b型中心钻标准尺寸
中心孔的分类
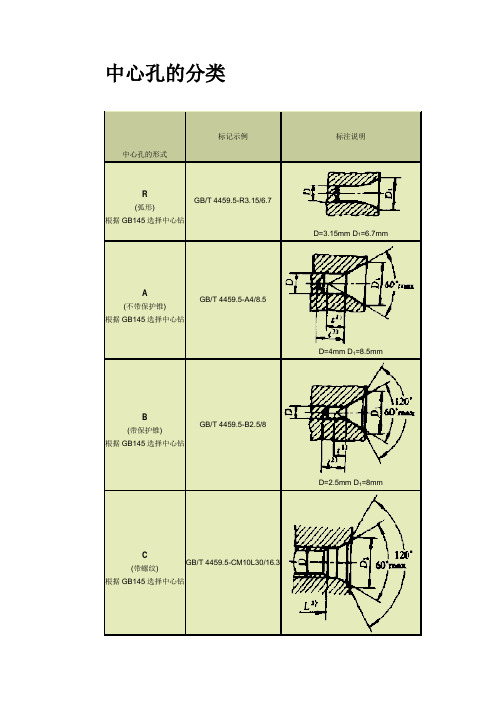
中心孔的分类D=3.15mm D1=6.7mmD=4mm D1=8.5mmD=2.5mm D1=8mmGB/T 4459.5-CM10L30/16.3中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
在完工的零件上要求保留中要求做出D=2.5 D 零件上要求保留在完工的零件上可以保留中用D 上是否保留都可以在完工的零件上不允许保留用D 上不允许保留符号的尺寸及其各部分的比例关系如图1。
d'= 1 h10H 1=1.4h h=字体高度 a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm 。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6心孔的表示方法摘要:CBQ800自动标签冲切机的故障分析暂停指令G04数控铣床编程破解汽车冲压模具技术难题菲赛普1101DX 型数控钻床UG 的参数化建模方法及三维零件库的创建基于数据库的刀具管理系统的设计与实现 砂轮产品知识螺纹类零件7的数控车床加工编程敏捷制造——21世纪机械制造业的发展趋势之一英威腾CHE 矢量变频器在数控雕刻机床上的应用镗削和镗刀一重研制成功核电主容器堆芯支撑块车铣加工专机车床知识介绍UG 系统管理由PLC 到PAC :该如何改进您的系统?装备制造高景气行业 核心是自主创新国内民企首台百吨级减速机在常问世工具机业转型配合高科技产业发展设定参数实现加工中心刚性攻丝 [标签:tag] 本文根据GB4459.5-1999等资料撰写。
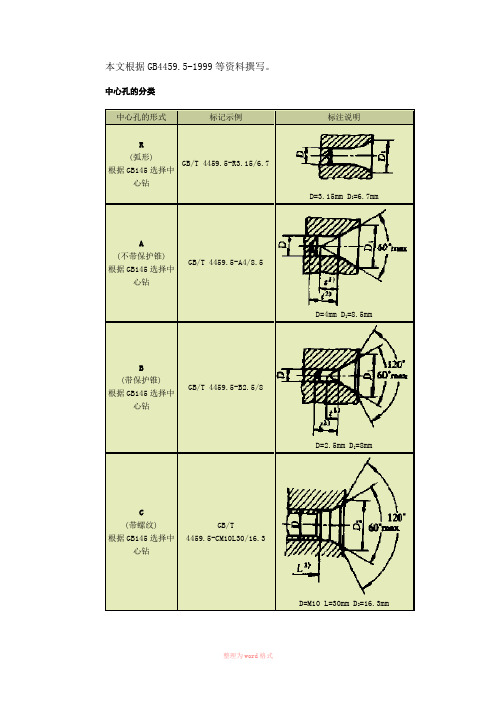
中心孔的分类 中心孔的形式 标记示例 标注说明 R (弧形) 根据GB145选择中心钻 GB/T4459.5-R3.15/6.7 D=3.15mm D 1 =6.7mm A (不带保护锥) 根据GB145选择中心钻 GB/T 4459.5-A4/8.5 D=4mm D 1 =8.5mm B (带保护锥) 根据GB145选择中.本文根据GB4459.5-1999等资料撰写。
中心孔的分类

中心孔的分类标记示例标注说明中心孔的形式RGB/T 4459.5-R3.15/6.7(弧形)根据GB145选择中心钻D=3.15mm D1=6.7mmAGB/T 4459.5-A4/8.5(不带保护锥)根据GB145选择中心钻D=4mm D1=8.5mmBGB/T 4459.5-B2.5/8(带保护锥)根据GB145选择中心钻D=2.5mm D1=8mmCGB/T 4459.5-CM10L30/16.3(带螺纹)根据GB145选择中心钻2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6 D1=3.35在完工的零件上不允许保留符号的尺寸及其各部分的比例关系如图1。
d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm 。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6心孔的表示方法摘要:CBQ800自动标签冲切机的故障分析暂停指令G04数控铣床编程破解汽车冲压模具技术难题菲赛普1101DX 型数控钻床UG 的参数化建模方法及三维零件库的创建基于数据库的刀具管理系统的设计与实现 砂轮产品知识螺纹类零件7的数控车床加工编程敏捷制造——21世纪机械制造业的发展趋势之一英威腾CHE 矢量变频器在数控雕刻机床上的应用镗削和镗刀一重研制成功核电主容器堆芯支撑块车铣加工专机车床知识介绍UG 系统管理由PLC 到PAC :该如何改进您的系统?装备制造高景气行业 核心是自主创新国内民企首台百吨级减速机在常问世工具机业转型配合高科技产业发展设定参数实现加工中心刚性攻丝 [标签:tag] 本文根据GB4459.5-1999等资料撰写。
中心孔的标准方法(GB4459.5-1999)
本文根据GB4459.5-1999等资料撰写。
中心孔的分类中心孔的形式标记示例标注说明R(弧形)根据GB145选择中心钻GB/T 4459.5-R3.15/6.7D=3.15mm D1=6.7mmA(不带保护锥)根据GB145选择中心钻GB/T 4459.5-A4/8.5D=4mm D1=8.5mmB(带保护锥)根据GB145选择中心钻GB/T 4459.5-B2.5/8D=2.5mm D1=8mm C(带螺纹)根据GB145选择中心钻GB/T4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔 D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6 D1=3.35在完工的零件上不允许保留1h10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm 。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6友情提示:本资料代表个人观点,如有帮助请下载,谢谢您的浏览!。
中心孔的表示方法
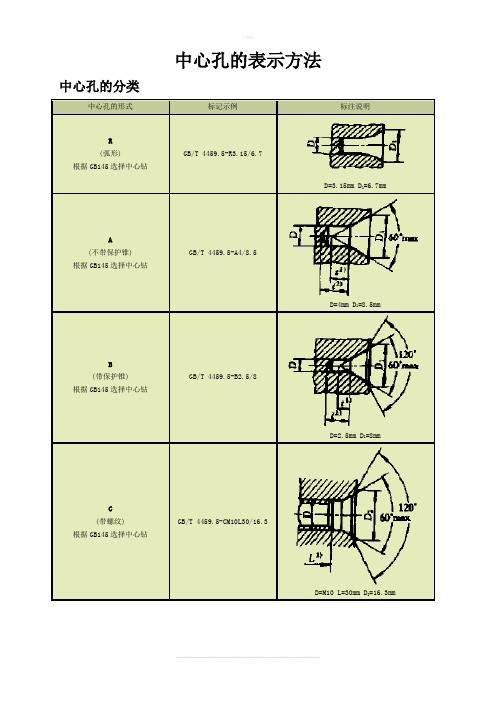
中心孔的表示方法中心孔的分类中心孔的形式标记示例标注说明RGB/T 4459.5-R3.15/6.7(弧形)根据GB145选择中心钻D=3.15mm D1=6.7mmAGB/T 4459.5-A4/8.5(不带保护锥)根据GB145选择中心钻D=4mm D1=8.5mmBGB/T 4459.5-B2.5/8(带保护锥)根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)GB/T 4459.5-CM10L30/16.3根据GB145选择中心钻D=M10 L=30mm D2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔 D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6 D1=3.35在完工的零件上不允许保留符号的尺寸及其各部分的比例关系如图1。
d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6. .。
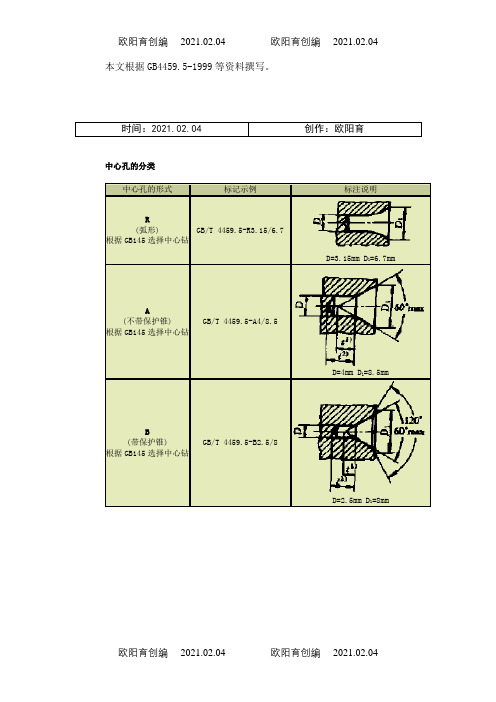
中心孔的标准方法(GB4459.5-1999)之欧阳史创编

本文根据GB4459.5-1999等资料撰写。
时间:2021.02.10 创作:欧阳史中心孔的分类中心孔的形式标记示例标注说明R(弧形)GB/T 4459.5-R3.15/6.7根据GB145选择中心钻D=3.15mm D1=6.7mmA(不带保护锥)GB/T 4459.5-A4/8.5根据GB145选择中心钻D=4mm D1=8.5mmB(带保护锥)GB/T 4459.5-B2.5/8根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6时间:2021.02.10创作:欧阳史。
中心孔的标准方法GB

本文根据等资料撰写。
中心孔的分类中心孔的形式标记示例标注说明R(弧形)根据GB145选择中心钻GB/TD=3.15mm D1=6.7mmA(不带保护锥)根据GB145选择中心钻GB/TD=4mm D1=8.5mmB(带保护锥)根据GB145选择中心钻GB/TD=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 10LD=M10 L=30mm D2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔 D= D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=在完工的零件上是否保留都可以在完工的零件上不用A型中心孔D= D1=在完工的允许保留中心孔零件上不允许保留符号的尺寸及其各部分的比例关系如图1。
d'=1h10H1=h=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为μm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6。
中心孔类型尺寸

中心孔类型:
中心孔分为A、B、C和R四个型号
A型:当工件在一台机床上加工,加工后去掉中心孔时用。
B型:当零件在几台机床上加工,或中心孔需保留在零件上,或当加工零件毛坯总重量超过5吨时用。
C型:当轴类零件端部需固定零件或考虑热处理需吊挂用。
R型:主要用于轧辊等重要零件上。
中心孔的大小主要根据工件的重量来决定,以A型中心孔为例,当中心孔的直径为2mm时,轴类原料直径为10-18mm,可承受零件毛坯总重量120公斤;中心孔的直径为3mm时,轴的直径为30-50mm,可承受零件毛坯总重量500公斤;当中心孔的直径为5mm时,轴的直径为80-120mm,可承受零件毛坯总重量1000公斤。
注:1. A、B型中心孔的尺寸l取决于中心钻的长度,不应小于t值。
2. 括号内的尺寸尽量不采用。
中心孔的标准方法(GB4459.5-1999)之欧阳育创编
本文根据GB4459.5-1999等资料撰写。
时间:2021.02.04 创作:欧阳育中心孔的分类中心孔的形式标记示例标注说明R(弧形)GB/T 4459.5-R3.15/6.7根据GB145选择中心钻D=3.15mm D1=6.7mmA(不带保护锥)GB/T 4459.5-A4/8.5根据GB145选择中心钻D=4mm D1=8.5mmB(带保护锥)GB/T 4459.5-B2.5/8根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6时间:2021.02.04创作:欧阳育。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
b型中心钻标准尺寸
摘要:
1.中心钻简介
2.B 型中心钻标准尺寸概述
3.B 型中心钻具体尺寸列表
4.应用场景与注意事项
正文:
中心钻,作为一种常见的切削工具,广泛应用于机械加工领域。
B 型中心钻,作为其中一种类型,具有特定的标准尺寸,适用于各种加工需求。
B 型中心钻标准尺寸主要包括以下几个方面:
1.直径尺寸:B 型中心钻的直径尺寸范围较广,从1mm 到100mm 不等,可以根据实际加工需求选择合适的尺寸。
2.长度尺寸:B 型中心钻的长度尺寸同样多样,从10mm 到300mm 不等,用户可以根据加工深度及钻头材质选择合适的长度。
3.切削刃角度:B 型中心钻的切削刃角度主要有60 度和90 度两种,分别适用于不同材质和加工条件的钻孔需求。
4.钻头材质:B 型中心钻的材质主要分为高速钢、硬质合金和陶瓷等,不同材质的钻头具有不同的耐磨性、韧性和切削性能,用户可根据实际需求选择合适的材质。
具体B 型中心钻尺寸如下:
- 直径1-10mm,长度10-300mm;
- 直径11-25mm,长度10-300mm;
- 直径26-50mm,长度10-300mm;
- 直径51-100mm,长度10-300mm。
在实际应用中,B 型中心钻主要用于钻孔、扩孔、倒角等加工过程,适用于各种金属和非金属材料的加工。
需要注意的是,选择B 型中心钻时,应根据实际加工条件、材料及钻孔要求,选择合适的尺寸、材质和切削刃角度,以保证加工效率和质量。