辛醇气相加氢催化剂使用寿命影响因素浅析
延长催化剂寿命,保证加氢装置长周期运行

延长催化剂寿命,保证加氢装置长周期运行摘要:本文介绍了影响催化剂寿命的几个主要因素,并结合自己对加氢装置管理的工作经验,着重从改善原料性质、合理调整反应温度及做好催化剂前期预处理等方面进行了论述,从而为提高装置长周期运行提供一定的参考。
关键词:加氢;催化剂;寿命1 前言石油一厂目前有两套石蜡加氢装置,其中15万吨/年中压加氢装置投产于1997年,20万吨/年高压加氢装置投产于2005年。
两套装置在历年生产中,因设备原因而影响长周期运行的情况较少见,装置的运行周期主要取决于催化剂活性高低。
而催化剂始终保持较高活性,又会保证装置的反应温度及反应压力始终处于较低的状态下,从而为延长设备的使用周期及节能降耗创造良好的条件。
15万吨/年中压加氢装置催化剂历史最好寿命15.85吨/Kg。
2012年5月至2015年10月)。
20万吨/年高压加氢装置催化剂历史最好寿命30.23吨/kg,在中石油内部5套石蜡加氢装置使用寿命属于最好。
2012-2016年9月末寿命25.8吨/kg,按目前状态能继续使用到2017年4月底,2017年5月(全公司大检修)装置进行检修换剂,预计每月加工量1.9万吨,到2017年5月催化剂寿命为30.23吨/kg。
追平石油一厂老区加氢创造了的使用周期4年且寿命达到30.3 t/kg的全国同类装置最好水平。
下面就原料质量、原料自身杂质、操作工艺条件等方面简单分析一下我们在延长催化剂寿命方面所取得的一些有益尝试。
2 催化剂使用情况及原因分析2.1 原料质量的影响在催化剂寿命的影响因素中,最主要的莫过于原料性质了,石油一厂15万吨/年中压加氢装置在2011年搬迁开工后。
反应器压降在开工之初就上升较快,最高达到2.3MPa,严重地影响安全生产和产品质量。
产品比色(赛勃特号)在开工半年后就出现波动,时而达不到全炼蜡和食品蜡标准。
产生上述问题的原因,主要有以下两个方面。
2.1.1 原料中外来杂质的影响。
加氢催化剂失活 钒元素

加氢催化剂失活钒元素钒元素作为一种常用的加氢催化剂,被广泛运用于石油化工等领域。
然而,随着使用时间的增长,加氢催化剂往往会出现失活现象,其活性逐渐降低,导致催化剂的使用寿命大大缩短。
本文旨在探讨加氢催化剂失活的原因、影响因素以及预防措施,旨在提供一定的指导意义。
首先,我们需要了解加氢催化剂失活的原因。
加氢催化剂在使用过程中,往往会受到多种因素的影响,导致其活性降低。
主要的失活原因可以归纳为以下几个方面:1. 碳堵塞:加氢催化剂通常与碳氢化合物发生反应,生成较重的沉淀物,这些沉积物会在催化剂表面形成一层覆盖物,导致催化剂活性降低。
2. 中毒:加氢催化剂往往会受到硫、氮、氧等杂质的污染,这些杂质会与催化剂表面的活性组分发生反应,造成中毒。
中毒不仅使催化剂活性降低,还可能影响其选择性。
3. 烧结:加氢催化剂在加热过程中,催化剂颗粒可能会发生烧结,导致颗粒粒径增大,活性表面积减小,从而活性降低。
其次,我们需要了解加氢催化剂失活的影响因素。
加氢催化剂失活的程度与多个因素相关,这些因素包括催化剂的物理性质、催化剂的化学组成、反应条件等。
以下列举几个重要因素:1. 温度:高温会加速催化剂烧结的速度,从而加快失活过程。
2. 压力:过高的压力使得反应物分子堆积在催化剂表面,容易引发堵塞现象,从而导致催化剂失活。
3. 过氢:过氢会破坏催化剂表面的活性组分,减少催化能力,从而导致催化剂失活。
最后,我们需要探讨加氢催化剂失活的预防措施。
为了延长加氢催化剂的使用寿命,我们可以从以下几个方面进行预防:1. 优化反应条件:通过调整温度、压力等反应条件,合理控制反应活性,减少失活的可能性。
2. 中毒防治:可以增加反应前的预处理步骤,或者添加特定的中毒剂,以减少中毒的程度。
3. 精制技术:通过提高催化剂的稳定性和选择性,减少失活现象的发生。
4. 催化剂再生:在催化剂失活后,可以通过再生的方式恢复催化剂的活性,延长其使用寿命。
综上所述,加氢催化剂失活是一种常见的现象,影响着其使用寿命和催化效果。
影响MTBE装置催化剂使用寿命的因素分析及对策
影响MTBE装置催化剂使用寿命的因素分析及对策发布时间:2022-03-31T03:26:24.477Z 来源:《科学与技术》2021年25期作者:郭晓[导读] 本文主要从催化剂使用年限的影响因素作为切入点,从反应温度、化合物金属阳离子及碱性物质置换、原料中水含量、醇烯比的影响等因素展开分析.郭晓(大庆石化公司化工一厂,黑龙江省大庆市 163000)摘要:本文主要从催化剂使用年限的影响因素作为切入点,从反应温度、化合物金属阳离子及碱性物质置换、原料中水含量、醇烯比的影响等因素展开分析,并阐述了使用高质量原料、完善操作环境和条件等措施来增加催化剂使用年限,实现减少生产成本投入的目标,推动企业经济发展。
关键词:MTBE装置;催化剂;使用寿命;影响因素一、影响催化剂使用寿命的因素MTBE的合成步骤是异丁烯和甲醇分子进入催化剂内部和活性组分磺酸基接触,异丁烯在磺酸基反应作用下产生质子化反应生成正碳离子最后发生亲核加成反应。
MTBE装置工作运行时,会发生异丁烯转化率降低,MTBE纯度减少的现象,会导致部分催化剂失去活性。
催化剂失去活性的主要原因有两个,催化剂在发生反应过程中磺酸基团消失导致活性中心消失。
催化剂孔道被异物堵塞,反应物不能通过孔道进入催化剂内部与磺酸基团发生反应,导致催化作用失效。
(一)反应温度异丁烯与甲醇添加催化剂后,在催化作用下发生醚化反应合成MTBE。
醚化反应是一种可逆的放热反应,反应作用过程中释放的温度直接影响MTBE的合成情况。
温度较低时,反应速度下降,导致异丁烯转化率降低,MTBE收率降低,但是平衡转化率会升高,产生的副作用比较少。
温度较高时,反应速度提高,异丁烯转化率上升,MTBE收率增加,但是平衡转化率会因此降低,反应过程中发生的副作用较多。
除此之外,反应温度较高,超过一定温度时会导致磺酸基脱落,催化剂在脱落过程逐渐丧失活性。
所以,为了保证反应过程生成更多的MTBE,降低副作用发生概率,需要在生成过程中保持稳定操作,把反应装置中的温度和压力控制在合理范围中,避免反应装置发生飞温情况。
煤制乙二醇技术加氢催化剂使用寿命浅析
煤制乙二醇技术加氢催化剂使用寿命浅析摘要:煤制乙二醇技术经过近几年快速发展已经基本成熟。
关于煤制乙二醇装置的成本管控,加氢反应催化剂的使用寿命成为不同技术流派和生产企业的关注重点。
对加氢催化剂使用寿命的影响因素进行分析,重点讨论催化剂的结焦、粉化、中毒、氢酯比、循环气纯度、温度和压力等方面的影响,采取严格管控工艺指标、优化操作参数等措施达到延长加氢催化剂有效使用寿命的目的。
关键词:乙二醇;草酸二甲酯;结焦;粉化;氢酯比;催化剂;失活;使用寿命1 乙二醇概述乙二醇,又名甘醇。
化学式HOCH2-CH2OH,近年来,以煤为原料生产乙二醇技术发展迅速,依靠价格优势逐步占领市场,其产品质量提升呈现突破性进展。
目前国内煤制乙二醇生产技术主要有:东华科技股份有限公司与日本高化学合作生产技术、中科院福建物构所乙二醇生产技术、华烁科技股份有限公司WHB煤制乙二醇生产技术、上海浦景化工技术股份有限公司乙二醇生产技术、宁波中科远东催化工程技术有限公司乙二醇生产技术等。
在煤制乙二醇生产技术已基本成熟的大前提下,各煤制乙二醇生产企业的生存空间主要依靠生产成本的控制,其中煤制乙二醇生产技术中主要的两种催化剂的运行周期成为生产成本控制的重点,草酸二甲酯加氢制乙二醇催化剂成为该技术当前的关键环节,其转化率、选择性、稳定性及使用寿命成为煤制乙二醇行业内的共性问题和各技术方的关注重点。
2 草酸二甲酯加氢催化反应草酸二甲酯加氢生成乙二醇的反应是一个三步串联的选择性加氢反应。
首先草酸二甲酯(DMO)加氢生成中间产物乙醇酸甲酯(MG),乙醇酸甲酯再加氢生成乙二醇,而乙二醇过度加氢生成副产物乙醇。
草酸二甲酯加氢反应采用铜基催化剂,铜基催化剂在工业化生成过程中早已被广泛应用长达数十年,但催化剂失活、寿命短依然是困扰工业生产的重要原因。
3 加氢催化剂使用寿命的影响因素加氢催化剂规格目前市场上基本采用圆柱体,尺寸Φ(3~6)mm x(3~10)mm,主要组成铜含量20~40%,助剂为SiO2,堆密度0.5~0.6Kg/L,选择性≥97%,升温还原终点温度220~240℃。
关于丁辛醇装置加氢催化剂国产化研究的探讨

关于丁辛醇装置加氢催化剂国产化研究的探讨发布时间:2021-12-13T02:46:04.817Z 来源:《科学与技术》2021年9月26期作者:张柏斌马明何积慧[导读] 在使用丁辛醇装置进行生产的过程中,加氢反应发挥着非常重要的作用,而催化剂的形态、类别等都会对加氢反应的效果产生直接影响。
张柏斌马明何积慧中国石油四川石化有限责任公司四川成都 611930摘要:在使用丁辛醇装置进行生产的过程中,加氢反应发挥着非常重要的作用,而催化剂的形态、类别等都会对加氢反应的效果产生直接影响。
本文对加氢反应催化剂的分类情况和制备方法进行了分析,并就加氢催化剂的国产化进行了研究,结果表明,现阶段,丁辛醇装置加氢催化剂的国产化在技术方面已经趋于成熟,相比进口催化剂存在一定差距,不过同样能够满足生产需求,而且性价比更高,完全可以取代进口催化剂。
关键词:丁辛醇装置;加氢催化剂;国产化前言:某化工企业主要的产品是丁醛和辛烯醛,采用的是50万t级别的丁辛醇装置,实际生产中采用的是低压羰基合成工艺技术,丁醇和辛烯醛加氢环节采用的是气相加氢的方法,使用的催化剂是铜锌催化剂。
在以往的生产中,企业使用的都是进口催化剂,但是其价格比较昂贵,在一定程度上影响了企业的经济利润。
对此,加快对于加氢催化剂的国产化研究非常关键。
1 丁辛醇装置的生产原理丁辛醇装置主要是将丙烯以及合成气体作为原料,将三苯基膦络合物作为催化剂,运用低压羰基合成的方式,生产混合丁醛,混合丁醛在进入到加氢系统后,可以生成混合丁醇,经过精馏装置脱出轻重组分,对异构物进行分离,可以得到正丁醇和异丁醇。
如果是进行辛醇的生产,需要先对混合丁醛中存在的异构物进行分离,然后将分离出的正丁醛进行缩合,得到辛烯醛,加氢和精馏脱出轻重组分,可以得到辛醇。
在该企业中,丁辛醇装置辛烯醛生产中采用的是气相法为主的加氢工艺,借助辛烯醛气相加氢反应器,从蒸发器中出来的辛烯醛会被加热到120℃以上,然后从反应器的底部进入到反应器中,接触到催化剂后开始加氢,得到的粗辛醇则会通过冷凝的方式从顶部出来,通过这样的方式,可以实现与循环气的气液分离。
影响汽油加氢一段催化剂性能的因素分析
( 1 )
氢反应器是裂解汽油加氢装置 的核心设备 , 决定着
加氢汽油产品的质量和装置的长周期运行 。
1 工 艺简 介
2 , 4 一 g - -  ̄ ,
己 烷
( 2 )
( C 6 H 5 ) 一C H = C H 2 +H 2 ( ( C 6 H 5 ) 一C H 2 一C H 3
低 。当大 量水进 入反应 器后 会 引起 催化 剂 的暂时水
通过摸索, 提高预分馏塔 回流罐 G V - 1 0 1 温度
至3 8  ̄ C, 使 部 分 汽 化 的硫 化 氢 通 过 外 排 放 进 人 火
第 3期
l L
影 响汽 油加 氢一段 催化 剂性 能 的 因
t t t t t t t t t 一
影 响 汽 油加 氢一段 催 化 剂性 能 的 因素分析
王立 艳
( 中国石 油大 庆石化 分公 司化 工一 厂 , 黑龙 江大庆 , 1 6 3 7 1 4 )
苯 乙 烯
乙 苯
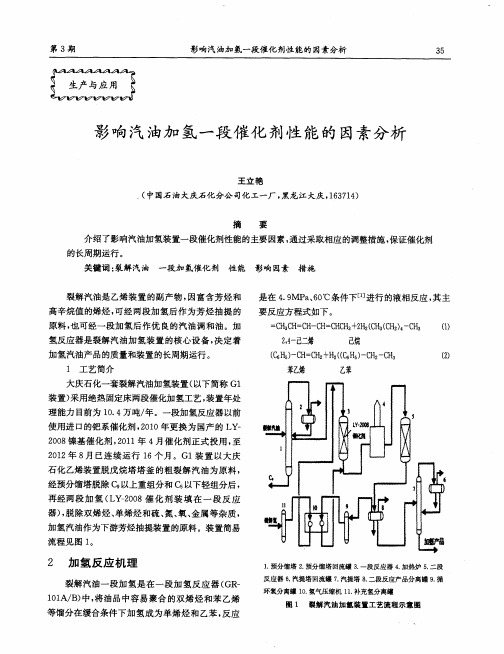
大庆石化一套裂解汽油加氢装置( 以下简称 G 1 装置) 采用绝热固定床两段催化加氢工艺 , 装置年处 理能力 目前为 1 O . 4 万吨/ 年。一段加氢反应器以前 使用进 口的钯系催化剂 , 2 0 1 0 年更换为 国产的 L Y _ 2 0 0 8 镍基催化剂 , 2 0 1 1 年4 月催化剂正式 投用 , 至 2 0 1 2 年8 月 已连续运行 1 6 个 月。G 1 装置 以大庆 石化 乙烯装置脱戊烷塔塔釜 的粗裂解汽油为原料 ,
4 . 2 硫化 物 的控制
4 . 2 . 1 增 加 脱 水 频 次
原料 中的 C 5 含量升 高 时 , 因C 5 内含有大 量 的双
合成酒精反应过程中催化剂寿命分析与优化
合成酒精反应过程中催化剂寿命分析与优化酒精作为一种重要的有机化工产品,在工业生产和生活中具有广泛的应用。
合成酒精的过程中,催化剂是至关重要的组成部分,它能够加速反应速率,提高产率和选择性。
然而,长时间的使用会导致催化剂的活性逐渐降低,从而影响了反应的效果与经济性。
因此,对于合成酒精反应过程中催化剂寿命的分析与优化具有重要意义。
催化剂寿命分析是评估催化剂长期使用稳定性的过程,旨在确定哪个因素是导致催化剂活性下降的主要原因。
这些分析通常涉及对催化剂的物理和化学性质进行详细的表征,例如表面形貌、晶体结构、酸碱性和孔结构等。
同时,还可以通过监测催化剂的活性变化来评估其寿命。
在合成酒精反应过程中,催化剂常常需要面对高温、高压等恶劣条件,因此,催化剂在剧烈环境下的稳定性是非常重要的。
除了物理和化学性质的表征外,催化剂寿命分析还可以通过实验室规模的反应系统来进行。
通过操作小尺度反应装置,可以模拟真实生产中的反应条件,从而更准确地评估催化剂的耐久性和活性。
此外,周期性的催化剂再生和活化也是评估催化剂寿命的重要手段之一。
通过适当的再生和活化过程,可以恢复催化剂的活性,延长其使用寿命。
催化剂寿命的优化是一个综合考虑多个因素的过程。
首先,选择合适的催化剂是必不可少的。
催化剂的选择应考虑到其活性和稳定性,以及对目标反应的适应性。
例如,氧化锌在合成酒精反应中显示出良好的催化活性和稳定性,因此被广泛应用。
其次,优化反应条件也是延长催化剂寿命的重要措施。
适当的反应温度、压力和催化剂用量能够减少对催化剂的损害,提高催化剂稳定性。
此外,适时的催化剂再生和活化也是延长催化剂寿命的有效方法。
周期性地清洗和再生催化剂,可以去除积聚在表面的杂质和积垢,恢复其活性。
活化剂是一个包括预处理和再活化过程的综合过程,通过高温还原、氧化等操作,能够使催化剂重新获得良好的活性和选择性。
除此之外,一些辅助技术也可以应用于催化剂寿命的分析与优化。
例如,催化剂负载技术可以通过合成新型载体材料,优化催化剂分散性和稳定性,从而提高催化剂寿命。
关于中变催化剂使用寿命缩短的原因分析
关于中变催化剂使用寿命缩短的原因分析作者:魏承涛来源:《教育教学论坛》2013年第42期摘要:本文就我省某合成氨厂中温变换工序出现的中变催化剂使用寿命短的问题,进行了具体的分析,并提出了改进的措施。
关键词:重油氧化法;中温变换炉;催化剂中图分类号:G712 文献标志码:A 文章编号:1674-9324(2013)42-0097-03原来以重油为原料的合成氨厂,多采用重油部分氧化法制合成氨原料气,但变换工序中温变换炉使用的中变催化剂的寿命仅为3~5年。
分析其原因,主要有原料气中H2S含量比较高,中变炉多次带水,事故状态下裂化气中O2含量严重超标,炭黑和其它固体颗粒的物理堵塞,运行初期一段入口温度偏高等因素。
本文拟就这些影响因素进行具体分析,并提出解决措施,以希望延长中变催化剂的使用寿命。
一、催化剂寿命短的原因具体分析(一)原料气中的H2S含量原料气中存在的H2S能与中变催化剂活性组分Fe3O4发生下列反应:H2+Fe3O4+3H2S=3FeS+4H2O?摇①当气体中H2S的浓度为0.2~0.3克/标米3时,对铁铬系中变催化剂的活性无多大影响,Fe3O4在催化剂中是以稳定相存在的。
而该厂为重油部分氧化法制气,原料气中H2S含量大于1.06~1.3克/标米3,大大超过①式反应所需H2S平衡浓度。
因此,在该厂CO变换过程中,中变催化剂的活性组分已有部分是FeS的稳定相。
虽然FeS对CO变换反应也有催化作用,但活性仅为Fe3O4的50%~80%。
这可能是合成氨中变催化剂使用寿命短的主要原因之一。
该厂中变催化剂使用寿命与入口原料气中H2S含量关系见表1。
该厂重油部分氧化法制气采用冷激流程,从能量的综合利用上来考虑,只能采用先中变后脱硫工艺,所以,进中变工序的原料气中H2S含量是无法降低的。
因此,宜选用耐硫性能好和强度高的中变催化剂,如国产的铁铬系或钴钼系中变催化剂,H2S允许含量达1.0~1.5克/标准立方米以上。
辛烯醛气相加氢制辛醇催化剂及其工艺的研究
主要 用 于制丙 烯 酸辛 酯 、 二酸 二辛 酯 、 苯 二 甲酸 癸 邻 二辛 酯 等有机 化 工 产 品 。其 中 , 苯 二 甲酸 二 辛 酯 邻 用作 生产 塑料 的增 塑剂 , 用作 生产 农药 乳化 剂 、 也 表 面活 性剂 、 泡剂及 合 成纤 维油 剂 的原料 ; 消 丙烯 酸辛 酯是 一种 高 聚物单 体 , 于合成 粘合 剂 、 用 纺织 品处 理
南化 集 团研究 院开 发 了一种 性 能较好 的辛 烯醛 气相 加氢 制辛 醇 的铜 系催化 剂 , 对催 化 剂 的组 成 、 并 制备 条件 与 催 化 剂 物 化 性 能 和 催 化 性 能进 行 了关 联 , 时对辛 烯醛 气 相 加 氢制 辛 醇 的反 应 工 艺条 件 同
S el h l改性 钴法 、 菱 化 成 铑 法 和美 国 UC 三 C改 性 铑 法 4种[ 。低压 羰基 合成 技术 生产 能力 占总 的羰 基 1 ] 合 成 技术 生产 能力 的 5 , 以联 碳 及 戴 维 联合 开 5 而
发 的低 压 改性 铑法羰 基 合成技 术 建立 的装 置生 产能
进 行 了考 察 , 定 了最 佳 的 工 艺 条 件 。 确
关键词 : 辛烯 醛 加氢 催化剂 工 艺
文章 编 号 :0 6— 9 6 2 1 ) 2 0 7 4 1 0 7 0 ( 0 1 0 —0 2 —0
中图 分 类 号 :TQ 2 文 献 标 识 码 : 46 A
ห้องสมุดไป่ตู้
Re e r h o a a y t a t e hn l g o r p r n c a l s a c n c t l s nd is t c o o y f r p e a i g o t no
对制氢转化催化剂的影响因素分析及对策
对制氢转化催化剂的影响因素分析及对策田喜磊中国石油化工股份有限公司河南油田分公司石蜡精细化工厂河南南阳473132摘要:随着加氢工艺的发展,各种制氢装置开工数量也逐年增加,轻烃水蒸气制氢装置就是其中运用较多的1 种。
转化催化剂是轻烃水蒸气制氢装置的核心,造成其中毒或减少其使用寿命的因素也较多,通过对各种会对轻烃水蒸气转化催化剂造成影响的因素进行了深入的分析和探讨,为如何解决和减少此类因素对转化催化剂的损害,提供一定的技术思路。
关键词:轻烃水蒸气制氢转化催化剂影响对策前言近年来各种制氢装置开工运行数量不断增加,尤其是轻烃水蒸气制氢装置在已开工的各种制氢装置中占得比例较高。
在日常生产中,影响轻烃水蒸气制氢装置正常运行的因素很多,破坏性也很大。
转化单元作为轻烃水蒸气制氢装置的核心,各种条件的变化最直接的影响对象就是转化催化剂。
本文对能够影响轻烃水蒸气制氢转化催化剂的使用效果和寿命的因素进行分析并提出相应对策(下面以洛阳石化轻烃水蒸气制氢装置为例)。
1 装置简介制氢装置主要有原料的预加氢、原料脱毒、轻烃水蒸汽转化、中温变换、余热回收以及中变气的PSA氢气提纯、产品氢升压等部分组成。
主要工艺流程见图1。
图1 制氢装置流程轻烃水蒸气制氢原料经预加氢、脱毒净化后,烯烃<1(v)%,无机硫、氯离子含量均≤0.5μg/g,防止后序转化剂的积炭,硫、氯中毒。
脱硫后原料进入转化炉,经过装有转化催化剂的176 根炉管,在反应温度450~900 ℃,反应压力为1.5~3.0 MPa,水蒸气与原料的H2O/C摩尔比为2.5~6的条件下,进行转化反应,得到含氢气体70(v)%~80(v)%,甲烷3(v)%~6(v)%、CO 3(v)%~8(v)%、CO2 10(v)%~15( v)%左右的转化气,转化气再经中温变换反应将CO进一步转化为CO2 与H2,使中变气中CO<3(v)%。
中变气在温度≤45 ℃,压力2.0~2.5 MPa,进入PSA变压吸附单元,经提纯后能得到纯度≥99.9%、CO+ CO2≤20 μg/g的工业氢,PSA解析气作为燃料送至转化炉燃烧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 5 3 ;. 5 4 6 2 北京三聚创洁科技发展有限公司 , 北京
10 8 ) 00 0
要 : 绍 了辛 醇 装 置 辛 烯 醛 气 相 加 氢 ( P 工 艺 流程 和 气相 加 氢催 化 剂 的物 化 性 能 ; 催 化 剂 的 装 填 、 原 、 介 V H) 从 还
运行 、 钝化 以及催化剂卸 出的全过程 , 逐段分析 了可能影响催化剂使 用寿命的 因素 , 并提 出了延 长催 化剂使 用寿命
的操 作 要 求 。
关键词 :辛醇装置 ; 辛烯醛气相加 氢; 加氢催化剂 ; 用寿命 ; 响因素 使 影
d i1.6 6 ji n 1 0 8 0 .0 2 0 . 1 o:0 3 9/.s .04— 9 12 1 .3 0 2 s
中 图分 类 号 : Q2 3 16 T 2 .2
文 献 标 识码 : B
di1 .6 6 ji n 10 8 0 .0 2 0 . 1 o:0 3 9 /.s .04— 9 1 2 1 .30 2 s
辛醇生 产工 艺 中 , 合 后 的辛 烯 醛加 氢 一 般有 缩
2种方 式 , 即采 用 镍 系催 化 剂 的液 相 加 氢 和 采 用铜
生的低 压蒸汽带 走 。反 应 器热 点温 度可 通过设 定 汽
Y N a-i I i— u, u We —i ,G O Y ・eg A GBol ,LUJ h i F nj g U ufn n n
( . h n o gJa lnC e i l n i ei tc o p n t . Z b h n o g 2 5 3 C ia 1 S a d n ina h m c g n r g So kC m a yL d , i S a d n 5 4 6 aE e n o hn ;
文章 编 号 : 0 1 4—80 ( 02 0 0 9 1 2 1 )3—04 o 0 3一 3
Bre l i fy Ana y i fe tn l zng Af c i g Fac o s o r ie Lie o po a e Hy r g n to t l s fBu a t r n Se v c f fVa r Ph s d o e a i n Ca a y to t nol
包 压力及气体循 环量 来控 制 。循 环 气 自加氢 转化 器 出来 后 , 先在气相加氢 换热器 中与压缩 机来 的循环气 进 行热 交换 , 回收部 分热量 , 然后 粗醇 在气相 加氢 冷 凝 器 中冷凝 , 再进入气 液分离器 中进行粗 醇与循环 气
分 离 。循环气离 开分 离器后 进入 气 相加 氢循 环机进
c e c lp p ri so a o h s y r g n t n c tl s ;h s t p b t p,a ay e h fe t g fc o so o s by ifu n i g t e s r i e l e o aa h mia r e t fv p rp a e h d o e ai a ay t a ,se y se o e o n z d t e a fc i a tr f s il பைடு நூலகம்n e cn h e vc i fc t— l n p l f l s r m h oe p o e so a ay tfl n ,r d c in,r n i g,p s ia i g a d r mo i g c tl s u ,a d h sp e e td t e o e a i g r q i me te y tf o t e wh l r c s fc t s i l g e u t l i o u nn a sv t n e vn a ay to t n a r s n e h p r t e u r n — n n e l n a i g t e s r ie l e o e c t y t o g t h e c i f aa s . n v f h t l Ke r s: u a o l t a o h s y r g n to fo tl n d h d y wo d b t n lp a ;v p rp a e h d o e ai n o c ye e a e y e;h d o e a in c tl s ;s r ie l e f ci g f co n l y r g n to a ay t e c i ;af t a t r v f e n s
第5 0卷 第 3 期 21 0 2年 6月
化 肥设 计
Ch mia riie sg e c lFetlz rDe in
J n 0 2 u e2 1
・
43 ・
辛醇气相加 氢催化剂使 用寿命影响 因素浅析
杨 保利 刘金辉 付 文敬 郭玉 峰 , , ,
(. 1 山东建兰化工股份 有限公 司 , 山东 淄博
2 ei hjcu nf c nead Tcn l yD vl m n o p n t. B in 10 8 C i ) .B in S auh ag eSi c n ehoo ee p et m ayLd , ei jg i e g o C jg 00 0 hn a
AbtatA to hsit d cdtevprpaehd gn tn( P s c: uhr a r ue ao hs y r eai V H)poeslwo eotl eadhd ebtnl ln n ep yia r no h o o rcs f fh c e eyei t uao at dt hs l o t yn l nh p a h c/