FANUC刀库
FANUC 发那科刀库调试方法及步骤【干货】
一、刀库功能运转调试K7.0=1(刀库使用功能打开)用到的信号(X9.5刀库原点信号,X9.4刀库计数信号,X0.1回刀开关信号,X0.2倒刀开关信号,X8.5ATC刹车,X8.6ATC扣刀,X8.7ATC原点,Y3.1刀库正转输出,Y3.2刀库反转输出,,Y3.3刀臂正转输出,Y1.0刀套上电磁阀,Y1.1刀套下电磁阀)。
只有X0.1信号有效时,刀库才可以转动。
如果刀库正转不到位,计数不成功则需要把刀库计数的常开常闭点切换K2.3=1(刀库计数切换)将刀库运转到1号到注意检查刀套的1号刀位置是否正位(X9.5是否有效)。
二、主轴定向调试以及第二参考点调试M代码指令:M19(主轴定向)。
按操作面板的主轴定向或者在自动或录入方式输入M19,主轴定向输出,系统接收到主轴定向完成信号后运行结束。
按操作面板的主轴定向或者复位键取消定向输出。
主轴装上刀具将刀臂摇动到换刀点选取合适的位置将定位角度和第二参考点输入到系统参数中。
三、倒刀回刀调试用到的M代码:M81:倒刀M82:回刀用到的信号(X0.0倒刀磁开关信号,X0.1回刀磁开关信号,X8.7手臂原点信号,Y1.0刀套上电磁阀,Y1.1刀套下电磁阀)。
倒刀输出:在自动方式(需X0.1回刀开关有效)或录入方式,当Z轴回到第二参考点时且无扣刀确认信号(X8.6=0),输入M81,倒刀输出,接受到倒刀开关信号X0.0后结束。
回刀输出:在自动方式(自动方式需X0.0有效)或录入方式,当机械手臂在原点位置(X8.7=1)时,输入M82,回刀输出,接受到回刀磁开关信号X0.1后结束。
四、主轴松拉刀控制用到的M代码:M83, 松刀M84: 紧刀用到的信号(X8.2刀具放松到位,X8.1刀具夹紧到位,X8.6扣刀确认信号,X8.0松拉刀开关信号,Y0.7刀具放松)。
松拉刀条件:主轴在停止状态松刀(自动方式)要求机械手在扣刀位置,有紧刀到位信号X8.1。
紧刀(自动方式)有松刀到位信号X8.2。
FANUC刀库设定

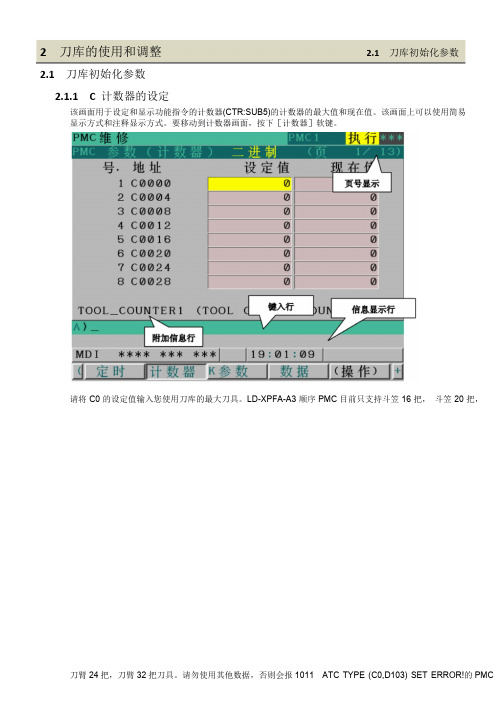
2.1刀库初始化参数2.1.1C计数器的设定该画面用于设定和显示功能指令的计数器(CTR:SUB5)的计数器的最大值和现在值。
该画面上可以使用简易显示方式和注释显示方式。
要移动到计数器画面,按下[计数器]软键。
请将C0的设定值输入您使用刀库的最大刀具。
LD-XPFA-A3顺序PMC目前只支持斗笠16把,斗笠20把,刀臂24把,刀臂32把刀具。
请勿使用其他数据,否则会报1011ATC TYPE(C0,D103)SET ERROR!的PMC 异警。
在C0的现在值位置输入你现在刀库对准换刀位的那把刀具的刀套号。
C0在刀库使用中不可以设置为0或大于C0设定值的数据,否则会报1012CTR(C2)=0OR>MAG.CAPACITY!的PMC异警。
2.1.2D数据表的设定数据表具有两个画面:数据表控制数据画面和数据表画面。
要移动到数据画面时,按下[数据]软键。
(1)数据表控制数据画面([列表]画面)按下[数据]软键,出现用于管理数据表的数据表控制数据画面。
该画面上可以使用简易显示方式和注释显示方式。
在LD-XPFA-A3顺序PMC中,请将D数据表的地址D0一列的参数设置为00000001,数据设置应大于350。
设置完成后,强烈建议切断NC电源一次。
参数的具体设置含义如下:(2)数据表画面([缩放]画面)设定了数据表控制数据时,从数据表控制数据画面按下软键[缩放],出现数据表画面。
在此画面上,可以使用简易显示方式、注释显示方式和位显示方式。
1.在初次设置刀库时,请将D0设置为0,D1设置为1,D2设置为2……,依次设置,最大号为刀库的最大刀套容量号。
例如,C0的设定数位20,那就把D0至D20按照0至20的顺序依次设置。
C0的设定数位24,那就把D0至D24按照0至24的顺序依次设置。
2.操作面板上的选择性停止,工作灯,单节执行,机械空跑,单节忽略,自动断电全部按下有效时,在MDI执行M79指令,也可以达到重置刀库的目的,但必须指出,M79重置,限于刀臂24把,刀臂32把刀具的刀库。
FANUCOiMD数控系统斗笠式刀库实现自动换刀

N 1 M 9 9
%
( 换刀结束 ,返回主程序)
( 2)P MC 与NC 程序的配合 。斗笠式 刀库 实 现 自动换 刀是P MC与NC 程 序 的配合 来完成 的 。
P M C在 整 个 换 刀 过 程 中 主 要 控 制 刀 库 的 正 /反
转 、刀库的前进 /后退、松 刀 /紧刀阀的动作以及 换 刀动作 顺序 。主轴 的上 升 、下 降和定 位都是 由
N C系统 程序 控 制 的 。
( 8 )刀库向远离 主轴 中心位置侧平移如附图f
所示 ,直  ̄ J I P L C 接 收 到 传 感 器A发 出 的 反馈 确认 信
步。
斗
换取 ,根据 刀库选取的不同 ,换刀系统 的控制方式 也不同。加 工中心常用的刀库有斗笠式 、凸轮式、 链条式 等 ,斗笠式 刀库是加工中, Ol : k 较常见的一种 换刀装置 ,换 刀过程简单 ,体积小、安装方便 、易 于控制和维护等优点 ,因此在中小型加工 中心上得 到了广 泛的应用 。但对 刀库的定位要求高 ,而且在 换刀过 程中需要轴配合其动作 ,而P L C 是无法直接 参与数控轴的控制。基于F A NUC 0 i MD数控 系统 利用NC 宏程序可以把轴控制与P MC 控制有机地结 合 ,它可以按一定的逻辑控制P Mc 和进给轴 ,从而 实现 包含轴移动的换 刀控制。在本文 中,笔者 结合
后 ,这 时 刀库 转 动 , 当 目标 刀具 对 正 主 轴 正 下 方 时 ,主 轴 下 移 ,使 刀具 进 入主 轴 锥 孔 内 ,刀具 夹 紧 后 ,刀库 退 回原 来 的 位 置 ,换 刀结 束 。 刀库 具 体 动 作过程如下 :
13. FANUC圆盘刀库——PMC换刀详解.

加工中心机床圆盘式刀库发那科系统PMC的编程技术安庆长谷川数控机床有限公司 雷晓鹏北京发那科机电有限公司 胡 年自动换刀机构(ATC)是数控机床易发生故障的地方。
本文介绍PMC的编程思路和方法,供大家讨论。
此程序自2004年始已在数百台加工中心运用。
一、基本规则1、刀具在D0000到D0032登录。
D0000登录主轴刀具号,D0001到D0032登录刀套内刀具号,在此假定刀库容量为32把刀。
2、执行T码时,刀库中T码刀具旋转到换刀口位置,在刀库旋转过程中,程序自动加工运行不中断,称之为预选刀。
3、M6执行换刀过程,执行前,Z轴必须回第一参考点,即 G91 G28 Z0或 M19 G91 G28 Z0。
4、允许的大径刀(如面铣刀)直径不容许超过普通刀具(以下简称:小径刀)最大直径的二倍,否则大径刀之间随机交换会撞刀。
刀具重量不能超过刀库容许重量。
大径刀刀具号设定规则:大径刀的相临两侧刀套内必须为空,空刀套的刀具号自动设定为99(也可设定其他数字,PMC识别为空刀)。
D100内设定大径刀个数,小径刀刀具号必须大于大径刀个数乘2加1。
初始设定主轴刀具号D0000必须是小径刀刀具号。
5、大径刀具交换规则:小径刀可放进大径刀刀套内,大径刀不可放进小径刀刀套内。
主轴小径刀与刀库小径刀交换,一次性换刀;主轴大径刀与刀库大径刀交换,一次性换刀;主轴小径刀与刀库大径刀交换,一次性换刀,小径刀放进大径刀刀杯套内;主轴大径刀与刀库小径刀交换, 第一次将原大径刀刀套内的小径刀换到主轴上,第二次再进行小径刀之间的交换。
以上交换规则PMC自动识别换刀。
6、在刀库运行中发生停电等故障,具备中断点记忆和用按键操作恢复功能。
有完善的电机保护和报警操作提示。
7、以上自动刀具交换(ATC)动作本文介绍的都用PMC完成,读者也可用宏程序和PMC结合编程实现。
二、PMC程序框图三、详细介绍刀库盘旋转部分PMC程序和说明1、准备工作自动换刀部分反馈信号:R30.0=1 主轴抓刀反馈;R30.1=1 主轴松刀反馈,延迟0.2秒是消除信号反馈传感器安装误差,其它信号反馈延迟道理相同;R30.2=1 刀杯上(水平位置)信号反馈;R30.3=1 刀杯下(刀具垂直向下位置)信号反馈。
FANUC刀库设定
2刀库的使用和调整 2.1刀库初始化参数2.1刀库初始化参数2.1.1C计数器的设定该画面用于设定和显示功能指令的计数器(CTR:SUB5)的计数器的最大值和现在值。
该画面上可以使用简易显示方式和注释显示方式。
要移动到计数器画面,按下[计数器]软键。
请将C0的设定值输入您使用刀库的最大刀具。
LD-XPFA-A3顺序PMC目前只支持斗笠16把,斗笠20把,刀臂24把,刀臂32把刀具。
请勿使用其他数据,否则会报1011ATC TYPE(C0,D103)SET ERROR!的PMC异警。
在C0的现在值位置输入你现在刀库对准换刀位的那把刀具的刀套号。
C0在刀库使用中不可以设置为0或大于C0设定值的数据,否则会报1012CTR(C2)=0OR>MAG.CAPACITY!的PMC异警。
-11-2.1.2D数据表的设定数据表具有两个画面:数据表控制数据画面和数据表画面。
要移动到数据画面时,按下[数据]软键。
(1)数据表控制数据画面([列表]画面)按下[数据]软键,出现用于管理数据表的数据表控制数据画面。
该画面上可以使用简易显示方式和注释显示方式。
在LD-XPFA-A3顺序PMC中,请将D数据表的地址D0一列的参数设置为00000001,数据设置应大于350。
设置完成后,强烈建议切断NC电源一次。
参数的具体设置含义如下:-12-(2)数据表画面([缩放]画面)设定了数据表控制数据时,从数据表控制数据画面按下软键[缩放],出现数据表画面。
在此画面上,可以使用简易显示方式、注释显示方式和位显示方式。
1.在初次设置刀库时,请将D0设置为0,D1设置为1,D2设置为2……,依次设置,最大号为刀库的最大刀套容量号。
例如,C0的设定数位20,那就把D0至D20按照0至20的顺序依次设置。
C0的设定数位24,那就把D0至D24按照0至24的顺序依次设置。
2.操作面板上的选择性停止,工作灯,单节执行,机械空跑,单节忽略,自动断电全部按下有效时,在MDI执行M79指令,也可以达到重置刀库的目的,但必须指出,M79重置,限于刀臂24把,刀臂32 把刀具的刀库。
FANUC刀库换刀——详解.
加工中心机床圆盘式刀库发那科系统PMC的编程技术安庆长谷川数控机床有限公司 雷晓鹏北京发那科机电有限公司 胡 年自动换刀机构(ATC)是数控机床易发生故障的地方。
本文介绍PMC的编程思路和方法,供大家讨论。
此程序自2004年始已在数百台加工中心运用。
一、基本规则1、刀具在D0000到D0032登录。
D0000登录主轴刀具号,D0001到D0032登录刀套内刀具号,在此假定刀库容量为32把刀。
2、执行T码时,刀库中T码刀具旋转到换刀口位置,在刀库旋转过程中,程序自动加工运行不中断,称之为预选刀。
3、M6执行换刀过程,执行前,Z轴必须回第一参考点,即 G91 G28 Z0或 M19 G91 G28 Z0。
4、允许的大径刀(如面铣刀)直径不容许超过普通刀具(以下简称:小径刀)最大直径的二倍,否则大径刀之间随机交换会撞刀。
刀具重量不能超过刀库容许重量。
大径刀刀具号设定规则:大径刀的相临两侧刀套内必须为空,空刀套的刀具号自动设定为99(也可设定其他数字,PMC识别为空刀)。
D100内设定大径刀个数,小径刀刀具号必须大于大径刀个数乘2加1。
初始设定主轴刀具号D0000必须是小径刀刀具号。
5、大径刀具交换规则:小径刀可放进大径刀刀套内,大径刀不可放进小径刀刀套内。
主轴小径刀与刀库小径刀交换,一次性换刀;主轴大径刀与刀库大径刀交换,一次性换刀;主轴小径刀与刀库大径刀交换,一次性换刀,小径刀放进大径刀刀杯套内;主轴大径刀与刀库小径刀交换, 第一次将原大径刀刀套内的小径刀换到主轴上,第二次再进行小径刀之间的交换。
以上交换规则PMC自动识别换刀。
6、在刀库运行中发生停电等故障,具备中断点记忆和用按键操作恢复功能。
有完善的电机保护和报警操作提示。
7、以上自动刀具交换(ATC)动作本文介绍的都用PMC完成,读者也可用宏程序和PMC结合编程实现。
二、PMC程序框图三、详细介绍刀库盘旋转部分PMC程序和说明1、准备工作自动换刀部分反馈信号:R30.0=1 主轴抓刀反馈;R30.1=1 主轴松刀反馈,延迟0.2秒是消除信号反馈传感器安装误差,其它信号反馈延迟道理相同;R30.2=1 刀杯上(水平位置)信号反馈;R30.3=1 刀杯下(刀具垂直向下位置)信号反馈。
Fanuc系统刀库标准PMC程序

FANUC系统刀库标准PMC程序用途:各类型刀库参考梯形图ID号:dwxc2008日期:文件使用的限制以及注意事项等文件版本更新的纪录修订日期版本号文件名称修订内容修订人2008年12月 1.0 FANUC系统刀库首次发布黄辉标准PMC程序目录1.刀库综述 (1)1.1 刀库结构 (1)1.2 换刀方法 (1)2.斗笠式刀库 (2)2.1 换刀流程和思路 (2)2.2 PMC结合宏程序实现 (3)2.2.1宏程序 (3)2.2.2 宏程序相关 42.2.3 PMC程序 5 3.机械手臂刀库式刀库 (21)3.1 换刀流程和思路 (21)3.2 PMC实现 (22)3.2.1 参数 (22)4.车床用4/8工位电动刀塔 (24)1.刀库综述1.1 刀库结构根据刀具容量可分为盘式和链式刀库,链式刀库一般用于刀具较多的机床上,目前国内机床上使用较少。
根据刀库旋转动力可分为液压马达,普通电机,伺服电机,凸轮机械,无动力(靠主轴带动)等。
使用前两种方式的比较多,都使用感应开关计数,且控制方式相似。
近年来,由于伺服电机的优良控制特性,伺服电机也越来越多的使用在刀库的旋转控制中,控制方式主要有PMC轴控制,I/O Link轴控制两种。
1.2 换刀方法分为随机换刀和固定换刀。
刀盘分为斗笠式刀库和立式旋转式刀库等早期的以斗笠式刀库为多,且多为固定换刀,现在发展出来的斗笠式刀库也有带机械手的,一般来说是否带机械手是判断随机换刀还是固定换刀的重要依据。
1)随机换刀多在刀具较多的情况下采用,必须有机械手辅助,没有单独的还刀过程。
但数据表需要更新,刀具号和刀套号不是一一对应。
加工程序中使用M06T**,PLC或宏程序检测到M06信号脉冲和T信号脉冲,进行刀具检索,找到所需刀具的刀套位置,刀库旋转到要交换的刀套位置,刀具交换,数据表更新。
2)固定换刀是在刀具不多的情况采用,一般没有机械手,换刀时候,先还刀,再取刀。
刀具号和刀套号固定,不需要刀具检索,从哪个刀套取的刀具要还回原来的刀套上去。
FANUC刀库伺服参数说明

关于I/O BETA LINK查找及参数fanuc系统中有一种定义叫I/0 LINK 它是系统的轴的一种扩展,这种轴可以用来做一些简单的精确控制,此轴的坐标显示、诊断、参数设定,都在〈PMM>画面下.PMM 就是FANUC 的一种定义。
通用的伺服电机PMC控制方法一般就这两种; I/O LINK 轴的基本控制参数都要通过PMM 软键里来设定.使用FANUC I/O LINK 控制的电机只能是FANUC I/O LINK 电机( B系列IO-LINK伺服电机)1 当I/O BETA LINK AMP显示为A U 小U交替变化时,证明I/O BETA参数错,请检查参数30 、31、106、180的数。
大U显示是参数输入后,必须关断系统电源。
小U显示是要零点设置。
2 查看I/O BETA AMP参数的方法:A:将参数960的0—3号要设置,0位是设定SLA VE(连结)的。
1、2位是设定连结的形式。
3位是供给运动功能。
详细说明在16I参数的4.8项960#1=1:与卡交互,=0:与放大器交互B:还要查看参数8760及9976的第7位是否为1,并检查有没有PMM功能,它的软编号为8A00,此功能在0I系统为基本功能可考出。
例如:PRM8760内设为8500。
那么:程序是O8500+2*10既O8520.2的含义是I/O LINK β AMP所在的I/O LINK AMP串口的位置。
★检查I/O LINK 上串的部件的操作方法:[SYSTEM]→[PMC]→[PMCDGN]↓[TITLE] [STATUS] [ALMRM] [TRACE] [I/O CHK][I/O LINK] C:I/O BETA 伺服参数在I/O BETA LINK 维修书的3.9项和附录中的B项。
D:I/O BETA报警具体内容在I/O BETA LINK书中的128页。
E:美国格里森机床的软件安装较特出:160I系统要看是否是分离型的,若是请在装有HSSBD的板上将SW1旋钮转到0位,1位为系统启动直接进入格里森公司的界面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工中心机床圆盘式刀库
发那科系统PMC的编程技术
安庆长谷川数控机床有限公司 雷晓鹏
北京发那科机电有限公司 胡 年
自动换刀机构(ATC)是数控机床易发生故障的地方。
本文介绍PMC的编程思路和方法,供大家讨论。
此程序自2004年始已在数百台加工中心运用。
一、基本规则
1、刀具在D0000到D0032登录。
D0000登录主轴刀具号,D0001到D0032登录刀套内刀具号,在此假定刀库容量为32把刀。
2、执行T码时,刀库中T码刀具旋转到换刀口位置,在刀库旋转过程中,程序自动加工运行不中断,称之为预选刀。
3、M6执行换刀过程,执行前,Z轴必须回第一参考点,即 G91 G28 Z0或 M19 G91 G28 Z0。
4、允许的大径刀(如面铣刀)直径不容许超过普通刀具(以下简称:小径刀)最大直径的二倍,否则大径刀之间随机交换会撞刀。
刀具重量不能超过刀库容许重量。
大径刀刀具号设定规则:大径刀的相临两侧刀套内必须为空,空刀套的刀具号自动设定为99(也可设定其他数字,PMC识别为空刀)。
D100内设定大径刀个数,小径刀刀具号必须大于大径刀个数乘2加1。
初始设定主轴刀具号D0000必须是小径刀刀具号。
5、大径刀具交换规则:小径刀可放进大径刀刀套内,大径刀不可放进小径刀刀套内。
主轴小径刀与刀库小径刀交换,一次性换刀;
主轴大径刀与刀库大径刀交换,一次性换刀;
主轴小径刀与刀库大径刀交换,一次性换刀,小径刀放进大径刀刀杯套内;
主轴大径刀与刀库小径刀交换, 第一次将原大径刀刀套内的小径刀换到主轴上,第二次再进行小径刀之间的交换。
以上交换规则PMC自动识别换刀。
6、在刀库运行中发生停电等故障,具备中断点记忆和用按键操作恢复功能。
有完善的电机保护和报警操作提示。
7、以上自动刀具交换(ATC)动作本文介绍的都用PMC完成,读者也可用宏程序和PMC结合编程实现。
二、PMC程序框图
三、详细介绍刀库盘旋转部分PMC程序和说明
1、准备工作
自动换刀部分反馈信号:
R30.0=1 主轴抓刀反馈;
R30.1=1 主轴松刀反馈,延迟0.2秒是消除信号反馈传感器安装误差,其它信号反馈延迟道理相同;
R30.2=1 刀杯上(水平位置)信号反馈;
R30.3=1 刀杯下(刀具垂直向下位置)信号反馈。
R30.4=1 抓刀机械手在原点位置;
R30.5=1 抓刀机械手在抓刀位置;
K2.6=0 德士换刀结构1型、K2.6=1 德士换刀结构2型;
抓刀反馈
松刀反馈
刀杯上反馈信号
刀杯下反馈信号
K2.6:德士换刀结构
K0.5和K2.5设定常用刀库容量,刀杯计数器用C0。
X9.7是刀杯计数传感器,R32.1为整形计数脉冲。
R0.4开机延迟0.5秒后等于1,如没有,在X9.7=1的故障情况下开机,有一个R32.1脉冲, C0(CTR)会自动加1或减1计数,而产生刀杯位置错误。
K11.4和K11.5为刀库正反转
保持信号。
在D100中设定要使用的大径刀具个数,D104=D100*2+1是最后一个空刀杯,大于D104的刀具号为小径刀具号,小于等于D104的刀具号为大径刀具号。
如不用大径刀,设定D0100=0。
以下是根据D100所设定的大径刀数量,自动将99送到大径刀杯相邻的空刀杯中去。
刀具号99表示空刀杯,空刀杯号1、3、5 …… 。
…… ……
……
2、T码到达准备
A0.7和A1.2为换刀机械手和计数器报警;R55.4为T码等于0或99报警;R32.5是刀具表中没有此T码报警;R32.6是T码刀具在主轴上.延迟0.2
秒给PMC判断时间, 条件满足后T码完毕。
在不是主轴大径刀同T码小径刀交换(K10.6≠1)的情况下,T码放到D82(BCD)。
并做一些判断,T码等于0或99时报警。
R54.2=1,主轴小径刀同刀库大径刀交换的判断,此时将主轴小径刀号存到D106中,为以后主轴大径刀同T码小径刀交换做准备。
K10.6=1是主轴大径刀同刀库小径刀交换,T码放到D108,把原来放到大径刀杯的小径刀D106送到D82,进行第一次交换,换刀后,主轴刀具是小径刀(D0=D106)。
第一次交换完毕后(R55.6=1),再开始主轴小径刀同T码D108小径刀进行第二次交换,此时把D108放到D82中,进行二次换刀。
二次换刀结束后D0=D108,T 码在主轴上。
3、刀库盘旋转
刀杯号寻找:经过以上T码到达后的准备工作,在各种情况下寻找的刀具号都放在D82中,刀具D82的刀杯号在D86中。
当D86的刀杯号等于换刀口位置计数器C0时(R32.7=1),刀库盘旋转位置到达。
R32.5是T码在刀具表中未找到报警。
R32.6是刀具以在主轴上。
刀位置(R32.7=1),刀库旋转停止(R33.0=0)。
刀库旋转分两种情况:
a)K10.6=0 和R55.6=0;不是主轴大径刀换小径刀。
b)K10.6=1 和R55.3=1;主轴大径刀换小径刀,第一次旋转到大径刀杯
内的小径刀的位置换刀。
R55.6=1 和R55.2=1;第一次换刀后结束主轴已是小径刀,再旋转到
T码小径刀具的位置。
刀库就近旋转方向判断
自动模式下,R32.7=1时,寻找的刀具到位,旋转停止。
手动模式下,按一次键(X29.0或X29.1),刀库旋转一个刀杯位置停止。
K11.4和K11.5是在旋转未到位的情况下信号保持。
如果旋转未到位时发生停电等故障再重开机后,此信号保持并给予报警,同时指示灯(Y25.0或Y25.1)闪烁。
按相应键(X29.0或X29.1)使刀库旋转到位(X9.7=1),故障恢复。
刀杯上动作:
手动模式下,按一次键(X29.0或X29.1),刀杯上后刀库再旋转。
自动模式下,有刀库旋转信号R33.0=1时刀杯上。
刀杯下动作:自动模式下,M6换刀指令到达和换刀过程中(R29.5=1)刀杯下并保持。
机床停电不用时,刀杯有可能停在中间位置,此时给一个开机脉冲(R0.1)使刀杯向上(R29.6)。
如果已在上下位置,也顺便给一个脉冲(R29.6或R27.7)保持原来状态。
四、简要介绍M6指令到达机械手换刀部分和故障恢复的PMC程序
1、换刀前准备
Z轴已回换刀点,如未完成,产生操作异警Z AXIS NO HOME,程序中断。
需更正程序,在M6前加 G91 G28 Z0 。
刀具在换刀位置,如未完成M06等待刀库盘旋转到位。
在执行M06 换刀步骤过程中,Z轴自动锁定。
M06执行结束,Z轴锁定自动取消。
M06到达R15.3=1,用R34.1=1去执行刀杯向下和主轴定位。
当R34.2=1时,自动换刀前准备完毕。
2、换刀步骤
采用步进式编程,分为六步:
1) 刀臂旋转,抓将要交换的两把刀具;K10.0=1
2) 主轴松刀和吹气; K10.1=1,K10.0=0
3) 刀臂旋转180度,两把刀具交换; K10.2=1,K10.1=0
4) 主轴停止抓刀和吹气; K10.3=1,K10.2=0
5) 数据交换; K10.4=1,K10.3=0
6) 刀臂旋转,回初始位置. K10.5=1,K10.4=0;当K10.5=0时,换刀结束。
下面介绍第一、第二步,其余读者可自行分析编程
机械手驱动
松刀驱动
R29.5=1是换刀过程中,用此信号进行Z轴自动锁定。
R41.3=1,M6换刀结束信号。
3、换刀过程中,如果出现紧急停止,总电源故障等问题,换刀过程中断的处理。
重新开机和释放紧急停止按钮。
开机后会显示信息: RESTORE MAG,STEP BY STEP,BE CAREFUL!
同时Z轴已自动锁定,在各种模式下都不可移动。
主轴未定位,主轴刀具处于夹紧状态,机械刀臂处于中断停止位置。
R36.0是恢复换刀中断的条件:打开PMC软开关(RST MAG ON)、选择手动位置、 打开操作面板程序编辑钥匙开关。
如果刀臂不在卡住刀具位置,按下主轴定位按钮,执行主轴定位。
点动刀库盘正转键(X29.0),产生脉冲R36.2从中断的K码保持的位置起,一个脉冲执行一步,从中断处一步一步地向下执行换刀动作,直至完成。
具体原理可参考本节:2、换刀步骤,第一、第二步程序自行分析。
五、刀库部分的电机保护PMC程序和说明
A1.7是刀库盘旋转马达的过电流继电器(X1.1)保护动作。
A3.5刀库盘旋转时,相邻刀杯在2.5秒内未到位(没有记数脉冲)出现此异警。
出现此异警时同时切断旋转马达输出点(Y0.4=0 & Y0.5=0),既马达停止供电。
A1.5是刀臂旋转马达的过电流继电器(X1.2)保护动作。
A3.6是换刀过程中当换刀臂旋转时,任何一步刀臂动作在2秒内未到位时出现此异警。
出现此异警时切断刀臂旋转马达输出点(Y0.6 =0),既马达停止供电。
通过以上保护,几年来数百台机床运行以来,刀库部分电机无一烧毁。
其余部分保护,只要可找到反馈信号,都可以参照编写。