支撑辊热轧工艺润滑系统的开发研制
高功效、低油斑轧制油添加剂与润滑油的研制

添加剂含量 图 3 五 种 添 加 剂 油 斑 定 量 对 比
的摩擦学优于 R 2 1 和R 3 1 单剂 , 说明醇酯复配具有很 好 的增效 效益 。
1 . 3 油斑 特性 分析
Q u a n t i t a t i v e c o mp a r o s o n o n t h e o i l m a r k s f o r
压油添加剂能确保抗磨液压润滑效果 良好 的抗泡沫 特性 , 其优 良的抗磨性能和无渍特性尤其适合铝轧机 或铜轧机液压系统。符合 D e n i s o n H F - O 及D I N 5 1 5 2 4 ,
P 2 ( HL P ) 规格 要求 。
2 . 1无渍润滑油摩擦学性能分析比较
2 6
有色金属加工
第4 3卷
1 . 1 添 加剂分 子 结构 比较 除了 R 2 1 、 R 3 1 及R 4 1 , 又选取 了市 场 常见 的 2种 复合 类 产 品 A、 B, 用 F r r . I R对 产 品进行 分 子级 别 的对
1 . 2 添 加剂摩 擦 学性 能分析 比较 为 了进 一 步考 察 不 同添 加剂 的 润滑 效果 , 在 轧 制 油 的基 础油 ( 4 0  ̄ G运 动 粘 度 为 2 . 3 6 m m / s ) 中分 别 加
产品相比, R 2 1 、 R 3 1 、 R 4 1 具有优 良的低油斑特性。
2无 渍 润 滑 油 的性 能 比较 及 研 发
油斑污染 中, 根据图 1 润滑油 占比例为 3 9 %位居
研究 , 成功开发出既能满足润滑又能大幅降低油斑污
第 1 期
有色金属加工
2 7
染 的无 渍 液压 油 AL系列 和无 渍 齿轮 油 G L系列 。
钢厂热轧干油润滑系统的应用与维护陈沛沛

钢厂热轧干油润滑系统的应用与维护陈沛沛发布时间:2021-08-05T06:49:21.689Z 来源:《房地产世界》2020年20期作者:陈沛沛[导读] 润滑系统的润滑管道非常多,一般说来有专职人员负责管理维护保养。
目前我国绝大部分轧钢厂的加工线基本上都配置了双线或单线干油集中化润滑系统,但在使用中的实际效果并不是非常好。
陈沛沛身份证号码:32068119900412xxxx 摘要:润滑系统的润滑管道非常多,一般说来有专职人员负责管理维护保养。
目前我国绝大部分轧钢厂的加工线基本上都配置了双线或单线干油集中化润滑系统,但在使用中的实际效果并不是非常好。
很大一部分原因就是维护保养不及时,所以慢慢地被放弃,从而再度使用人工来润滑设备。
另外,干油集中化润滑系统润滑管道在关键设备维修保养时总是被损毁,从而导致关键设备机械故障过于频繁,这都是忽略了辅助机械设备的维护保养。
所以,为了更好地维护保养干油集中化润滑系统,除了要有专职人员做好维护保养,与此同时,还要转变管理人员的传统观念,在思想方面重视起来。
本文对热轧设备的干油润滑系统开展了深入分析,并对其技术应用和维护保养实践经验进行了探析。
关键词:钢厂热轧;干油润滑系统;应用与维护1热轧干油系统概述 1.1干油润滑技术集中化润滑的通常是指仅设置一个干油站,然后通过润滑管道和调节器将干油传至各润滑设备点。
轧钢润滑系统的集中化干油润滑的配置功能模块通常会布置在炉前区、轧机区、冷床区和回收区。
干油站有两种类型:手动式和自动式。
手动式干油站适用于润滑的点少、远离其它的机械设备的设备或过于频繁挪动的设备。
当自动式干油站正常运行时,干油可以通过压差传至主管道,并经过供油器供油。
润滑管道配备有网状结构过滤装置,一定要定期进行清理和全面检查。
当润滑系统泵油结束后,安装在润滑管道尾端的末端阀(又被称为压力调节阀)开始运行,系统自动终止干油,使液压换向阀转换方向。
自动式干油站由系统自动的中间继电器调控,在润滑系统设置的时间段自主进行泵油[1]。
热轧在线磨辊技术的现状和发展方向
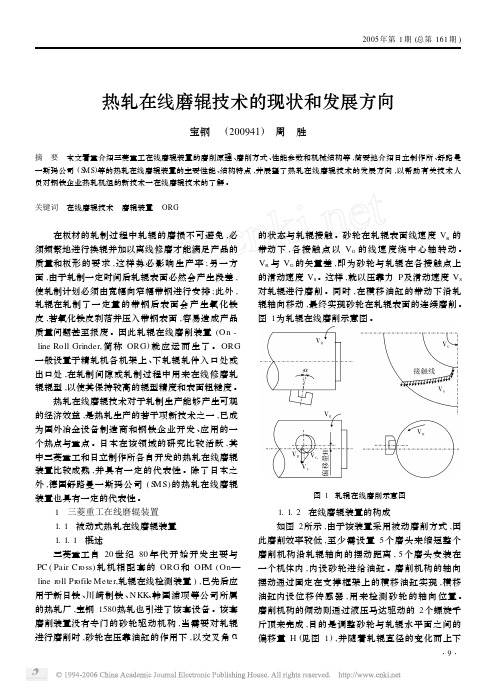
对于砂轮与轧辊之间不同的偏移量 H ,会产生 不同的磨削效果 。最佳的偏移量 H 范 围为 50 ~ 70mm 之间 。
1. 1. 4 磨削方式 分三种磨削方式 ,如图 4所示 。
面因轧制产生的段差 。 3. 全面 /段差组合磨削 综合上述两种磨削功
能 ,消除轧辊段差并全面提高轧辊的表面粗糙度 。 1. 1. 5 磨削性能参数 由于磨削加工的复杂性 ,要求全面评价可磨性
( 1 )主动式磨削取代被动式磨削已是必然的趋
势。
(2)改进磨头的刚性结构 ,提高砂轮的抗振性 ,
是避免轧辊表面因振动产生辊面缺陷的有效手段 。
(3)改进整套磨辊装置的结构布置 ,在结构紧凑
的基础上兼顾便于检修与维护的要求 ,以适应狭小
的安装空间的限制 。
(4)通过实验研究研制高效强力砂轮 ,选择合适
由于早期推出的 ORG存在许多不足之处 , 为 此 ,三菱重工推出了其改进型在线磨辊装置 (图 5) , 使各项功能得到了一定程度的改善 。改进后的磨头 由原来的被动式改为由电机或液压马达驱动的主动
式 ,数量由原来的五个减为两个 ,而辊型测量手段没 有变化 。砂轮进给油缸由原来的内置式改为外置 式 ,而轴向摆动机构则由原来的油缸驱动改为齿轮 齿条传动 。摆动架的一端作为磨削机构沿轧辊轴向 摆动的导向梁 ,导向梁通过两端的耳轴支承在外框 架上 ,固定在 ORG外框架上的螺旋千斤顶与平衡油 缸作用在摆动架的另一端 ,它们一起构成 ORG的倾 动机构 。改进型 ORG的单个磨头磨削效率大幅度 提高 ,砂轮的受力状况亦有所改善 ,但抗振性仍然比 较差 。鞍钢 1780热轧率先引进了该装备 ,安装在精 轧机 F4~F7的入口处 。
轧辊每转一圈的研磨量 :ΔR l = a ×Pb ×Vrc 磨削比 : G = d ×Pe ×Vrf 其中 ,轧辊圆周速度 V r =π ×D r ×N ×60 /1000
CVC轧辊辊型曲线设计及控制详细教程
短应力线轧机
连轧差动调速 加热炉节能及微机控制
小型轧机连续化 切分轧制 车后控制冷却 L 中板四辊轧机 热轧窄带钢轧机连续化
轧钢技术论坛
轧钢技术论坛
东北大学硕士学位论文
轧钢技术论坛
第一章 绪论
④ 要有可靠的软件技术; ⑤ 要有配套的高级工程技术人员。 ()轧钢生产现代化具有如下几个特点: 2 ① 轧钢生产以大型化、高速化、连续化、自 动化为基础; ② 逐渐向节约能源、提高质量和收得率、扩大品种等方向发展;
关 词 板 3 技术 键: 形 1 cvc
.护 /
c vc辊 型 曲线
口
v B
,
轧钢技术论坛
轧钢技术论坛
东北大学硕士学位论文
第一章 绪论
第一章 绪论
1 . 1板带生产概况
科学技术的进步大大推动了 世界各国 钢铁企 m 业[ 的发展, 本世纪世界 钢铁工
题的研究可以为现场提供一些解决实际问题的方法。并用于消除带钢在轧制过
程中所产生的横 向厚度偏差,实现获得 良好的板形。
1 本课题主要研究内容 . 4
本课题研究的主要内容有如下几方面:
首先深入分析影响板型的因素,探索板形控制的机理。 其次主要分析造成 板带横向厚度偏差的原因, 并通过改变凸度来控制板型。 建立 C C辊型曲 v 线的
表现在:轧钢工艺技术没有完全掌握;液压元件的制造及液压系统的设计制造 不过关;计算机控制系统、专用控制装置和检测仪表的制造还是空白。
P C轧机是由日 本三菱公司开发完成, 它通过上、 下轧辊的交叉来改变辊缝
热轧轧辊

热轧轧辊从合理选用轧辊材料、加快新材质轧辊的应用步伐、加强轧辊的管理工作、推广应用轧辊表面修复和强化技术、改善轧辊的冷却条件、开发热润滑轧制新技术等方面探讨了进一步降低热轧辊辊耗的问题。
关键词轧辊辊耗热轧辊轧辊材质1前言影响轧辊使用寿命的因素很多,轧辊的消耗不仅与钢材产品品种、轧制工艺技术、轧机设备状况、轧辊选材、轧辊管理水平有关,还与轧辊的制造技术、轧辊新材料的开发应用等因素有关。
目前降低热轧轧辊辊耗的主要途径有:选择合适的轧辊材质和新材质轧辊的应用;合理地分配延伸系数,减小不均匀磨损的程度;合理地控制轧制温度,热轧时钢温不宜过低;合理地设计孔型,分配压下量;加强冷却;润滑轧制;避免生产、设备事故造成的断辊;加强轧辊管理,制定合适的换辊制度;旧轧辊的改制和堆焊修复;轧面的喷涂与涂覆;提高轧辊的制造质量等。
针对热轧轧辊的具体使用情况,提出了进一步降低热轧轧辊辊耗的措施。
2合理选用轧辊材料2.1初轧机轧辊我国的初轧机多为二辊可逆式,目前鞍钢、武钢、重钢和马钢等单位的初轧机大多使用铸钢和锻钢轧辊。
这类轧辊有两个缺点:一是孔型壁容易磨损而变宽;二是孔型底部的园角处容易因热裂纹的生长而损坏,造成断辊。
宝钢初轧厂是从新日铁引进的,它拥有2架1350mm大开口度方板坯初轧机。
投产初期,1号初轧辊为75CrMo合金铸钢轧辊,耐磨性好但裂纹倾向大,新选的50CrNiMo、60CrNiMo合金锻钢轧辊耐磨性较好且裂纹倾向很小,新选用70CrNiMoV合金铸钢轧辊粗开孔型后进行差温热处理,耐磨性好、使用较满意,但在小辊径时有裂纹倾向,需监控。
2号初轧辊一直沿用原配置的合金球墨铸铁材质,使用效果很好。
我国早期研制球墨铸铁初轧辊时,因存在磨瓦和打滑问题而长期不能推广应用。
首钢钢研所与鞍钢轧辊厂协作研究成功了850mm球墨铸铁初轧辊,轧坯量比原锻钢辊提高80%。
由于采用布胶瓦上开油孔和油槽、改进润滑,解决了磨瓦问题。
不咬钢的问题则用辊身刻痕或滚花的方法解决。
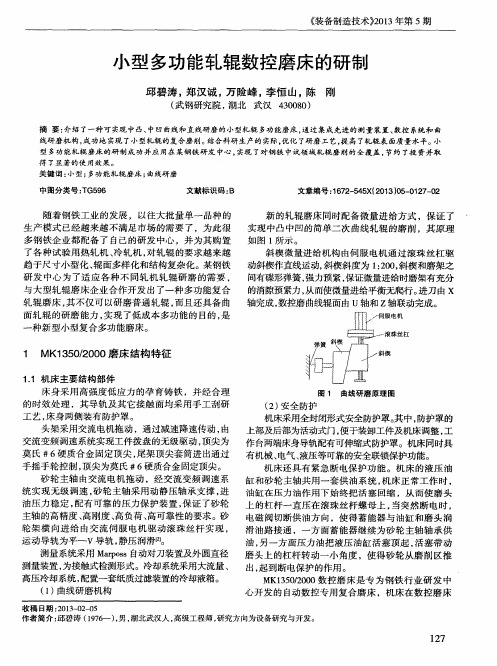
小型多功能轧辊数控磨床的研制
关键词 : 小型 ; 多功 能 轧辊 磨 床 ; 曲线 研 磨
中图分类号 : T G 5 9 6
文献标识码: B
文章编号 : 1 6 7 2 — 5 4 5 X ( 2 0 1 3 ) 0 5 - 0 1 2 7 — 0 2
随着钢铁工业的发展 ,以往大批量单一品种 的 生 产 模 式 已经 越 来 越 不满 足 市 场 的需 要 了 ,为 此很 多 钢 铁 企业 都 配 备 了 自己 的研 发 中心 ,并 为其 购 置 了各 种 试 验用 热 轧 机 、 冷 轧机 , 对 轧辊 的要 求越 来越 趋 于尺 寸 小型 化 、 辊 面多样 化 和结 构 复杂化 。某 钢铁 研 发 中心 为 了适 应 各 种 不 同 轧 机 轧辊 研磨 的需 要 , 与大型轧辊磨床企业合作开发 出了一种多功能复合 轧辊磨床 , 其不仅可 以研磨普通轧辊 , 而且还具备 曲 面轧 辊 的研 磨 能力 , 实 现 了低 成本 多 功 能 的 目的 , 是 种新型小型复合多功能磨床。
作者简介 : 邱碧涛 ( 1 9 7 6 一) , 男, 湖北武汉人 , 高级工程师 , 研究方 向为设备研究 与开发。
1 2 7
Equ i p me nt M a nu f a c t u r i ng Te c h n o l o g y No. 5, 201 3
的基 础 上 , 增 加 了数控 微 量 进 给装 置 , 可 实现 曲线 辊 始 磨削 中间的 自动磨 削方法 。在磨 削过 程 中 , 同样 采 面磨 削 , 实 现对 小 型 冷 轧机 、 热 轧 机等 轧 辊 的磨 削修 用 电流控 制 , 当 电流低 于设 定 值 后 , 控 制 系统 立 即发 复 等研 究 工作 。 出进 给和换 向指 令 。随着 磨 削 的不 断进 行 , z轴 的换
轧机中各辊止推轴承结构的分析
T0tal No.215冶金设备总第215期DeceInber2014 M E T A L L U RG I C A L EQUIPMENT 2014年12月第6期轧机中各辊止推轴承结构的分析艾晶① (中冶南方工程技术有限公司技术研究院湖北武汉430223)摘要介绍了轧机中支撑辊和工作辊的几种止推轴承结构,分析了其中一些安装问隙的意义,介绍了止推轴承的轴向力传递情况,对各辊止推轴承结构的设计及现场轴承因轴向力损坏的情况有一定的参考价值。
关键词板带轧机支撑辊工作辊止推轴承中图分类号TG333.15文献标识码Bdoi:10.3969/j.issn.1001一1269.2014.06.011Analysis o n the Con69urati ons of Roll Thrust Bearing in Strip MiUAi Jing(WISDRI En百neering&Research Co.,Ltd.,Wuhan 430223)ABS’n王A CT 7rhis p a p e r int ro d uc es several c o n矗g u mt i o n s of tllmst b ea r i ng of ba cku p roU a nd wo rk m U in strip miu,analyzes tll e purport s of some舾se mb l e g a ps,i n t r o d uc e s the t ra ns m is s io n of the axial force by tllmst be 撕ng,aIld pr ese nts refe re n ce s in t}le d e s i g n of mU thllJst be撕ng and the actual site s i t ua t i on s of be撕ng d锄agesbecause of tI le axial force.K E Y W O R D S Strip miU B a ck u p mll Work roll Thmst bear ing在现场实际生产中,很多板带轧机因轧辊轴侧和传动侧设置四列圆柱滚子轴承来承受纵向的向力过大,造成辊子的轴向固定零件变形,甚至辊轧制力,不让其承受轴向力,而设置双列圆锥滚子子中止推轴承的烧损,影响了轧机的正常生产。
宝钢1580热轧PC精轧机复合铸造辊的研制
宝钢1580热轧PC精轧机复合铸造辊的研制沈一鸣摘要:宝钢1580热轧厂PC精轧热连轧机组原使用日本3家公司的轧辊,经宝钢与邢台轧辊股份公司联合研制,成功地试制出1套14支3个品种的PC工作辊,其技术参数和使用性能达到国外同类产品先进水平。
关键词:PC轧机;工作辊;研制The development of casting composite roll for PC finishing mill of1580mm hot rolling mills in Baoshan Iron and Steel CompanySHEN Yi-ming( Production Dept., Baoshan Iron & Steel (Group) Co., Shanghai 202100, China )Abstract: The rolls of PC finishing mill of 1580mm hot rolling mills in Baosteel were manufactured by Japan. But by developed, three kinds of and total 14 rolls were successfully made by Baosteel and Xingtai Roll Co. The technique parameters and application index of the rolls are the same to the former.Keywords: PC mill; work roll; development1 前言宝钢1580热轧厂年产热卷280万t,产品厚1.5~12.7mm,宽700~1430mm,其中板厚小在于3mm的占77%。
要紧设备中,PC精轧机组是我国从日本引进的第1套当代先进的板形操纵轧机。
该轧机配备的一组超细长复合铸造精轧工作辊系列,由于国内不能制造,因此开工初期全部配套辊和部分周转辊均由日本引进。
轻工业杭州机电设计研究院近年新技术、新产品研发情况
轻工业杭州机电设计研究院近年新技术、新产品研发情况轻工业杭州机电设计研究院科技管理部【期刊名称】《《造纸信息》》【年(卷),期】2013(000)005【总页数】3页(P24-26)【作者】轻工业杭州机电设计研究院科技管理部【作者单位】【正文语种】中文轻工业杭州机电设计研究院(以下简称“杭机院”)自1999年转制为科技型企业以来,十分重视新技术研发和成果的产业化,结合杭机院的特点和历史,工作中始终贯彻“新装备研发、设备成套、工程设计、工程总承包”的四位一体总体发展思路,坚持以市场需求为导向的新技术开发原则,并不断加大市场化的力度,结合两个国家级实验室(制浆造纸国家工程实验室(装备部分)和轻工机械产品质量控制与技术评价实验室)的建设,承担并完成“十一五”科技支撑项目“国产高速造纸机的研制”和“化机浆关键设备”的课题,以及其他省部级科研项目,进一步推动了杭机院新技术的开发,也使得杭机院经营规模和效益取得了明显进步,下面介绍杭机院近年部分新技术研发及应用情况。
1.1 非木纤维横管连续蒸煮设备杭机院开发的非木纤维横管连续蒸煮装备技术已十分成熟。
横管连续蒸煮单位体积的蒸煮效率是所有蒸煮技术中最高的,而且可适合所有制浆造纸原料,可生产生物机械浆(如台湾永丰余扬州造纸有限公司生产线)、化学浆(晨鸣和华泰等纸厂生产线),也可生产半化学浆(如马来西亚棕榈纤维生产线),还可进行各种预处理,以满足各种工艺需要。
蒸煮系统配置回料螺旋、计量、预热、喂料、蒸煮、立式卸料、喷放系统等装备,可实现冷喷放、半冷喷放等多种工艺。
该系统核心技术为大型喂料器、蒸煮管等,最大单线生产能力为10万t/a规模的成套设备。
其中斜螺旋脱水机规格φ1000×7000 mm,螺旋喂料器规格28英寸、转速52转/min,配置功率350 kW,蒸煮管规格φ2100×10000 mm,无堵塞型弧底喷放仓规格25 m3,刮料装置配用动力11 kW。
《5000mm轧机支承辊辊型曲线的研究》范文
《5000mm轧机支承辊辊型曲线的研究》篇一一、引言在轧机生产线上,支承辊作为轧机的重要部件之一,其性能直接影响着轧制产品的质量和生产效率。
随着现代轧机技术的不断发展,对支承辊的性能要求也越来越高。
其中,辊型曲线作为支承辊的重要技术参数之一,对于其在实际生产中的使用效果有着决定性的影响。
本文将对5000mm轧机支承辊的辊型曲线进行深入的研究和分析,以期为相关领域的研发和应用提供参考。
二、支承辊的基本结构与工作原理支承辊是轧机的重要组成部分,其基本结构包括辊身、辊颈、法兰等部分。
在轧制过程中,支承辊与工作辊协同工作,为轧制材料提供支撑和驱动力。
同时,由于受到工作时的热和力等复杂因素的作用,支承辊的形状会发生变化,这就需要其具备稳定的辊型曲线来保持其性能的稳定。
三、5000mm轧机支承辊的辊型曲线研究(一)研究目的本研究旨在通过对5000mm轧机支承辊的辊型曲线进行深入研究和分析,探索其变化规律及其对轧制产品性能和质量的影响,以期优化其设计和生产过程,提高产品的质量和生产效率。
(二)研究方法本研究所采用的方法包括理论分析、仿真模拟和实验研究。
首先通过理论分析了解轧制过程中的基本原理和规律,然后利用仿真软件进行模拟实验,以进一步探究支承辊的辊型曲线变化情况,最后通过实际生产中的实验验证理论分析和仿真模拟的结果。
(三)研究结果1. 辊型曲线的变化规律:通过对支承辊的长期观察和实验研究,我们发现其辊型曲线随着使用时间的增长会发生一定的变化。
在初始阶段,由于新辊的使用,其形状相对稳定;但随着使用时间的延长,受到热和力的作用,其形状会逐渐发生变形。
因此,我们需要对支承辊的形状进行定期的检测和调整。
2. 辊型曲线对产品质量的影响:研究发现在一定范围内调整支承辊的辊型曲线可以影响轧制产品的厚度、宽度等性能参数。
当辊型曲线合理时,产品的性能和质量会得到显著提高;反之,如果辊型曲线不合理或出现变形,则会影响产品的性能和质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ab s t r a c t :A n e w h o t r o l l i n g l u b ic r a t i n g s y s t e m f o r b a c k u p r o l l s i s d e v e l o p e d a n d d e s i g n e d
简要介 绍 了该 系统 设计研 发情 况 以及 在使 用过程 中应 注意 的一些 问题 , 支撑 辊 润滑投入 后 , 实 现 了辊 缝 冷却和 热轧 油 同时使 用的 目标 , 对改善精 轧 工作辊表 面状 态 , 提 高带钢表 面质 量 以及
延 长换 辊 周 期 起 到 了积 极 作 用 。
2 . Q u a k e r ( C h i n a ) C h e mi c a l C o r p o r a t i o n , S h a n g h a i 2 0 1 7 1 2 , C h n i a ; 3 . E n g i n e e r i n g T e c h n o l o g y
鞍 钢 技 术
2 0 1 3年 第 1期
ANGANG TECHN0L0GY
总第 3 7 9期
. = ~ 研 ’ ’ _ - - 究 - 。 - 三 与 … 三 一 开 ● - 发 ● ● , ● )
支撑 辊热 轧 工艺 润滑 系统 的开发研 制
史乃安 。 , 丛 志宇 , 翟 国柱 , 白莉 , 赵 伦峰 , 高光 河 , 王进 臣
wo r k r o l l s a n d t h e s u r f a c e q u a l i t y o f a h o t r o l l e d s t r i p a s we l l a s p r o l o n g i n g t h e r o l l — — c h a n g i n g p e r i o d .
( 1 . 鞍 钢股份 有 限公 司热轧带钢 厂 , 辽宁鞍山 1 1 4 0 2 1 ; 2 . 奎 克化 学( 中国) 有 限公 司,
上海 2 0 1 7 1 2 ; 3 . 鞍钢 集 团工程技 术有 限公 司 , 辽宁 鞍山 1 1 4 0 2 1 )
摘要: 针 对 工作辊 热轧 工 艺润滑存在 的 问题 , 开发 设计 了一套 支撑辊 热轧 工 艺润滑 系统 。
wi t h r e g a r d t o t h e e x i s t i n g p r o b l e ms i n l ub r i c a t i n g wo r k r o l l s d u r i n g h o t r o l l i ng .La t e s t p r o g r e s s e s
S h i Na i a n , Co n g Z h i y u , Z h a i G u o z h u 2 , B a i L i 3 , Z h a o L u n on f g , Ga o Gu a n g h e , Wa n g J i n c h e n
o p e r a t i o n.S o t h e n e w s y s t e m pl a y s a n a c t i v e i n i mp r o v i n g t h e s u r f a c e c o n d i t i o n o f ini f s hi n g r o l l i n g
( 1 . Ho t R o l l e d S t r i p Mi l l o f A n g a n g S t e e l C o . , L t d . , A n s h a n 1 1 4 0 2 1 , L i a o n i n g , C h i轧油
中图分 类号 : T G 3 3 5 文献标 识码 : A 文章编 号 : 1 0 0 6 — 4 6 1 3 ( 2 0 1 3 ) 0 1 — 0 0 4 0 — 0 4
De v e l o p me n t o f Ho t Ro l l i ng Lubr i c a t i n g Sy s t e m f o r Ba c ku p Ro l l s
o f d e v e l o p me n t s o n t h e n e w s y s t e m a r e i n t r o d u c e d a n d s o me i s s u e s w h i c h s h o u l d b e c o n c e r n e d a r e a l s o p u t f o r wa r d d u in r g a p p l i c a t i o n o f t h e n e w s y s t e m.T h e g o a l s or f c o o l i n g r o l l g a p s a n d a p p l y i n g h o t r o l l e d o i l a r e a c h i e v e d wh e n t h e l u b r i c a t i n g s y s t e m or f b a c k u p r o l l s i s p u t i n t o