风机叶轮动平衡记录表
风机叶轮单面平衡操作步骤
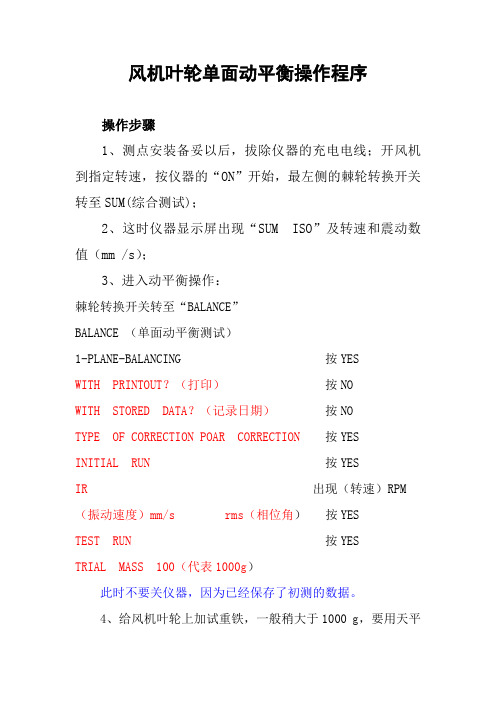
风机叶轮单面动平衡操作程序操作步骤1、测点安装备妥以后,拔除仪器的充电电线;开风机到指定转速,按仪器的“ON”开始,最左侧的棘轮转换开关转至SUM(综合测试);2、这时仪器显示屏出现“SUM ISO”及转速和震动数值(mm /s);3、进入动平衡操作:棘轮转换开关转至“BALANCE”BALANCE (单面动平衡测试)1-PLANE-BALANCING 按YESWITH PRINTOUT?(打印)按NOWITH STORED DATA?(记录日期)按NOTYPE OF CORRECTION POAR CORRECTION 按YESINITIAL RUN 按YESIR 出现(转速)RPM (振动速度)mm/s rms(相位角)按YESTEST RUN 按YESTRIAL MASS 100(代表1000g)此时不要关仪器,因为已经保存了初测的数据。
4、给风机叶轮上加试重铁,一般稍大于1000 g,要用天平称试重铁的重量,位置取叶轮静不平衡的较轻范围焊接。
若配重铁的重量轻了,开风机后仪器上会出现重量轻的提示,需要再加重;5、调整仪器的试加重量数值(TRIAL MASS 100)到试重铁的重量(按“ UP OR DOWM)按YES 出现ROF OUT RAESE然后开风机出现 AMOUNT:(试加重量值) LOC:0°按YES T (转速)RPM(振动速度值)mm/s 按 YES REMOVE TRIAL MASS 按YESPOLAR CORRECTIONAMOUNT:(应增加配重,数值乘以10为所加配重重量,单位g)§(应加配重相位角)加配重铁的位置:与风机旋向相反的相位角位置,例如:风机为逆时针旋转,相位角为265°,那么选位置就是顺时针旋转265°,然后焊接配重铁。
注意配重块加焊条的重量为配重重量。
开风机稳定转速后按FOR WARD 后出现CHECK 震动值和相位角程序结束。
循环风机调试记录表格

流程与运营名称:循环风机调试记录表流程与运营时间:2019年4月24日
流程与运营编号:填表时间:
一、作业标准原则
项目名称:填制人:开始时间:完成时间:
吓冃曲诒冃主/工人项目控制项目核算
项目执行人:项目责任人:
二、作业标准模块
循环风机调试记录表
1
设备编号
出厂编号
安装位置
出厂日期
设备数据
设备制造商
原产地
设备型号
电动机转速
转/分
机身编号
电压
叶轮直径
毫米
电动机功率
千瓦
风机类别
起动方式
满载电流
安培
2
电动机绝缘测试
测试电压
评语
相与地(兆欧)
L-G
3
性能测试
时间制设
疋
秒
电压
起动电流
安培
电源断路器
运行电流
安培
控制保险丝
过载范围
安培
电动风闸连锁
正常/不正常
过载设疋
安培
4
设计数值
实际数值
风量
I/S
I/S
变频风量(40Hz)
I/S
I/S
风机外静压力
风机转速
转分
转/分
循环风机调试记录
风机噪音
三、作业标准技术
四、作业标准施工
五、作业标准图片
六、作业标准成本
七、作业标准得失
风机日常检查记录表和风机轴对中记录表
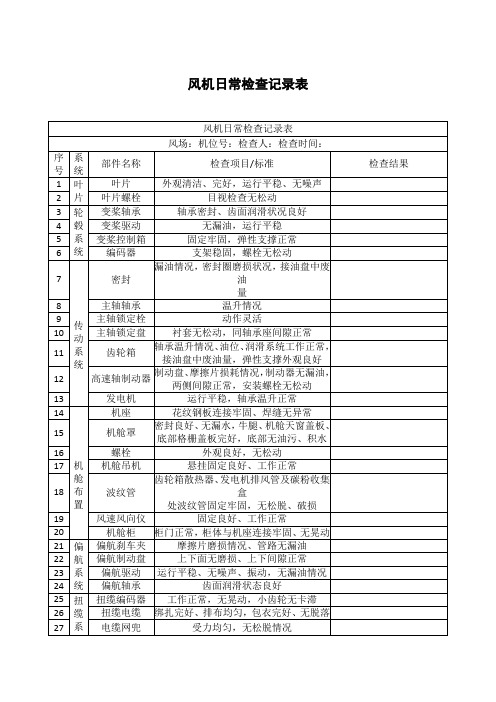
风机日常检查记录表
风场:机位号:检查人:检查时间:
序
号
系
统
部件名称
检查项目/标准
检查结果
1
叶片
叶片
外观清洁、完好,运行平稳、无噪声
2
叶片螺栓
目视检查无松动
3
轮毂系统
变桨轴承
轴承密封、齿面润滑状况良好
4
变桨驱动
无漏油,运行平稳
5
变桨控制箱
固定牢固,弹性支撑正常
6
编码器
支架稳固,螺栓无松动
固定良好、工作正常
20
机舱柜
柜门正常,柜体与机座连接牢固、无晃动
21
偏航系统
偏航刹车夹
摩擦片磨损情况、管路无漏油
22
偏航制动盘
上下面无磨损、上下间隙正常
23
偏航驱动
运行平稳、无噪声、振动,无漏油情况
24
偏航轴承
齿面润滑状态良好
25
扭缆系
统
扭缆编码器
工作正常,无晃动,小齿轮无卡滞
26
扭缆电缆
绑扎完好、排布均匀,包衣完好、无脱落
发电机
运行平稳,轴承温升正常
14
机舱布置
机座
花纹钢板连接牢固、焊缝无异常
15
机舱罩
密封良好、无漏水,牛腿、机舱天窗盖板、
底部格栅盖板完好,底部无油污、积水
16
螺栓
外观良好,无松动
17
机舱吊机
悬挂固定良好、工作正常
18
波纹管
齿轮箱散热器、发电机排风管及碳粉收集盒
处波纹管固定牢固,无松脱、破损
19
风速风向仪
7
传动系统
风机叶轮动平衡标准
风机叶轮动平衡标准风机叶轮动平衡是指在风机叶轮旋转时,通过调整叶片的质量分布,使得叶轮在高速运转时能够保持稳定、平衡的状态。
风机叶轮动平衡的目的是减少振动和噪音,提高风机的运行效率和使用寿命。
下面将介绍风机叶轮动平衡的标准。
风机叶轮动平衡标准是根据国家相关标准制定的,主要包括静平衡和动平衡两个方面。
首先是静平衡,静平衡是指叶轮在静止状态下的平衡。
根据标准规定,风机叶轮的静平衡误差应符合一定的范围。
一般来说,对于小型风机,静平衡误差应控制在0.2g.mm/kg以内;对于大型风机,静平衡误差应控制在0.1g.mm/kg以内。
静平衡的实现需要使用专门的静平衡设备,通过在叶轮上加入适量的配重物,使得叶轮在静止状态下能够平衡。
静平衡过程中,需对叶轮进行多次试重,以逐步调整叶片上的配重物,直至达到静平衡要求。
除了静平衡,风机叶轮还需要进行动平衡。
动平衡是指叶轮在旋转状态下的平衡。
与静平衡不同,动平衡需要考虑到叶轮在高速旋转时的离心力和离心力矩。
风机叶轮的动平衡误差应符合一定的范围。
根据标准规定,对于小型风机,动平衡误差应控制在1.5g.mm/kg以内;对于大型风机,动平衡误差应控制在1.0g.mm/kg以内。
动平衡的实现同样需要使用专门的动平衡设备。
在动平衡过程中,需将风机叶轮安装在动平衡设备上,通过在叶片上加入适量的配重物,使得叶轮在旋转状态下能够平衡。
动平衡过程中,需进行多次试重,逐步调整叶片上的配重物,直至达到动平衡要求。
风机叶轮的动平衡标准是为了保证风机的稳定运行和安全使用而制定的。
如果风机叶轮的动平衡不符合标准要求,将会导致风机振动、噪音大,甚至影响风机的正常运行。
因此,对于风机叶轮的动平衡,必须严格按照标准进行检测和调整。
总结起来,风机叶轮动平衡标准包括静平衡和动平衡两个方面。
静平衡是指叶轮在静止状态下的平衡,动平衡是指叶轮在旋转状态下的平衡。
根据标准规定,风机叶轮的静平衡误差和动平衡误差都有一定的范围要求。
风机叶轮动平衡试验实例
风机叶轮动平衡试验(实例)
以2017年8月28日试验数据为例(变频开度以85%为准):
一、试验步骤
1、原始振动值为7丝
2、启动风机转动后自由转动至叶轮静止,将自由停止后的顶端定为B点(大体为配重块的安装位置),将叶轮三等分后,顺时针定出A、B、C点。
3、根据送风机叶轮直径、转速、振动值,确定初步配重150克。
(相同的振幅,叶轮越大、转速越高,那么增加的配重就越重)
4、分别将配重安装在A、B、C三个位置,自变频开度50%-100%每隔10%测试振动并记录(本次以85%为基准)。
A点——15丝B点——7.6丝C点——15.5丝
5、A、C两个点的振幅应比较接近,说明第2步选择的B点比较准确。
(参照图例)
1)A、C两个点的振幅若相差很大,说明第一步停的位置不准确,
2)若完全一致,说明B点就是增加配重的位置,
3)若A点振幅<C点振幅,且B点振幅更小,如本次试验7.6<15<15.5,有可能是两种情况:一是单纯分析以上3个数据,配重过小,再增加相同的配重使三个点的振幅基本相等,位置在B点附近,方向指向逆时针方向(原因是A点振幅<C点振幅);二是综合考虑以上三个数据及原始振动值,配重过大,需要减少配重,也就是说原来B点附近因较轻而振动7丝,现在增加配重后因较重而振动7.6丝,需要
减少新增加配重150克的一半,即减少75克。
本次试验首先考虑了第二个方案,一次减少75克成功。
并且位置由原来的5又1/3处调整至5,振动得以解决。
更多方法参考《三圆幅值法找动平衡原理》。
试验人员:
2017年8月28日。
离心风机叶轮动平衡标准

离心风机叶轮动平衡标准
离心风机叶轮动平衡是指叶轮在高速运转时的动态平衡状态,主要目的是减小振动、降低噪音和延长风机的使用寿命。
离心风机叶轮动平衡主要应满足以下标准:
1. 质量平衡:叶轮各部件的质量应平衡分布,避免重叠质量或过大的不平衡质量。
2. 静平衡:在任何旋转位置,叶轮的质心应在转轴线上,叶轮配有平衡块来调整其质心位置。
3. 动平衡:叶轮在高速运转时产生的离心力和惯性力应尽可能减小,使叶轮的振动在可接受范围内。
4. 滚动平衡:叶轮在水平方向上的振动应尽可能小,确保叶轮在高速旋转时的稳定性和平衡性。
以上是离心风机叶轮动平衡的一些标准,具体的标准和要求可能会因不同的行业和应用而有所不同,用户在选择和使用离心风机时应参考相关的标准和规范。
风机叶轮动平衡方法
风机叶轮动平衡方法
风机叶轮动平衡是指对风机叶轮进行调整,使其在运转过程中达到平衡状态,避免振动和噪音的产生,提高风机的工作效率和使用寿命。
常用的风机叶轮动平衡方法有以下几种:
1. 静平衡:静平衡是在叶轮未安装在风机上时进行的平衡调整。
通过在叶轮上加装或削减一定质量的块体,使叶轮的重心与叶轮轴线重合,从而达到静平衡状态。
2. 动平衡:动平衡是在叶轮安装在风机上并运转时进行的平衡调整。
首先使用动态平衡仪测试叶轮的不平衡情况,然后在叶轮上加装或削减一定质量的块体,以消除或减小叶轮的不平衡。
3. 双面动平衡:双面动平衡是指对风机叶轮两侧进行动平衡调整。
即在叶轮两侧分别加装或削减一定质量的块体,以使叶轮两侧的不平衡量减小或归零。
4. 动平衡校正:对于动平衡调整效果不理想的情况,可以使用动平衡校正方法。
该方法主要通过切削、加工或重调叶轮的鼻部、叶片或轮毂,使叶轮达到平衡状态。
5. 振动监测和调整:在风机运行过程中,可以使用振动监测仪器进行振动检测,根据检测结果进行调整。
通过调整叶轮的平衡状况,减小风机的振动和噪音。
需要注意的是,风机叶轮动平衡的方法选择要根据具体情况和要求,有时可能需要结合不同的方法进行调整。
同时,在进行叶轮动平衡调整时,要保证操作安全,并严格按照相关标准和规范进行操作。
风机动平衡及静平衡

O
图十 a
β
X
A 第一次标记
27
5)再次启动风机至工作转速,用上述相同方法在轴上画 出新的弧线,并测出轴承的振动值Sob 6)停止风机,用上述同样的方法画出BB线,并在配重圆周 上定出相应B点的位置。在OB线上按以上同样的比例作出 振动向量ob,由三角形 △ oab可知,向量ab是代表在 转子C点加了试加重块后产 生的,而向量ob是向量oa 与向量ab相加的结果。过 圆心O作平行于ob的线交配 重圆周于B`点。(OC与OB` 的夹角β 称为滞后角)
15
剩余静不平衡曲线 50 40 30 20 10 0
试加重量
2
3
4
1
5 6
8
1 2 3 4 5 6 7 8 1 33 42 50 40 30 20 10 22 33
图八
7
16
(4)从曲线上找出最大配重W最大和最小配重W最小,从而计 算出转子的剩余静不平衡重量W余 W余=(W最大-W最小)/2, (5)从曲线上找出配重圆上最大配重点的位置(它不一定 是八个等分点当中的一个点),就在这个位置上加平衡重 量W余,以消除剩余静不平衡。 消除剩余静不平衡时,可用电焊把平衡重块固定在转 子上,也可用减重法消除,即在配重圆上最小配重点处, 用磨或钻的方法去掉转子上的金属,使其等于W余。
23
一、 画线法找动平衡
1)在振动较大的轴承附近的轴上,选择一段,长约 50—60mm。先检查这段轴的椭圆度,然后擦净轴的表面。 并涂一薄层白粉水。 2)启动风机至工作转速,用磨尖的铅笔或画线针在涂 白粉水的一段轴上画出几条弧线,各弧线间的间距为5— 6mm(如图9)。在铅笔或画线针接触轴表面时,动作要轻 微迅速,以尽量使画出的弧线短一些。共画十条左右。在 画弧线的同时,用振动表测出轴承的振动值Soa,并做好记 录。 3)、停止运行设备,在轴上找出各段弧线的中心,连接 成一条线A-A,这条线表示了在这个方向上轴心偏移值为 最大。