美国HAAS数控系统
哈斯(haas)加工中心实际操作介绍资料
立式加工中心培训资料2007 年5 月内容目录安全 (1)操作⋯⋯⋯ (4)基本介绍⋯⋯⋯⋯⋯⋯⋯ (4)坐标体系⋯ (4)绝对定位法和增量定位 (5)用代码编程 (5)机床缺省值 (5)程序格式 (6)固定循环 (7)刀具交换装置安装步骤..................................... . (8)操作员控制面板 (9)实时计时器 (12)键盘 (12)通电/断电⋯⋯⋯ (20)手动操作⋯⋯ (20)自动操作⋯⋯⋯ (21)创建、编辑和保存程序 (23)程序输入/输出⋯ (26)试运行操作 (30)显示 (30)行程限制⋯⋯⋯⋯⋯⋯ (44)运行-停止-轻推-继续 (45)编程⋯⋯ (46)工作坐标系统 (46)编程结构 (46)字母地址代码 (48)技巧与窍门 (51)高速机械加工(可选) (61)第4轴编程 (62)子程序 (65)刀具功能(Tnn) (73)侧挂式刀具交换装置 (74)用VF系统计算机数控铣床攻丝............................ . (83)铣刀补偿 (86)高级编辑 (98)G代码(预备功能) (105)M代码(各种功能) (151)设置 (160)在工作中不要发生这种情况所有的铣削设备如旋转件、皮带、滑轮、高压电、噪音、压缩空气等均有危险存在,所以在使用CNC备及其组件时,为避免人身伤害及机械损坏,必严格遵守相应的安全守则。
操作安全必读‹ 只有经过授权的人员方可使用本机,未经培训人员在使用机床时可能对人身及机床造成伤害以及由于不正确的操作造成的问题不属保修范围内。
‹ 操作前请认真检查零配件及刀具,所有损坏的配件和刀具应当由专业人员修理或替换。
一旦有部件显示异常,不要操作,应及时联系您的车间质检人员。
‹ 操作机床时使用合适的眼、耳保护装置。
推荐使用ANSI认证的护目镜和OSHA认证的耳罩。
‹ 操作机床时一定确保其门关闭,门已正确互锁,旋转的刀具可能造成严重的人身伤害,当程序在运行中时,机床平台及主轴头能够在任一时间向任一方向做非常快的移动。
HASS加工中心编写宏程序

HASS加工中心编写宏程序摘要:介绍了哈斯加工中心的数控机床在实际应用时,为了满足自己的需求,可以定制几乎完成任何操作的M代码,编写宏程序及其调用,全文以冷却液自动倾倒为例,详细介绍其操作步骤以及注意事项,给出了一套具体的方法。
关键词:哈斯;M代码Abstract: Introduced Pavel Haas machining center,CNC machine tools in the actual application,in order to meet their own needs,can be customized to complete almost any operation,m code,write macro procedures,and its call,the full text of the cooling,liquid automatic dumping as an example. Detailed introduction,the operation steps andthe attention,the item has given a given a set of concrete the method.Keywords:HAAS; M code一、前言在数控机床编程中,辅助功能字M时指定主轴旋转方向、启动、停止、冷却液的开关,工件或刀具的夹紧和松开,刀具的更换等功能。
辅助功能字由地址M和其后的数字组成,在JB3208-83标准中规定了一些M代码的含义,比如M00代表程序停止。
在我们实际工作中,为了简化程序,方便操作,便于程序的调用(如调用自定义的机床动作流程、调用一些不常编辑的一些程序、调用测头程序等),常常使用自定义M代码调用子程序,子程序的程序号为9000到9020。
二、实例解读M代码运行宏程序我们以具体例子介绍M代码调用宏程序的用法。
在机床工作加工完工件之后,工作台残留很多冷却液,此时我们需要打开机床门,用气清理工作台残留切削液,以保证在工作台放置毛坯料时,工作台干净。
美国哈斯(HAAS)加工中心主轴故障诊断分析与排除
美国哈斯(HAAS)加工中心主轴故障诊断分析与排除作者:段兆刚来源:《消费电子》2012年第12期摘要:本文结合实际生产需要,针对美国哈斯VF-3数控加工中心在使用过程中主轴产生的典型故障,全面分析了故障产生的原因,系统介绍了有关的维修经验以及需要注意的事项。
关键词:加工中心;主轴系统;故障分析;振动分析中图分类号:TG659 文献标识码:A 文章编号:1674-7712 (2012) 12-0196-01VF-3加工中心是美国哈斯自动化公司生产,采用系统也是HAAS系统。
在使用过程中,不可避免的产生各种各样的故障。
现就我公司VF-3加工中心产生的主轴系统主要问题,进行汇总,以便能够在生产过程中及时解决,提供设备的利用率。
一、加工中心主轴组成及工作原理:哈斯加工中心主轴由伺服电机、主轴、拉杆、钢球、松刀气缸、齿轮变速箱、传动皮带、位置感应开关、定位编码器、电磁阀、碟形弹簧等组成。
在加工过程中,需要进行换刀,则由操作人员给机床输入换刀指令,主轴首先由定位编码器进行主轴定位,松刀电磁阀得电,气缸向下移动的一定位置(松刀位置),将拉杆钢球松开,然后换刀装置从刀库取刀,将刀具装入主轴孔内,停留一定时间(时间由内部参数设备,一般为0.2S),松刀电磁阀失电,锁紧电磁阀得电,气缸向上移动,拉杆在碟形弹簧的作用下拉杆钢球内缩,拉杆拉紧刀柄,气缸到达锁紧位置,换刀装置移离主轴。
二、典型故障诊断分析与排除(一)在加工过程中,镗孔椭圆,盘刀铣平面有明显震纹,并且有时伴有“掉刀”现象导致此类现象的因素很多,比如有以下几种:主轴孔有铁屑;感应开关失灵;刀柄拉钉松动;拉杆弹簧破损,无法拉紧刀柄。
1.用丝绸擦拭主轴锥孔和刀柄,以免可能因切屑存在导致锥孔和刀柄有间隙。
2.检查拉钉并重新拧紧,然后进行交换刀具。
此故障现象无法消除。
3.进行几次换刀,观察诊断页面中参数DRAWBAR OPEN和DRAWBAR CLOSED数据的变换情况。
哈斯(haas)加工中心操作手册
立式加工中心培训资料2007 年5 月内容目录安全 (1)操作⋯⋯⋯ (4)基本介绍⋯⋯⋯⋯⋯⋯⋯ (4)坐标体系⋯ (4)绝对定位法和增量定位 (5)用代码编程 (5)机床缺省值 (5)程序格式 (6)固定循环 (7)刀具交换装置安装步骤..................................... . (8)操作员控制面板 (9)实时计时器 (12)键盘 (12)通电/断电⋯⋯⋯ (20)手动操作⋯⋯ (20)自动操作⋯⋯⋯ (21)创建、编辑和保存程序 (23)程序输入/输出⋯ (26)试运行操作 (30)显示 (30)行程限制⋯⋯⋯⋯⋯⋯ (44)运行-停止-轻推-继续 (45)编程⋯⋯ (46)工作坐标系统 (46)编程结构 (46)字母地址代码 (48)技巧与窍门 (51)高速机械加工(可选) (61)第4轴编程 (62)子程序 (65)刀具功能(Tnn) (73)侧挂式刀具交换装置 (74)用VF系统计算机数控铣床攻丝............................ . (83)铣刀补偿 (86)高级编辑 (98)G代码(预备功能) (105)M代码(各种功能) (151)设置 (160)在工作中不要发生这种情况所有的铣削设备如旋转件、皮带、滑轮、高压电、噪音、压缩空气等均有危险存在,所以在使用CNC备及其组件时,为避免人身伤害及机械损坏,必严格遵守相应的安全守则。
操作安全必读‹ 只有经过授权的人员方可使用本机,未经培训人员在使用机床时可能对人身及机床造成伤害以及由于不正确的操作造成的问题不属保修范围内。
‹ 操作前请认真检查零配件及刀具,所有损坏的配件和刀具应当由专业人员修理或替换。
一旦有部件显示异常,不要操作,应及时联系您的车间质检人员。
‹ 操作机床时使用合适的眼、耳保护装置。
推荐使用ANSI认证的护目镜和OSHA认证的耳罩。
‹ 操作机床时一定确保其门关闭,门已正确互锁,旋转的刀具可能造成严重的人身伤害,当程序在运行中时,机床平台及主轴头能够在任一时间向任一方向做非常快的移动。
HAAS控制面板操作
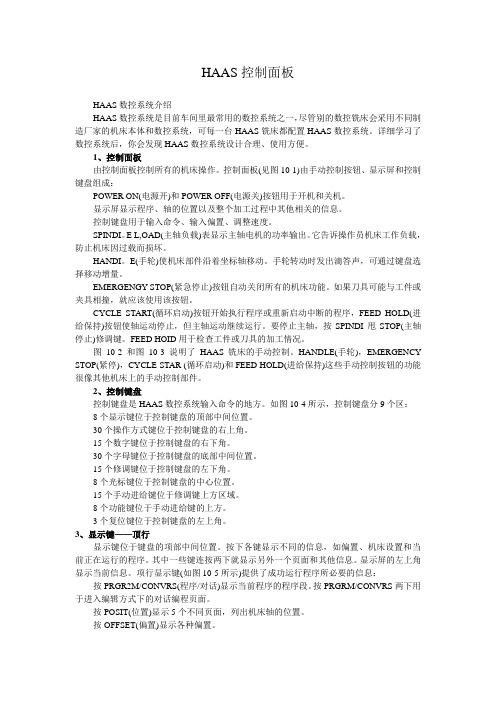
HAAS控制面板HAAS数控系统介绍HAAS数控系统是目前车间里最常用的数控系统之一,尽管别的数控铣床会采用不同制造厂家的机床本体和数控系统,可每一台HAAS铣床都配置HAAS数控系统。
详细学习了数控系统后,你会发现HAAS数控系统设计合理、使用方便。
1、控制面板由控制面板控制所有的机床操作。
控制面板(见图10-1)由手动控制按钮、显示屏和控制键盘组成:POWER ON(电源开)和POWER OFF(电源关)按钮用于开机和关机。
显示屏显示程序、轴的位置以及整个加工过程中其他相关的信息。
控制键盘用于输入命令、输入偏置、调整速度。
SPINDI。
E L,OAD(主轴负载)表显示主轴电机的功率输出。
它告诉操作员机床工作负载,防止机床因过载而损坏。
HANDI。
E(手轮)使机床部件沿着坐标轴移动。
手轮转动时发出滴答声,可通过键盘选择移动增量。
EMERGENGY STOP(紧急停止)按钮自动关闭所有的机床功能。
如果刀具可能与工件或夹具相撞,就应该使用该按钮。
CYCLE START(循环启动)按钮开始执行程序或重新启动中断的程序,FEED HOLD(进给保持)按钮使轴运动停止,但主轴运动继续运行。
要停止主轴,按SPINDI甩STOP(主轴停止)修调键。
FEED HOID用于检查工件或刀具的加工情况。
图10-2和图10-3说明了HAAS铣床的手动控制。
HANDLE(手轮),EMERGENCY STOP(紧停),CYCLE STAR (循环启动)和FEED HOLD(进给保持)这些手动控制按钮的功能很像其他机床上的手动控制部件。
2、控制键盘控制键盘是HAAS数控系统输入命令的地方。
如图10-4所示,控制键盘分9个区:8个显示键位于控制键盘的顶部中间位置。
30个操作方式键位于控制键盘的右上角。
15个数字键位于控制键盘的右下角。
30个字母键位于控制键盘的底部中间位置。
15个修调键位于控制键盘的左下角。
8个光标键位于控制键盘的中心位置。
haas机床操作
HASS机床操作1、工作坐标系统机床具有三个直线运动轴,称X、Y轴和Z、X轴使工作台左、右移动,Y使工作台前(离开操作者)、后(靠近工作者)运动,而Z轴则使铣头上、下,机床零点位于机床右上角。
从这点开始的运动都是负向的。
如果带有一个旋转工作台,则将提供一个附加的A轴工作偏臵。
利用PAGEUP键可在偏臵显示页上找到工作偏臵,此外可显示并可手动输入工作偏臵。
带有第五轴的控制器工作坐标系统已扩展至可控制B轴——第五轴。
在偏臵显示时可分为B轴设臵工作坐标偏臵。
注意,辅助轴C、U、V和W没有偏臵,在们以机床坐标进行偏程。
原点或机床零点是XO,YO,ZO。
从机床零点出发的运动都是负向,这些轴负向行程利用参数中定义的、已存储的行程限位来限定,而其正向行程只需要简单地用不得小于零来限定。
此外,各轴的正向行程用原位开关来限止,这些开关与限位开关作用相同。
在机床可用刀具切削你的工件之前,控制器必须知道工件位于何处。
工件坐标系统把工件的工作零点与机床零点间的距离告诉控制器。
工件的工作零点由编程者决定,它是一个公共点,工件的所有尺寸都是由此起算。
机床零点在机床通电时固定下来,是不变的。
操作者必须确定这一距离并输入其值。
通电时控制器自动选择G54系统。
如你不希望使用这一系统,在G54中使其X、Y、Z值为零,或选择另一工作偏臵。
G54至G59或G110至G129偏臵可以利用PARTZEROSET(工作零点设臵)键来设臵。
将各轴移动至工件的工作零点,并用光标选好特定的轴和工件号。
按PARTZEROSET键,则当前的机床位臵将自动储存于该地址内。
这只有在选定工作零点偏臵显示时有效。
请注意,输入一个非零的Z工作偏臵将和一个自动输入刀具长度偏臵操作产生干涉。
在表中输入工作坐标时仅需给一个数字。
例如在G54内输入X值为X2.00时,可用光标搜索该列并只需输入2.0即可。
工作坐标数值通常输入一个正数,但参数57的‚NEG,WOVKOFFSET‛位设臵为1时例外,在这情况下,工作坐标数应以负数输入。
浅析美国哈斯(HAAS)数控机床随机精度超差故障处理
等因素 , 机床使用一段时间后 ,就会产生以下情况 : 丝杠就会轴向窜动 、 锁紧螺母松动。机床地基要严格按 照设备要求来做 , 并且要合理布置调 整垫块位置 , 水平调调整应符合要求 ,机床接地应规范,电柜内动力线
和信号线要分开走线 ,间距符合要求 ,以提高机床抗干扰能力。 ( 二) 每隔一段时间, 要定期检测丝杠螺母的间隙 、 导规的间隙 ( 可
情况 和精度情况 。查看此设备维修记 录,看此故障是否经常 出现。综合 加工情况和维修记录 隋况 , 判断精度超差是有规律 的还是无规律的。然
后根据判断 ,采取相应的措施 。为了能够快速处理随机性精度故障 ,在
、
数控机床产 生随机性精度超差的原 因
目 前公司使用的哈斯机床都是半闭环控制机床 。 伺 服电机上装有角
设备管理方面 ,应养成建立设备维修档 案的习惯。并且详细记录每次故 障现象、原因、检修步骤。 、
位移检测装置 ,通过它检测 电机的转角 ,从而间接检测处移动的位移 。
一
般角位移信号被反馈到伺服驱动 系统 中,以便实现从位置给定到电机
四、随机性精度故障的预防措施
加工尺寸的精度 由数控机床的位置控制精度决定 。而位置控制精度 在很大程度上 由传动链 的传动精度和编码器 的工作精度决定。因此为 了 降低故障的发生率 ,需要做好以下方面的工作 。 ( 一) 把好设备采购和安装质量关 假如机床本身就存在先天性缺陷 ,如结构刚性差、制造装配质量差
超差 。这类故 障解决 比较容易 。另一种没有规律,如尺寸和形位误差变
化毫无规律 ,这类情况故障原因隐蔽性强, 解决难度大。 在实践过程 中,
机床 的定位精度和重复定位精度往往超差主要因为随机性因素导致的。 精度超差的故障部位 主要在 N C系统 、 电气系统 、 检测系统 、 进给传动系 统、导轨运动副等因素。目前公司使用 的 H A A S 设备基本都是采用半闭 环控制 系统 ,针对这一特点 , 分析随机性 因素的成因,结合生产过程 中 遇到的故障方法 , 提出预防措施 , 以便 日 后设备管理人员快速查找原因,
HAAS操作手册
机床联网操作手册(HAAS 系统)一.程序传入/传出入操作步骤1.发出程序O05555,请求调用服务器列表请求按LIST PROG 键,选中O05555,按键2.接收服务器发出的列表程序O6666输入O6666 键接收程序,服务器列表程序O6666即传入机床3.调用服务器上程序打开O6666程序,在需要程序名前面加R111,按步骤1,发出O66666,按步骤2,输入程序名,接收程序二、在线加工在线加工和“调程序到机床存储器”的方法一样,只是3)步完毕后,等待5秒钟之后,按下机床在线加工键,直接按启动键运行程序,就可以实现在线加工。
说明:由于采用多线程,可实现多台机床同时在线加工使用同一个程序,并且互相不会产生影响。
三、程序回传 如果想把机床里面的程序存放在服务器上以便下次调用,选种需上传程序,按 键即将程序上传到服务器四.程序调用说明:程序调用分为3部分:调用编程人员下发程序,调用自己上传到服务器的程序,调用公用(其他机床)目录程序五.HAAS 系统参数表按进入参数设置,按PAGE DOWN多次,找到RS232参数设置11 BAUD RATE SELECT : 960012 PARITY SELECT : NONE13 STOP BITS : 114 SYN CHRONFZATION RTS/CTS 37 RS232 DATA BITS : 824 LEADER TO PUNCH : NONE25 EOB DATTERN : CR LF 41 ADD SPACES RS232 OUT OFFDNCMAX对应传输参数设置:握手方式: 软件握手波特率: 9600停止位: 1数据位: 8奇偶校验: 无端口模式: ASCII。
美国哈斯数控机床典型电气故障维修
WO4 正确。
高负载。检查刀具交换齿轮箱和电机是否存在卡滞。用手转动刀盘感觉是否有卡滞,确保刀柄重量
WO5
遥控串行接口被指令关闭。检查数据电缆及传送到辅助轴电路板的电压。检查从主变压器传送到辅
助轴电路板的电压是否为交流115伏(最小值)。检查保险丝盒以及保护此电路的保险丝。
WO6
空气/限位开关/电机过热。检查电机是否过热. 检查电机内是否卡滞,检查是否有过重的刀具。
注 意: 机床空气压力计必须有气压,否则机床电源开启时会出现“低气压”报警。
电机控制板-2 (如果配备)
视频板/软盘 电机控制板-1
处理器
低压电源
T5变压器
三相断路器 电源分配板
电源放大器 X,Y,Z,A, B&PC
可选伺服刀库放大器
SERVO DRIVE ASSEMBLY
输入/输出板
哈斯矢量驱动器
伺服误差过大
• 这个报警发生在指令的轴位置与实际位置之间的差异大到超过参数设定值时。
当放大器烧坏、不能接受指令或者320伏电源无电压时,会发生这种情况。 如果电机控制板不能传送正确的 指令到放大器,那可能是由于电缆断了,或者产生了相位错误。
编码器故障或Z信道丢失 • 在自检过程中,发现编码器计数不正确。这往往是由于环境的干扰而不是编码器本身故障造成。检查编码器 电缆上的所有护套和接地,以及连接放大器的电机连线。一个轴的报警可能是由于其它轴的电机连线接地不良 而引起。
警 告! 除了装机和维修 ,应该始终关闭电气柜门,并且锁紧门上的三个锁紧螺
母。只有经过HAAS认证的维修工程师才能在需要时打开电气柜。电气柜
的主断路器一旦接通,高压遍布整个电气柜内(包括电路板和逻辑电路)
,并且有些部件在高温状态下运转。因此,需要特别小心。
HAAS简介
•灵敏键盘及Haas独有的设置和软 件性能为用户提供友好操作界面
•快速设置: 单键启动,单键补偿 输入 •0.0000072“ 最小输出分辨率 •全探测及性能, 行业标准宏程序 (可选), 机床数据收集能力
TL-25 双轴车床
and Mike Cregg创建于 1981年
当地奖励和认可
获“Rochester前100名高速发展公司” • 10年时间扩大了4倍 • 2000年排名第七 • 1996年排名第五
Haas认证的HFO
自1996年以来,在整个北纽约州代表 Haas
HFO ST LOUIS, HFO KC
1999年获 Haas分销商资格 : Missouri, Kansas, Southern Illinois
工作台承重:10,000 lb
主轴:30 hp w/齿轮传 动: 8,000 ft-lb 车削扭矩 全C-axis: 2,000 ft-lb旋 转扭矩
高生产率选件
• 动力刀
• 自动工件装夹装置 • 自动棒料输送器 • 中心架
The Haas CNC 控制系统
Haas控制
•已有40,000+多套 Haas控制系统 在用户工厂使用
•VMC: 30"x16"x20" Super Speed package •12,000 rpm高速主轴 Inline direct coupled •1400 ipm快速进给 833 ipm feeds •高速换刀 1.6 秒(刀对刀) 2.3 秒(切屑到切 屑)
VF-3迷你柔性生产线
•
两对自动交换工作台,每对含 两个40“ x 19”托盘
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
哈斯设计并制造自己的CNC系统-包括软件 与硬件,它为哈斯机床进行了专门优化。 这个系统使用摩托罗拉高速处理器,提供 每秒1000段的程序执行速度,并且六个电 机每个都可以进行每秒4000次的伺服循环 计算。
Battery-powered static RAM is dedicated exclusively to program storage. Options of up to 16 MB are available for handling large files or archiving jobs on the machine. Unlike a PC’s dynamic RAM, which only retains memory while power is turned on, battery-powered static RAM retains changes instantly and permanently. In addition to RAM program storage, other storage options available include floppy disk, Ethernet connectivity and hard disk storage of up to 20 GB.
哈斯拥有者和操作者多年一直知道这个事 实(32位处理器),但是它被当作秘密严 加保护。现在,这个秘密被公布于众了。 在最近发表的一份独立市场调查中,和您 一样的行业人士将哈斯控制系统评为对用 户最友好的控制系统。
Haas designs and builds its own CNC system – both hardware and software – optimized specifically for Haas machine tools. This system uses three high-speed Motorola processors – allowing servo loop calculations to be performed 4,000 times per second for each of six motors, and providing up to 1,000 blocks per second of program execution speed.
Tool Life(刀具寿命管理)
PRESS
COMMAND (MEM) O91002 N00000
TOOL LIFE displays the number of times a tool is used (selected). Placing a number in the Alarm column sets the number of times the tool can be selected before an Alarm is generated. Highlight the number and PRESS
在用户友好界面中键盘标准化是一个很重要的部 分,由哈斯设计并制造于控制器上(车削中心对操 作来说键更少)。学习哈斯控制器,和每一台哈斯 机床-立式加工中心,卧式加工中心,数控车床甚 至五轴机床-都是一样的而且容易启动和对产品进 行编程,哈斯还可向学校或其它培训行为提供控 制模拟器。
Haas Mill (VMC/HMC/(20gb), USB support, ethernet interface
Zip Drive supplied by customer
ENET/HD/USB
All Haas controls also come standard with a high-contrast, color TFT LCD display, and they’re available with Haas’ new Intuitive Turning System or Intuitive Milling System software. This software guides the operator through basic machine functions and machining operations using a single tabbed screen – all without knowledge of G code.
to clear the selected display. Place the cursor at the top of the column and
PRESS to clear the whole column.
Tool Load(刀具负载监控)
PRESS
TOOL LOAD displays the Maximum Spindle Load each tool has generated. Use the Limit % column to set the max load for that tool. When the load is reached or exceeded the machine will alarm. PRESS <ORIGIN> to clear the selected display. Place the cursor at the top of the column and PRESS <ORIGIN> to clear the column.
美国HAAS数控系统
HAAS CNC CONTROL
HAAS CNC 数控系统的特点
Triple, 32-bit Processors 三个,32位处理器
It’s something that Haas owners and operators have known for years, but now the word is out. An independently published market survey has industry professionals just like you rating the Haas control as the most user-friendly control they’ve worked with.
附加的电池静态RAM专用于程序储存。可提供最高 为16MB的内存选项,以供处理大型文件或保存文件。 与个人的动态RAM不同,后者只有在通电的情况下 保持记忆,而由电池供电的静态RAM能够即时并永 久地保持更改。对于附加的RAM程序储存,其它 储存选件还包括软驱,以太网联接和加大硬盘的容 量到20GB。
TOOL LIFE 2 1 3 4 5 6 7 8 9 10 11 12 13 14 15 16
FEED TIME TOTAL TIME USAGE ALARM 0:00:00 0:00:00 0 0:00:00 0:00:00 0 0 10 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0 0:00:00 0:00:00 0 0
哈斯铣床(立加/卧加/五轴)
Standard Features 标准性能(一)
高级文字处理编辑器 • Advanced program editing 无刷AC伺服驱动 • Brushless AC servo drives 三个32-bit处理器 • Triple 32-bit processors • ISO standard G-code compatibility 与ISO标准的G代码相兼容 一键启动 • One-button power-up 刀具/工件补偿: • Tool/work offsets: - one-button inputs 一键输入 - cutter compensation (radius/dia.) 刀具补偿(半径/直径) - 200 geometry/wear offsets 200组几何/磨损补偿 - 105 work offsets 105组工件补偿 刀具寿命管理 • Tool life management 刀具负载监控 • Tool load monitoring
我们的重点是为哈斯用户提供强大的、可 靠的控制系统,能够与机器完全集成。我 们的闭环系统并不依赖于以个人电脑为基 础的控制系统或第三方NC供应商。当您致 电哈斯,我们会为整台机器完全负责。
Ease of Use
轻松地使用
Keyboard standardization is an important element in the user-friendly, Haas-designed and -built control (turning centers have a few keys specific to their operation). Learn one Haas control, and every Haas machine – be it a vertical, horizontal, lathe or even a 5-axis machine – is familiar and easily powered up and programmed for production. In addition, Haas offers control simulators for schools or other training operations.
EXPANDED MEMORY 扩充内存