电解槽焙烧启动要点分析
400KA铝电解槽焙烧及启动关键控制点浅析
冶金冶炼M etallurgical smelting400KA铝电解槽焙烧及启动关键控制点浅析李银升(陕西有色榆林新材料有限责任公司铝业分公司,陕西 榆林 719099)摘 要:本文以我公司400KA大型铝电解槽焦粒焙烧及无效应启动实践为基础,分析总结了400KA大型预焙铝电解槽在焦粒焙烧及启动中各环节关键点的控制要点和操作注意事项,对各环节不同的操作方式进行了分析对比,以期对占我国电解铝产能较大份额的400KA铝电解槽系列的焦粒焙烧和启动方式方法起到借鉴作用,避免在焙烧启动阶段出现影响系列安全的异常现象。
关键词:铺焦挂极;焦粒焙烧;无效应启动中图分类号:TF821 文献标识码:A 文章编号:1002-5065(2018)08-0008-2Analysis of key control points for baking and start-up of 400KA aluminum reduction cellLI Yin-sheng(Shaanxi nonferrous metals Yulin New Material Co., Ltd. aluminum branch, Yulin 719099,China)Abstract: Based on the practice of coke grain roasting and non effect starting in 400KA large aluminum electrolysis tank of our company, this paper analyzes the operation points for the key points of 400KA large prebaked aluminum electrolysis and analyses and compares the different operating modes of each link in order to make up for me. The coke - particle roasting and starting method of a series of 400KA aluminum electrolysis cell series in the country's electrolytic aluminum production have been used for reference, avoiding the abnormal phenomena that affect the series safety during the roasting start stage.Keywords: coke burning and hanging; coke baking; no effect starting随着国内铝电解技术的进步和环保要求的日益严格,我国已进入了400KA及以上铝电解槽占主导地位的时期。
240KA电解槽燃气焙烧启动方案
铝业股份有限公司8万吨技改项目240KA预焙槽系列燃气焙烧启动方案编制单位:电解厂铝业股份有限公司公司SY240KA预焙槽系列燃气焙烧启动方案焙烧启动工作是电解槽生产管理中一个重要环节,它不仅关系到铝电解槽能否顺利投产,而且影响生产后期铝电解槽的技术经济指标及槽寿命。
焙烧启动方案是整个系列通电投产的纲领性文件,指导整个系列的焙烧启动工作,是系列投产执行程序的关键。
1、制定目的:为240KA系列电解槽焙烧启动提供技术规范和操作支持,保证系列焙烧启动工作科学、规范进行,安全顺利完成系列电解槽的焙烧启动工作。
2、焙烧启动方案的基本原则1、240KA系列电解槽的焙烧方式采用燃气焙烧方法进行。
2、在用燃气焙烧方法焙烧48小时后,槽内温度达到800℃以上时,灌入8吨铝液,电解槽通电转入铝液焙烧阶段。
3、在铝液焙烧24小时后,槽内温度达到900℃以上时,具备启动条件。
4、燃气焙烧的关键点为:必须加强对炉膛的密封,防止高温下阳极及阴极氧化对后期生产造成影响;3、通电前准备工作3.1设备验收交付1、整流所需提前10天调试完毕。
2、微机控制系统安装调试需提前10天完成。
3、氧化铝输送系统需提前10天经调试验收合格后交付使用。
4、通电前电解槽必须满足《240KA中间下料预焙槽安装验收技术条件》的要求。
5、电解一、二车间电解槽母线具备通电条件,其中前20台槽需提前10天验收完毕,并交付电解生产。
3.2主要原材料准备240KA电解槽通电焙烧启动原材料需要量:(单槽)对原材料质量要求:1、使用的预焙阳极炭块、氧化铝、氟化盐均为一级品,使用前我厂必须检验,合格后方可使用。
4、通电焙烧进度1、通电焙烧前5天,人员必须到岗,各种重要物料运至现场,各种测量仪器及操炉工具准备就绪。
2、通电进度:具体通电进度根据燃气焙烧装置的数量和焙烧能力确定。
5、装炉及焙烧5.1挂阳极1.1氟化钙、纯碱、电解质块、冰晶石等原材料按要求运到电解槽旁。
电解槽焙烧启动要点分析
电解槽焙烧启动要点分析前言现在大型预焙槽的焙烧大部分采用焦粒焙烧法,焦粒焙烧相比铝液焙烧可避免铝液对槽内衬材料的冲击,同时电解质提前进入从而阻挡了铝液从炉底及侧部缝隙向外渗透。
根据我们在日常的生产当中焙烧启动过程中容易出现的各种问题加以分析总结,分析出其原因并采取合适措施避免类似问题发生,通过对焙烧启动过程中阳极电流分布及电解槽槽电压变化规律研究,从理论上解释其变化原因及变化规律。
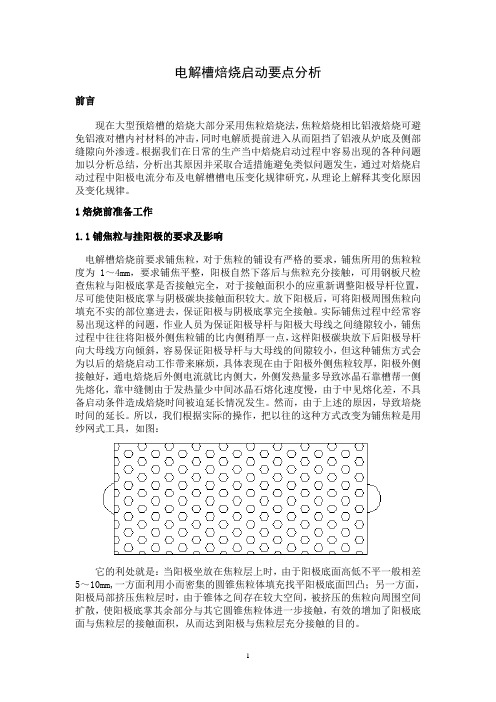
1焙烧前准备工作1.1铺焦粒与挂阳极的要求及影响电解槽焙烧前要求铺焦粒,对于焦粒的铺设有严格的要求,铺焦所用的焦粒粒度为1~4mm,要求铺焦平整,阳极自然下落后与焦粒充分接触,可用钢板尺检查焦粒与阳极底掌是否接触完全,对于接触面积小的应重新调整阳极导杆位置,尽可能使阳极底掌与阴极碳块接触面积较大。
放下阳极后,可将阳极周围焦粒向填充不实的部位塞进去,保证阳极与阴极底掌完全接触。
实际铺焦过程中经常容易出现这样的问题,作业人员为保证阳极导杆与阳极大母线之间缝隙较小,铺焦过程中往往将阳极外侧焦粒铺的比内侧稍厚一点,这样阳极碳块放下后阳极导杆向大母线方向倾斜,容易保证阳极导杆与大母线的间隙较小,但这种铺焦方式会为以后的焙烧启动工作带来麻烦,具体表现在由于阳极外侧焦粒较厚,阳极外侧接触好,通电焙烧后外侧电流就比内侧大,外侧发热量多导致冰晶石靠槽帮一侧先熔化,靠中缝侧由于发热量少中间冰晶石熔化速度慢,由于中见熔化差,不具备启动条件造成焙烧时间被迫延长情况发生。
然而,由于上述的原因,导致培烧时间的延长。
所以,我们根据实际的操作,把以往的这种方式改变为铺焦粒是用纱网式工具,如图:它的利处就是:当阳极坐放在焦粒层上时,由于阳极底面高低不平一般相差5~10mm,一方面利用小而密集的圆锥焦粒体填充找平阳极底面凹凸;另一方面,阳极局部挤压焦粒层时,由于锥体之间存在较大空间,被挤压的焦粒向周围空间扩散,使阳极底掌其余部分与其它圆锥焦粒体进一步接触,有效的增加了阳极底面与焦粒层的接触面积,从而达到阳极与焦粒层充分接触的目的。
曲面阴极槽焙烧启动方案
焦粒焙烧启动方案一、焙烧1、焙烧的目的和作用铝电解槽焙烧是电解槽进入启动前的关键操作管理期。
科学合理地进行铝电解槽的焙烧,可以使电解槽顺利进入正常稳定的生产阶段,避免出现早期破损,有利于延长电解槽寿命。
预焙阳极电解槽在焙烧过程中主要是烧成阴极,其目的为:1) 对阴极炭块间的底糊进行烧结焦化,使阴极底部炭块和侧部炭块烧成一个整体。
2) 排除内衬中的水分。
3) 均匀升高内衬温度。
2、焦粒焙烧法的特点焦粒焙烧法是在阴、阳极之间铺上一层煅烧过的焦炭颗粒,电解槽通电后,焦粒层作为电阻体在阴、阳极之间产生热量,对电解槽进行焙烧。
采用焦粒焙烧法有如下优点:1)焦粒电阻值(比铝液)大,焙烧速度快,时间短,可大幅度降低能量消耗。
2)阴、阳极可从常温开始逐渐升温,避免铝液焙烧法中高温铝液灌入时产生强烈热冲击。
3)在使用分流器的情况下,可以控制焙烧速度。
4)启动时电解质液渗入焙烧期槽底产生的缝隙,避免了铝液焙烧时渗入缝隙形成通道。
5)焦粒层保护阴极表面免受氧化。
6)部分热量产生在阴极炭块中,可使阴极内衬得以从内部烘干。
采用焦粒焙烧法也有不容忽视的缺点:1)由于焦粒的密实程度及与阴、阳极的接触好坏不易掌握,可能出现电流分布不均,导致阴极表面温度不均,产生局部过热,阳极出现化爪、脱落现象。
2)槽四周扎糊带焙烧不良。
3)操作过程复杂,需要接入和拆出电流分流器和阳极导杆临时导电软带。
4)启动后电解质碳渣多,需要清除,增加了工人劳动强度。
3、异型阴极电解槽焦粒焙烧法的操作过程1)通电前检查:(1)槽上部结构:从大件到小件,从连接到固定,从局部到整体,检查是否安装齐备、连接是否坚固、到位、有无缺损零部件等,同时检查各运转机构是否灵活、运转是否到位。
(2)槽控机:检查槽控机各控制板、件及附属电气设备是否安装齐全、上、下联机是否通路、控制盘上各种控制按钮是否灵便、制动项目是否有效、显示装置是否清楚无误。
(3)打壳下料系统:检查供风系统是否通畅、有无漏风之处、氧化铝输送系统有无堵塞、跑、冒现象、下料阀安装是否正确、氧化铝下料量是否准确。
电解二车间二铝焙烧启动方案
电解二车间二铝焙烧启动方案一、焙烧前准备认真做好焙烧启动前的准备工作,特别是整流氧化铝输送净化进行单体和联动试车,运行无误及电解车间验收和各种绝缘测试,通电试车及负荷试车、物料、工器具,人员及指挥系统完备无误。
1、电解槽的验收,现场卫生清理每台电解槽必须经过严格检查和验收,槽壳及槽上部无杂物和搭接物,升降系统灵活无扭曲,限位开关,槽控箱切实好用,人造伸腿,槽膛尺寸,碳缝碳帽认真检查并做好完整记录,母线与炉膛中心点,及母线平衡度。
2、各部份绝缘是否符合设计规范。
3、打壳下料系统:打满料后检查料箱料管是否漏并手动下料5—8次,称重量每次下料量,误差允许±5%,不准时及时调整。
4、阳极提升系统:分载荷试验和超载试验,挂阳极或在阳极钢爪上放置阴极钢棒进行上下3—5次试验,观察(1)电解槽上部结构在超重时的振动及噪音现象。
(2)有无扭曲现象。
(3)有无打滑现象。
(4)阳极卡具是否可靠。
(5)减速机有无发热漏油现象。
(6)减速机行程情况(7)台焊接点是否有开焊现象。
5、天车、多功能机组、抬包、阳极提升框架等重点设备的检查与验收。
6、压接片重点检查,防止开焊与检查罗栓是否紧固。
1.2 母线系统的调试与检查1、电解槽短路口,母线接点压降与绝缘系统测试。
测试点要求:(1)电解槽上部结构各部件与阴极装置间的绝缘电阻值不小于2兆欧。
(2)单台电解槽对地绝缘值不小于2兆欧。
(3)母线与地或风格板与槽壳绝缘值不小于2兆欧,系列送电全电流检查全电流短路口压结情况,全电流每个短路口压降不得大于15MV,系统1/2电流花插试验时,检查立柱母线压接点压降不得大于10MV,对压接点压降高的在正式送电前要修整好,花插测试方案如下,做好测试点的标定。
电解车间的铝母线是电流载体,焊接及压降点质量的好坏直接影响电解槽的供电质量和电能消耗,并且电解槽投产后没整改机会,除非停槽大修,因此必须在电解槽焙烧送电前对焊接及压降点进行短路检测。
预焙槽焙烧温度控制及启动
预焙槽焙烧温度控制及启动摘要:电解槽的预热焙烧与启动是电解槽生产中的两个重要阶段,新槽和大修槽都必须经过焙烧、启动和启动前、启动后期过渡,才能转入正常生产。
预焙槽的预热(焙烧温度控制)、启动和启动后期虽然时间很短,但对于槽寿命、阴极电压降和早期的生产指标有很大关系,应给予极大的重视。
本文通过对预焙铝电解槽焦粒焙烧温度控制和启动后期管理进行分析,并提出了一些思考和建议。
关键词:预焙槽焙烧温度控制一.焙烧目的和方法简介对于预焙槽而言,焙烧又称为预热,就是利用置于铝电解槽阴、阳两极间的发热物质产生热量,使电解槽阳极、阴极(含内衬)的温度升高。
1.预焙槽焙烧的主要目的是预热阴极阴极炭块间边缝和槽周边的扎糊进行烧结焦化,形成密实的炭素槽膛。
烘干电解槽内衬通过一定时间的缓慢加热排除槽体内耐火材料、保温材料等砌体的水分,提高槽膛温度,使阴、阳极温度接近或达到电解槽正常生产温度。
2.预焙槽焙烧的方法预焙槽预热焙烧的方法主要有铝液焙烧法、焦粒焙烧法、石墨粉焙烧法和气体焙烧法。
目前绝大多数大型预焙槽采用焦粒焙烧法,焦粒焙烧法对输入功率难于控制,需要加强焙烧过程中的温度控制。
二.焙烧温度评价指标及升温速度的控制1.焙烧升温速度槽内衬平均温度控制约在300℃范围以下,这段时间控制温度的主要目的是排除槽内衬材料中的水分,同时缓解焙烧启动初期阴极碳块、扎糊、阴极钢棒、槽壳之间的热膨胀变形速度,尤其是在200℃温度以下,阴极钢棒的可朔性很小,而热膨胀系数大约是阴极碳块的3~4倍,如果升温过快,将会造成阴极碳块的早期裂纹。
因此,在这段时间内升温速度一般应控制在每小时5℃-10℃左右为宜。
在中温焙烧阶段温度控制约在300℃~600℃范围之间,这一阶段的目的是排除内衬材料中的挥发份和结晶水,使周围糊、填缝糊与阴极炭块烧结成一个整体,是整个焙烧的关键阶段。
综合考虑,此阶段升温速度可达到每小时10~20℃。
高温焦化阶段温度在600℃以上,此阶段的主要目的是高温烧结侧部内衬,使阴极炭块与扎固糊料充分烧结和焦化为一个整体。
240KA电解槽环流空腔焙烧启动方案设计
240KA电解槽环流空腔焙烧启动方案设计电解槽环流空腔焙烧是电解槽厂家常见的一种操作方式,用于在电解槽操作之前对电解槽进行清洁和烘干处理。
这种操作方式可以有效地提高电解槽的使用效率和延长电解槽的使用寿命。
在进行环流空腔焙烧操作之前,需要设计一个合理的启动方案,以确保操作的顺利进行和操作效果的达到。
1.工艺参数的确定在设计环流空腔焙烧的启动方案之前,首先需要确定好工艺参数,包括焙烧温度、焙烧时间、空气流速等参数。
这些参数的确定需要根据具体的电解槽型号和操作要求来确定,可以参考相关的技术文献和经验数据进行选择。
2.设备和设施的准备在进行环流空腔焙烧操作之前,需要对设备和设施进行充分的准备工作,包括确保焙烧炉的正常运转和焙烧气氛的控制,确保空气流速的准确调节等。
同时需要检查焙烧设备和焙烧介质的状态,确保其符合操作要求。
3.操作程序的设计在进行环流空腔焙烧操作时,需要设计一个详细的操作程序,包括启动程序、操作程序和停机程序等。
启动程序主要包括点火和预热等步骤,操作程序主要包括设定工艺参数、监控操作过程和调整参数等步骤,停机程序主要包括停止供气、冷却和清洁等步骤。
4.安全措施的实施在进行环流空腔焙烧操作时,需要严格遵守相关的安全规定,确保操作过程的安全性。
需要对焙烧设备和设施进行定期检查和维护,并采取必要的安全措施,如使用防爆设备、佩戴个人防护用具等。
5.参数调控和监控在进行环流空腔焙烧操作时,需要对工艺参数进行实时监控和调控,确保焙烧的效果达到预期。
需要根据操作过程中的实际情况进行参数的调整,如调节焙烧温度、调节空气流速等,以达到最佳的焙烧效果。
总结来说,240KA电解槽环流空腔焙烧启动方案的设计需要充分考虑工艺参数、设备和设施的准备、操作程序的设计、安全措施的实施、参数调控和监控等方面。
只有在这些方面都做到位,才能确保环流空腔焙烧操作的顺利进行和操作效果的达到。
同时还需要不断总结经验,积累操作技巧,以提高操作效率和保障电解槽的使用寿命。
电解槽焙烧启动标准
青海百河铝业公司240KA系列电解槽通电焙烧、启动操作标准生产技术部2015年3月3日240KA电解槽通电焙烧、启动操作标准- 3 -②铺设焦料:从A8、B8开始,在阳极正投影下方均匀铺设2cm厚焦粒至A1、B1,焦粒规格φ2mm-5mm;③铺设要求:将焦粒框平整地放在阳极组投影区域,然后将焦粒石墨粉混合料倒入框内,用刮尺沿着焦粒框的长度方向刮平。
2.安放阳极①安放阳极之前先检查阳极质量、检查阳极底掌是否平整有杂物,铝导杆是否与阳极垂直,磷生铁浇铸是否饱满,有无夹渣和裂纹等(质量不符合要求的阳极不准许装槽)。
②安放阳极要求a.将阳极坐在焦粒上的同时,检查其周边是否已与焦粒充分接触;如有明显未接触的地方,要重新安放或重铺焦粒再装阳极。
安放阳极时,大母线要与导杆接触面贴紧。
b.阳极挂好后,由专人负责检查软连接安装质量,并挂好小盒夹具。
③在阳极导杆与大母线下边沿对齐位置画好平行定位线。
3.安放热电偶套管①装炉前在人造伸腿下部预埋“6-11根热电偶套管”,便于测量焙烧期间温度;②要求热电偶套管要斜放,并放置到焦粒层,并用冰晶石固定,上口用纸塞住,但不能接触到阳极。
4.加原、辅料①用石棉板堵住阳极的上部及四周缝隙,防止物料漏入阳极底下或阳极缝隙内;②在槽膛靠近阳极的地方添加5—10cm厚的冰晶石约0.6吨;③在冰晶石的上面均匀撒一层氟化钙约1.5吨;④用φ80mm的电解质块3吨垒在人工炉帮上,要求大块在外,小块在里;⑤在电解质上均匀倒入约1吨纯碱;⑥在纯碱上用冰晶石填满槽膛四周和阳极碳块上表面,防止在焙烧过程中发生阳极氧化。
要求阳极和中缝较高而边部较低。
5.装分流器、软连接①将4组分流器一端装置在前一台已启动槽的阳极平衡母线上,并紧- 5 -逐步升电压到2.5V-2.8V,保持1小时,可以每1小时点动一次,保持电压为 2.5-3.0V。
如果电压升幅过大时,应立即停止点动抬阳极,并延迟下一次点动抬阳极的时间;③在点动抬阳极的过程中,炉前工要不断地将极上保温料推入中缝火眼处,来增加槽中电解质数量及保温措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电解槽焙烧启动要点分析前言现在大型预焙槽的焙烧大部分采用焦粒焙烧法,焦粒焙烧相比铝液焙烧可避免铝液对槽内衬材料的冲击,同时电解质提前进入从而阻挡了铝液从炉底及侧部缝隙向外渗透。
根据我们在日常的生产当中焙烧启动过程中容易出现的各种问题加以分析总结,分析出其原因并采取合适措施避免类似问题发生,通过对焙烧启动过程中阳极电流分布及电解槽槽电压变化规律研究,从理论上解释其变化原因及变化规律。
1焙烧前准备工作1.1铺焦粒与挂阳极的要求及影响电解槽焙烧前要求铺焦粒,对于焦粒的铺设有严格的要求,铺焦所用的焦粒粒度为1~4mm,要求铺焦平整,阳极自然下落后与焦粒充分接触,可用钢板尺检查焦粒与阳极底掌是否接触完全,对于接触面积小的应重新调整阳极导杆位置,尽可能使阳极底掌与阴极碳块接触面积较大。
放下阳极后,可将阳极周围焦粒向填充不实的部位塞进去,保证阳极与阴极底掌完全接触。
实际铺焦过程中经常容易出现这样的问题,作业人员为保证阳极导杆与阳极大母线之间缝隙较小,铺焦过程中往往将阳极外侧焦粒铺的比内侧稍厚一点,这样阳极碳块放下后阳极导杆向大母线方向倾斜,容易保证阳极导杆与大母线的间隙较小,但这种铺焦方式会为以后的焙烧启动工作带来麻烦,具体表现在由于阳极外侧焦粒较厚,阳极外侧接触好,通电焙烧后外侧电流就比内侧大,外侧发热量多导致冰晶石靠槽帮一侧先熔化,靠中缝侧由于发热量少中间冰晶石熔化速度慢,由于中见熔化差,不具备启动条件造成焙烧时间被迫延长情况发生。
然而,由于上述的原因,导致培烧时间的延长。
所以,我们根据实际的操作,把以往的这种方式改变为铺焦粒是用纱网式工具,如图:它的利处就是:当阳极坐放在焦粒层上时,由于阳极底面高低不平一般相差5~10mm,一方面利用小而密集的圆锥焦粒体填充找平阳极底面凹凸;另一方面,阳极局部挤压焦粒层时,由于锥体之间存在较大空间,被挤压的焦粒向周围空间扩散,使阳极底掌其余部分与其它圆锥焦粒体进一步接触,有效的增加了阳极底面与焦粒层的接触面积,从而达到阳极与焦粒层充分接触的目的。
1.2软连接与分流片的安装要求安装软连接卡具要求固定软连接与阳极大母线的弓形卡具顶头处加绝缘纸。
弓形卡具应避免与阳极大母线上部及小盒卡具接触,防止小盒卡具发红现象。
软连接与阳极导杆及大母线接触面应尽量好,对于接触面不好的软连接可在接触面处加1mm厚铝软带。
检查接触面好坏可采用打印纸塞接触面,如大部分未接触需重新安装软连接。
分流片安装质量不好容易造成通电后与母线接触部位发红现象,使用分流片首先要检查分流器与母线接触面是否平整或生锈,如有以上情况需将接触面进行除锈并打磨平整,安装分流片要求夹紧分流片的弓形卡具上顶丝加绝缘板防止电流通过弓形卡具导电,原来焙烧过程中未加绝缘板曾出现过弓形卡具顶丝处发红现象,原因是由于电流通过弓形卡具顶丝导电,后来通过加绝缘板避免这一现象的发生。
分流片与立柱母线之间连接主要用夹板将分流片固定在立柱母线上,安装分流器夹板时应避免螺栓与立柱母线接触,防止接触部位通电后发红情况发生。
2焦粒焙烧启动要点分析2.1通电焙烧过程中阳极炭块电流变化规律焦粒焙烧通电后阳极电流分布的变化规律,正确分析电流发生变化原因是生产管理人员所必须掌握的,通过熟练掌握电流变化规律能够做到防患于未然,避免异常情况发生。
焙烧期间电流变化情况如下,通电焙烧开始阶段阳极电流分布比较均匀,原因是由于通电初期,各阳极下焦料的电阻由于厚度一致,并采用同一样的炭块,其电阻值基本相当,阳极上各炭块通过电流大小主要是阳极炭块与焦粒电阻大小决定的,所以通电初期电流分布比较均匀,这样有利于电解槽的均匀升温,通常第一天、第二天很少出现阳极炭碗内磷生铁发红现象,随着焙烧时间的延长局部冰晶石开始熔化成液体电解质,由于存在液体的电解质该部位的导电性进一步增强,导电性好、电阻小,同样电压情况下通过电流就大,电流大发热量就多,冰晶石的熔化速度就加快,该部位电阻进一步降低,从而形成不良循环,这就是焦粒焙烧随着焙烧时间延长阳极电流分布变得越来越不均匀的原因。
从生产实践中经常会发现以下情况,即焙烧初初期电流分布大的阳极随着焙烧时间的延长电流越来越大,个别阳极电流过大造成阳极炭块炭碗内磷生铁发红现象,严重时甚至出现钢爪发红现象。
随着焙烧时间的延长电流分布不均匀现象有逐步加剧趋势,这就要求在焙烧后期要注意测量阳极电流分布避免阳极电流过大造成的磷生铁熔化,避免局部过热造成的阴极炭块裂缝和阳极脱极现象发生。
2.2通电焙烧过程中电解槽电压变化规律电解槽通电后,电解槽的工作电压不断变化,通过全电流后冲击电压一般在4.8~5.5V之间,不得高于6.0V。
抬阳极前焙烧过程电压变化规律基本情况如下:焙烧电压变化情况延长有下降趋势,原因是由于随通电时间的延长,阳极炭块、焦粒层、阴极炭块电阻随温度升高有下降趋势,这三部分电阻以串联方式存在,通过电解槽电流不变,所以槽电压随着槽电阻的减小而下降,从槽电压变化看前期电压下降快,后期电压下降慢是由于槽电阻初期下降比较明显,到后期阴极碳块与阳极碳块电阻基本稳定,焦粒层电阻由于冰晶石熔化成液体电解质导电使槽电阻略有降低,电压的降低电解槽单位时间内输入热量的减少,冰晶石的熔化速度变慢,所以通电焙烧三天后一般通过上抬阳极提高电压增加热量输入,加速冰晶石熔化。
2.3拆分流器及软连接注意事项当电压低于3.5V并保持平稳后开始拆除分流器,两组分流器同时拆除完毕,拆除期间电压上升不允许超过1.0V,若电压急剧上升,应停止拆除分流器。
检查各阳极电流分布,若有异常应及时调整,等电压相对稳定以后再进行拆除,全部拆除完毕后槽电压不允许超过4.5V。
注意在此过程中避免与阳极大母线及导杆接触以防止打弧光烧坏母线。
拆软连接前应先将所有小盒卡具紧好后才能进行拆软连接操作。
2.4抬阳极过程中注意事项抬阳极操作一般在焙烧72小时并拆除软连接后开始进行,第一次抬电压前必须保证大部分阳极下部周围有液体的电解质生成,可通过将铁钎插入阳极周围冰晶石中检查冰晶石熔化情况。
第一次抬阳极应采取点动操作,抬阳极过程中原则是上抬停止以后电压稳定或有下降趋势,才能进行下一次抬电压操作。
每次点动一下后观察电压变化情况,如抬阳极停止后槽电压仍不断自动上升,往往说明阳极电流分布有严重不均匀情况发生,原因是由于上抬阳极后如果部分阳极周围没有液体电解质或很少,阳极底掌就会与焦粒脱离,从而导致该部分阳极电流分布降为零或很小,这样电流就集中在电解质熔化较多的极上,原来有少量熔化电解质的阳极由于通过电流小热量输入不足导致电解质又重新凝固,导致此类阳极处电阻升高电流减小,最终使电解槽槽电阻逐步自动上升,电流不变的情况下导致槽电压自动上升。
抬阳极初期往往是电流分布不均匀最严重的时候,这就要求抬阳极后及时测量阳极电流分布,对阳极电流过大的阳极及时采取措施。
如实际操作中有此类问题出现,应组织人员迅速测量阳极电流分布,对阳极电流超出正常电流三倍以上的阳极炭碗立即进行冲风降温操作,避免阳极钢爪脱落现象发生。
随着阳极上抬热量输入增加冰晶石熔化速度加快,抬阳极初期电流分布不均匀现象会逐步缓解,是由于随着电解质量的增加以及阳极与焦粒层间距的扩大,液体电解质较多的阳极周围电解质可通过阳极底掌向其它阳极底掌下流动,使原来电解质熔化较少的阳极也能通过液体的电解质导电,这样原来电流分布不均匀现象就会减少。
所以抬阳极后期根据冰晶石熔化情况可适当加快阳极上抬速度,提高槽电压增加热量输入加速冰晶石熔化速度,为电解槽启动创造条件。
2.5灌电解质时上抬阳极电压变化及注意事项灌电解质过程中阳极需逐步上抬,使电解质通过阳极底掌下部及中间从出铝端流向烟端,阳极上抬过程中电压变化情况是从上抬阳极前电压3.5~4.0V很快上升到8~12V,然后基本稳定在10V左右,灌电解质时抬阳极整个过程虽然只有几分钟左右,但上抬阳极的速度有一定要求,开始灌电解质时应当边抬阳极边观察槽电压变化情况,如果上抬阳极速度过慢就会造成灌入的电解质不能及时流走,引起电解质从出铝口溢出。
初期上抬速度过快会造成部分阳极炭块与电解质脱离引起电压过高现象发生,开始上抬阳极时应使槽电压在正常范围内情况下使阳极上抬速度与灌电解质速度相配匹,整个上抬阳极过程尽量将槽电压控制在12V以内。
另外在灌电解质前应先将除烟道端以外的槽盖板全部打开,烟道端槽盖板不打开的目的是防止在灌电解质过程中液体电解质遇纯碱生成气体向外飞溅烧伤操作槽控箱的工作人员,其它部位盖板打开能方便地观察电解质的流动情况,同时避免喷出的电解质烧坏槽盖板。
2.6灌电解质前提及液体电解质流动通道分析灌电解质前一般要求中间大部分部位置电解质有一定的高度,一般要求在20cm以上,中间电解质高度越高就越安全。
但在实际操作过程中会出现由于个别极通过电流小,冰晶石熔化少只有部分中缝化开。
针对该种情况是否具备启动条件,主要看中缝大部分位置是否化开,如基本化开,基本上具备灌电解质条件,即使中缝局部未完全联通,也可进行灌电解质操作,原因是灌入电解质时主要通道是从阳极底掌下流通,而中缝只是次要通道。
这种情况要求灌电解质前先将出铝口处物料扒至阳极碳块底部,一方面使灌入的电解质有一个缓冲的空间,另一方面使阳极在上抬过程中电解质能从阳极底掌下从出铝端流向烟道端。
在上抬阳极过程中由于大部分阳极周围有熔化的电解质,阳极上抬后阳极周围熔化的电解质流入阳极底掌下保证大部分阳极导电,随着阳极的上抬,阳极底掌与炉底之间形成一个通道,灌入的电解质顺着阳极底掌从出铝端流入的烟道端,此时灌入的液体电解质浸没阳极底掌保证阳极导电,从而保证了在整个抬阳极过程大部分阳极都能够导电。
2.7捞碳渣方式的改进焦粒焙烧法由于焙烧使用焦粒导电,灌电解质后大量焦粒会漂浮起来,所以焦粒焙烧启动必须进行打捞炭渣作业,根据生产实践经验槽温控制越高炭渣分离程度就越好,打捞炭渣一般要求电解质内的冰晶石大部分熔化,最好捞炭渣前发生一次效应,使炭渣能够完全与电解质分离,原来捞炭渣采用漏铲一点一点往外捞,工人劳动强度大,工作辛苦,为减轻工人劳动强度,在实际生产当中采用捞炭渣前降电压操作,电压下降后使液体电解质上溢与槽沿板基本相平,这时在电解槽角部用平耙直接向电解槽围板上拔,然后用铁锨将炭渣装入炭渣箱内,这样就大幅提高了劳动效率,减轻了工人的劳动量,另外还减少了炭渣中的电解质含量,通过这种方式使捞炭渣的作业效率大大提高,原来捞碳渣作业需要几个小时缩短到一小时以内,捞完炭渣后将工作电压恢复正常。
2.8记录回转计读数的目的焦粒焙烧启动过程中要求记录回转计读数,通过回转计读数计算出阳极上抬高度,根据阳极上抬高度以及电解质水平可判断出电解槽内熔化的液体电解质量是否满足灌铝前要求。