浅谈龙门刨床电气部分改造
浅谈用PLC对B2012A系列龙门刨床的电气控制改造
浅谈用PLC对B2012A系列龙门刨床的电气控制改造作者:王现富张冰林来源:《中国新技术新产品》2014年第04期摘要:通过分析龙门刨床传统控制改造的必要性提出课题,简要介绍了龙门刨床的基本结构及控制要求和改造前后的差别,阐述了用PLC等工控设备对传统电气控制技改的前景广阔。
关键词:可编程序控制器;龙门刨床;变频器;电气改造中图分类号:TG55 文献标识码:A一、课题的提出传统的B2012A系列龙门刨床的电气控制系统是上世纪50年代研制的,是传统继电器控制系统,硬件接线,工作台采用了G-M-G调速系统。
其连线多而复杂,体积大,功耗大,交磁扩大机噪音大,故障率高等诸多弊端,现在企业中的B2012A系列龙门刨床已经大部分进行了改造,作为职业学校的龙门刨床电气控制柜急需改造更新,跟上企业的步伐。
本设计提出通过采用PLC对其龙门刨床进行电气改造改造是因为PLC很容易实现比较复杂的控制逻辑,可省去大量的控制继电器,节能降耗,降低运行成本,且改变工艺控制简便易行,而且PLC是无触点电路,反应快、噪音小、寿命长等优点,在实现同样功能的基础上弥补了继电器逻辑控制的不足,大大提高机床的工作效率,达到预期电气改造的目的。
二、B2012A系列龙门刨床的电气控制基本要求龙门刨床是大型机加工机床,它主要由床身、工作台、立柱、横梁、左右侧及垂直刀架组成。
龙门刨床的工作台带着工件作直线往复运动。
横梁上装有两个垂直刀架,刀架可沿横梁作横向进给运动,横梁通过丝杠可沿立柱做上下运动,一般在两个立柱上还安装有可沿立柱上下移动的左、右侧刀架。
工作台回程时刨刀复位,刀架通过抬刀电磁铁抬起。
龙门刨床工作台是频繁往复运动的。
根据工艺要求前进进程是切削行程,后退不作切削,只让工作台为下一步切削做准备,由于不同的金属材料和不同的加工工艺,在实际工作中为了提高生产的效率,工作台的运动需要具有慢速切入—工作速度—慢速退出—快速返回—慢速回到原点。
本设计将根据龙门刨床加工工艺的特点,以及控制系统所具备的要求,运用所学的电气控制方面的专业知识,采用PLC对其B2010A型龙门刨床传统的控制系统进行简单的改造,以达到投资小、改造周期短、节能降耗等目的,弥补继电器控制的不足,充分发挥PLC的优势,以提高龙门刨床的生产效率。
大型龙门刨床电气系统的改造

( 5 ) 尽可 能减 少 高 能 耗 电器 件 的使 用 ,保 留原
直 流抬 刀 电磁线 圈 。
3 .改造方案的确定和说明 1 .改造前基本情 况
该 龙 门 刨 床 电气 系 统 包 括 :电 气 控 制 柜 、悬 挂 按 钮 站 、两 台 z 2型 5 9 k W 直 流 电 动 机 、1 台1 0 0 k W
q u i p me n t a n d
I 设 备 与 维 修
制 ,由于改造 中去 掉 了励 磁 机 ,所 以抬 刀线 圈 的 电
源用 1只 J B K 5 -3 0 0 V A变压 器和 1只 4 0 A / 1 2 0 0 V整
测速 机反 馈 和 编码 器 反 馈 。龙 门刨 床 常 用 测 速 机 反
速 系统 和两 台 串联 的 z 2型 5 9 k W 直 流 电动 机 。欧 陆 公司的5 9 0 + 全 数字直 流调 速装 置 是基 于计 算 机 的全 数 字化 产 品 ,它 利 用 电 脑 程 序 模 拟 P I D调 节 器 ,可 完美 地实 现直 流 电动 机 的二 象 限 或 四象 限精 确 调 速 运行 ,能完 全 满 足 龙 门刨 床 工 作 台拖 动 要 求 ,且 具
多 的数字 式 直 流 调 速 驱 动装 置 ,该 装 置 主 要 有 以 下 特点 :
( 1 )具 有 1 6位高 速 C P U实现 全数 字控制 ,所 有
( 1 ) 保 持 按 钮 功 能 和 机 床 操 作 习惯 基 本 不 变 ,
各 限位 开关 的 功能 和位 置不 变 。
功能均能通过系统参数 设定完成 ,操作简单 ,使用
方便。
( 2 ) 整 个 电路 简 单 、安 全 、可 靠 便 于维 护 且 要
龙门刨床电气控制部分改造

龙门刨床电气控制部分改造郭显智【期刊名称】《金属加工:冷加工》【年(卷),期】2010(000)003【总页数】2页(P62-63)【作者】郭显智【作者单位】黄河水利委员会黄河机械厂,河南郑州,450006【正文语种】中文我公司有台HA2020A龙门刨床是20世纪70年代的产品,由床身、工作台、立柱、横梁、垂直刀架及侧刀架等机械部分和电动机、发电机、直流电动机以及电器控制柜等电气部分组成,主要承担大型结构件、箱体等重要零件的加工。
由于使用年限长,电气部分经常出现故障,电气元件根本买不到配件,严重影响到我公司的生产,所以我们对其电气部分进行改造。
1.经常出现的故障点由于该机型产于20世纪70年代,机械部分至今还比较可靠,但电气部分由于采用了交流电动机驱动直流发电机,再由直流发电机驱动直流电动机,利用直流电动机放大机进行控制的方式来驱动,功耗较大;且部分电器采用分离元件,可靠性差,故障率较高;另外,该控制系统由于调速范围较窄,因而不能完全发挥该设备的效率,在工作台的运行速度以及控制精度上都受到局限,无法进行提高。
主要故障点有:①电气元件经过近30年的使用,相当部分出现老化,经常出现接触不好、元件损坏等故障。
②控制调整用行程开关,经常损坏,平时每星期都要更换。
③由于电气元件的老化使控制进刀不均匀,有时大有时小。
④回程振动很大,将会加速其他机件的损坏。
⑤减速箱经常损坏,维修周期长。
2.在维修中容易出现的问题(1)使用中由于采用行程开关进行行程控制,调整非常困难。
每上一个工件,行程控制调整就需要一两个小时,若同时调整中稍有差别就有可能造成减速机或其他部件损坏。
(2)由于机身以及电控柜上的许多电气元件损坏后,因型号已淘汰无法购买,造成生产停工,在万般无奈的情况下,维修电工只能进行临时修改代用,严重影响了生产。
(3)减速机由于回程振动较大,经常损坏,而且维修时间较长。
该减速机由于型号较老,许多配件只能靠外协加工获得,曾经出现过一台变速箱维修时间超过半个月的现象。
PLC与变频器改造龙门刨床继电器控制线路
郑州华信学院课程设计说明书题目:姓名:院(系):专业班级:学号:指导教师:成绩:时间:年月日至年月摘要分析了龙门刨床的运动特点,利用PLC和变频技术对B2012A型龙门刨床进行自动化改造,以提高其加工效率和精度。
关键词:龙门刨床;PLC;变频器;电气控制。
前言龙门刨床在工业生产中占有很重要的地位,主要用于加工大型工件或同时加工多个工件,是工业的母机。
龙门刨床的主运动是工作台的直线往复运动,而进给运动则是刨刀的横向或垂直间歇运动,龙门刨床的工作台传动一般都采用行程开关,和传统的继电器来控制。
这种方式有接线复杂,检修困难,故障多等缺点。
这样对加工性能有很大影响。
但是由于数控机床的代价太高,对中小型企业来说成本太大,所以更新一台机床不是很容易的,因此,就对于龙门刨床的传动特点,加工性能,和要求进行分析,在此设计一套低成本低又能有效解决以上不足之处的方案。
随着近年来plc和变频器在工业领域里面的迅猛发展,为改变龙门刨成的传统缺点提供了可实现的途径,本文作者将以B2012A为例,根据龙门刨床的控制线路,用可编程控制器和变频器对其进行改造。
目录1.龙门刨床运动形式及改造要求 (4)1.1龙门刨床结构及运动形式 (4)1.主要结构 (4)2.运动形式 (4)1.2龙门刨床电气控制改造目的及意义 (4)1.3龙门刨床电气控制改造总体要求 (5)1.4龙门刨床电气控制改造方案 (5)2.工作台变频调速及PLC控制 (6)2.1工作台运动及调速要求 (6)1.运动分析 (6)2. 调速要求 (7)2.2工作台调速方案 (7)2.3工作台电气控制输入、输出确定 (8)2.4工作台电气控制接线图 (8)2.5工作台PLC电气控制程序 (10)3.刀架变频调速及PLC控制 (12)3.1刀架运动及调速要求 (12)3.2刀架调速方案 (13)3.3刀架电气控制输入、输出确定 (15)3.4刀架电气控制接线图 (16)3.5刀架PLC电气控制程序 (17)4.横梁及辅助运动控制 (19)4.1横梁运动形式及拖动方式 (19)4.2油泵控制 (20)4.3铣磨头变频调速控制方案 (20)4.4横梁及其它辅助运动PLC控制及程序 (21)4.5横梁及其它辅助运动控制原理图 (23)5.课程设计总结 (24)5.1龙门刨床电气控制改造意义与可行性分析 (25)5.2龙门刨床电气控制改造效果和解决的主要问题 (25)5.3心得体会与建议 (25)5.4结束语 (26)1.龙门刨床运动形式及改造要求1.1龙门刨床结构及运动形式1.主要结构B2012A型龙门刨床主要由7部分组成,如图1所示,其中床身为箱体型零件,其上有V形和U形导轨。
龙门刨床PLC、变频器控制系统改造

通过对B2012A型国产龙门刨床进行PLC改造,以及变频技术的改造以适应现代化的生产要求,改造中涉及PLC的技术应用,变频技术的应用从而使龙门刨床适应现阶段的生产需要,改造中涉及电机的速度的平滑性,电机的正反转龙门刨床的基本结构,以及龙门刨床的总体性能基本要求:1. 改造后的龙门刨床应能正确执行操作步骤进行工件加工。
2. 工作台能实现自动循环工作和点动,可实时精确调节工作台速度,平稳换向,并有自动和点动工作时的极限保护.3.垂直刀架可方便地在水平和垂直两个方向快速移动和进刀, 并能进行快速移动和自动进给的切换.左右侧刀架可在上、下方向快速移动和进刀,能进行快移/自动切换.并有左右侧刀架限位开关,防止其向上移动时与横梁碰撞.4.横梁可方便地上下移动和夹紧放松,加紧程度可调;横梁下降时有回升延时,延时时间可调.5.改造后用的变频技术,应有较好对手滑行和广泛的调速空间。
6.改造后的刨床应能达到价格低廉和应用广泛。
7.改变中不能改变其基本的操作步骤,不能改变龙门刨床的设计要求。
8.通过改造进一步熟悉和掌握各种刨床的改造工艺和改造过程及改造的注意事项。
主要参考资料:1田春霞数控加工工艺机械工业出版社2于立彪, 郑慕侨, 张英负重轮多体接触问题有限元分析北京理工大学学报3胡学林。
电气控制与plc。
冶金工业出版社4林奕鸿。
机床数控技术及应用。
机械工业出版社5卓迪仕。
数控技术及应用。
国防工业出版社6原魁。
变频器基础及应用。
冶金工业出版社7钟肇新。
可编程控制器原理及应用。
华南理工大学出版社完成期限:2012-6-5指导教师签名:课程负责人签名:2012年 6 月 5 日郑州华信学院课程设计说明书题目:龙门刨床PLC、变频器控制系统改造姓名:苏如如院(系):机电工程学院专业班级: 09电气工程一班学号: 0902120137指导教师:成绩:时间:年月日至年月日目录1.龙门刨床的运动形式及技术改造 (2)1.1龙门刨床的结构及运动形式 (2)1.1.1结构及特点 (2)1.1.2运动形式 (3)1.2龙门刨床电气控制的目的及意义 (5)1.3龙门刨床电气控制改造的总体要求 (6)1.4龙门刨床电气控制改造方案 (6)2.工作台变频调速及PLC控制 (7)2.1工作台运动及调速要求 (7)2.2工作台调速方案 (7)2.3入输出的确定 (8)2.4工作台电气控制接线图电机设置 (9)3.刀架变频调速及PLC控制 (14)3.1刀架运动及调速要求 (14)3.2刀架调速方案 (15)3.3刀架输入输出分配 (16)3.4 刀架电气控制接线图 (17)4.龙门刨床的横梁、磨头及其他辅助设备 (22)4.1龙门刨床的横梁控制 (22)4.2横梁的输入输出分配 (23)4.3横梁运动形式梯形图 (24)4.3龙门刨床的磨头控制 (25)5.变频技术和PLC在龙门刨床中的应用 (28)5.1变频技术的选型和电机及其他辅助设备的选择和设定 (28)5.2 PLC的选择及应用 (28)5.2.1PLC容量的选择 (28)5.2.2 PLC未来发展前景及改造后的总体样本图 (29)6.B2012A型龙门刨床的改造。
龙门刨床工作台电气传动系统的改造
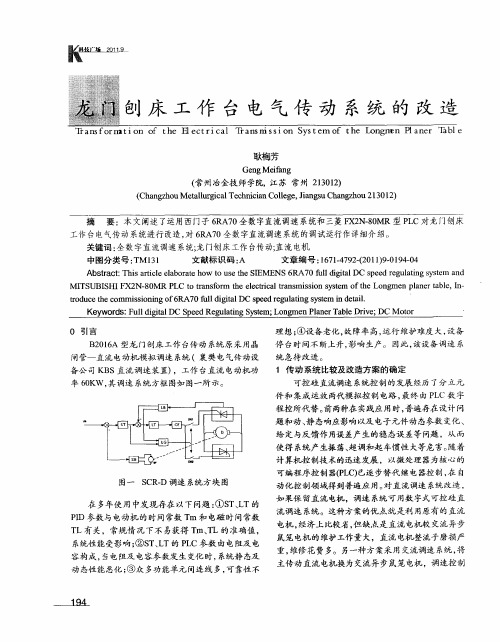
文 献标 识码 : A 文 章编 号 :6 1 7 2(0 190 9 —4 1 7 — 9 一 1 ). 140 4 2
Ab ta t Th sa t l lb r t o t s e S E E RA7 l d g tl s r c : i r cee a o a eh w u e t I M NS 6 i o h 0f l ii u a DC p e e u ai g s s m n s e d r g lt t a d n y e M IS T UBI HIF N一 0 R L o ta so m e ee t c l r n m iso y tm f eLo g n p a e b e I 一 S X2 8 M P C t n f r t l cr a ta s s i n s se o n me l n rt l , n r h i h t a  ̄o u et ec mmi so ig o d c o h s i n f RA7 l d g t l p e g l t g s se i ea l n 6 0f l ii u a DC s e d r u a i y tm d t i e n n .
:
i { 一
…
j『 J J L
。
l
。
6 Ao R 7直流调速装置
f { { ; { } } {
5 送 电前 检查装 置 和 电机
辅助 电源 系统 送 电检 查 , 地 线和辅 助 电 源零 接
l f1I {I l l IlJ I I …
1 和闭环驱 动控 制 及通 讯功 能 由两 台功 能强 大 . ’
条件具 备 时 K A3闭合 ; 当整 流 装 置 准备 就 绪 , 无故 障 , 已投 入 激磁 时 KA 闭合 ; A5KA 并 K 、 6继 电器控 制 刨 台慢 进 和 慢 退 ; A 、 A8继 电 器控 制前 进 点 K 7K
六米龙门刨床的节能改造
我公 司现 有龙 门刨 床 4台 , 是 二 十世 纪 六 七 十 都
上 述 主拖 动调速 系统 的调 速 特 性 如 图 1所 示 , 图 中 F 表示 最大 切削 力 ; 1 V表示 切 削速 度 ; P 表示 最 大
年代的产品 , 工作台调速采 用 G M方式 ( 电机一 — 发 电 动 机 ) 加 工效率 低 、 电量 高 、 , 耗 噪声 大 , 上 这 些 设 备 加 使用年限较长 , 电器元件老化 , 故障率增高 , 急需对其
进 行技 术改 造 。 随着 新 技 术 的 出现 , 为 改 造 提 供 了 也 诸 多方 法 , 本文 主要 介绍 对 B 06 2 1A龙 门刨床 的改造 。
Ab t ac :W e u e e tc n l ge u h a sr t s d n w e h oo i s s c sSCR DC p e e u ain, s e d r g lto AC e ue c o e r d gtl DC p e r f q n y c nv  ̄e , iia se d
切削功率 ; 对应于最大转矩时的最高速度 , 称为计算 速度。在 ~ 范围内要求恒转矩调速 ; 而在 ~
范 围内则要 求恒 功率 调 速 。如 果 在整个 调 速范 围均采 用 具有 恒转 矩性 质 的调 压 调 速 , 所 需 要 的 电动 机 功 则
1 拖 动 系 统
1 1 主拖 动调 速 系统 的 负荷 .
的方法 为最 佳 , 取得 了很 好 的节 电效果 。此 外还 根 据实 际情 况增 加 了铣 削功能 , 到一机 两用 。 做
用PLC改造龙门刨床电气控制系统
用PLC改造龙门刨床电气控制系统摘要:本文介绍了如何使用PLC改造龙门刨床电气控制系统,提高了其控制性能和生产效率。
通过安装PLC控制器,并配置相应的逻辑控制程序,实现了对龙门刨床的启动、停止、速度调节、工件夹紧等功能的自动化控制,有效地提高了刨床的生产效率和减少了工人劳动强度。
关键词:PLC,龙门刨床,电气控制系统,自动化控制,生产效率正文:一、龙门刨床的电气控制系统简介龙门刨床是一种常用的大型加工设备,广泛应用于各种金属材料的切削加工和形状加工。
龙门刨床的电气控制系统主要由各种控制按钮、电机控制器、传感器和电气控制箱等组成。
目前,大多数龙门刨床的电气控制系统还是基于传统的电路设计,存在操作不方便、控制性能差、产量低等问题。
二、PLC控制器的优势PLC即可编程序控制器,是一种可编程逻辑控制设备,具有高度可靠性、扩展性和灵活性等特点。
使用PLC控制器改造龙门刨床电气控制系统可以有效地提高其控制性能和生产效率,具有以下优势:1、逻辑控制程序可编程,方便灵活。
2、输入输出模块可扩展,支持多种信号采集。
3、通信接口丰富,可与其他设备联网通信。
4、可靠性高,故障率低,维护成本低。
三、PLC改造龙门刨床电气控制系统的具体步骤及实现效果1、安装PLC控制器在龙门刨床电气控制系统中添加PLC控制器,将其与原有的电气控制元件相连。
根据需要,安装多个输入输出模块,用于控制信号的采集和输出。
2、编写逻辑控制程序利用PLC编程软件编写逻辑控制程序,实现龙门刨床的启动、停止、速度调节、工件夹紧等功能。
通过对节点的逻辑运算和电气控制元件的分配,实现龙门刨床的自动化控制。
3、调试和优化将编写好的逻辑控制程序下载到PLC控制器中,并对其进行调试和优化,确保其正常运行。
在实际的车间环境中,根据需求优化控制程序,达到最佳的控制效果。
使用PLC控制器改造龙门刨床电气控制系统后,可以实现龙门刨床的自动化控制,大大提高了生产效率,缩短了生产周期,减轻了工人劳动强度,同时还可以降低故障率和维护成本。
【精品】龙门刨改造方案
龙门刨改造方案龙门刨改造方案我公司可提供多种龙门刨改造方案并提供各种刨改铣以下方案可供用户参考:A 更换所有电器控制系统,采用SRD控制系统<电柜即直流拖动发电机构>性价比使用可靠投入较大受益较常.B 利用原有配电柜,拆除现有直流电机既发电机组.采用SRD控制系统,性价比节约电器柜成本对于老化电器以后故障多.C 采用变频调速技术使用交流电机拖动.次方案是轻型机皮带刨床的最家使用方案.改造后效率高投入较少可增加铣磨等进给功能.D 利用原有直流电机去掉发电机组.使用直流调速控制系统.使用于大型刨床改造.以下以SRD改造方案为例详细介绍了改造前后的优略国内各机加工企业有大量以直流机组为主拖动系统的设备,其中以龙门刨床为典型代表,多为二十世纪六、七十年代产品,使用至今,电气部分很多都处于严重老化的状态,主要的问题有:·系统耗能高,占地庞大,利用效率低。
·启动时冲击电流大,影响到同一电网中其他设备的正常运行。
·存在高噪声污染,对人身健康影响较大。
·电机磨损严重,高速重载时电刷上火花较大,需经常维护。
·电气柜以继电器控制为主,分立元件较多,电气线路复杂,故障频繁,维修工作量大。
·机械式行程开关,触点寿命有限,故障频繁。
上述问题已经严重影响到正常的加工生产。
对其进行现代化技术改造已经迫在眉睫,对于设备维护管理人员来说,面临的核心改造任务便是找出一种新型优质的调速装置来进行替换。
SRD控制系统·电机空载电流小,约为满载电流的1%。
·综合效率高,在转速转矩大范围变化时,均保持高效率运行,节能明显,同比原来机组节约电能在30%-70%。
·同比大大减小噪声,极大改善工作环境。
节能分析:以广州某厂B215刨床为例,采用55KW SRD系统改造前后节能对比,从数据看,比原机组节约电能为:[(18-4.5)]/18×100%=75%。
B210龙门刨床电控系统的改进
文章编号:1007 6034(2004)03 0053 03B210龙门刨床电控系统的改进唐 军(中国南车集团南方汇通股份有限公司,贵州贵阳550017)摘 要:采用PLC 和直流调速技术替换龙门刨床传统的电气控制系统。
关键词:直流调速;PLC;龙门刨;电气控制中图分类号:TG551 文献标识码:B龙门刨床是工业企业加工较大型工件的主要设备,国内20世纪50年代的龙门刨床主传动装置主要是电机扩大机-直流发电机-电动机组(简称K -F-D 系统),它占地面积大、效率低、噪声大、系统故障率高,维护难,其控制部分采用继电器控制。
现采用全数字直流调速器和可编程序控制器改造这台B210龙门刨床的电控系统,取得了较好的效果。
1 龙门刨的工作原理刨台在刨削过程中不断地作往复运动,每往复一次即为一个周期。
在这一个周期内,刨台的速度是变化的。
在刨刀初接触工件时,要低速,防止刀具崩坏;切削段的速度是操作者选定的切削速度;返回段属于空行程,为了提高工作效率,返回速度尽可能高一点;返回结束前,为了减少冲力,又应将速度降至零后转向进入下一周期。
往复运动的速度变化,由刨台下面的无触点接近开关控制。
辅助部分包括润滑泵、横梁升降、抬刀与进刀、左右刀架、垂直刀架控制回路等。
2 改造方案分析龙门刨原电气原理图和刨台的工作特性,其特点为:(1)控制部分中间环节多、线路复杂。
(2)刨台往复运动速度改变时,时间短并且要求平滑。
(3)刨台高速运动时产生很大的惯性,制动非常收稿日期:2003-12-10作者简介:唐军(1968-),男,湖南邵阳人,工程师,1991年毕业于长沙铁道学院电气自动化专业,工学学士,现从事电气技术工作。
关键。
(4)刨台要求无级调速。
因此,考虑采用抗干扰能力强、面向控制对象的可编程序控制器加接触器控制,刨台采用比较成熟的直流无级调速系统进行改造。
改造后的控制系统见图1。
PLC 检测各按钮、限位开关、接近开关、调速器来的信号,按照程序去控制各接触器及调速器从而控制电机及电磁铁并显示运行状态。