刀具半径补偿在数控铣床加工中的应用
合集下载
刀具补偿在数控铣削加工中的应用

2 0 1 4 年0 5 期
科技 一向导
◇ 科技 创新◇
刀具补偿在数控铣削加工中的应用
刘 秀 霞 ( 陕西省机械高级技工学校 陕西
【 摘
勉县
7 2 3 0 0 3 )
ห้องสมุดไป่ตู้
要】 刀具补偿是数控铣 削加工 中最常用的指令 , 本 文简述 了刀具半径补偿和刀具长度补偿 的概念及应 用, 结合 实际经验 , 详细总结 了
加工 中两种补偿 的使 用情 况, 提 出了一些应注意的问题 。
【 关键词】 刀具半径补偿: 刀具 长度补偿
由于零件结构 的不同 ,在加工时有时需用 几把刀具才能完成 , 而 每把 刀具的长度不一定相 同 . 再者加工过程 中 . 刀具 的磨 损或换刀等 1 . 1 刀具半径补偿 的概念 使用 刀具长度补偿指令 , 可 以不 在数控铣床上进行 轮廓加工时 . 由于刀具半径 的存在 . 刀具 中心 其 它原因引起刀具长度发 生变化时 , 的运动轨迹并不等于实际轮廓轨迹 。在加工时 , 刀具 中心偏移零件轮 必通过 重新调整刀具或重新对刀 . 而是通过刀具长度补偿来补偿长度 廓表面一个刀具半径值 。 这种 自动偏 移计算称为刀具半径补偿。 应用 方向的误差让机床达到程序 中的指定 位置。 刀具半径补偿功能 。 只需按工件轮廓 进行编程 . 其后 将刀具半径值输 6 j 入存储器 中, 执行程序 时, 系统会 自 动计算刀具 中心轨迹 . 进行刀具半 I } 径补偿 . 从而加 工出符 合要求 的工件 形状 . 当刀具半径 发生变化时也 … 无需更改加工程序 1 - 2 刀具半 径补偿在数控铣床 中的应用 I 刀具半径补偿指令是按照半径值来确定补偿量大小 的. 不管 实际 使用刀具半径值的大小 , 因此 , 改变刀补值能实现零件 的粗加工 、 半 精 加工和精加工。 图 2 刀 具 长 度 补偿 按实 际轮廓 尺寸计算编程 .避免 了刀具 中心 轨迹的繁琐计算 过 G 4 3 为刀具长度正补偿 指令 : G 4 4为刀具长度负补偿指令 : 如图 2 程, 而系统根据输入半径 值偏移 刀具 中心运行轨迹加工 通过改变 刀 所示 .当执行 C 4 3 指令 时 . z实际值 等于 z指令值与长度补偿 寄存 器 具半径补偿值的大小来实现同一 程序, 同一把 刀具 的粗 、 精加工 。 使编 中的补偿值 相加 .相当于把刀具 抬起一个长度补偿 值的高度 执行 程工作量大大简化 G 4 4指令时 . z实际值等于 z 指令值 与长度补偿 寄存 器 中的补偿值 相 如图 1 所示 : 刀具半 径补偿粗 、 精加工应用举例 。其程序如下 : 减. 相当于把刀具向下伸 长一个长度补偿值的高度 其次 , 刀具长度补偿值可 以是 正值 . 也可 以是负值 。使用 C 4 3 指 令 中对应的补偿值设 为负值 时. 相 当于 C 4 4 指令 中对应的补偿值设为 正值 的效果 使用 G 4 4指令中对 应的补偿值设为负值 时. 相当于 C 4 3 指令 中对应的补偿 值设为正值 的效果 2 - 2 刀具长度补偿在数控铣 床中的应用 2 . 2 . 1 刀具长度补偿 功能可 以实现对零件深度尺寸的精确控制 如原点在工件上表 面 . 编程 中可以在 z轴移动到 Z 3 . 0过程中运 用刀具长度补偿指令 , 加工前设 置 G 5 4坐标 系. H 0 1 中不设置补偿量 , 图 1 刀具 半径 补偿 实例 在实 际测量 尺寸后 . 把高度误差值设置在 H 0 1 对应的寄存器 位置 . 重 0 1 2 3 4 ( 主程序 1 X5 0 Y3 0 ; 新运行一次程序 即可实 现对零件 深度尺寸 的精确控制 . GO Z0 : 2 . 2 . 2利用刀具长度补偿可以实现分层加工 G 0 1 Z 一 5 F 1 0 ( 选用 ̄ 1 6 槽 铣刀) ; X一 3 0; 如某一零件要 加工深度 为 1 6 a r m. 实 际加工过程 中. 考虑到保护刀 Y一 3 0 ; M9 8 P 0 1 ; ( D1为 8 . 2 ) 具及机床刚度等因素 . 需要分层加工 . 如每层加工 4 a r m深度 , 可 以在下 GO Z 5; X3 0: 刀到z 一 1 6的程序段 中建立 G 4 3 的长度 补偿 .即 G 0 1 G 4 3 Z 一 1 6 H 0 1 M9 8 P 0 2 ; ( 0 2为 8 . 2 1 Y3 0: F 1 0 0 ; 设定 G 5 4坐标 系中的对刀值 . 在第一层加工中. 将H O 1 中的值设 M0 5 ; G 4 0X5 0 Y0: 置为 1 2 . 在第二层加工 中。 将H 0 1 中的值设置为 8 . 在第三层加工 中。 将 M0 3 S 8 0 0; M9 9: H 0 1 中的 值设置为 4 . 在第四 层加工中 . 将H 0 1 中的值设置为 0 。 X5 0 Y3 0 ; O 2 ( 内轮廓子程序 ) 2 . 2 . 3 利用刀具长度补偿可以减少对刀次数 GO Z 0 ; XO YO ; 当某 一零件需要 多把刀而共用一个 刀柄或多把 刀分 别装在 同一 G 0 1 Z 一 5 F  ̄ 0 ( N用 ̄ 1 6槽铣刀1 GOZ O ; 规 格的刀柄上时 . 以第一把 刀为基准 . 测量 并记录刀位 点与刀柄端部 M9 8 P 0 1 ; ( D1为 7 . 9 1 G1 Z 一 5 F1 0 ; 距离. 当用第二把刀时 。 测量第二把刀刀位点与刀柄端部距离 , 与第一 GO Z 5 ; G 41 X2 0 Y0 D2; 把 刀进行 比较 .在用第二把刀的时候程序中用刀具长度补偿指令 . 并 M 9 8 P 0 2 ; ( D 1 为7 . 9 ) c0 3 X2 O YO I 一 2 0F 6 0 ; 将 两把刀与刀柄端部 的距离之差值作为补偿量 . 只要工件没有重新装 M3 0; G0 1 G40 XO Y0 ; 夹. 第 二把刀仍然可 以用第一把刀对刀设置的 G 5 4 坐标 系 O 1 ( 外轮廓子程序 1 GOZ 5 ; 2 . 3 使用 刀具长度补偿应注意的问题 G 42 X3 0 Y3 0 D1 F 6 O: M9 9 ; ( 1 1 应用刀具长度补偿指令 前 , 应 先将 长度补偿值存入 刀长偏 置寄 l _ 3使用刀具半径补偿应注意的问题 存 器中 . 否则补偿无效 ( 1 ) 用刀具半径补偿指令前 , 应先将半径补偿值存人偏置 寄存器 f 2 ) 为方便起 见 . 可先确定一把 基准刀 . 然后将 各把刀 的实 际长度 中. 否则补偿 无效 作为刀长补偿值存 人寄存器 .数控系统执行刀具长度补偿指令 时 。 会 ( 2 ) 一 般情况 下 , 刀具半 径补偿量 应为正值 , 如果补 偿值 为负 , 则 自动计算 各把刀之间的偏 置值 . 从而实现正补偿或负补偿 G 4 1 和G 4 2 正好相互替换 ( 3 ) 在程序命令方式下 , 可 以通过修改刀具长度偏值 寄存器中的值 ( 3 ) 在 加工完 成后必须用 C 4 0指令将补 偿状态取 消 . 使 铣刀 的中 达到控制切削深度的 目的 . 而无须修改零件加工程序 心点 回复到实际的坐标 点上 3 . 结语
科技 一向导
◇ 科技 创新◇
刀具补偿在数控铣削加工中的应用
刘 秀 霞 ( 陕西省机械高级技工学校 陕西
【 摘
勉县
7 2 3 0 0 3 )
ห้องสมุดไป่ตู้
要】 刀具补偿是数控铣 削加工 中最常用的指令 , 本 文简述 了刀具半径补偿和刀具长度补偿 的概念及应 用, 结合 实际经验 , 详细总结 了
加工 中两种补偿 的使 用情 况, 提 出了一些应注意的问题 。
【 关键词】 刀具半径补偿: 刀具 长度补偿
由于零件结构 的不同 ,在加工时有时需用 几把刀具才能完成 , 而 每把 刀具的长度不一定相 同 . 再者加工过程 中 . 刀具 的磨 损或换刀等 1 . 1 刀具半径补偿 的概念 使用 刀具长度补偿指令 , 可 以不 在数控铣床上进行 轮廓加工时 . 由于刀具半径 的存在 . 刀具 中心 其 它原因引起刀具长度发 生变化时 , 的运动轨迹并不等于实际轮廓轨迹 。在加工时 , 刀具 中心偏移零件轮 必通过 重新调整刀具或重新对刀 . 而是通过刀具长度补偿来补偿长度 廓表面一个刀具半径值 。 这种 自动偏 移计算称为刀具半径补偿。 应用 方向的误差让机床达到程序 中的指定 位置。 刀具半径补偿功能 。 只需按工件轮廓 进行编程 . 其后 将刀具半径值输 6 j 入存储器 中, 执行程序 时, 系统会 自 动计算刀具 中心轨迹 . 进行刀具半 I } 径补偿 . 从而加 工出符 合要求 的工件 形状 . 当刀具半径 发生变化时也 … 无需更改加工程序 1 - 2 刀具半 径补偿在数控铣床 中的应用 I 刀具半径补偿指令是按照半径值来确定补偿量大小 的. 不管 实际 使用刀具半径值的大小 , 因此 , 改变刀补值能实现零件 的粗加工 、 半 精 加工和精加工。 图 2 刀 具 长 度 补偿 按实 际轮廓 尺寸计算编程 .避免 了刀具 中心 轨迹的繁琐计算 过 G 4 3 为刀具长度正补偿 指令 : G 4 4为刀具长度负补偿指令 : 如图 2 程, 而系统根据输入半径 值偏移 刀具 中心运行轨迹加工 通过改变 刀 所示 .当执行 C 4 3 指令 时 . z实际值 等于 z指令值与长度补偿 寄存 器 具半径补偿值的大小来实现同一 程序, 同一把 刀具 的粗 、 精加工 。 使编 中的补偿值 相加 .相当于把刀具 抬起一个长度补偿 值的高度 执行 程工作量大大简化 G 4 4指令时 . z实际值等于 z 指令值 与长度补偿 寄存 器 中的补偿值 相 如图 1 所示 : 刀具半 径补偿粗 、 精加工应用举例 。其程序如下 : 减. 相当于把刀具向下伸 长一个长度补偿值的高度 其次 , 刀具长度补偿值可 以是 正值 . 也可 以是负值 。使用 C 4 3 指 令 中对应的补偿值设 为负值 时. 相 当于 C 4 4 指令 中对应的补偿值设为 正值 的效果 使用 G 4 4指令中对 应的补偿值设为负值 时. 相当于 C 4 3 指令 中对应的补偿 值设为正值 的效果 2 - 2 刀具长度补偿在数控铣 床中的应用 2 . 2 . 1 刀具长度补偿 功能可 以实现对零件深度尺寸的精确控制 如原点在工件上表 面 . 编程 中可以在 z轴移动到 Z 3 . 0过程中运 用刀具长度补偿指令 , 加工前设 置 G 5 4坐标 系. H 0 1 中不设置补偿量 , 图 1 刀具 半径 补偿 实例 在实 际测量 尺寸后 . 把高度误差值设置在 H 0 1 对应的寄存器 位置 . 重 0 1 2 3 4 ( 主程序 1 X5 0 Y3 0 ; 新运行一次程序 即可实 现对零件 深度尺寸 的精确控制 . GO Z0 : 2 . 2 . 2利用刀具长度补偿可以实现分层加工 G 0 1 Z 一 5 F 1 0 ( 选用 ̄ 1 6 槽 铣刀) ; X一 3 0; 如某一零件要 加工深度 为 1 6 a r m. 实 际加工过程 中. 考虑到保护刀 Y一 3 0 ; M9 8 P 0 1 ; ( D1为 8 . 2 ) 具及机床刚度等因素 . 需要分层加工 . 如每层加工 4 a r m深度 , 可 以在下 GO Z 5; X3 0: 刀到z 一 1 6的程序段 中建立 G 4 3 的长度 补偿 .即 G 0 1 G 4 3 Z 一 1 6 H 0 1 M9 8 P 0 2 ; ( 0 2为 8 . 2 1 Y3 0: F 1 0 0 ; 设定 G 5 4坐标 系中的对刀值 . 在第一层加工中. 将H O 1 中的值设 M0 5 ; G 4 0X5 0 Y0: 置为 1 2 . 在第二层加工 中。 将H 0 1 中的值设置为 8 . 在第三层加工 中。 将 M0 3 S 8 0 0; M9 9: H 0 1 中的 值设置为 4 . 在第四 层加工中 . 将H 0 1 中的值设置为 0 。 X5 0 Y3 0 ; O 2 ( 内轮廓子程序 ) 2 . 2 . 3 利用刀具长度补偿可以减少对刀次数 GO Z 0 ; XO YO ; 当某 一零件需要 多把刀而共用一个 刀柄或多把 刀分 别装在 同一 G 0 1 Z 一 5 F  ̄ 0 ( N用 ̄ 1 6槽铣刀1 GOZ O ; 规 格的刀柄上时 . 以第一把 刀为基准 . 测量 并记录刀位 点与刀柄端部 M9 8 P 0 1 ; ( D1为 7 . 9 1 G1 Z 一 5 F1 0 ; 距离. 当用第二把刀时 。 测量第二把刀刀位点与刀柄端部距离 , 与第一 GO Z 5 ; G 41 X2 0 Y0 D2; 把 刀进行 比较 .在用第二把刀的时候程序中用刀具长度补偿指令 . 并 M 9 8 P 0 2 ; ( D 1 为7 . 9 ) c0 3 X2 O YO I 一 2 0F 6 0 ; 将 两把刀与刀柄端部 的距离之差值作为补偿量 . 只要工件没有重新装 M3 0; G0 1 G40 XO Y0 ; 夹. 第 二把刀仍然可 以用第一把刀对刀设置的 G 5 4 坐标 系 O 1 ( 外轮廓子程序 1 GOZ 5 ; 2 . 3 使用 刀具长度补偿应注意的问题 G 42 X3 0 Y3 0 D1 F 6 O: M9 9 ; ( 1 1 应用刀具长度补偿指令 前 , 应 先将 长度补偿值存入 刀长偏 置寄 l _ 3使用刀具半径补偿应注意的问题 存 器中 . 否则补偿无效 ( 1 ) 用刀具半径补偿指令前 , 应先将半径补偿值存人偏置 寄存器 f 2 ) 为方便起 见 . 可先确定一把 基准刀 . 然后将 各把刀 的实 际长度 中. 否则补偿 无效 作为刀长补偿值存 人寄存器 .数控系统执行刀具长度补偿指令 时 。 会 ( 2 ) 一 般情况 下 , 刀具半 径补偿量 应为正值 , 如果补 偿值 为负 , 则 自动计算 各把刀之间的偏 置值 . 从而实现正补偿或负补偿 G 4 1 和G 4 2 正好相互替换 ( 3 ) 在程序命令方式下 , 可 以通过修改刀具长度偏值 寄存器中的值 ( 3 ) 在 加工完 成后必须用 C 4 0指令将补 偿状态取 消 . 使 铣刀 的中 达到控制切削深度的 目的 . 而无须修改零件加工程序 心点 回复到实际的坐标 点上 3 . 结语
数控加工过程中“刀具半径补偿”应用探讨
关键 词 : 数控铣床 ; 刀具半 径补偿 ; 探讨 ; 注意事项
中图分 类号 :G 1 T T
在应用数控铣床进行零件加工时 , 对加工余量
的铣 削 , 往采 用手 动方 式完 成 。因此 , 工 端面 的 往 加
2 数 控加 工 中 “ 具 半 径 补偿 " 刀 在零
பைடு நூலகம்
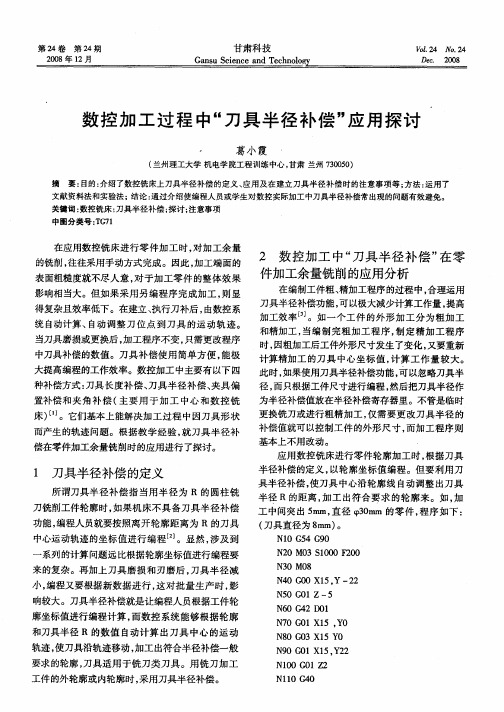
表面粗糙度就不尽人意 , 对于加工零件 的整体效果 影响相 当大 。但如果采用 另编程序完成加工 , 则显 得复杂且效率低下。在建立 、 执行刀补后 , 由数控系 统 自动计算 、 自动调整 刀位点 到刀具 的运 动轨迹。 当刀具磨损或更换后 , 加工程序不变, 只需更改程序 中刀具补偿的数值。刀具补偿使用简单方便 , 能极 大提高编程 的工作效率。数控加工中主要有以下 四
参数设置值放大 , 例如,m 刀具 中心就在离轮廓 6 m,
所谓刀具半径补偿指 当用半 径为 R的圆柱铣 刀铣削工件轮廓时 , 如果机床不具备刀具半 径补偿 功能 , 编程人员就要按照离开轮廓距离为 R的刀具 中心运动轨迹的坐标值 进行 编程 。显然 , 】 涉及到
一
半径补偿 的定义 , 以轮廓坐标值 编程。但要利用 刀 具半径补偿 , 使刀具中心沿轮廓线 自动调整 出刀具
一
葛小 霞 r
( 兰州理工大学 机 电学 院工程训练 中心 , 甘肃 兰州 7 0 5 ) 30 0
摘
要 : : 了数控铣床上 刀具半径 补偿 的定义 、 目的 介绍 应用 及在 建立 刀具半径 补偿 时的注意事 项等 ; 方法 : 运用 了
文献 资料法和实验法 ; 结论 : 通过介 绍使 编程人员或学生对数控 实际加 工中刀具半径补偿 常出现的问题 有效避免 。
数控加工中刀具半径补偿功能的应用研究
o eaa s h olai o p nain nw i t t gmot fo tem ai teto r i nt nl i o et u cm e t o ̄ hc s i sy rm enn o h la u h ys ft o r s d s l h a n r l h gf o s d
c mpe a i n.pplc i n a d s v r o lm o b i t n in o s n t o a ia o t n e e a pr b e l s t epa d a e to t CNC Ma hi ig pl a in i e— c n n a it o s p c r
中的刀具补偿 功 能的综合 性能得 到更广 泛的应 用。
关键 词 : 刀具 补偿 ; 程序 ; 应用
【 bt c】W e r r m r  ̄ e apor r ah i a s a r l tc hu e A s at hna o a e ks r a f c i n p r , t o e r ksol b r p gm n g m o m n g tp p f a r i d
和工件 的加工精度 。
移一个刀具半 径值 ; 在进行外轮廓加工时 , 刀具中心必须 向零件 的外侧偏 移一个刀具半径值 , 只有这样才能得到所需的零件轮 廓。这种按照零件轮廓编制的程序和预先设定 的偏 置参数 , 数控 装置就能实时 自动生成 刀具 中心轨迹的功能称为刀具半径补偿
于 凤 丽
( 阳铁路机械 学校 , 阳 l0 3 ) 沈 沈 106
Re e r h o o l a is c mp n a i n a pia in i s a c ft o d u o r est on i p l t n NC c i ig c o ma hn n
立式数控铣削刀具半径补偿功能的运用

- L勰 — f 、 骚 - 荨 。 1 4 I j
4 . : x15 ∞
—
t
=
L 一
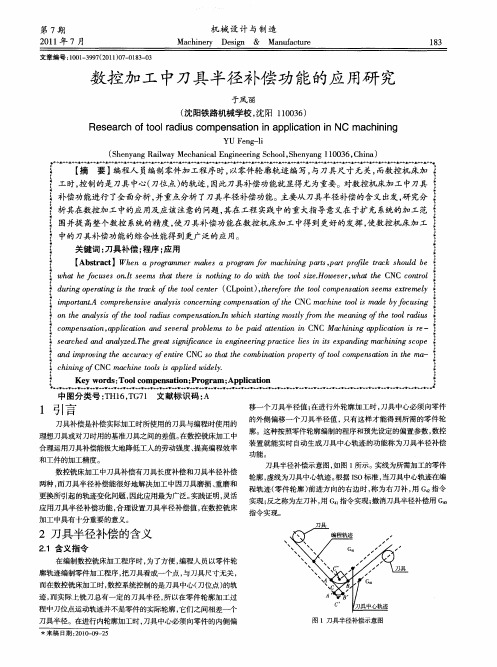
在 实际加 工时 ,需要 考虑建 立刀具 半径补偿 和撤销 刀具
半 径 补偿 时 的 刀轨 ,会 不 会 引起 对 加 工 工 件 的 过 切 或 与 工 件 轮 廓 相 干 涉 ,若 影 响 ,只 需 要 修 改 或 者 撤 消 刀 具 半 径 补 偿 的 轨 迹 即 可 。 同理 ,在 模 具 加 工 中 ,利 用同 程序也可以加工同 公
2 刀具 半径 补 偿 的应 用 剖 析
1 实现零件 的轮 廓加 工,提 高加 工精度 . 使 用刀具半径补 偿指令 可以按零 件的 内、外轮廓直接 编 程 ,实现轮廓加工 ,这是刀具半径补偿的一般应 用。由于刀具 不浪 费材料 ,应采取增加刀具半径补偿值的方法 ,根据加工实
一 一 一 一
刀具半径补偿 ,实现 了根据零件轮廓直接编程的巨变,大大简
化 了编程工作量 。因此 ,理解刀具半径补偿并能正确灵活地使
用 刀具 补 偿 功 能 ,将 起 到 事 半 功 倍 的 效 果 ,将 刀具 补 偿 和 变量
编 程结合使 用,还可实现一些复杂 曲面的加工 ,在数控切 削加
则 自动偏移 量是不 同的 ,如 图1 当中就分 别选择 了半径不 同的 半径补偿值不一定等于刀具半径值 ,因此在首件加 工时 ,为 了
测值 和理 论值之 差 ,修 正刀具 半径补 偿值 ,从 而提高 加工精
刀具半径补偿指令有G 1 4  ̄ G 0 个指令 。沿着刀具 度 。同一加工程序 ,当刀具磨损或重磨后 ,直 径会发生改变 , 4 、G 2 I 4 共3 3 前进方 向看 ,刀具位于工件轮廓的左侧 ,称为左补偿 ,用G 1 ̄ 则需要通过修改刀具半径补偿值来获得所需的尺寸精度 ,增加 4 }
刀具半径补偿在数控铣床上的应用
加工。
个 点 , 刀尖 运动 轨迹 来编 程 , 样编 制 的程序 不符 按 这 合 加工 要求 , 将使 加工 结果 与 加工要 求 间存 在误 差 。 怎样 来确定 刀具 实际 运动 轨迹 与工 件轮廓 之间 的差
值 , 我们 研究 的重 要 问题 。 是
1 刀具 半 径 补偿 [ 1 ]
烦, 绝大 部分 数控 铣床 具有刀 具半 径补 偿功 能 : 在数 控 机床 的参 数表 里 , 置 了相应 的存储 器 , 门用 来 设 专
存 放 刀具半 径补 偿值 。把对 应刀 具 的半径 补偿值 预
c n sm p iy NC r g a a d a s r h u l y o a i l f p o r m n s u e t e q a i f t
维普资讯
刀具半径 补偿在数控铣床上的应用
王 叶萍 。 ( . 苏大学 ,江 苏 镇 江 2 2 1 ;. 苏省 南通 职 业大 学 , 1江 103 2 江 江苏 南通 2 6 0 ) 2 0 7
App ia i n ofCo p n a i n f rt e To lRa i s o l to m e s to o h o d u n NC i i g M a h n s c M ln l c i e
摘要 : 介绍在 数 控 铣 床 上 灵 活使 用刀 具 半径 补
须 计算 虚线 的运 动 轨 迹 和刀 具 半 径 R 的 值 。将 刀
具 中心运 动轨 迹 的数 据作 为 输 入 指 令 , 数 控机 床 让 按此 加工 数据 来 完成 零 件 加 工 , 然 很麻 烦 。如果 显 在加 工过 程 中 , 被加 工零 件 的材料 , 加工 工艺 发生 变 化 , 者 刀具 产生 磨损 , 或 尺寸 发生变 化而 需要 更换 刀 具时 , 必须重 新 编 写 加工 程 序 。为 了避 免 这 种麻 就
个 点 , 刀尖 运动 轨迹 来编 程 , 样编 制 的程序 不符 按 这 合 加工 要求 , 将使 加工 结果 与 加工要 求 间存 在误 差 。 怎样 来确定 刀具 实际 运动 轨迹 与工 件轮廓 之间 的差
值 , 我们 研究 的重 要 问题 。 是
1 刀具 半 径 补偿 [ 1 ]
烦, 绝大 部分 数控 铣床 具有刀 具半 径补 偿功 能 : 在数 控 机床 的参 数表 里 , 置 了相应 的存储 器 , 门用 来 设 专
存 放 刀具半 径补 偿值 。把对 应刀 具 的半径 补偿值 预
c n sm p iy NC r g a a d a s r h u l y o a i l f p o r m n s u e t e q a i f t
维普资讯
刀具半径 补偿在数控铣床上的应用
王 叶萍 。 ( . 苏大学 ,江 苏 镇 江 2 2 1 ;. 苏省 南通 职 业大 学 , 1江 103 2 江 江苏 南通 2 6 0 ) 2 0 7
App ia i n ofCo p n a i n f rt e To lRa i s o l to m e s to o h o d u n NC i i g M a h n s c M ln l c i e
摘要 : 介绍在 数 控 铣 床 上 灵 活使 用刀 具 半径 补
须 计算 虚线 的运 动 轨 迹 和刀 具 半 径 R 的 值 。将 刀
具 中心运 动轨 迹 的数 据作 为 输 入 指 令 , 数 控机 床 让 按此 加工 数据 来 完成 零 件 加 工 , 然 很麻 烦 。如果 显 在加 工过 程 中 , 被加 工零 件 的材料 , 加工 工艺 发生 变 化 , 者 刀具 产生 磨损 , 或 尺寸 发生变 化而 需要 更换 刀 具时 , 必须重 新 编 写 加工 程 序 。为 了避 免 这 种麻 就
刀具半径补偿在数控铣床中的应用

创新发展 ・理论研究 岫 E T E NS 广 M DR R E 1 N R OEPI
CUL RE 川
刀具半径补偿在数控铣床 中的应用
周 其 江
( 庆 市 高级 技 工 学校 ,广 东 肇 庆 562 肇 200)
摘 要:使 用数控铣床加 工轮廓零件具有一定的难 度 .文章针
置刀具补偿 量 ,编程 刀 具 半径 补偿 的 概 述 刀具半径补偿就是根据工件轮廓坐标值进行 编程数控 系统 能 人员将刀 具半径值 输
、
够 根据 轮 廓 和 刀 具 半 径 的数 值 自动 计 算 出 刀 具 中心 的运 动 轨 迹 ,
入 寄存 器 中 。9 T 时 ,在 程 序 上 改 变相 应 的补 偿 号 ,而不 必 改 变 n
对加 工 曲 线轮 廓 的复 杂 性 ,通过 举 例 从 多 角度 分 析 了刀 具 半 径 补
偿 在 数 控 铣 床 上 的应 用。
在 加 工 零 件 过 程
中,一般需 要通过 相 加工 、精 加工 的基 本 工序 ,两 ;刀具 半径补偿 ;数控铣床
所示 ,使 用立铣刀的直径为 3 m 0 m。其加 使 刀具 沿轨 迹 移 动 。采用 刀具 半 径 补偿 功 能 时 ,首 先 要 判 定 刀 具 整个加工 程序 。如图3 工程序为 : 半径 补偿的方 向 ,判定方 法如下 :假定工件 不动 ,顺着刀具前 进 方 向看去 ,刀具位于工件轮廓左边 时,为左补 偿G 1 4 ;刀具在 工 偿用G 0 4 ,也 可用1 0 3 。刀具半径值预 先存入存储器D X中 ,X 0 X X 为存储 器号 ,D 代码中存放 刀具半径 值作 为补偿 量 ,用于数控 系 统计算 刀具 中心 的运动轨迹 ,一般 有D 0 D 9 O ~ 9 。执行刀具 半径 补 偿 后 ,数控 系统 自动计算 ,并使刀具按 照计算结果 自动补偿 。
CUL RE 川
刀具半径补偿在数控铣床 中的应用
周 其 江
( 庆 市 高级 技 工 学校 ,广 东 肇 庆 562 肇 200)
摘 要:使 用数控铣床加 工轮廓零件具有一定的难 度 .文章针
置刀具补偿 量 ,编程 刀 具 半径 补偿 的 概 述 刀具半径补偿就是根据工件轮廓坐标值进行 编程数控 系统 能 人员将刀 具半径值 输
、
够 根据 轮 廓 和 刀 具 半 径 的数 值 自动 计 算 出 刀 具 中心 的运 动 轨 迹 ,
入 寄存 器 中 。9 T 时 ,在 程 序 上 改 变相 应 的补 偿 号 ,而不 必 改 变 n
对加 工 曲 线轮 廓 的复 杂 性 ,通过 举 例 从 多 角度 分 析 了刀 具 半 径 补
偿 在 数 控 铣 床 上 的应 用。
在 加 工 零 件 过 程
中,一般需 要通过 相 加工 、精 加工 的基 本 工序 ,两 ;刀具 半径补偿 ;数控铣床
所示 ,使 用立铣刀的直径为 3 m 0 m。其加 使 刀具 沿轨 迹 移 动 。采用 刀具 半 径 补偿 功 能 时 ,首 先 要 判 定 刀 具 整个加工 程序 。如图3 工程序为 : 半径 补偿的方 向 ,判定方 法如下 :假定工件 不动 ,顺着刀具前 进 方 向看去 ,刀具位于工件轮廓左边 时,为左补 偿G 1 4 ;刀具在 工 偿用G 0 4 ,也 可用1 0 3 。刀具半径值预 先存入存储器D X中 ,X 0 X X 为存储 器号 ,D 代码中存放 刀具半径 值作 为补偿 量 ,用于数控 系 统计算 刀具 中心 的运动轨迹 ,一般 有D 0 D 9 O ~ 9 。执行刀具 半径 补 偿 后 ,数控 系统 自动计算 ,并使刀具按 照计算结果 自动补偿 。
刀具半径补偿在数控铣削中的应用研究
径 补 偿 时 应 注 意 的 问题 进 行 阐 述 , 以 此 来 保 证 数 控 铣 削 加
:刀 具 ;半 径 补 偿 ;编 程 ;加 工
文献 标 识码 :A 文 章 编 号 : 10 — 4 2 (0 0 1 — 0 2 0 0 9 9 9 2 1) 2 0 5 — 2
1引 言
在 数 控 编 程 过 程 中 ,为 了 简 化 编 程 ,通 常 将 数 控 刀 具 假 想 成 一 个 点 。 在 编 程 时 ,一 般 不 考 虑 刀 具 的 半 径 ,而 考 虑 刀 位 点 与 编 程 ( 件 )轨 迹 重 合 。 但 在 实 际 加 工 时 , 因 工
个 加 工 程 序 进 行 说 明 ,零 件 图如 图 2所 示 。选 用 中1 6的平
底 刀 在 8 rm x 0 0 a 8 mmx 0 2 mm 的 毛 坯 上 加 工 6 rmx 0 0 a 6 mmx
先 在 轮 廓 的 延 长线 上 选 取 一 点 A 作 为下 刀 点 ,在 O 段 建 A 立 刀 补 ,之 后 刀 具 沿 被 加 工 轮 廓 运 动 .直 至 到达 E点 后 撤 销 刀 补 。 在 “ 续 运 行 ” 状 态 时 ,C C在 补 偿 开 始 时 将 预 连 N 读 两 段 程 序 ,执 行 第 一 个 程 序 段 ,第 二 个 程 序 段 进 入 刀 具
半径 补 偿 缓 冲器 中 ,以 判 断 下一 步 的偏 置 轨 迹 。
2 mm 的外 形 轮 廓 。
主程序 :
G1 0 G 0 G5 2 . 7 G9 4 4 GO X0 Y0 Z 00:
¥6 M03 00
T1 0 M0 6; ( =1 rm ) T 6n
理 想 尺 寸 。 因 此 ,在 实 际 加 工时 必 须 通 过 刀具 半 径 补 偿 指
刀具半径补偿功能在立式数控铣削中的运用
HUANG J —z a LIXin—j n j h n。 a u
( h lo e ha c la d Elc rc gi e i g, u hou I s iu e o c ie t r e hno o Sc oo fM c nia n e tialEn ne rn X z n tt t f Ar h tc u eT c l gy, z u 2 0 Xu ho 21 08, i a) Ch n
一
个 刀具 半径 值 , 为此 必 须 使 刀 具 沿工 件 轮 廓 的 法
c lv l e f i a a u or smplf ng pr gr m mi iyi o a ng, ghe e hi r pr — cson a on o ou i rc m f rng i i nd c t ur r nd ng o ha e i .
K e r s: oo o fe ; m e i a o r p o y wo d t l fs t nu rc lc ntol r —
向偏 移一个 刀具 半径 , 即所谓 的刀 具半径 补偿 , ] 如 图 1所示 。 当数控 机 床 具 备 刀具 半 径 补 偿 功 能时 , 编程人 员 只需根 据 轮 廓 编程 , 控 系统 会 自动 计算 数 出刀 具 中心轨迹 , 工 出所 需要 的 工件 轮廓 , 使用 加 且 了刀具 半径 补偿 指 令 后 , 用 不 同半 径 的刀 具加 工 选
e a pl s w hih i e t i po t n e a a t— xm e, c s ofgr a m r a c nd pr e i
在 数控 铣 床 上进 行 工 件 轮廓 加 工 时 , 由于铣 刀
半径 的存 在 , 刀具 中心轨 迹 和工件 轮廓 不重 合 , 差 相
( h lo e ha c la d Elc rc gi e i g, u hou I s iu e o c ie t r e hno o Sc oo fM c nia n e tialEn ne rn X z n tt t f Ar h tc u eT c l gy, z u 2 0 Xu ho 21 08, i a) Ch n
一
个 刀具 半径 值 , 为此 必 须 使 刀 具 沿工 件 轮 廓 的 法
c lv l e f i a a u or smplf ng pr gr m mi iyi o a ng, ghe e hi r pr — cson a on o ou i rc m f rng i i nd c t ur r nd ng o ha e i .
K e r s: oo o fe ; m e i a o r p o y wo d t l fs t nu rc lc ntol r —
向偏 移一个 刀具 半径 , 即所谓 的刀 具半径 补偿 , ] 如 图 1所示 。 当数控 机 床 具 备 刀具 半 径 补 偿 功 能时 , 编程人 员 只需根 据 轮 廓 编程 , 控 系统 会 自动 计算 数 出刀 具 中心轨迹 , 工 出所 需要 的 工件 轮廓 , 使用 加 且 了刀具 半径 补偿 指 令 后 , 用 不 同半 径 的刀 具加 工 选
e a pl s w hih i e t i po t n e a a t— xm e, c s ofgr a m r a c nd pr e i
在 数控 铣 床 上进 行 工 件 轮廓 加 工 时 , 由于铣 刀
半径 的存 在 , 刀具 中心轨 迹 和工件 轮廓 不重 合 , 差 相
数控铣床编程中刀具半径补偿的应用
程 中( A— B— C— D— E) 刀 具 中 心 轨 迹 始 终 与 编 程 , 3 图 3 刀 具 半 径 右 补 偿 刀 具 半 径 补 偿 在 加 工 中 的 应 用 在 实 际 加 工 中 进 行 刀 具 半 径 补 偿 时 , 置 量 的 偏
大 小 取 决 于 设 定 在 机 床 内 的 参 数 , 刀 具 半 径 输 入 将 数 控 系 统 , 执 行 的 过 程 中 , 统 会 自动 计 算 出 刀 具 在 系 的 中 心 轨 迹 , 而 加 工 出符 合 要 求 的 工 件 。 刀 具 半 从 当
21 0 2年 1月
内 蒙 古 科 技 与 经 济
I n rM o g l ce c c n lg n e n oi S in eTe h oo y& Ec n my a oo
Jn a y2 1 a u r 0 2
N o. 1 Tot lN o 51 a .2
第 1期 总 第 2 1 5 期
轨 迹 相 距 一 个 偏 置 量 , 到 刀 补 取 消 ( 1中 实 线 与 直 图
点 划 线 之 间相 差 一个 刀 具 半 径值 )③ 刀补 取 消 : ; 刀
具 离 开工 件从 E点 运 动到 。 点 的过 程 中取 消 刀补 ,
刀 补 取 消 的 过 程 实 际 就 是 刀 具 中 心 轨 迹 过 渡 到 与 编
径 变 化 时 只 需 要 更 改 机 床 刀 具 表 内 的 参 数 值 , 需 无
更 改 加 工 程 序 。如 果 机 床 数 控 系 统 内 的 半 径 参 数 值 与 实 际 使 用 的 刀 具 半 径 值 不 相 同 , 床 会 按 照 数 控 机 系 统 内 的 参 数 进 行 补 偿 。 如 , 进 行 零 件 外 轮 廓 铣 例 在
大 小 取 决 于 设 定 在 机 床 内 的 参 数 , 刀 具 半 径 输 入 将 数 控 系 统 , 执 行 的 过 程 中 , 统 会 自动 计 算 出 刀 具 在 系 的 中 心 轨 迹 , 而 加 工 出符 合 要 求 的 工 件 。 刀 具 半 从 当
21 0 2年 1月
内 蒙 古 科 技 与 经 济
I n rM o g l ce c c n lg n e n oi S in eTe h oo y& Ec n my a oo
Jn a y2 1 a u r 0 2
N o. 1 Tot lN o 51 a .2
第 1期 总 第 2 1 5 期
轨 迹 相 距 一 个 偏 置 量 , 到 刀 补 取 消 ( 1中 实 线 与 直 图
点 划 线 之 间相 差 一个 刀 具 半 径值 )③ 刀补 取 消 : ; 刀
具 离 开工 件从 E点 运 动到 。 点 的过 程 中取 消 刀补 ,
刀 补 取 消 的 过 程 实 际 就 是 刀 具 中 心 轨 迹 过 渡 到 与 编
径 变 化 时 只 需 要 更 改 机 床 刀 具 表 内 的 参 数 值 , 需 无
更 改 加 工 程 序 。如 果 机 床 数 控 系 统 内 的 半 径 参 数 值 与 实 际 使 用 的 刀 具 半 径 值 不 相 同 , 床 会 按 照 数 控 机 系 统 内 的 参 数 进 行 补 偿 。 如 , 进 行 零 件 外 轮 廓 铣 例 在
刀具半径补偿在数控铣床中的应用
个刀具尺寸来进行编l , 程 在实际加唧 寸 用实际的刀具半径 , 由此可见, 正是由于刀补值的变化适应了刀具的变化 , 在
值代替 假设的刀具半径 。
具半径值输 入 数控系统中, 大部分机床都是用 D值来指令存储
器的偏置号 , 在执行程序时,系统会自 动计算刀具中心轨迹,
不改变原有程序的情况下,同样满足了加工要求。
大简化。 实践汪明, 灵活应用刀具半径补偿功能 , 合理设置刀
具半径补偿值 ( 即刀补值 ) ,在数控加工中有着极为重要的意
义。
一
A(I+ I △舴 为刀具半径补偿值输入,而在精加工时只输入刀 !r I
、
改变刀补值适应刀具的变化
具实际半径值 r ,这样通过改变刀补的方法, 实现了用同—个 程序来完成粗 、 精两道工序的加工要求。
0l ll
可以大幅提高灵敏度。
【 责任编辑:尤书才】
入 口
1 0
出口
1 0
16 . 9
00 .2
( 上接第 5 6页) D 8 8 !I ( 0 11 0 M9 P II 调 11 子程序进行精加工, o一 D8 精加工刀补值 f ) 3
M 0l
Go 4X1 . 00
中田分类号:T3 17 P9 .3
文献标识码:A
文章编号:10—7220 )2 05—1 0846 (060—0 60
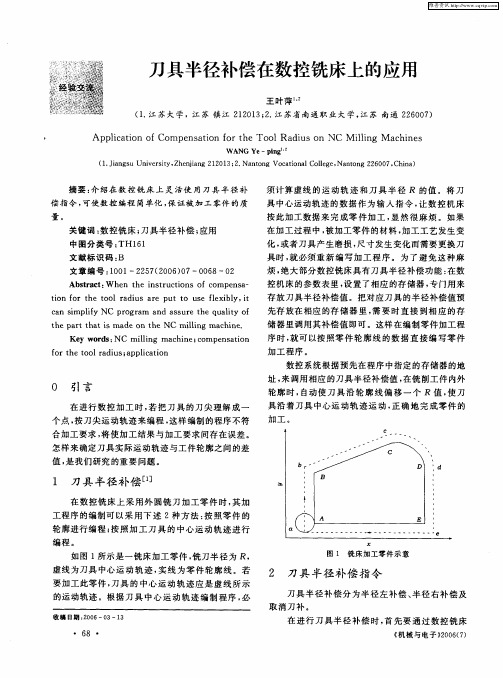
在数控铣床 进行轮廓加工时, 总是以工件轮廓尺寸作为 刀具轨迹进行编程, 非常方便 , 但是实际刀具轨迹与工件轮廓
3 用于更换刀具 . 刀具更换以后, 用新刀具的半径值作为刀补值代替原有的 刀补值进行加工即可。 另外 , 编程人员也可以在刀具尺寸未知的情况下, 先假设
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
径 补偿 功 能 。能极 大 提 高 数控 铣 床 编 程 及加 工 的效 率, 对数 控加 工起 到事 半 功倍 的作 用 。
廓, 刀位点必须偏移零件 轮廓一个刀具半径 , 这种偏
移 偿 的作 用 -
在 数控 铣 床上进 行 工件 轮廓 的铣 削 加工 时 , 由于 立 铣刀 的刀 位 点在底 面 中心 点 .如不 考 虑刀 具半 径 ,
直接按照工件轮廓编程虽然 比较方便 , 但加工 出的零 件尺寸 比图样要求小一圈( 加工外轮廓) 或大一圈( 加 工 内轮廓)如图 1 , 所示 。要想加工出合格的零件 , 必 须 按 刀心轨 迹 进行 编程 。
G 1G 2的判断方法 : 4 、4 ①刀具半径左补偿 G 1 4,
即沿 刀具 进 刀 方 向看 ,刀 具 中心偏 在 零 件 轮 廓 的左
1 刀具半径 补偿 的原理
11 刀具 半径 补偿 的概 念 . 由于刀 具 总有一 定 的刀 具半 径 , 在零 件 轮廓 加工
过 程 中 。 具 刀位点 的运 动轨 迹 并不 是零 件 的实 际 轮 刀
时, 必须重新计算刀心轨迹 , 并修改程序 。 这样既复杂 繁锁 , 不易 保证 加工 精度 。应 用 刀具半 径 补偿 功 能 又 时. 就可 以忽略刀具半径 , 直接用零件轮廓编程 , 然后 把刀具半径补偿放在补偿寄存器里。 刀具磨损 、 重磨 、 换新刀 、 粗精加工等 , 只需更改刀具半径补偿值 , 并不 需要 更 改加 工程 序 。实践 证 明 , 确合 理使 用 刀具 半 正
刀具 半径 补偿在数 控铣床
张景霞 , 李泉 海
T. 中的应 用
( . 顺矿 业集团技 师学院, 1 抚 辽宁 抚顺 1 30 ;. 1 0 82沈阳农业 大学, 沈阳 1 06 ) 18 6 摘要 : 刀具半径补偿指令 是数控铣床编程与加工 中应用最广 最重要的指令 , 正确 、 理地 使用刀具半径补偿 对于复杂零件 简化编 合 程计算和提高零件精度具有举足轻重的作用。介绍刀具半径补偿 原理 , 以实例说 明刀具半径补偿的过程。 关键词 : 刀具半径 ; 补偿 ; 过切 ; 刀心轨迹 中图分类号 :G 4 T 57 文献标识码 : A 文章编号 :6 4 16 (0 11— 0 0 0 17 — 112 1)2 0 1— 4
2 )刀补 执行 。
与建立 刀具 半径 补偿 过程类 似 . 在零 件最 后一 段 刀具 半径 补 偿轨 迹 加 工完 成 后 , 刀具 撤 离工 件 , 具 刀
中心轨迹过渡到与编程轨迹重合 的过程称为取消刀 补。 其指令用 G 0 退刀点也应位于零件轮廓之外 , 4。 距 离加工零件轮廓退出点较近 ,可以与起刀点相同, 也
2 刀 具 半 径 补 偿 的 剖 析
21 刀具 半 径补偿 指 令 . 1 令格 式 。 )指 G 1G 1c o x D : 具半 径左 补偿 4 0 ( o ) Y 刀
G 2G 1 c o x D ; 具半 径 右补偿 4 0 ( o ) Y 刀 G 0G 1 c o x D : 消 刀具半 径 补偿 4 0 ( o ) Y 取 2 )指 令说 明 。
可 以不相 同 。 如果设 起 刀点 与退 刀点是 同一 点 , 刀补 过程 如 图
3所 示
G 1G 2 4 、 4 是模态指令 , G 1 G 2 在 4 或 4 程序段后 , 程序进入补偿模式 , 此时刀具中心与编程轨迹始终偏 置一 个刀 具半 径 , 直到取 消 刀补 。
按 刀 具 中心 轨 迹 编程 .基 点 坐标 的计 算 非 常 麻 烦 , 构 简 单 的零 件 还 好 一 点 . 于 结 构 复杂 的零 件 结 对
如果不借助计算机绘图软件 , 手工计算很难完成 。尤 其是 当刀具磨损 、重磨或换新刀而使 刀具直径变化
图2 左、 右刀具半径补偿
F g r Ra u o p n a i n o f n i h u t r iu e2 i d s c m e s to fl ta d rg tc te e
侧。 ②刀具半径右补偿 G 2 即沿刀具进刀方 向看 , 4, 刀
具 中心 偏在 零件 轮廓 的右侧 。如 图 2所示 。
工 件
图 1 没 有 设 置 刀 具 半 径 补 偿
Fi e 1 R a us c m p s to w iho ute gur di o en a n t utc t r i
第1 2期 总第 20期 1
21 年 1 01 2月
农 业科技 与装备
Ag iu t rl ce e Te h l g nd Eq i m e rc lu a S inc & c no o y a u p nt
N o.2 To a 1 t lNo. 0 21
D e .2 1 c 01
收 稿 日期 :0 1 0 — 3 2 1- 9 1
22 刀具 半径 补偿 的过 程 . 1 刀 补建 立 。 ) 刀具半 径 补偿 的建 立就 是在 刀具 从起 刀 点 ( 刀 起
作者 简介 : 张景 霞(9 7 ) 女 , 1 6一 , 副教授 , 从事数控机 械加 工方
面 的教 学 工 作 。
21 第 1 01年 2期
张景 霞等 : 刀具 半径 补偿在 数控 铣床 加 工 中的应 用
3 刀 补取 消 。 )
1 1
点位于零件轮廓之外 。距离加工零件轮廓切人点较 近) 以进 给 速度 接 近 工件 时 。 刀具 中心 轨 迹从 与 编 程 轨 迹 重 合 过渡 到 与 编程 轨 迹 偏离 一 个 刀 具 半径 值 的 过程。 刀具半径补偿偏置方向由 G 1左补偿) G 2 4( 或 4 ( 右补 偿 ) 确定 。
廓, 刀位点必须偏移零件 轮廓一个刀具半径 , 这种偏
移 偿 的作 用 -
在 数控 铣 床上进 行 工件 轮廓 的铣 削 加工 时 , 由于 立 铣刀 的刀 位 点在底 面 中心 点 .如不 考 虑刀 具半 径 ,
直接按照工件轮廓编程虽然 比较方便 , 但加工 出的零 件尺寸 比图样要求小一圈( 加工外轮廓) 或大一圈( 加 工 内轮廓)如图 1 , 所示 。要想加工出合格的零件 , 必 须 按 刀心轨 迹 进行 编程 。
G 1G 2的判断方法 : 4 、4 ①刀具半径左补偿 G 1 4,
即沿 刀具 进 刀 方 向看 ,刀 具 中心偏 在 零 件 轮 廓 的左
1 刀具半径 补偿 的原理
11 刀具 半径 补偿 的概 念 . 由于刀 具 总有一 定 的刀 具半 径 , 在零 件 轮廓 加工
过 程 中 。 具 刀位点 的运 动轨 迹 并不 是零 件 的实 际 轮 刀
时, 必须重新计算刀心轨迹 , 并修改程序 。 这样既复杂 繁锁 , 不易 保证 加工 精度 。应 用 刀具半 径 补偿 功 能 又 时. 就可 以忽略刀具半径 , 直接用零件轮廓编程 , 然后 把刀具半径补偿放在补偿寄存器里。 刀具磨损 、 重磨 、 换新刀 、 粗精加工等 , 只需更改刀具半径补偿值 , 并不 需要 更 改加 工程 序 。实践 证 明 , 确合 理使 用 刀具 半 正
刀具 半径 补偿在数 控铣床
张景霞 , 李泉 海
T. 中的应 用
( . 顺矿 业集团技 师学院, 1 抚 辽宁 抚顺 1 30 ;. 1 0 82沈阳农业 大学, 沈阳 1 06 ) 18 6 摘要 : 刀具半径补偿指令 是数控铣床编程与加工 中应用最广 最重要的指令 , 正确 、 理地 使用刀具半径补偿 对于复杂零件 简化编 合 程计算和提高零件精度具有举足轻重的作用。介绍刀具半径补偿 原理 , 以实例说 明刀具半径补偿的过程。 关键词 : 刀具半径 ; 补偿 ; 过切 ; 刀心轨迹 中图分类号 :G 4 T 57 文献标识码 : A 文章编号 :6 4 16 (0 11— 0 0 0 17 — 112 1)2 0 1— 4
2 )刀补 执行 。
与建立 刀具 半径 补偿 过程类 似 . 在零 件最 后一 段 刀具 半径 补 偿轨 迹 加 工完 成 后 , 刀具 撤 离工 件 , 具 刀
中心轨迹过渡到与编程轨迹重合 的过程称为取消刀 补。 其指令用 G 0 退刀点也应位于零件轮廓之外 , 4。 距 离加工零件轮廓退出点较近 ,可以与起刀点相同, 也
2 刀 具 半 径 补 偿 的 剖 析
21 刀具 半 径补偿 指 令 . 1 令格 式 。 )指 G 1G 1c o x D : 具半 径左 补偿 4 0 ( o ) Y 刀
G 2G 1 c o x D ; 具半 径 右补偿 4 0 ( o ) Y 刀 G 0G 1 c o x D : 消 刀具半 径 补偿 4 0 ( o ) Y 取 2 )指 令说 明 。
可 以不相 同 。 如果设 起 刀点 与退 刀点是 同一 点 , 刀补 过程 如 图
3所 示
G 1G 2 4 、 4 是模态指令 , G 1 G 2 在 4 或 4 程序段后 , 程序进入补偿模式 , 此时刀具中心与编程轨迹始终偏 置一 个刀 具半 径 , 直到取 消 刀补 。
按 刀 具 中心 轨 迹 编程 .基 点 坐标 的计 算 非 常 麻 烦 , 构 简 单 的零 件 还 好 一 点 . 于 结 构 复杂 的零 件 结 对
如果不借助计算机绘图软件 , 手工计算很难完成 。尤 其是 当刀具磨损 、重磨或换新刀而使 刀具直径变化
图2 左、 右刀具半径补偿
F g r Ra u o p n a i n o f n i h u t r iu e2 i d s c m e s to fl ta d rg tc te e
侧。 ②刀具半径右补偿 G 2 即沿刀具进刀方 向看 , 4, 刀
具 中心 偏在 零件 轮廓 的右侧 。如 图 2所示 。
工 件
图 1 没 有 设 置 刀 具 半 径 补 偿
Fi e 1 R a us c m p s to w iho ute gur di o en a n t utc t r i
第1 2期 总第 20期 1
21 年 1 01 2月
农 业科技 与装备
Ag iu t rl ce e Te h l g nd Eq i m e rc lu a S inc & c no o y a u p nt
N o.2 To a 1 t lNo. 0 21
D e .2 1 c 01
收 稿 日期 :0 1 0 — 3 2 1- 9 1
22 刀具 半径 补偿 的过 程 . 1 刀 补建 立 。 ) 刀具半 径 补偿 的建 立就 是在 刀具 从起 刀 点 ( 刀 起
作者 简介 : 张景 霞(9 7 ) 女 , 1 6一 , 副教授 , 从事数控机 械加 工方
面 的教 学 工 作 。
21 第 1 01年 2期
张景 霞等 : 刀具 半径 补偿在 数控 铣床 加 工 中的应 用
3 刀 补取 消 。 )
1 1
点位于零件轮廓之外 。距离加工零件轮廓切人点较 近) 以进 给 速度 接 近 工件 时 。 刀具 中心 轨 迹从 与 编 程 轨 迹 重 合 过渡 到 与 编程 轨 迹 偏离 一 个 刀 具 半径 值 的 过程。 刀具半径补偿偏置方向由 G 1左补偿) G 2 4( 或 4 ( 右补 偿 ) 确定 。