基于ALE方法的二维超声振动切削仿真
基于ALE方法的金属切削三维动态数值模拟_吴加荣
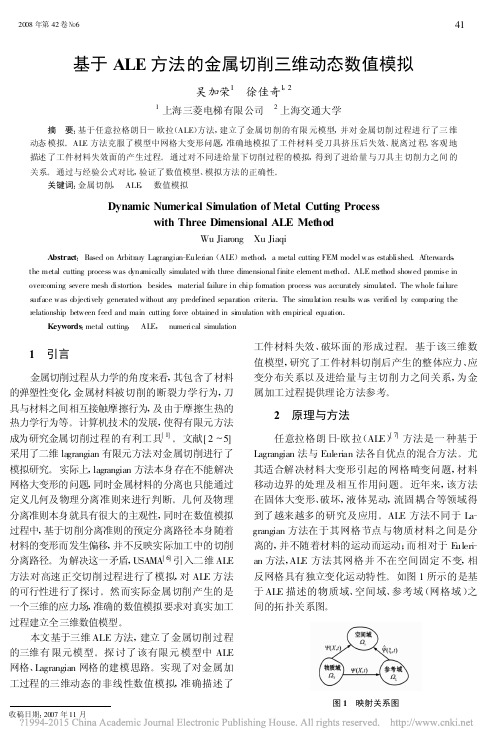
图 8 X 向切削力
为进一步研究刀具进给量对刀具受力的作用关 系 , 图 9 给出了进给量分别为 0 .1mm 、0 .3mm 、0 .5mm 时的刀具主运动方向上的受力对比 。
44
工 具技 术
图 9 不同进给量下 X 向主切削力对比
图 9 中不同进给量下 , 主切削力稳定值处于不
同水平 , 具体对应值如表 1 。
为同时考虑两种硬化 。
图 2 弹塑性应力应变曲线
3 模型建模及结果分析
曳引轮作为电梯升降动力系统中的重要部件 , 其加工质量的好坏关系到能否给钢丝绳提供足够的 摩擦力带动电梯轿厢的上下运行 ;能否保证滚动时 圆周方向较小的跳动 , 并保证轿箱的平稳运行 。 本 文以加工一曳引轮作为实例进行数值模拟分析 。图 3 所示为待加工工件 。
F t <μF n 两接触体相互间没有错动 ;当 F t =μ F n 是开始发生相对滑动 。 其中 F t 为接触表面切 向力 , Fn 为接触面法向压力 , μ为摩擦系数 。 为使 得刀具与工件之间接触充分 , ALE 单元 、lagrangian 单 元的网格划分应具有相当的精细度 。在保证模型分 析精度的基础上 , 为节约计算时间 , 在模型的非接触 区 , 其网格密度自然过度减小 。刀具作为硬质合金 , 其在加工过程中的变形非常微小 , 因此将刀具以刚 体壳单元处理 。 总模型规模为 :实体单元 161700 , 壳 单元为 6570 , 节点数为 180318 。
表 1 主切削 力稳定值对比
进给量/mm
0 .1
0 .3
0 .5
主切削力/ N
290
590
1000
以表 1 中进给量为横坐标 , 主切削力为纵坐标 , 得到如图 10 所示进给量与主切削力关系图 。 图 10 显示了进给量与主切削力之间存在近似一次线性关
基于ALE方法的金属切削过程有限元研究
基于ALE方法的金属切削过程有限元研究李智;李俊涛;张永军【摘要】ALE方法是结合拉格朗日法与欧拉法特点的一种网格自适应方法,在金属切削过程的有限元模拟中,该方法可及时对网格进行重新划分,保证分析中网格的质量.ABAQUS软件内嵌有ALE技术.论述了ALE网格划分区域的控制及ALE过程的控制,对40CrNiMo材料的切削过程进行了模拟仿真.【期刊名称】《现代制造技术与装备》【年(卷),期】2013(000)001【总页数】3页(P16-17,21)【关键词】金属切削;ALE;有限元【作者】李智;李俊涛;张永军【作者单位】陕西国防工业职业技术学院机械工程学院,西安710300【正文语种】中文在金属切削研究领域,常利用有限元软件模拟切削过程以获得关于切削应力、应变等变量的精确数值解。
这种方法已成为该领域研究的重要手段。
1 Lagrange方法与Euler方法有限元分析中常用的计算方法有拉格朗日(Lagrange)方法和欧拉(Euler)方法。
拉格朗日法适用于固体变形的分析,它设法追踪每一个质点的运动过程,描述出它的位置随时间的变化,其所描述的网格单元与所分析的结构是一体的,因此分析结构的形状变化和单元网格的变化完全一致,单元之间不会出现物质流动。
这种算法较适合用在无约束的切屑边界成形和接触长度确定的切削仿真研究中,而用于处理大变形问题时将会出现严重的网格畸变现象,导致计算困难甚至中止。
欧拉法适用于流体的运动分析,它设法描述每一个空间点上的运动随时间的变化,所分析的物质结构与所划分的网格是独立的。
在使用欧拉法计算过程中,网格的形状、大小及空间位置不变,物质在网格之间流动,因此对物质边界的捕捉是困难的,金属切削研究中多用于模拟稳定切削状态下刀尖周围的切屑流动。
2 ALE方法金属切削过程中,局部区域的材料产生高温和大变形,属于几何非线性问题。
部分单元严重变形、扭曲,甚至发生网格畸变,严重影响计算结果的精确度,并可能导致运算中止。
《SiCp-Al复合材料超声振动微铣削数值模拟及试验研究》范文

《SiCp-Al复合材料超声振动微铣削数值模拟及试验研究》篇一SiCp-Al复合材料超声振动微铣削数值模拟及试验研究一、引言随着现代制造业的飞速发展,对材料加工的要求也越来越高。
SiCp/Al复合材料以其独特的物理和机械性能,在航空、汽车、电子等领域得到了广泛应用。
然而,由于其硬度高、韧性大,传统的加工方法往往难以满足高精度、高效率的加工需求。
因此,研究SiCp/Al复合材料的加工技术具有重要的现实意义。
本文通过数值模拟和试验研究的方法,对SiCp/Al复合材料的超声振动微铣削技术进行了深入探讨。
二、SiCp/Al复合材料特性及加工难点SiCp/Al复合材料是一种以铝基体为主,添加了碳化硅颗粒的复合材料。
其具有高硬度、高强度、耐磨损等优点,但同时也具有加工难度大的特点。
由于碳化硅颗粒的存在,使得材料的脆性和韧性并存,给加工带来了极大的挑战。
此外,SiCp/Al复合材料的导热性差,加工过程中易产生热量积累,导致材料烧伤和加工表面质量下降。
三、超声振动微铣削技术原理及优势超声振动微铣削技术是一种将超声振动技术引入到微铣削加工中的新型加工方法。
通过在铣削过程中引入超声振动,可以有效地降低切削力,提高切削效率,同时改善加工表面的质量。
此外,超声振动还可以有效地抑制切削过程中的热量积累,降低材料烧伤的可能性。
四、数值模拟研究本文采用有限元分析软件对SiCp/Al复合材料的超声振动微铣削过程进行了数值模拟。
通过建立合理的有限元模型,模拟了不同工艺参数下(如切削速度、进给量、切削深度等)的切削力、切削温度、材料去除率等关键参数的变化规律。
结果表明,在合理的工艺参数下,超声振动微铣削可以显著降低切削力,减小切削温度,提高材料去除率。
五、试验研究为了验证数值模拟结果的准确性,本文设计了一系列的试验研究。
通过改变切削速度、进给量、切削深度等工艺参数,观察不同工艺参数对加工表面质量、切削力、切削温度等的影响。
试验结果表明,与传统的铣削方法相比,超声振动微铣削可以显著提高SiCp/Al复合材料的加工效率和质量。
Abaqus切削仿真常见问题及其解决个人总结

切削仿真常见问题及其解决2014年10月17日14:03【关于截面定义】1.进行二维切削仿真时,定义的截面属性要勾选平面应变应力厚度,而且一定要将默认值1改为实际要仿的切削深度(对于车削,为径向车削深度)尤其是以米为单位时。
1.网格过度变形(mesh distorted exessively):可能原因有:切屑分离临界值定义过高;材料参数数量级错误;如果定义了ALE可以减小remeshing frequency的值从而提高网格重划分频率。
ERROR: There are a total of 7 excessively distorted elementsThe following checklist may be helpful in diagnosing the error:1. Check contact definitions for problems such as excessive initialoverclosure or unrealistic tied definition between contact pairs.A vector plot of velocities or accelerations will usually help toidentify contact problems.2. Check stiffness (elastic modulus) and mass (density) definitions forconsistent units and verify that the combination is reasonable.3. Check for poor mesh definition.4. Check the boundary conditions for an excessive loading rate. The*DIAGNOSTICS, DEFORMATION SPEED CHECK=DETAIL option may be used to obtaindetailed diagnostics information.5. Check the current status of the structure to see if it hastotally failed.6. A dashpot or a very stiff spring may cause the analysis to go unstable. The *DYNAMIC, DIRECT option may be used to control the time increment directly.2.发现有网格剧烈变形呈突刺状:碰到过的原因有两种:1)field output中没有勾选state里面的STATUS变量,突刺状网格实际上是已经破坏掉的网格,勾选status变量可以使已破坏的网格不显示。
ALE有限元法解二维自由面流体大晃动问题

ALE有限元法解二维自由面流体大晃动问题
孙江龙;叶恒奎
【期刊名称】《华中科技大学学报:自然科学版》
【年(卷),期】2002(30)11
【摘要】从Navier Stokes方程和连续性方程出发 ,在ALE描述下 ,用四边形单元对所求区域加以划分 ;并借助于Galerkin加权余量法导出相应的有限元方程组 ,在有限元计算中速度和压力均采用四节点线性插值函数 ;通过二维自由面流体大晃动问题实例的计算 ,给出相应的计算结果 ,阐明了该方法的优越性和局限性 .
【总页数】3页(P80-82)
【关键词】二维自由面流体;ALE有限元法;大晃动;线性插值;液舱;晃动载荷;运输安全
【作者】孙江龙;叶恒奎
【作者单位】华中科技大学交通科学与工程学院
【正文语种】中文
【中图分类】U661.321
【相关文献】
1.基于流体速度势的非线性晃动问题的ALE有限元分析 [J], 陈建平;周儒荣;万水
2.任意的拉—欧边界元法解大晃动问题 [J], 刘志宏;黄玉盈
3.解流体动力弥散问题的等参数溶质质量均衡有限元法... [J], 郭东屏
4.有限元法解一维杆单元、热传导和流体流动问题的相似性比较 [J], 王铭明;胡圣
明;于浩;汪晨
5.用拉格朗日法求二维带自由面流体数值解 [J], 张新龙;叶恒奎;石仲坤;王赤忠因版权原因,仅展示原文概要,查看原文内容请购买。
基于超声振动辅助车削的建模与仿真研究
Modeling and Simulation 建模与仿真, 2023, 12(2), 1512-1522 Published Online March 2023 in Hans. https:///journal/mos https:///10.12677/mos.2023.122141基于超声振动辅助车削的建模与仿真研究钱兆峰,王 艳上海理工大学机械工程学院,上海收稿日期:2023年2月13日;录用日期:2023年3月21日;发布日期:2023年3月28日摘要超声振动辅助车削相对于传统车削加工有提高车削效率、提高刀具使用寿命、提高材料加工表面完整性等优点。
本文分析了车削加工中的振动机理,阐述了超声振动对传统车削加工的影响,同时以钛合金(TC4)为研究对象,基于振动学理论,建立了一种表征传统车削振动系统的解析模型,并使用ABAQUS 软件建立了二维车削有限元切削仿真模型,开展了传统车削与超声振动辅助车削两种工艺的TC4切削仿真模拟。
仿真结果表明,当超声振幅在4 μm~12 μm 内时,超声振动辅助车削加工相较于传统车削加工,刀具受到的径向力下降了11.4%~20%,TC4加工表面最大压应力下降了7.8%~19.4%,且加工表面压应力和径向力均随着超声振幅的提高而下降。
关键词车削,钛合金(TC4),超声振动,ABAQUSModeling and Simulation Research Based on Ultrasonic Vibration Assisted TurningZhaofeng Qian, Yan WangSchool of Mechanical Engineering, University of Shanghai for Science and Technology, ShanghaiReceived: Feb. 13th , 2023; accepted: Mar. 21st , 2023; published: Mar. 28th , 2023AbstractCompared with traditional turning, ultrasonic vibration assisted turning has the advantages of improving turning efficiency, improving tool life and improving surface integrity of material processing. In this paper, the vibration mechanism in turning is analyzed, and the influence of ul-trasonic vibration on traditional turning is expounded. At the same time, taking titanium alloy (TC4) as the research object, an analytical model characterizing the vibration system of traditional turning is established based on the theory of vibration. The two-dimensional turning finite ele-ment cutting simulation model is established by using ABAQUS software, and the TC4 cutting si-钱兆峰,王艳mulation of traditional turning and ultrasonic vibration assisted turning is carried out. The simu-lation results show that when the ultrasonic amplitude is within 4 μm~12 μm, compared with the traditional turning, the radial force of the tool is reduced by 11.4%~20%, and the maximum com-pressive stress of the TC4 machined surface is reduced by 7.8%~19.4%. The surface compressive stress and radial force decrease with the increase of ultrasonic amplitude.KeywordsTurning, Titanium Alloy (TC4), Ultrasonic Vibration, ABAQUSThis work is licensed under the Creative Commons Attribution International License (CC BY 4.0)./licenses/by/4.0/1. 引言钛合金(TC4)是一种难加工材料,具有材质较轻、强度硬度高、耐热性强、抗腐蚀性好等优点[1]。
基于超声椭圆振动辅助车削的铝合金表面微织构仿真
基于超声椭圆振动辅助车削的铝合金表面微织构仿真曹腾;路冬;舒嵘;彭国文;吴勇波【摘要】针对需要切削成形的零件,提出了在完成零件车削的同时获取微织构表面的加工方法,即超声椭圆振动辅助车削表面微织构方法.对铝合金材料构建了反映微织构表面的理论模型,以此为依据对表面微织构进行了仿真,将仿真获得的微织构单元尺寸与实验获得的微织构单元尺寸进行比较,验证了仿真模型的正确性.分析了加工参数对微织构几何尺寸的影响,给出了微织构单元几何尺寸的具体算法以及微织构单元在工件表面的排列算法,为表面微织构几何参数的优化提供了依据.【期刊名称】《陕西师范大学学报(自然科学版)》【年(卷),期】2018(046)004【总页数】8页(P50-57)【关键词】表面微织构;超声椭圆振动;车削;仿真;铝合金【作者】曹腾;路冬;舒嵘;彭国文;吴勇波【作者单位】南昌航空大学航空制造工程学院,江西南昌330063;南昌航空大学航空制造工程学院,江西南昌330063;南方科技大学机械与能源工程系,广东深圳518055;南昌航空大学航空制造工程学院,江西南昌330063;南昌航空大学航空制造工程学院,江西南昌330063;南方科技大学机械与能源工程系,广东深圳518055;南昌航空大学航空制造工程学院,江西南昌330063【正文语种】中文【中图分类】TG501微织构表面是一种具有微几何的功能型工作表面,相对于平滑的表面,微织构表面具有改善润滑状态减摩耐磨[1-4]、增强润湿性[5-6]等诸多优点,被广泛应用于汽车、机械、航空航天等领域。
为提高微织构表面的性能,微织构的几何设计及加工至关重要。
目前,国内外采用的微织构加工技术有激光加工 [7-8]、聚焦离子束加工[9]、电火花加工[10]等,这些微织构加工技术都是在零件加工成形后再对零件表面加工,属于二次加工,增加了额外生产成本,延长了生产周期。
对于需要切削成形的零件可采用超声椭圆振动辅助切削,此方法中表面微织构加工与车削可以同时进行。
7075-T6铝合金超声振动车削有限元仿真及实验研究开题报告

7075-T6铝合金超声振动车削有限元仿真及实验研究开题报告一、研究背景及意义:随着现代制造业的不断发展,对高精度、高效率、高质量加工技术的要求不断提高。
因此,超声振动车削技术成为一种重要的高精度加工技术,它以超声波振动为主要驱动形式,在车削时产生的振动可以有效地降低剪切力和摩擦力,减小加工表面粗糙度,提高加工精度和表面质量。
同时,超声振动技术可以加速切削流体在加工区的循环和散热,使得加工温度得到有效的控制,延长切削刀具寿命。
在航空航天、汽车制造、机械制造等行业,超声振动车削技术已经被广泛应用。
本研究将以7075-T6铝合金为研究对象,探索超声振动车削技术对该材料的加工性能以及表面粗糙度的影响。
并运用有限元仿真技术对加工过程中的动态变形和温度变化进行分析,为实践中的加工工艺提供指导和优化。
二、研究内容:1. 7075-T6铝合金超声振动车削的实验研究:包括振动频率、振动幅度、进给速度、切削深度等参数的设定与调节,记录切削力、表面粗糙度等加工参数。
2. 7075-T6铝合金超声振动车削的有限元仿真研究:基于ABAQUS 软件对车削过程中的动态变形和温度变化进行建模和分析,优化振动频率、振动幅度等工艺参数,提高加工效率和精度。
三、研究方法:1. 实验研究方法:采用数控车床进行超声振动车削试验,对不同工艺参数下的加工参数进行记录和分析。
2. 有限元仿真方法:使用ABAQUS软件对车削过程进行建模和分析,包括对车刀、加工件和夹紧设备进行建模和网格划分,以及对车削过程的位移、应力、温度等进行仿真分析。
四、预期成果:通过本研究,可得到7075-T6铝合金超声振动车削的加工力学特性和表面质量变化情况,探索超声振动车削在该材料上的应用潜力,为相关行业提供指导和优化;同时,运用有限元仿真技术对该加工过程进行仿真,获得动态变形和温度变化等参数数据,并对车削参数进行优化,提高加工效率和精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
利 于实现 TC4钛合金 的高精度加工 j。 以往 大多 数 研 究 假 设 刀 具 是 锋 利 的 ,忽 略 了钝
圆半 径 的 影 响 。最 近 几 年 把 钝 圆半 径 大 小 考 虑 其 中 ,对 有 限 元 模 拟 切 削 加 工 进 行 了有 效 延 伸 。 Kai Yang对微 铣 削过 程进 行 模 拟 加 工 ,得 出 随 着钝 圆半 径 的增加 切 削力 降低 ,等 效 应 力 和温 度 小 幅度 降低 , 并证 明钝 圆半 径 对 微 切 削 温 度 分 布 有 重 要 影 响 -o 。 K.c.Ee在不 使用 切削 分离 准则 条件 下 ,分 析 了钝 圆 半径 对残 余应 力 的影 响 。Zhang Xinquan分 析 了钝 圆半 径对 椭 圆振 动 过 程 表 面形 成 过 程 影 响 ,得 出 随 着钝 圆 半 径 的增 加 ,切 削 方 向 表 面 粗 糙 度 降 低 。 但并 不是 钝 圆 半 径 越 大 越 好 ,钝 圆 半 径 对 温 度 和 残 余应 力也 有重 要影 响 。
Abstract:This article ,using the Arbitrary Lagrangian—Eulerian method,develops the finite element model of ultrasonic elliptical vibration cutting,to simulating the effect of ultrasonic vibration on cutting.M eanwhile study the influence of th e round radius on the cutting temperature and the residual stress. W e can conclude from the results that the instantaneous m axim um temperature of the workpiece increases with the increase of vibration f requency increase with the decrease of the first.increase faster rate than the rate of decrease.The Vibration frequency affects only the size of the residual stress value,less influence the stress layer thickness; The thickness of t h e residual com prehensive stress rem ain constants w ith the increase of the round radius . tensile stress in the layer thickness decreases.the m axim um tensile stress iS reduced. K ey words:arbitrary lagrangian—eulerian m ethod;elliptical vibration;vibration  ̄equency
TWO.dim ensiOilal Ultrasonic Vibration Cutting Sim ulation Based on the ALE M ethod Z0NG Chang—sheng .ZHENG Hua—lin.PU Xin—ming
(School of Mechanical and Electrical Engineering,Southwest Petroleum University,Chengdu 610500,China)
0 引言
钛 合金具有 质量 轻 、强度 高 、耐 腐 蚀性 好 等优 点 , 在汽车发 动机系 统 中有 着 广泛 应用 ,能够提 高 发动 机 转速 和输 出功率 。但 是其硬度 高 、导热系数 小 、切 削温 度高 ,属 于典型 的难 加工 材料 。超声 椭 圆振 动 加工 是 一 种新 型 加 工 技 术 ,该 技 术 由 日本 学 者 Moriwaki和 Shamoto提 出 ,通过超声 振动系统 在两个方 向同时施 加振动 ,使 得刀具切 削 刃在 切削 加工 中产生类 似 椭 圆 轨迹 的振 动 。与传统切 削加工相 比,它具有切 削力 小 、 表面精度 高 、延 长 刀具 寿命 等 优 点 。Maetal发 现 椭 圆 振动技术 中吃 刀抗 力 与传统 的切 削加 工 相 比降 低 了 1/50,而且加工 表面 的形 状 误差 可 以达 20am ,而且 椭圆振动加 工能够有效 抑制毛刺 的产生 [ 。王跃提 出 一 种在两个相互 垂直方 向 同时激励 的新 型超声 椭 圆振 动切削结 构 ,并 分析 了实 现 振 动 方式 的转 换 机 理 。 何 俊通过 ABAQUS软 件 对超 声 椭 圆振 动进 行 有 限元 仿真 ,得 出椭圆振 动切削可 以进 一步改善 切削条件 ,有
NO.4 Apr. 2016
基 于 ALE方 法 的 二维 超声 振 动 切 削仿 真 冰
宗 昌 生 ,郑 华林 ,蒲 新 明 (西 南石 油大 学 机 电工程 学院 ,成都 610500)
摘要 :文 章应 用任 意拉格 朗 日方 法 (ALE)建 立超 声 椭 圆振 动 切 削有 限元模 型 ,模 拟 超 声振 动对 切 削 加 工的影 响 。 同时还对钝 圆半径 对切 削温度 和 残余应 力的影 响进 行模 拟 研 究 。从 结果 可以看 出 :工 件 瞬 时最 高温度 随着振 动频 率 的增 加 先减 小后 增 大 ,增 大速 率 比减 小速 率 快 ;振 动 频 率 只 影 响残 余 应 力值 大小 ,对应 力层厚 度 影响较 小 ;随着钝 圆半径 的 增加 ,残余 压 应 力层 厚 度基 本 不 变 ,而拉 应 力 层厚 度 减 小 ,最 大拉 应 力也 随之 减 小。 关键 词 :ALE;椭 圆振动 ;振 动频 率 中图分 类号 :TH166:TG659 文献标 识码 :A
第 4期 2016年 4月
组 合 机 床 与 自 动 化 加 工 技 术
M odular M achine Tool& Autom atic M anufacturing Technique
文 章 编 号 :1001—2265(:10.13462/j.cnki.rnmtamt.2016.04.020