《巴氏杀菌原理培训》PPT课件
《巴氏杀菌原理培训》PPT课件

原因
解决措施
主传动链网卡住造成过载
调整主传动链网到正常状态
停机
某台水泵出现故障不工作
68℃温区未达到设定温度
杀菌机后的设备或输送带满瓶造成杀 菌机出口瓶带堵瓶 润滑不足
检修好水泵 检查进汽压力是否偏低,使两温
区水温达到设定温度
待堵瓶故障排除
进行正常润滑
轴承噪声振动 或发热
轴承与传动轴安装不好 轴承选型不对
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
法国科学家路易 . 巴斯德
天地壹号饮料股份有限公司
第一章 巴氏杀菌
1.1巴氏杀菌目的
由于酿造工艺决定了苹果醋中杂菌的存 在,容易引起因为微生物的破坏作用而直接 影响苹果醋的质量和不耐长期保存。因此, 酿造出来的苹果醋,一般都需经杀菌处理, 防止产品可能出现的变质浑浊现象,保持产 品的质量及口感一致,延长产品的保质期。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第二章 巴氏杀菌机
2.4设备结构--传动装置
由链块组合而成的链网
主动轴截面示意图
被动轴端张紧装置
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第二章 巴氏杀菌机
2.4设备结构--箱体部件
B 主体结构的充分开放性
本机主体采用开放式墙板结构,主体顶部及两侧面都可以 很方便地打开清洗、维修和生产中的随时观察都十分便利。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第二章 巴氏杀菌机
2.2原理特点--主要特点
C 喷淋装置易维修
采用开有矩形喷口的喷淋管结构简单,喷口面积特别大, 可适应大流量喷淋,其喷口结构是在每根方管上每隔200mm的 以三边切离的形式开出的矩形孔,并将切离的矩形片向管内折 入一定角度形成一个斜置式挡板,将水流导向矩形孔四周,并形 成锥形水柱向下成放射状喷出,这种结构不仅简单,又可省去 大量装配式喷嘴,且清洗容易,喷口不易塞,其中G1线共280 条,G2线共260喷淋管。
巴氏杀菌原理培训
天地壹号饮料股份有限公司
第一章 巴氏杀菌
1.2巴氏杀菌要求
在最低杀菌温度和最短杀菌时间内杀灭饮料内 可能导致饮料变质的微生物,达到商业无菌效果 。
杀菌后的产品外观完好,保持内容物应有品质 ,饮料的色、香、味也不得出现异常改变。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
B 主体结构的充分开放性
本机主体采用开放式墙板结构,主体顶部及两侧面都可以 很方便地打开清洗、维修和生产中的随时观察都十分便 利。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第二章 巴氏杀菌机
2.2原理特点--主要特点
C 喷淋装置易维修
采用开有矩形喷口的喷淋管结构简单,喷口面积特别大, 可适应大流量喷淋,其喷口结构是在每根方管上每隔200mm 的以三边切离的形式开出的矩形孔,并将切离的矩形片向 管内折入一定角度形成一个斜置式挡板,将水流导向矩形孔 四周,并形成锥形水柱向下成放射状喷出,这种结构不仅 简单,又可省去大量装配式喷嘴,且清洗容易,喷口不易 塞,其中G1线共280条,G2线共260喷淋管。
第一章 巴氏杀菌
1.3巴氏杀菌单位--PU含义
饮料的热杀菌效应,可用巴斯德杀菌单位(即 PU)表示,凡在60℃经过1min所引起的杀菌效应为 一个巴氏杀菌单位,即一个PU值,巴氏杀菌单位 是在一定杀菌时间下的温度指数函数值,其表达 式为:
PU=T·1.393(t-60)
式中:T——时间(min) t——温度(℃)
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
巴氏杀菌乳与灭菌乳详细版.ppt

.精品课件.
5
1.2巴氏杀菌乳的质量标准
《巴氏杀菌乳(Pasteurized milk)GB5408— 1999》。
巴氏杀菌乳感官特性
色泽
呈均匀一致的乳白色,或微黄色
滋味和气味 具有乳固有的滋味和气味,无异味
组织状态
均匀的液体,无沉淀,无凝块,无粘稠 现象
.精品课件.
6
巴氏杀菌乳的理化指标
项目
脂肪 % 蛋白质 %≥ 非脂乳固体 %≥ 酸度。T牛乳≤
酸度≤18 0T 杂菌数<50
万个/ml
净乳、标准 化
T=50~60℃ 一级
P1=17~21MPa 二级
P2=3.5~5 MPa
5℃ 以下
.精品课件.
23
.精品课件.
24
二. 灭菌乳与无菌包装
.精品课件.
25
2.1 灭菌乳
灭菌乳分为:保持灭菌乳和超高温灭菌乳。
对成品的定义 要求产品达到商业无菌状态(而非绝 对无菌,杀菌强度12D,即减少到10-12),即:
.精品课件.
27
超高温杀菌的方法
直接法:直接往牛乳中通高温蒸汽,然后浓 缩到原来的浓度。蒸汽喷射式。
间接法:间壁式传热。 有管式和板式两种。 著名的杀菌设备生产企业:APV公司。
.精品课件.
28
管式超高温杀菌设备
.精品课件.
29
典型乳品工厂巡视
企业文化 品质控制 生产车间 产品巡礼
.精品课件.
19
玻璃瓶灌状设备
南京、上海
.精品课件.
20
塑料袋灌装设备
.精品课件.
21
塑料瓶灌装设备
.精品课件.
22
1.4 巴氏杀菌乳加工工艺流程
巴氏灭菌法
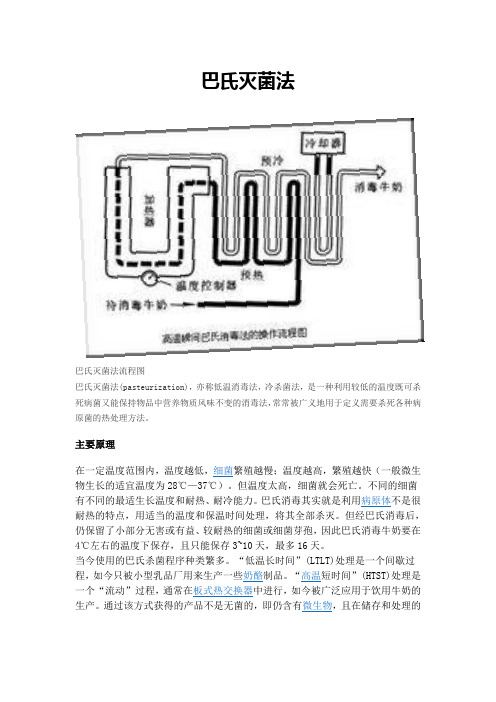
巴氏灭菌法巴氏灭菌法流程图巴氏灭菌法(pasteurization),亦称低温消毒法,冷杀菌法,是一种利用较低的温度既可杀死病菌又能保持物品中营养物质风味不变的消毒法,常常被广义地用于定义需要杀死各种病原菌的热处理方法。
主要原理在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
通过该方式获得的产品不是无菌的,即仍含有微生物,且在储存和处理的过程中需要冷藏。
“快速巴氏杀菌”主要应用于生产酸奶乳制品。
国际上通用的巴氏高温消毒法主要有两种:一种是将牛奶加热到62~65℃,保持30分钟。
采用这一方法,可杀死牛奶中各种生长型致病菌,灭菌效率可达97.3%~99.9%,经消毒后残留的只是部分嗜热菌及耐热性菌以及芽孢等,但这些细菌多数是乳酸菌,乳酸菌不但对人无害反而有益健康。
第二种方法将牛奶加热到75~90℃,保温15~16秒,其杀菌时间更短,工作效率更高。
但杀菌的基本原则是,能将病原菌杀死即可,温度太高反而会有较多的营养损失。
PU,在60℃温度下保温一分钟即称为灭菌强度是一个PU.主要应用主要为牛奶的一种灭菌法,既可杀死对健康有害的病原菌又可使乳质尽量少发生变化。
也就是根据对耐高温性极强的结核菌热致死曲线和乳质中最易受热影响的奶油分离性热破坏曲线的差异原理,在低温下长时间或高温下短时间进行加热处理的一种方法。
巴氏灭菌法
巴氏灭菌法巴氏灭菌法流程图巴氏灭菌法(pasteurization),亦称低温消毒法,冷杀菌法,是一种利用较低的温度既可杀死病菌又能保持物品中营养物质风味不变的消毒法,常常被广义地用于定义需要杀死各种病原菌的热处理方法。
主要原理在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
通过该方式获得的产品不是无菌的,即仍含有微生物,且在储存和处理的过程中需要冷藏。
“快速巴氏杀菌”主要应用于生产酸奶乳制品。
国际上通用的巴氏高温消毒法主要有两种:一种是将牛奶加热到62~65℃,保持30分钟。
采用这一方法,可杀死牛奶中各种生长型致病菌,灭菌效率可达97.3%~99.9%,经消毒后残留的只是部分嗜热菌及耐热性菌以及芽孢等,但这些细菌多数是乳酸菌,乳酸菌不但对人无害反而有益健康。
第二种方法将牛奶加热到75~90℃,保温15~16秒,其杀菌时间更短,工作效率更高。
但杀菌的基本原则是,能将病原菌杀死即可,温度太高反而会有较多的营养损失。
PU,在60℃温度下保温一分钟即称为灭菌强度是一个PU.主要应用主要为牛奶的一种灭菌法,既可杀死对健康有害的病原菌又可使乳质尽量少发生变化。
也就是根据对耐高温性极强的结核菌热致死曲线和乳质中最易受热影响的奶油分离性热破坏曲线的差异原理,在低温下长时间或高温下短时间进行加热处理的一种方法。
培训材料(PPT)-技师-项目五-任务二巴氏杀菌乳生产工艺及设备(精)

热;接着进一步用热水加热,并在保温区流动,以保证足够的加热时间;然后用进入的冷牛乳进行冷却,最
后经过冷水(或制冷剂)再进一步冷却。图2-7给出了板式热交换器的结构和液体通过交换器的路径。由图 2-7可见,板式热交换器是由不同区域组成,包括热回收区、加热区、保温区和冷却区,每一个区域由许多 薄板组成。
*
二 加工工艺
5. 杀菌 巴氏杀菌的主要目的是杀死原料乳中病原性的微生物,确保产品食用过程中的安全性,同时使乳的营养 成分破坏程度最小,保证乳的新鲜口感和营养价值高的特点。 杀菌方法有低温长时杀菌法(LTLT法,62~65℃,30mim)和高温短时杀菌法(HTST法,72~75℃,15s 杀菌,或经75~85℃,15~20s杀菌)。LTLT法无法实现连续化生产,而HTST法可以进行连续、大规模生 产,目前广为使用。
*
一 基础知识
2 乳的标准化
若设: F-原料乳中的含脂率(%); SNF-原料乳中无脂干物质含量(%); F1-标准化后乳中的含脂率(%);
SNF1-标准化后乳中无脂干物质含量(%);
F2-乳制品中的含脂率(%); SNF2-乳制品中无脂干物质含量(%)。
*
一 基础知识
2 乳的标准化
在生产上,通常用比较简便的皮尔逊法进行计算,其原理是:设原料乳中的含脂率为F%,脱脂乳 或稀奶油的含脂率为q%,按比例混合后乳(标准化乳)的含脂率为F1%,原料乳的数量为X,脱脂乳 或稀奶油量为Y时,对脂肪进行物料衡算,则形成下列关系式,即:原料乳和稀奶油(或脱脂乳)的脂 肪总量等于混合乳的脂肪总量。
剩下9.9-7.2=2.7kg含脂率为40%的
稀奶油。
*
一 基础知识
2 乳的标准化
(2)标准化的基本计算方法 乳制品中脂肪与无脂干物质间的比值,取决于标准化后乳中脂肪与无脂干物质之间的比值,而标准 化后乳中的脂肪与无脂干物质之间的比值,取决于原料乳中脂肪与无脂干物质之间的比例。若原料乳中 脂肪与无脂干物质之间的比值不符合要求,则对其进行调整,使其比值符合要求。
巴氏灭菌法
巴氏灭菌法巴氏灭菌法流程图巴氏灭菌法(pasteurization),亦称低温消毒法,冷杀菌法,是一种利用较低的温度既可杀死病菌又能保持物品中营养物质风味不变的消毒法,常常被广义地用于定义需要杀死各种病原菌的热处理方法。
主要原理在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
通过该方式获得的产品不是无菌的,即仍含有微生物,且在储存和处理的过程中需要冷藏。
“快速巴氏杀菌”主要应用于生产酸奶乳制品。
国际上通用的巴氏高温消毒法主要有两种:一种是将牛奶加热到62~65℃,保持30分钟。
采用这一方法,可杀死牛奶中各种生长型致病菌,灭菌效率可达97.3%~99.9%,经消毒后残留的只是部分嗜热菌及耐热性菌以及芽孢等,但这些细菌多数是乳酸菌,乳酸菌不但对人无害反而有益健康。
第二种方法将牛奶加热到75~90℃,保温15~16秒,其杀菌时间更短,工作效率更高。
但杀菌的基本原则是,能将病原菌杀死即可,温度太高反而会有较多的营养损失。
PU,在60℃温度下保温一分钟即称为灭菌强度是一个PU.主要应用主要为牛奶的一种灭菌法,既可杀死对健康有害的病原菌又可使乳质尽量少发生变化。
也就是根据对耐高温性极强的结核菌热致死曲线和乳质中最易受热影响的奶油分离性热破坏曲线的差异原理,在低温下长时间或高温下短时间进行加热处理的一种方法。
杀菌机工艺培训

(T-60°C)
Cut –off temperature: 截止线温度
影响步移的因素
影响步移的主要因素如下: 1.杀菌机程序是否选用正确; 2.电机变频器故障
影响温度的因素
巴氏灭菌不够彻底的 啤酒
缩短保质期
巴氏灭菌处理过度的 啤酒
降低了啤酒的新鲜 度,产生“熟透了” 的口感
巴氏杀菌对啤酒的影响
啤酒温度上升至140°F时,会发生氧化反应,因此,即
使巴氏灭菌处理较为适当,也会导致啤酒新鲜度部分损 失。但这种变化微乎其微,只相当于:包装啤酒在70°F 下保存一到两天后口感上所发生的变化。
可能的异常原因: 以下为BOT测试结果异常的部分可能原因,实际生产时仍需具体
问题具体分析: 从杀菌机取样测BOT时,杀菌机有长时间的停机; 从杀菌机取样的位置不对; 杀菌机的前两个或最后两个温区的温度设定不正确; 杀菌机的水过滤网堵塞; 冰水系统有问题。
水箱温度异常反应流程
BOT检测 BOT检测是检测啤酒瓶出口温度的一种方法。测量BOT
目的是确保饮料进行适当冷却,防止巴氏灭菌处理过 度,同时又可保温,防止因包装物表面的凝露而导致的 标签粘力问题和二次包装故障。正常BOT为69°F,但进行BOT检测时,每一班次从下层皮带的中心挑选出一 个产品。将产品打开,向包装内插入一个试验温度计, 测量啤酒温度。
温度高: 如果设定值不正确,重新设定; 在设定值为高于138℉(58.9℃)温区,当实测值高于设定值3℉(1.7℃)时,停 灌酒机。 联系技术支持,检查杀菌机的控制。 HOLD杀菌过度的产品,至上次合格点。 当实测值高于设定值2℉(1.1℃)之内,可重新启动灌酒。 在4小时之内,每小时都需要观察并记录杀菌机的温度。在此期间,如果实测值高于 设定值维持在2℉(1.1℃)之内,不需要采取行动;否则,停机并联系技术支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本机主体采用开放式墙板结构,主体顶部及两侧面都可以 很方便地打开清洗、维修和生产中的随时观察都十分便利。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第二章 巴氏杀菌机
2.2原理特点--主要特点
C 喷淋装置易维修
采用开有矩形喷口的喷淋管结构简单,喷口面积特别大, 可适应大流量喷淋,其喷口结构是在每根方管上每隔200mm的 以三边切离的形式开出的矩形孔,并将切离的矩形片向管内折 入一定角度形成一个斜置式挡板,将水流导向矩形孔四周,并形 成锥形水柱向下成放射状喷出,这种结构不仅简单,又可省去 大量装配式喷嘴,且清洗容易,喷口不易塞,其中G1线共280 条,G2线共260喷淋管。
Байду номын сангаас
天地壹号饮料股份有限公司
第一章 巴氏杀菌
1.3巴氏杀菌单位--PU曲线
水温
产品温度
PU累计值
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第二章 巴氏杀菌机
2.1分类形式
按结构层数区分:单层式、双层式 按运动方式区分:连续式、步移式 按传动形式区分:机械传动式、液压传动式
1.3巴氏杀菌单位--PU监测
杀菌温度为杀菌机高温区内产品核心的温度。 热保持时间为杀菌温度保持的时间长度。 总巴氏杀菌单位为所有取得的巴氏杀菌单位总和
。 处理时间以杀菌机入口抓取容器开始,直到容器
被送到杀菌出口传送带上。 较广泛地采用“随行温度记录器”-PU记录仪
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第二章 巴氏杀菌机
2.2原理特点--主要特点
D 控制系统与杀菌机主机联动
当杀菌机温度控制系统中恒温区(67.2℃)的水温低于 65℃ 时,主传动电机停止运转。
E 温度控制灵敏
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
法国科学家路易 . 巴斯德
天地壹号饮料股份有限公司
第一章 巴氏杀菌
1.1巴氏杀菌目的
由于酿造工艺决定了苹果醋中杂菌的存 在,容易引起因为微生物的破坏作用而直接 影响苹果醋的质量和不耐长期保存。因此, 酿造出来的苹果醋,一般都需经杀菌处理, 防止产品可能出现的变质浑浊现象,保持产 品的质量及口感一致,延长产品的保质期。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第一章 巴氏杀菌
1.3巴氏杀菌单位--PU与温度、时间关系
根据PU值表达式,可以计算出不同杀菌温度 下每处理1分钟的PU值(见表1-1)。如将表达式改 用线条表示时,可以方便地查出不同PU值在不同 温度下所需要的保温时间。
巴氏杀菌原理培训
品检部金桐厂制程组/2015年10月10日
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
目录
1巴氏杀菌
1.1巴氏杀菌目的 1.2巴氏杀菌要求 1.3巴氏杀菌单位
2巴氏杀菌机
2.1巴氏杀菌机分类形式 2.2巴氏杀菌机原理特点 2.3巴氏杀菌机技术参数 2.4巴氏杀菌机设备结构 2.5巴氏杀菌机异常纠偏
根据资料介绍,苹果醋易拉罐在试验室作杀菌试验 ,一般在100-120个Pu值,即可达到有效的杀菌效果,但 为安全起见,生产上一般控制≥65℃时间≥17min≥140 个PU,这也是设计杀菌机的一个基础数据。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第一章 巴氏杀菌
天地壹号饮料股份有限公司
第一章 巴氏杀菌
1.3巴氏杀菌单位--PU含义
饮料的热杀菌效应,可用巴斯德杀菌单位(即 PU)表示,凡在60℃经过1min所引起的杀菌效应为 一个巴氏杀菌单位,即一个PU值,巴氏杀菌单位 是在一定杀菌时间下的温度指数函数值,其表达 式为:
PU=T·1.393(t-60)
式中:T——时间(min) t——温度(℃)
天地壹号饮料股份有限公司
第一章 巴氏杀菌
1.3巴氏杀菌单位--有效PU
饮料要达到有效的杀菌效果,需要一定的Pu值。严 格来说,就算都是醋饮料,也应有不同的合宜Pu值。
在选定或调整影响Pu值的杀菌温度和时间两个因素 时,应注意综合考虑,提高杀菌温度,苹果醋风味会变 更差,而延长杀菌时间则会影响到生产量的降低。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第二章 巴氏杀菌机
2.2原理特点--主要特点
A 输送装置可靠性高
载瓶输送带采用塑料链网,其强度好,耐高温,透水性 好,输送平稳,主传动变频无级变速,能很容易地改变输送 速度从而使生产能力可在一定范围内作适当调节。工作非常 平稳。
若仅将温度稍加升高,杀灭微生物所需的 时间则指数下降,既温度越高杀菌时间越短。 50℃以上的灭菌温度,每提高7℃,灭菌时间可 缩短9/10,即在同样灭菌时间下,温度每提高 7℃,杀菌单位将增加10倍。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
(啤酒厂使用最广泛的是隧道喷淋式杀菌机)
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第二章 巴氏杀菌机
2.2原理特点--工作原理
温度控制仪将设定的PU转为各个温区水箱的实际控 制温度曲线,通过对温度精确控制各个温区的温度变化 ,主传动电机带动上下两层网链将产品依次经过升温区 的逐级升温预热、高温区的杀菌和降温区的降温冷却过 程,达到将产品杀菌又冷却至室温的目的。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品
天地壹号饮料股份有限公司
第一章 巴氏杀菌
1.2巴氏杀菌要求
在最低杀菌温度和最短杀菌时间内杀灭饮料内 可能导致饮料变质的微生物,达到商业无菌效果 。
杀菌后的产品外观完好,保持内容物应有品质 ,饮料的色、香、味也不得出现异常改变。
追求卓越质量 创造百年品牌 持续为顾客提供优质健康的产品