连续热镀锌退火炉无氧化工艺分析
浅析热镀锌退火炉节能措施和发展方向
浅析热镀锌退火炉节能措施和发展方向白龙包钢薄板厂摘要:在一个连续的退火镀锌生产线上,镀锌是在实施过程中的主要程序段,而且占据核心地位。
在热镀锌退火前要对镀锌钢板的质量和性能进行严格检测,这对其使用的安全性是至关重要的。
本文介绍了对热镀锌退火炉节能的使用方法和改进措施,以及相关的参数。
关键词:节能;热镀锌;退火炉;措施1前言连续的热镀锌退火炉是镀锌的核心,就因为如此,对于连续热镀锌的技术一定要提高,通过将热镀锌带钢处理,退火前对镀锌钢板的质量和性能的检测是至关重要的。
同时,连续热镀锌退火炉的能耗很大,因为耗能设备很多,所以使得在整个过程中的能源消耗很大。
因此,对于退火炉的节能效果现在非常受到重视。
节约能源可以为企业降低成本,对提高经济效益也具有重要意义。
2连续热镀锌退火炉2.1连续热镀锌退火炉工艺概述随着我国经济的迅速发展,对工业生产水平的要求也越来越高,同时,连续热镀锌退火炉的工作也越来越重要。
为了提高金属钢的强度,早在很久以前,波兰人森吉米尔发明了热镀锌退火炉,在整个的过程中,主要是应用通过直接加热到钢板表面的方式,经过一系列的程序,在镀锌后的带钢表面实施技术,达到理想的效果。
2.2连续热镀锌退火炉设备概述2.2.1预热阶段预热是热镀锌退火炉运行中的初始阶段,没有时间思考,加热后,加热器将会比加热前消耗更多的能量。
同时,使得能更好地避免在不预热的情况下直接与可燃性气体接触,产生错误,所以必须通过换热器进行加热。
2.2.2加热阶段加热阶段主要是应用加热器,主要是通过在带钢的表面有结晶的现象看出加热的效果。
也可以满足热镀锌铁氧化还原来进行加热,这样的间接加热,可以使得辐射表面更清洁,在加热的过程中,加热不能太快,不能急于求成,以防止受热不均匀而导致设备变形。
2.2.3均热阶段在设备进行加热时,其加热的时间是需要有一定的控制的,要求所需的时间必须掌控好,大约30秒左右,多少都不行,都难以确保在带钢的表面出现结晶的现象。
首钢热镀锌连续退火炉

防辐射板
❖ 辐射防护板〔AISI310〕用于保护顶部和底部 辊子免受辐射管辐射,辐射防护板形状优化 设计用于减少热辊形。
❖ 辐射防护板由6层25mm厚的陶瓷纤维〔 128kg/m3-1260℃〕制成,并有不锈钢 AISI310盖板保护.
现代连续退火炉特点
❖ 炉内带钢张力更趋合理 ❖ 设立均衡段 ❖ 炉内带钢质量保证技术
1.防止炉辊结巴 2. 防止带钢瓢曲 3.炉内带钢自动纠偏 ❖ 采用轻型炉内衬 ❖ 采用新型低NOx辐射管烧嘴 ❖ 重视热能利用
影响退火炉能力的因素
❖ 工艺因素〔锌锅最大速度限制、钢种、退火 温度等〕
❖ 功率因素〔炉子长度、辐射管温度限制等〕 ❖ 厚度因素 ❖ 速度因素 ❖ 其他因素〔设备检修维护水平、设备状态等〕
首钢热镀锌连续 退火炉
退火炉简介
❖ 退火作用和目的 ❖ 退火炉分类 ❖ 退火炉工艺类型
连续退火炉的作用
❖ 完成带钢的再结晶退火过程 消除冷轧过程中产生的加工硬化现象,恢
复其工艺塑性,以便进一步进行冷加工 作为最终产品的热处理,其目的主是要控
制成品性能,得到不同的强度和塑性的组合, 生产出不同软、硬状态的制品。 ❖ 将带钢冷却到工艺需要的入锌锅温度
③加热炉温度高,容易 断带。
④炉内的微氧化性气氛 难以控制。
美脱脂
❖ 退火阶段由复原炉与冷却局部组成,加热局 部全部采用辐射管加热
❖ 美钢联法与森吉米尔法相比,在提高产品质 量,减少氧化铁粉的生成,降低锌耗,降低 调控难度,提高速度等方面有了进步。
❖ 描述:喷气预热段由两个道次组成. 带钢道次位于带钢每侧的风箱之间. 这些风箱由一个气体循环鼓风机供气.
连续热镀锌机组退火炉技术初探
镀 锌 生 产 线 。连 续 热 镀 锌 主 要 有 4种 方 法 : ( ) 吉米 尔 法 /改 良森 吉 米尔 法 ; 2 1森 ( )美钢
联 法 ; 3 柯 克—诺 尔特 法 ・ 又 称 惠 林 法 ) () ( ;
( ) 拉斯 法 。 界各 国在 各 种 类 型 的连 续 热 4塞 世 镀 锌 生产 线 中 , 以森 吉米 尔 法 最 多 , 国现 有 我
的热 镀锌 生产 线 也是 采 用森 吉米 尔法 。 作为 热镀 锌 生产 线 最 重要 的设 备 之一 的连续退火炉 , 者认 为如何 掌握和应 用好 笔 连 续 退 火 技 术 是 一 门很 大 的 学 问 , 章 主 要 文 通 过 以下 几 个 方 面 探 讨 连 续 退 火 炉技 术 。 1 炉 型 选 择 从 炉 子形 式 上 主要 有 立 式炉 ( 式炉 ) 塔
采 用 改 良森 吉 米 尔法 ,退 火 主 要 采 用 无
等 , 对 生 产 以高 档 家 电板 和 汽 车 板 为 主 的 而 生产 线 上 , 日本 派 和 欧 洲 派 都 认 为 炉 子 一 般
维普资讯
6 2
江 苏 冶 金
第 3 0卷
全线 长 度相 对较 短 , 水平 炉 正好 相 反 。 而 2 燃 烧 技 术
成分 的要求低一些 。
3 炉段设置 针 对 改 良森 吉 米 尔 法 在 生 产 以 建 筑 和 普通 家 电板为主 的生产线上 , 日本 派 认 为 炉 子 一般配 置无氧化 段 、 射管 加热段和 喷射 辐 冷 却 段 等 , 洲 派 则 认 为 炉 子 一般 配 置 无 氧 欧
的火 焰 与 带 钢 表 面 平 行 , 般 火 焰 长 度 较 长 , 一 形 成 大 的 高 温 辐 射 面 将 热 量 传 递 给 带 钢 表
介绍连续热镀锌线的退火炉工艺以及节能技术
介绍连续热镀锌线的退火炉工艺以及节能技术热镀锌前的退火工艺,对热镀锌板的质量及性能起至关重要的作用。
本文介绍了连续镀锌线退火炉工艺控制技术及节能技术的应用。
l 绪论在带钢连续热镀锌机组中,连续退火炉是带钢连续热镀锌工艺段主要工序之一,也是机组的心脏。
它将完成带钢热镀锌前的退火工艺,对热镀锌板的质量及性能起至关重要的作用。
其技术水平的高低直接影响到热镀锌产品的质与性能。
冷轧钢带通过退火完成以下功能:①使带钢在退火炉内消除轧制应力,改善力学性能。
并逐步保温,冷却到镀锌温度。
②清洁带钢表面。
将钢带表面上的轧制油等污物通过加热过程中的扦发,燃烧而去除。
③在完成退火过程的同时,钢带表面的一层为氧化膜被炉内氢气还原成纯铁层,为热镀锌准备好具有良好附着力的表面。
④保持和改善镀锌钢带板形。
目前,热镀锌退火技术的发展丰要表现在:①退火炉工艺控制技术(包括温度、张力、均衡冷却控制技术)。
②炉内带钢防瓢曲、跑偏及自动纠偏技术。
③节能技术等。
2 退火炉工艺控制技术(I)温度控制技术。
退火炉温度控制包括两方面:一是板温控制,二是炉温控制,板温控制是镀锌.1:艺的关键,对于连续卧式炉来讲,炉温控制也足重要的一环。
实践证明,由于不同的加工成形性是带钢具有小同的再结晶温度。
因此,对于某一种产品应该结合使用情况确定出最佳的再结晶温度。
那么对于不同的钢铁企业,要根据本身原材料的材质,加工成形方式及其最终用途确定热镀锌连续退火温度,这关系到镀锌产品的性能和表面质量问题,是镀锌工艺的基础。
图1表示的是不同产品的理论退火温度,仅供参考。
另外,炉膛温度也对镀锌产品表面质量起到很火作用。
对于改良森吉米尔法热镀锌线,在NOF 段炉膛温度愈高,越有利于板面上油污及杂质的清除。
而且实践证明高炉温能保证NOF段的无氧化气氛,尽可能避免带钢的二次氧化,有利于RTH段还原作用的进行。
但是温度控制要遵循高炉温、低板温原则。
具体来说,出直燃加热段最后的加热区炉温要达到1200℃左右,但板温要控制在650"C左右,对于热轧板镀锌控制在550"C左右,这样既能避免钢带高温变形,又保证无氧化加热气氛。
热镀锌机组连续退火炉性能分析比较

Z U C a , A o gl n ,Q n u ,WAN u HO ho XI O Y n -ag I  ̄ n i Xi GR i
( n agI n Sel ru o t. n a g 4 5 0 , hn ) A yn o & te G o p .Ld r C ,A yn 50 4 C ia
Ab t a t I t d c d t ep o e s o a d t c n q ef au e o n i u u n e l g f m a ef r o a v n zn n .Co p r d t ec a — s r c : n r u e r c s w n h i u e tr f o t o s n ai o h l f e c n a n u c t l a i i gl e o h g i m a e h r h
6
D I 03 6 ̄ i n 0 2 13 . 1.3 0 O :1 . 9 . s .10 —6 92 20 . 3 9 s 0 0
童
加 热
21 0 2年 第 4 卷 第 3期 l
VO1 4l N O. 2 . 3 012
I NDUS T AL HEATI NG
热镀锌机组连续 退火炉性 能分析 比较
周 超 , 肖永 良,戚 新 军 , 王 锐
( 安阳钢铁股份公司 ,河南 安 阳 4 50) 5 0 4
摘要 :介绍 了热镀锌机组退火炉的工艺流程及性能特点, 阐述了热镀 锌机 组连续退火炉工艺 。通过对 比 DR和 s H两个厂 家的退火 炉,指出 s H退火炉在安全性、电加热形式 、控 制方式上更具优势,更适合汽车 用板冷轧生产线 。
参考 文献 :
4 结
语
热镀锌退火炉热工工艺分析
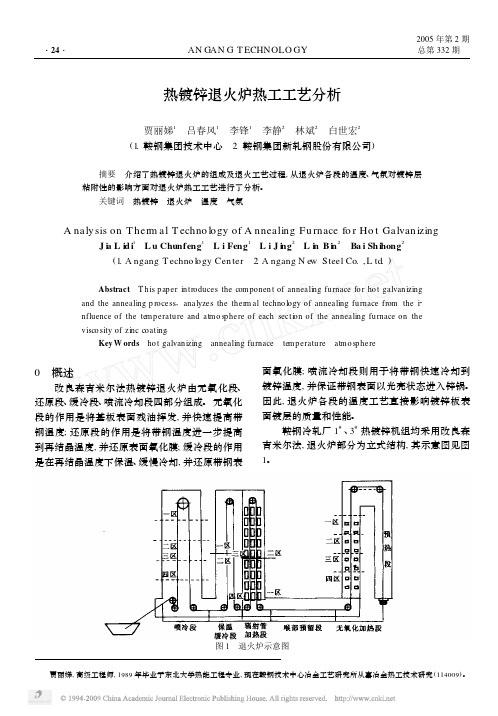
热镀锌退火炉热工工艺分析贾丽娣1 吕春风1 李锋1 李静2 林斌2 白世宏2(1.鞍钢集团技术中心 2.鞍钢集团新轧钢股份有限公司) 摘要 介绍了热镀锌退火炉的组成及退火工艺过程,从退火炉各段的温度、气氛对镀锌层粘附性的影响方面对退火炉热工工艺进行了分析。
关键词 热镀锌 退火炉 温度 气氛A nalysis on T herm al T echno logy of A nnealing Fu rnace fo r Ho t Galvan izingJ i a L id i 1 L u Chunfeng 1 L i Feng 1 L i J i ng 2 L i n B i n 2 Ba i Sh ihong2(1.A ngang T echno logy Cen ter 2.A ngang N ew Steel Co .,L td .) Abstract T h is paper introduces the component of annealing furnace fo r ho t galvanizingand the annealing p rocess ,analyzes the ther m al techno logy of annealing furnace from the i 2nfluence of the temperature and atmo sphere of each secti on of the annealing furnace on the visco sity of zinc coating .Key W ords ho t galvanizing annealing furnace temperature atmo sphere0 概述改良森吉米尔法热镀锌退火炉由无氧化段、还原段、缓冷段、喷流冷却段四部分组成。
无氧化段的作用是将基板表面残油挥发,并快速提高带钢温度;还原段的作用是将带钢温度进一步提高到再结晶温度,并还原表面氧化膜;缓冷段的作用是在再结晶温度下保温、缓慢冷却,并还原带钢表面氧化膜;喷流冷却段则用于将带钢快速冷却到镀锌温度,并保证带钢表面以光亮状态进入锌锅。
热镀锌连续退火炉

段 。加热段的作用 :一是还原带钢表 面的氧化铁 皮 ,使 之 形 成 活 性 海 绵 状 纯 铁 层 ,以便 进 行 热 镀 锌 ;二是加热带钢到规定的退火温度f 5 _ 。
2 o 竽 尊 期( 6 o 期 …
y z .  ̄@a f l T Z c e m cFH|
一
重技 术
机 、排 烟风机 、空燃气管道及烟 囱等组成 ,分 区
控 制 ,最 高 炉 温 约 9 5 0 c c 。加 热 段共 配 置 w 型燃
可根据不同工艺要求 ,准确地调节冷却风量 ;在 喷箱及管道上设有可调气体分割装置使气体均匀 地冷却带钢,并使带钢保持 良 好 的板型。
造 。为使 带钢受 热 均匀 ,辐射 管在带 钢两 侧交 错布
置。辐射管 内采取负压操作 ,主要 目的是防止辐射 管破裂时 ,燃烧气体漏人退火炉内氧化带钢。燃烧 方 式 为抽鼓 式 ,为 降低燃 气 消耗 ,每 只辐 射管 内均 设有高效换热器 ,利用辐射管的高温废气预热助燃 空气至 3 5 0 ℃。该辐射管不仅降低燃料消耗 ,而且 还能降低 N O 的排出。该 退火炉采用先进的 O N — O F F燃 烧 控制 方式 ,使烧 嘴始 终处 于最佳 的燃 烧状
4 . 2 加 热段 ( R T HF )
通过 预 热段 与加 热段 间 的通道 ,带 钢进 入 加热
态, 从而降低能耗 ,提高辐射管的使用寿命。在加 热段装有隔热板 ,可有效地降低辐射管加热带钢过 程 中对炉辊造 成的直接热辐射 ,减少带钢 的热瓢 曲。 燃 烧 系 统 由辐 射 管 、烧 嘴 、换 热 器 、助 燃 风
度 8 0 0 ~ 1 2 5 0 m m。产 品级 别 为 C Q、D Q、D D Q 和
连续热镀锌表面露铁原因及改进措施分析
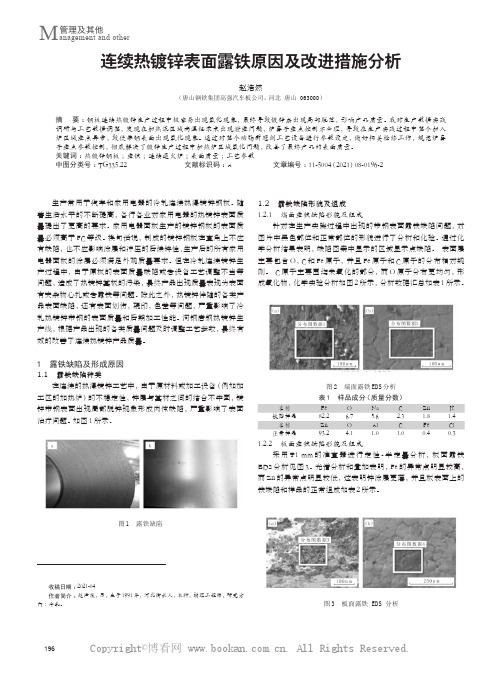
1.2 露铁缺陷形貌及组成 1.2.1 端面露铁缺陷形貌及组成
针对在生产实践过程中出现的带钢表面露铁缺陷问题,对 图片中黑色部位和正常部位的形貌进行了分析和化验。通过化 学分析结果表明,缺陷图案中显示的区域显示点缺陷。 表面层 主要包含 O,C 和 Fe 原子,并且 Fe 原子和 C 原子的分布相对规 则。 C 原子主要围绕未氧化的部分,而 O 原子分布更均匀,形 成氧化物,化学实验分析如图 2 所示,分析数据汇总如表 1 所示。
氧化物,影响最终产品的镀金效果,除此之外,在来料钢板中残
留有未被还原的氧化物,也是造成这一现象的主要原因。如图 4
所示。
3 改进措施 3.1 工艺设备功能恢复
第一,立即在加热炉区域安排生产大修和维修高温剂和冷 却水的管道,同时控制整个加热炉,使氧含量在正常范围内,从 而优化高压水管的流量。温度范围,控制和延长使用寿命的管 道服务。
第一,制定炉弓露点控制和保护气体流量的标准,流量调 节为 15~20m 3/h,露点调节范围为 -20℃〜 -10℃,其他地区的露 点≤ -20℃,炉区内氧气含量应≤ 35×10-6,工艺参数应包括在 技术规范中。
第二,明确控制炉膛中保护气体压力的要求,增加出口部 分的氮气流量,减少炉膛上部安全阀的开度,并避免炉膛压力 异常波动。
炉区域露点异常,致使带钢表面出现氧化现象。通过对整个动物新冠剑工艺设备进行参数设定,做好相关检修工作,规范炉鼻
子露点参数控制,彻底解决了镀锌生产过程中加热炉区域氧化问题,改善了最终产品的表面质量。
关键词 :热镀锌钢板 ;露铁 ;连续退火炉 ;表面质量 ;工艺参数
中图分类号 :TG335.22
文献标识码 :A
M 管理及其他 anagement and other 连续热镀锌表面露铁原因及改进措施分析
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
寿命 , 因此 , 理 控 制 无 氧 化 加 热 过 程 是 十 分 必 合
要 的
2 综 合 分析
1 退 火 工 艺 特 点 2 1 理 论 基 础 .
目前 国内普 遍 使 用 的热 镀 锌 退 火 炉 包 括 五 部 分 , : 热 段 、 氧 化 加 热 段 、 射 管 加 热 即 预 无 辐 段 、 却 段 和 热 张 紧 辊 段 。 预 热 段 利 用 后 面 部 冷
一
C O气 氛 中 是 发 生 氧 化 作 用 还 是 发 生 还 原 作
用, 取决 于 C , C O 和 O的相对 含量 , 就 是 ( O) 也 C /
( O ) 比值 , C ,的 而不 是 它 们 的绝 对 值 。实 际 应 用
分产 生 的 高 温 废 气 对 带 钢 进 行 预 加 热 处 理 , 使
热量 可 以得 到 充 分 利 用 。无 氧 化 加 热 段 采 用 燃 烧 焦 炉 煤 气 对 带 钢 进 行 明 火 加 热 , 时 烧 掉 带 同
钢表 面残 留油 脂 , 获 得 表 面 未 被 氧 化 的 清 洁 以
生 产 中 , 氧 化 加 热一 般 使 用 焦 炉煤 气 燃 烧 无
进 行加 热 。焦炉 煤 气 中的惰 性 气 体 含 量 很 少 , : N 和 C 含 量 共 8 ~1 % , O % 6 因此 焦 炉 煤气 的发 热
量 很高 , 1 9 为 58 0~1 4 J n , 冶 金联 合 企 7 10 k/ l 是 业 重要 的燃 料来 源之 一 。 焦 炉 煤 气 成 分 主 要 包 括 C C H 、 O、 O 、 C
入 锌 锅进 行 表 面 镀层 。 其 中 , 氧 化 加 热 对 带 钢 表 面 质 量 影 响 最 无
为重 要 , 接 影 响 镀 后 锌 层 的 粘 附 性 和 表 面 锌 直 花 状 态 。在 加 热 时 , 旦 带 钢 表 面 被 重 度 氧 化 , 一 就 很 难在 后 面被 还 原 , 镀 锌 后 , 层 粘 附 性 大 经 镀 大 降低 , 至 脱 落 , 接 影 响 到 产 品质 量 和 使 用 甚 直
,
具有 独特 的 3 艺特 点 , - . 对无 氧化 加 热环 境进 行 了理 论 化 学分析 , 结合 梅 钢 实际情 况进 行 并
计 算分析 , 最后 通 过 实 际生产 经验得 出论 文观 点。
关键 词 : 热镀 锌 ; 火炉 ; 退 无氧化 加 热
பைடு நூலகம்
、
A n l ss o o o d z to Te hn l gy o ntnuo s a y i n N n— xi i a i n c o o f Co i u
进 行 冷 却 以达 到 所 需 镀 锌 温 度 。 热 张 紧 辊 段 内 有 一 组 张力 辊 为 带 钢 前 进 提 供 张 力 并 使 带 钢 转
‘
燃烧 后 的废 气 中应无 0 剩 余 , 有少 量还 原性 气体 C H O、 剩余 , 即为 不 完 全 燃 烧 , 时空 气 过 剩 系 此 数小 于 1 。废气 中的 N 为 惰性 气 体 , : 不参 加 与 带
腐蚀 防 护作 用 , 而热镀 锌 镀层 因其 耐腐 蚀性 强 , 成
本较 低 , 镀层 厚度 和表 面状 态都 能 得到 较好 控制 , 最 近几 十年得 到 了较 快 发 展 , 镀 锌 钢 板 在 汽 车 热 制造 、 电生 产 、 筑 交通 等领域 都 有着 广泛 的应 家 建 用 。其生 产工 艺 主 要 包 括 : 卷 焊 接 、 面 清 洗 、 开 表 加热 退火 、 锌层 控 制 、 后冷 却 、 镀 平整 拉矫 、 学处 化 理及 涂油 卷取 , 中加 热 退 火 是 影 响产 品质 量 的 其
H 0、 H 、 H 、 0 、 C N 。经 完 全 燃 烧 后 , 气 气 体 烟
成 分主 要 为 C H 0、 O 、 N 。为 实 现 无 氧 化 加 热 ,
带钢 。辐 射 管加 热 段 利 用 辐 射 管 烧 嘴燃 烧 煤 气
提供 的热 量 加 热 带 钢 , 达 到 退 火 温 度 对 带 钢 以 进 行 退 火 处 理 , 内充 有 氮 氢 保 护 气 体 防 止 带 炉 钢 氧 化 。冷却 段 通 过 喷 吹 氮 氢 保 护 气 体 对 带 钢
21 0 0年第 6期
梅 山科技
・ 1・ 4
连续 热 镀 锌 退火 炉 无 氧 化 工艺 分析
李 凯 ( 山钢铁 公 司冷轧厂 南京 梅 摘
一
20 3 ) 1 0 9
要 : 续热镀 锌机 组是 目前应 用 最广 的 生产线之 一 , 中的 无氧 化加 热是 关键 工 艺之 连 其
钢 的反应 。在 高 温 下 , 述 尾 气 中能 与带 钢 发 生 上
反应 , 生 氧 化 铁 皮 的烟 气 主要 是 C 和 H 0, 产 O
・
4 2・
梅 山科 技
21 0 0年第 6期
反应 方程式 如下 :
Fe+ CO2 F 0 + CO e F e+ H2 F 0 +H 2 0车 e
H otd p a v nii - i G l a zng Ann a i r c e lng Fu na e
LiKa i
( od Rol g Pa to i a r n& Se lC . Na j g2 0 3 C l ln ln fMes n Io i h te o , ni 1 0 9) n
K e o d h td p g l a zn a n ai g f r a e; o — x dz t n h ai g y w r s: o — i av nii g; n e ln u n c n n o i ia i e tn o
对 钢铁制 品进 行镀 层 处理 可 以起 到 良好 的耐