。
热轧带钢头尾宽度控制的改进
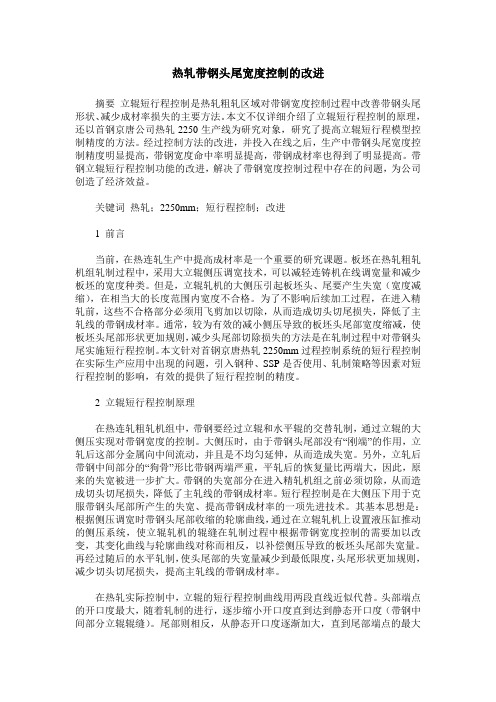
热轧带钢头尾宽度控制的改进摘要立辊短行程控制是热轧粗轧区域对带钢宽度控制过程中改善带钢头尾形状、减少成材率损失的主要方法。
本文不仅详细介绍了立辊短行程控制的原理,还以首钢京唐公司热轧2250生产线为研究对象,研究了提高立辊短行程模型控制精度的方法。
经过控制方法的改进,并投入在线之后,生产中带钢头尾宽度控制精度明显提高,带钢宽度命中率明显提高,带钢成材率也得到了明显提高。
带钢立辊短行程控制功能的改进,解决了带钢宽度控制过程中存在的问题,为公司创造了经济效益。
关键词热轧;2250mm;短行程控制;改进1 前言当前,在热连轧生产中提高成材率是一个重要的研究课题。
板坯在热轧粗轧机组轧制过程中,采用大立辊侧压调宽技术,可以减轻连铸机在线调宽量和减少板坯的宽度种类。
但是,立辊轧机的大侧压引起板坯头、尾要产生失宽(宽度减缩),在相当大的长度范围内宽度不合格。
为了不影响后续加工过程,在进入精轧前,这些不合格部分必须用飞剪加以切除,从而造成切头切尾损失,降低了主轧线的带钢成材率。
通常,较为有效的减小侧压导致的板坯头尾部宽度缩减,使板坯头尾部形状更加规则,减少头尾部切除损失的方法是在轧制过程中对带钢头尾实施短行程控制。
本文针对首钢京唐热轧2250mm过程控制系统的短行程控制在实际生产应用中出现的问题,引入钢种、SSP是否使用、轧制策略等因素对短行程控制的影响,有效的提供了短行程控制的精度。
2 立辊短行程控制原理在热连轧粗轧机组中,带钢要经过立辊和水平辊的交替轧制,通过立辊的大侧压实现对带钢宽度的控制。
大侧压时,由于带钢头尾部没有“刚端”的作用,立轧后这部分金属向中间流动,并且是不均匀延伸,从而造成失宽。
另外,立轧后带钢中间部分的“狗骨”形比带钢两端严重,平轧后的恢复量比两端大,因此,原来的失宽被进一步扩大。
带钢的失宽部分在进入精轧机组之前必须切除,从而造成切头切尾损失,降低了主轧线的带钢成材率。
短行程控制是在大侧压下用于克服带钢头尾部所产生的失宽、提高带钢成材率的一项先进技术。
热轧带钢常见质量缺陷及其控制措施分析

热轧带钢常见质量缺陷及其控制措施分析作者:弓习峰来源:《中国科技博览》2017年第33期[摘要]对于企业而言,板材的轧制板材质量对其的经济效益有着直接的影响,更是体现了轧钢的水平现状,本文针对热轧带钢常见质量缺陷及其控制措施进行了论述,希望有一定的参考价值。
[关键词]热轧带钢;质量缺陷;控制措施中图分类号:TG335.11 文献标识码:A 文章编号:1009-914X(2017)33-0135-01前言社会的发展,促进了行业的进步和发展,也使得生产市场竞争越来越激烈,怎么对生产用原料的生产成本进行降低,让原料引起的质量问题的发生率减少,提升带钢质量,避免出现带钢镰刀弯,这是目前非常重要的研究课题。
通过对热轧带钢在生产的过程中出现的的质量问题的原因进行深入的分析和探究,运用有效的措施对这些问题进行合理的解决,这对提高热轧带钢产品质量有着十分重要的意义。
一、概述通常情况下,热轧带钢的具体质量要求包括:成品规格、凸度等方面允许的偏差,其中,卷形缺陷指标具体有塔型、镰刀弯等方面的偏差值,带钢表面和内部缺陷的要求具体有表面洁净度、折叠、气泡、铁皮压入、气泡、折叠等,其中还包括带头带尾精度指标、几何尺寸要求。
但是,在实际的生产当中,成品质量依然和理想标准不相符。
这就要求我们对常见的热轧带钢质量缺陷采取有效的控制措施,采用分类分析的方法,制定出系统的控制方案。
文中结合热轧生产线的设备特性及生产工艺流程,重点分析和阐述了带钢氧化铁皮压入及带钢镰刀弯两种质量缺陷成因及控制改进实践方案。
二、邯钢2250热轧生产线的设备特性及生产工艺流程邯钢2250热轧的粗轧机组是双四辊可逆式粗轧机组布置,可以在R1和R2两架粗轧机上实现3+3、3+5或0+7道次的可逆轧制,把板坯轧制成35 mm-60 mm厚的目标中间坯。
双四辊可逆式粗轧机组的优越性在于能够实现大压下量轧制,充分释放粗轧机R1的能力。
粗轧高温大压下的工艺设置可以有效破碎铸坯树枝状晶,从而改善组织的均匀性;四辊轧机比二辊轧机轧制更稳定,对板坯的轧制控制精度更高,更利于生产出高精度的中间坯[1]。
1780mm热连轧机带钢头尾宽度控制

1780mm热连轧机带钢头尾宽度控制袁 敏(宝山钢铁股份有限公司不锈钢分公司热轧厂,上海200431)[摘 要]宝山钢铁股份有限公司不锈钢分公司1780mm热连轧机投产二年多来,碳钢与不锈钢的功能考核已经完成,但由于参数优化的原因,各项精度指标在控制上还存在一定问题。
本文就碳钢的宽度而言,针对带钢头尾宽度拉窄的现象,通过对模型相关参数的优化调整,有效解决了头尾宽度拉窄的问题,提高了带钢的宽度精度。
[关键词]热轧带钢;宽度拉窄;前滑率;加速度;参数优化[中图分类号]TG33419 [文献标识码]B [文章编号]100027059(2007)0120039204Width control of strip head and tail in1780mm hot strip millY UAN Min(H ot S trip Mill,S tainless S teel Branch of Baoshan Iron&S teel C o Ltd,Shanghai200431,China) Abstract:The1780mm hot strip mill in Stainless Steel Branch of Baoshan Iron&Steel C o Ltd has been put into production for tw o years,and function assessment of carbon steel and stainless steel had been fin2 ished.Because of reas on of parameter optimization,there were s ome problems in accurate control.F or width of carbon steel,problem of strip head and tail width narrowing was s olved effectively through optimizing ad2 justment of m odel parameter,and strip width accuracy was im proved.K ey w ords:hot rolling strip;width narrowing;forward slip;acceleration;parameter optimization0 引言宝山钢铁股份有限公司不锈钢分公司1780mm热连轧机自2004年9月以来生产的碳钢中,主要包含SPHC,SS400牌号钢,在精轧过程中,特别是轧制较薄和较窄的规格(如213mm×1020mm)时,带钢的头尾宽度有不同程度的拉窄产生,从而极大影响了带钢的宽度精度,往往造成用户在使用中由于带钢宽度余量偏小而产生切边不足。
八钢1750mm热轧热卷箱控制技术及常见故障分析
2008年第:{期新疆钢铁总l07期八钢l750m m热轧热卷箱控制技术及常见故障分析王羽中’蔡庆春‘何茂松2(I。
宝钢集团八钢公司;2.中冶赛迪有限责任公司)摘要:以热卷箱在八钢公司1750m m热轧生产线的应用为例.介绍了无芯热卷箱的工艺设备组成、主要控制功能及常见故障的处理。
关键词:热卷箱;自动控制;无芯移送中圈分类号:T P29文献标识码:B文章编号;I67r2—4221(2008)03—0011—03】前言早期热卷箱采用有芯移送技术,开卷时通过移送臂将钢卷从卷取站平移到开卷站。
移送臂水冷芯轴会增加带卷内圈温降。
八钢1750m m热轧热卷箱采用无芯移送方式,很大程度上减少了温降。
笔者根据八钢1750m m热轧应用实例,同时对热卷箱控制技术及常见故障进行分析。
2八钢I750m m热轧热卷箱主要控制技术八钢无芯移送热卷箱设备组成及热金属检测器布置见图l所示。
帅懈E N D409H N D410HI衄411H l I D412V V V V可O O O 加艇僦扇勰湍学骶。
cl A l B幽挑弘3B拄暮焉撇2*托辑3#托张±口髓1#托槌2*托辑3#托张“”圈I热卷箱设备示意图热卷箱具有直通和卷取两种工作模式。
直通时.中间坯不进行卷取.经飞剪切头后。
直接进入精轧机。
卷取时.中间坯在弯曲辊作用下弯曲.撞击成形辊形成内圈。
在l号托卷辊、弯曲辊、成形辊作用下.卷径逐渐增大,直至尾部定位结束.卷取完成。
此后开卷器下落,将带头压于轧制线上.开卷区设备转联系人:王种.男.大学.工程师.乌鲁木齐(830022)宝钢集团八钢公司44动,将钢卷打开。
经夹送辊、飞剪后进入精轧机,直至带尾离开热卷箱输出辊道。
2.1材料跟踪跟踪功能是实现热卷箱各项控制功能的基础。
根据跟踪用途不同.分为区域占有跟踪、坯头尾位置跟踪、卷径跟踪。
区域占有跟踪的原则:当带坯头部到达跟踪区起始H M D时,该区域占有标志置1.当带坯尾部离开跟踪区终点H M D时,该区域占有标志置为0。
热轧带钢头尾宽度模型控制优化
欢迎投稿 欢迎订阅 yejinsx@126 . com
了分析,并针对太钢产品的实际特点,研究出不同种类的控制曲线,取得了明显效果。
关键词:短行程控制 失宽 乍头乍尾 控制曲线
中图分类号:TG335.11
文献标识码:A
收稿日期:2011-03-29
太钢 1 549 mm 热轧板带生产线粗轧区由一架 立辊轧机和一架平辊轧机组成,立辊轧机用于板带 的宽度调节,分为工作侧和传动侧。宽度控制分为 L1 与 L2 两级控制,均采用西门子控制系统。它提供 了 两 种 宽 度 控 制 功 能 : 自 动 宽 度 控 制(Automatic Width Control,简称 AWC) 和 短 行 程 控 制(Short Stroke Control,简称 SSC)[1]。
position0position1position2表示ssc针对各钢种不同的头尾形状采取针对性控制曲线由于549mm生产线产品品种结构复杂规格070mm之间频繁波动且加之只有一架粗轧机组因而在精轧出口带钢头尾形状呈现出复杂多样的乍头及失张现象需对不同钢种及规格的轧制特点进行研究针对不同的带钢头尾形状采用不同的ssc控制曲线
2 热连轧线 SSC 控制模块 为解决头尾超宽或失宽的现象,在头尾根据时
序要求投入 SSC 短行程控制,热连轧 SSC 控制系统 由二级计算机与一级计算机组成,其控制参数主要 由二级计算机根据钢种及侧压量确定,太钢 1 549 线 SSC 控制采用三次方程建模,其控制曲线为高次 β 曲线,如图 4 所示。
(1)针对乍头乍尾严重的情况采用短距离大动 作压下的曲线,如图 5 所示。
0
- 0.005
- 0.010
- 0.015
- 0.020
- 0.025
热轧带钢宽度精度问题与对策
2019年第4期梅山科技-21-热轧带钢宽度精度问题与对策陈黎骏(梅山钢铁公司热轧厂南京210039)摘要:针对梅钢公司1780热轧生产线在生产过程中出现的宽度精度问题,借助测宽仪、平直度仪及历史趋势查询等手段,确认出现尺寸超差的区域,并分区域对粗轧、精轧、卷取等区域宽度精度超差的原因进行了分析,并有针对性的在相应区域采取控制措施。
实际应用表明:通过改进,带钢宽度精度得到较好的保证,带钢全长宽度均匀,控制公差减小,宽度精度超标的封锁量%关键词:热轧带钢;宽度拉窄;宽度控制Problems and Countermeasures of Width Acchracy of Hot Rolled StripCHEN Lijun(Hot Rolling Plant of Meishan Iron&Sted Co.,Nanjing210039,China) Key wors:hot rolled strip%width narrowing%width contcO11780热轧产线简介梅钢公司1780热轧生产线采用的是半连产工艺。
粗轧机组由两辐式可逆轧机R1&E1立辐轧机、四辐式可逆轧机R2和E2立辐轧机组成;精轧机组由F1~F7共7架四辐轧机组成。
产线布置图见图1'图11780热轧产线布置图1780热轧是2012年3月开始投产的,随设备能力的和工艺的改进,设计产步得,产品质量水平也不断提高’但在生产过程中,仍然伴尺寸的钢,给下序用户使用便,给质量利°因此,精的产生因进分析,并应的采取效的措施'2宽度精度超差的原因分析通过粗轧R2出口、精轧KELK测和卷取入口等先进的设备,判断产精的工序区域,把轧测宽示带钢全长或全长窄的分类为粗轧区域全长超宽或全长窄,主要为立辐控制精足导致;把轧示正常,精轧测宽示拉窄的义为精轧区域拉窄,主要为精轧区域秒流量控制,造成活套变化导致;把轧与精轧示均正常,卷取入口仅有100-140m拉窄的义为取区域拉窄,主要为钢取建张瞬力突变导致’2.1与把粗轧示带钢全长超宽或全长窄的分类为粗轧区域全长或全长窄,其产因下:1)轧轧制过程中,板在立辐中轧制时于高强度变形,变板坯的中间部分'因此,边部隆起,断面呈狗骨状°,-22-梅山科技2019年第4期因为立辐轧制变形时,边部变形大,中间变形小,甚至无变形,中间部分会对边部产生附加的压应力。
热轧带钢尾部轧破分析及控制方法探讨
热轧带钢尾部轧破分析及控制方法探讨【摘要】热轧带钢尾部轧破主要有跑偏轧破、甩尾轧破、中浪轧破等,生产现场最多的就是跑偏轧破,引起跑偏轧破的各种因素较多,相互间有叠加影响,多因素的轧破严重制约生产。
通过对热轧带钢各类尾部轧破进行详细的成因分析,介绍了减少带钢尾部轧破相应的控制方法及措施。
【关键词】热轧带钢尾部轧破1.前言热连轧带钢生产,精轧在轧制薄规格(1.5*1035/2.0*1250/2.5*1500等以下)、硬质钢种宽轧件带钢时带钢尾部运行极不稳定,控制不好、操作不当不到位,非常容易发生带钢尾部轧破事故。
轧破给生产造成很大的危害,尾部破碎或折断很容易损伤辊面,造成产品的凹凸块缺陷,迫使更换轧辊;破碎残片如与轧件接触,又往往造成轧件表面刮伤或轧废堆钢事故;破碎残片带入卷取机内,轻者要影响卷取机的正常生产,重者还会损坏卷取机各辊面。
因此轧破破坏了精轧的轧制稳定性、连续性,严重时将影响合同完成率、事故辊耗加大,增加了工序制造成本。
随着八钢1750热轧产线轧制品种的多元化,每月生产硬质薄规格批量不断增大,造成带钢在精轧轧制稳定性存在较大问题,尾部轧破事故显得尤为突出,预防、减少带钢尾部轧破成为技术人员和操作人员的重点、难点工作。
2.带钢尾部轧破成因分析及控制方法2.1轧破定义“带钢轧破”,是指在正常生产过程中带钢在穿带、通板、抛钢时跑偏或甩尾的带钢边部或中部折叠进入下游机架,成品带钢表面出现多层重叠或轧穿、撕裂等现象称带钢轧破(如图1)。
图1 带钢轧破外观2.2带钢尾部轧破分类带钢尾部在精轧机内轧破表现形式较多,只有分清轧破各种表现形式,对症分析,才能制定有效的控制方法和操作思路。
(1) 按轧破宽度方向部位分:沿宽度方向尾部轧破形式分为边部(工作侧或传动侧)轧破和中间轧破两种,如图2。
A、边部轧破B、中间轧破图2 尾部轧破部位(2) 按轧破原因分:轧破原因较多,按轧破主要原因分为跑偏轧破、甩尾轧破、中浪或1/4浪叠轧轧破等各种形式,如图3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
八钢1750热轧带钢头尾拉窄的原因分析及宽度控制
张志伟
摘要:针对宝钢集团新疆八一钢铁有限公司1750mm热轧薄板产线,在生产冷轧料SPHC、薄规格及品种钢等的生产过程中出现头尾拉窄的现象,通过借助粗轧测宽仪、板形仪以及终轧宽度查询等手段,分别对粗轧区域、精轧区域、卷取区域带钢头尾拉窄的原因进行了分析,并在粗轧头尾短行程功能、E1立辊磨损情况、精轧活套控制、张力控制、卷取张力控制等方面提出了改进措施,最终使带钢宽度控制精度控制在0~15mm的公差范围内,降低宽度封锁率。
关键词:热轧带钢,速度控制,宽度控制,头尾局部拉窄
1前言
宝钢集团新疆八一钢铁有限公司热轧薄板厂1750mm热轧带钢生产线采用带有热卷箱的半连续式生产工艺,粗轧机组由E1立辊轧机和R四辊可逆轧机组成。
粗轧机带立辊,可逆轧制5或7道次,立辊只在奇道次进行侧压,中间坯采用热卷箱卷取或直通两种方式,精轧区由飞剪,精除鳞和F1~F6六架四辊轧机组成,采用微张力、恒张力控制,卷取机2台。
生产线工艺布置见图1。
该生产线自投产以来,随着设备潜能的发挥和工艺技术改造的实施,产能不断提升,工艺技术和质量控制水平也不断提高。
但是在轧冷轧SPHC、3.0mm以下薄规格普碳钢Q235B、Q215,及品种钢X60、L360、L245、B510、SAPH370 、SAPH440等生产过程中,常出现带钢头尾拉窄的现象,用户带钢切损量增加成材率降低,头尾对焊不整齐,后续加工过程中会出现卡阻或断带等情况,严重影响了用户的产品质量和生产效力的提高,给冷轧工序及下游客户带来诸多不利影响和质量异议。
薄规格带钢头尾拉窄长度一般在距头尾部40m左右,个别达到7 0多米,拉窄宽度一般为0~10mm,个别达到20 mm左右,头尾局部宽度超出标准下限;品种钢则只是头尾2~4m容易拉窄,拉窄宽度一般为0~5mm。
因此,
对产生的原因和影响因素进行了分析,并提出了相应的有效处理措施。
2原因分析
借助粗测宽仪、精轧板形仪等先进检测设备,判断产生头尾拉窄的工序部位、根据生产统计和操作经验,分析拉窄产生的机理及产生原因。
2 .1 粗轧区域
粗轧测宽仪显示带钢尾部宽度超宽的现象定义为粗轧轧宽。
如下图2其产生原因主要有2种:
图2
(1)通条轧宽,由于粗轧L2级宽度参数设定错误或板坯超宽,造成中间坯宽度大于目标宽度。
(2)尾巴侧翻,主要是因为E1立辊辊型呈倒立锥形,在轧制宽度小于1250mm以下时,由于立辊减宽量大、板坯头尾侧弯和E1立辊与R平辊之间的张力变化,使得轧件尾部在经过立辊时两侧压力不相等发生侧翻,中间坯尾巴轧宽,经热卷箱卷取后交换头尾,因精轧前没有小立辊减宽将导致精轧头部50~70m 轧宽,处理不当还会导致堆钢。
粗轧测宽仪显示带钢头尾宽度拉窄的现象定义为粗轧区域轧窄。
如下图3,其产生原因主要有3种:
图3
( 1 ) 粗轧过程中,因板坯头、尾端与板坯中间部分变形时的金属流动规律不同,经立辊侧压后产生了狗骨形及金属流动差,造成头尾失宽及缩颈现象,经轧制后在成品上表现为头部拉窄。
( 2 ) 粗轧E1立辊辊型呈倒立锥形,立辊辊缝由下至上逐渐减小,当E1立辊磨损严重时,轧件头尾部在轧槽中不稳定,易跳出轧槽而在立辊上部较小辊缝处承受侧压,宽度变窄。
末道次减宽量过大也易使轧件头部咬入E1立辊后,轧件出槽或产生瓢曲,最终使宽度变窄。
( 3 ) 实行减宽轧制时,E1立辊与R平辊之间应保持微拉关系,以保证秒流量匹配、轧制稳定。
生产较薄规格时,中间坯厚度也较薄,刚性差、易瓢曲。
若E 1立辊与R平辊之间不能形成正确的微拉关系,则易引起轧件头部在E1 立辊上跳出轧槽,宽度变窄。
2.2 精轧区域拉窄
粗轧测宽仪显示正常、精轧测宽仪显示头尾拉窄的现象定义为精轧区域拉窄,有三种情况如下图4其产生原因主要有4种:
图4
( 1 ) 精轧二级模型设定不合理,机架间秒流量不匹配,若下游机架秒流量大于上游机架秒流量,则出现拉窄现象。
操作工通过干预速度、活套能够改变各机架的秒流量,但有一定滞后性。
( 2 ) 活套张力设定过大或者上游机架速度响应灵敏系数过大,造成咬钢瞬间速度超调、活套起套过高,张力过大,造成拉钢。
( 3 ) 头部钢温过低或温度不均匀,AGC调整量过大,穿带时起大套,为了消除套高手动速度干预过大造成带钢拉窄。
(4)带钢尾部钢温低或到尾部因为活套落套幅度太大,造成带钢瞬间张力过大导致尾部拉窄。
2.3 卷取区域拉窄
轧与精轧测宽仪显示均正常、但实测成品头尾发现拉窄的现象定义为卷取区域拉窄。
在距离带钢头部约80m附近出现宽度拉窄,钢种主要集中在SPHC、SPHD等薄规格低强度钢上。
追溯在线宽度检测结果和工艺参数历史记录,粗轧、精轧在线宽度检测、轧机运行参数均无异常。
分析其原因发现,为提高卷形质量,卷取张力设定选用了上限值。
在卷取低强度薄规格品种时,大张力会引发层冷高温段局部拉窄,引起宽度波动。
该生产线层冷入口处距离卷取机约80m左右,处于层冷高温段,且该处已经离开精轧板形仪检测区域,所以板形仪无法检测到拉窄现象。
3 控制措施
3 .1 粗轧区域宽度控制
针对上述造成粗轧区域带钢宽度变化的原因,可采取以下措施:
(1)对入炉板坯进行严格的宽度控制,超过规定范围的一例吊销,操作工精心操作,提前对宽度预进行计算,以防止宽度轧宽或轧窄;观察尾巴侧翻方向,根据尾巴侧翻情况相应的抬、压调整轧机倾斜来进行控制。
(2) 粗轧投入头尾短行程功能(SSC),即对测宽仪的实测宽度值进行统计、回归分析,按钢种、规格、宽展量(根据展宽量不同,分为减宽、等宽、展宽) 划分出不同层别,找出带钢头尾部近似形状曲线,然后求出其反函,即短行程控制曲线,通过放大立辊开度对带钢缩颈部分进行补偿,消除头尾轮毂印。
(3) 减宽轧制时适当减小各道次E1、R之间的速度匹配系数,确定安全合理的修正范围,减小人工干预带来的不利影响。
(4) 调整E1立辊负荷分配,适当增大第1、第3道次侧压量,减少末道次侧压量,以减轻轧件瓢曲程度,避免轧件咬入立辊时跳出轧槽。
(5) 检查E1立辊磨损情况,制订合理的点检维护标准及更换周期,对磨损
严重的立辊及时更换。
3.2 精轧区域宽度控制
针对上述造成精轧区域带钢头部超宽和宽度拉窄的原因,可采取以下措施:
(1) 针对粗轧尾巴侧翻轧宽,一般出现在3.0mm以下规格,钢种TDC51D、SPHC、Q215等,中间坯宽度在1100mm以下,厚度为32mm时出现尾巴侧翻。
因为精轧机前没有小立辊,可以增加飞剪头部剪切量一般设为400mm,或者打开侧导板轧过去。
(2) 加强精轧二级模型维护,根据由带钢钢种、宽度和厚度构成的不同层别调整自适应学习系数,提高二级模型设定精度,减少人工干预。
(3)加强设备点检维护,重点监控系统油压、活套运行状况,出现活套张力过大、灵敏性过强等异常情况时及时处理。
(4) 在轧制3.0mm以下薄规格时,带钢尾部活套高度控制在F3-60mm、F4-40mm、F5-20mm,可以有效的控制尾部拉窄和轧烂。
(5) 规范加热制度,提高钢坯温度均匀性,减少头尾温差及炉间温差。
在轧制3.0mm以下薄规格时,适当增加头尾剪切量,以消除头尾温度过低。
3.3 卷取区域头部拉窄控制
针对上述造成卷取区域头部拉窄的原因,可采取以下措施:
(1)通过控制轧制节奏、降低中间坯温度、增加机架间冷却水、降低轧制速度等手段适当降低终轧温度,降低层流冷却入口温度,提高带钢强度。
(2) 保证卷形的前提下,适当降低卷取张力,根据不同钢种、厚度、宽度优化二级卷取设定张力,尤其对于低强度薄规格品种,卷取张力普遍下调2 0 ~3 0 k N,并将人工修正量由±1 5 k N 修改为±5 k N,提高模型设定精度,避免人工干预量过大,造成头部拉窄。
(3) 建议卷取前增加简易测宽仪,以便及时监控卷取拉钢状况。
4.结语
在实际生产中,通过借助先进的检测设备、结合历史趋势查询和实物质量的抽查检验,实现快速排除、准确定位,有效缩小目标范围,有针对性地采取控制措施,提高问题的排查和解决速度,使得带钢头尾拉窄现象得到有效控制,带
钢通条宽度均匀性提高,宽度控制公差减小。
0~20mm宽度精度平均指标由原来的80%提高98.5%;0~15mm宽度精度平均指标由原来的70%提高81.5%;宽度超差封锁率由原来的2.5%降低到1.1%左右。
参考文献:
[1] 李子文,李斌.八钢1 7 5 0 mm热连轧生产线的工艺设备[ J ] .轧钢,2 0 0 7 ,2 4 ( 3 ) :3 7 —3 9 .
[ 2 ] 钟海容.1 7 5 0mm热轧带钢宽度拉窄分析与控制措施[ J ] .轧钢,2 0 0 8,2 5 ( 5 ):1 9~2 1.
[ 3 ] 吕长宝.唐钢1 8 1 0 mm热带生产线宽度控制分析[ J ] .轧钢,2007.24( 6):15~18.。