注塑机机械手程序教材
注塑机机械手说明书

注塑机机械手说明书3、编程3 程序编辑3.1命令说明开机正常后进入归原点画页没有任何警报,按键归原点,归原点正常后进入下面画页按键返回至如下按键3-1 File:CNC4-3C3、编程按“教导”键进入编辑画页。
3.1.1编辑器说明删除一行程序创建一个新程序剪下一行程序复制一行程序贴上复制一行程序或剪下一行程序。
光标移到下一行换到下一页换到最下一页换到最上一页光标移到上一行换到上一页把程序内容显示扩大3-2 File:CNC4-3C3、编程编辑各功能键说明3.1.2教导指令1)直线(轴直线运动操作)按键进入各轴直线运动操作。
轴操作有两种方式,第一、直接通过数字键盘输入各轴位置;第二、通过右边各轴寸动键操作到所需位置,按左边“MX”等一个键把当前位置设到对画框内。
如果要全部设入,按键。
当通过数字键盘输入各轴位置时,一定要注意所设定值是否安全。
3-3 File:CNC4-3C3、编程2) 速度按键进入速度设定。
3) 计时按键进入延时功能设定。
3-4 File:CNC4-3C3、编程4)一般I/O按键进入侧姿回正等选择。
5) 成型I/O按键进入成型相关条件设定。
3-5 File:CNC4-3C3、编程6) 治具I/O按键进入治具相关功能设定。
7) 周边I/O按键进入周边相关功能设定。
3-6 File:CNC4-3C3、编程8) 回圈按键进入循环功能设定。
9) 跳跃按键进入跳转功能设定。
3-7 File:CNC4-3C3、编程10) 停止按键进入程序完成设定。
11) 宏按键进入调用已经编好的子程序。
编号为0~99共100个。
3-8 File:CNC4-3C3、编程12)堆叠按键进入装箱取物功能设定。
编号为0~3共4个。
13)运算按键进入相关功能设定。
此功能在高阶编程内做详细说明。
为变数。
3-9 File:CNC4-3C3、编程3.1.3编辑新程序1)程序保存归完原点后进入如下操作页面点击按钮,屏幕下方显示如下菜单单击,进入教导画面3-10 File:CNC4-3C3、编程点击档案按钮进入如下画面按钮,切换到如下画面在此页点击3-11 File:CNC4-3C3、编程点击模具编号空白框,弹出输入键盘如下输入模具编号,点击,再点击保存按钮。
注塑作业标准书(SOP)

1.将自检OK后产品放入包装箱/包
装篮子内
5
包装
2.依据不同型号定义其包装数量 (注:包装数量不可有严重挤压
而导致变形)
3.标签与实物一致
产品目视自检 图三:
图二: 按(正面)统一方向摆放 图四:加工-清除脏/油污
1.顶针位不可高出平面,水口位不可
凸出、须平整
6
品质要求 (自检项目)
2.表面无明显的毛边、缩水、缺胶 烧焦、变形、脏/油污等不良现象
3.按产品型号要求进行包装
4.型号不同不可有混装
特殊情况处理: 1. 如机器出现报警声,应按”手动键”. 2. 遇到紧急危险时应立即按下”红色”紧急停电. 3. 重新启动”油泵”键后应过”30”秒后才能操作机器. 备 注:
修订记录
产品包装/标识 图五:
3.注塑机机械手 3.机械手夹产品自由放入夹具架上
图示说明
2
产品脱落
产品脱落后按(正面)统一方向摆 放
依首件样板及胶框SIP检验
图一: 取产品/自动脱落
3 产 品 自 检 1.外观检验:毛边、缩水、缺胶、 烧焦、变形、脏/油污等
2.注:不良品放置水口箱内报废
1.使用白布清除脏/油污(轻微脏/ 4 产 品 加 工 油污时不必清除可待超声波清洗)
如:毛边、缩水、缺胶、 烧焦、变形、脏/油污等
图五:品质要求注意事项
序号
修订内容
修订者
1
2
3
制 定 人:吴 胜/2018-5-10
审 核:核 准:来自东莞市昱显电子科技有限公司
注 塑 标 准 作 业 指 导 书 (S0P)
版本号: YX-WI-A-006
检验环境: 1.光源:600-1000LUX 2.距離:a.眼睛距產品40-45cm b.燈光距產品0.6-1m 3.角度:眼睛距產品30-45度角
KM(克劳斯玛菲)注塑机操作教材

K M RAUSS- AFFEI injection machine
机器预设 测定/推荐值 资料储存 打印设置 机器预设定 客户资料设定 写字板
预启动
周期循环 时间概述
生产数值 功率计算
事件时间 机器概况
质量监控 实际循环值 监控设定 曲线图 1-3 实测曲线图
生产值储存/打印 循环值选择
8- 设备出厂登记 9- 吊起受力点 10- 最小模厚标识 11- 重要部件保护警告 12- 加热危险部件警告 13- 塑化装置主要参数
KN123 03.99 (GB) MC4 ©
Page 4 of 63
© KRAUSSMAFFEI
Kunststofftechnik
K M RAUSS- AFFEI injection machine
KN123 03.99 (GB) MC4 ©
Page 3 of 63
© KRAUSSMAFFEI
Kunststofftechnik
K M RAUSS- AFFEI injection machine
1- 设备的结构组成
1-1 各种标识
1- 禁止踩踏 2- 气体标识及警告(3) 4- 储能器承受压力 5- 电力危险标志 6- 主电源开关 7- 设备主要负荷参数
2-4-37 密码设置………………………...33
2-2 操作界面………………………..7
2-4-38 密码定义………………………...33
2-3 功能按键说明………………….8-9 2-4-39 系统校准………………………...34
2-4 设置页面说明…………………10
2-4-40 系统诊断………………………...35
艾尔发注塑机机械手使用说明

2.操作说明2.1 开机启动程序流程1、检查气源是否接上;2、检查IMM联机是否接上;3、检查紧急停止是否正常;4、将总电源开关转向ON;5、将控制面板控制电源开关转向ON;6、再按下电源开关,系统电源自保ON;7、等后操作画面显示为系统正常后进入归原点画页:8、依划面显示指示,按Home 键,系统开始归原点;9、若有异常发生(会碰撞机构),可按停止键立即停止动作后,需关电源并重新启动电源;10、归原点完成,表示系统已经正常,画面自动切至手动操。
2.2 关机程序流程1、机器已停止各项操作后;2、将控制面板控制电源开关转向OFF;3、将总电源开关转向OFF;4、开启机器电源与关闭机器电源间隔不可过短,至少要一分钟以上时间,否则会减短控制系统寿命。
2.3 IMM信号处理说明1、安全门信号:当IMM信号OFF则机器立即停止动作。
2、紧急停止信号:当紧急停止信号OFF则机器立即停止动作。
3、全自动信号:机器自动运转需配和IMM自动信号ON,若IMM自动信号由ON→OFF则机器运转动作完成后立即退出。
机器手动操作须将要IMM自动信号OFF否则机器无法手动操作。
2.4归原点动作说明在此画面可以调整归原点时速度,侧姿状态,先后循序。
正臂上下归完原点后侧姿执行侧姿还是回正由此选择。
键把归原点速度按不同比例降低键把归原点速度按不同比例升高。
选择归原点个轴先后循序。
正常情况下先MZ,SZ再Mx,Sx,最后Y轴。
归原点循序更改一定要注意各轴安全。
发现归原点如果与模具等有干涉,进入手动画页,操作到安全位置后再归原点。
开机后警报或警告处理完成,按此键。
机器正常,按此键归原点。
系统归原点中。
归完原点后切至手动画页。
2.5手动操作说明2.5.1画面按键介绍画页切换到顶页画页切换到上一页画页切换到下一页画页切换到末页选择O点输出ON选择O点输出OFF各轴寸动操作。
操作过程中碰到极限开关勾选“馬達強制激磁”,按键,反方向操作轴寸动。
工业机器人设计-机械臂机械手学习资料-注塑机机械手程序教材

(7)
(9)
(8)
教导程序主画面介绍
教导程序验证画面介绍
教导程序存储画面介绍
本次设计采用路径规划的原理来实 现教导方式 。触摸屏端通过对路径的分
析,设定相应的电机运动顺序,根据指 令系统自动生成一套工艺程序,并传输 到PLC端进行执行。同时在PLC中有相 应的程序储存区和数据存储区,PLC根 据程序存储区的指令来进行动作。而这 些程序是根据指令系统中的指令、根据 教导程序按一定的顺序组成的。同时 PLC端有两段程序数据存储区,一段为 主臂的程序存储区,另一端为副臂的程 序储存区。在工艺程序执行的时候两段
副臂下行:副臂下行进入模内的位置 (如图点7)
副夹水口:副臂夹取水口的位置(如 图点8)
副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9)
副臂上行:主臂从模内上行到模外的 位置(如图点10)
(7)
副放水口:副臂放置水口的位置。 (9)
(8)
主臂运动顺序
主待机位→主臂下行→主取产品→ 主臂后行→主臂上行→装箱位置(
不良品位)
教导时主臂的定位顺序
主取产品→主臂后行,主臂下行→ 主待机位→主臂上行→装箱位置(
不良品位)
(3)
(5)(1)
(4) (2)
副臂运动顺序
(10)(6)
副待机位→副臂下行→副夹水口→ 副臂后行→副臂上行→副放水口
教导时副臂的定位顺序
副夹水口→副臂后行,副臂下行→
副待机位→副臂上行→副放水口
自动运行开始
PLC程序运行流程图
N0 判断程序传输是否正
确
在PLC端有相应的子程 序端来对应不同的指令 ,在PLC端实现的为对 于终端电机的具体执行 ,根据指令系统的要求 ,PLC系统相当与一个 控制器和运算器,根据 两段程序区的指令来进 行程序运行。下图为 PLC端程序运行的流程 图:
注塑机机械手程序教材-精选文档
(5)(1)
(4) (3) (2)
cnc38
副臂的主要位置
副待机位:开始取件前副臂所处位置 (10) (6) ,是机械手副臂工艺程序开始也是工 艺程序结束的位置(如图点6) 副臂下行:副臂下行进入模内的位置 (如图点7) 副夹水口:副臂夹取水口的位置(如 图点8) 副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9) 副臂上行:主臂从模内上行到模外的 (7) 位置(如图点10) (9) 副放水口:副臂放置水口的位置。
注塑机机械手
cnc38
本次设计采用路径规划的原理来实现教导方式
取物点
取物点
L型取件
变形 L型取件
取物点
取物点
嵌件点
嵌件点
有嵌件式取件
cnc38
变形有嵌件式取件
主臂的主要位置
+ 主待机位:开始取件前主臂所处位置,
+
+
+ + +
是机械手主臂工艺程序开始也是工艺程 序结束的位置(如图点1) 主臂下行:主臂下行进入模内的位置 (如图点2) 主取产品:主臂取注塑件的位置(如图 点3) 主臂后行:主臂取完塑件,在模内准备 上行到模外的位置(如图点4) 主臂上行:主臂从模内上行到模外的位 置(如图点5) 装箱位置:主臂放置产品的位置。
R1000 R1001 R1002 R1003 R1004 R1005 R1006 R1007 R1008 R1009 R1010 R1011 R1012
R1400 R1401 R1402 R1403 R1404 R1405 R1406 R1407 R1408 R1409 R1410 R1411
cnc38
N0
注塑机机械手说明书.docx
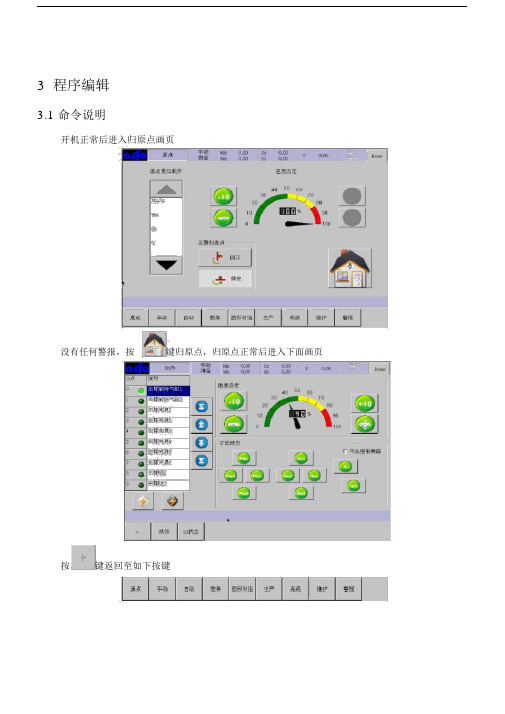
3程序编辑3.1 命令说明开机正常后进入归原点画页没有任何警报,按键归原点,归原点正常后进入下面画页按键返回至如下按键按“教导”键进入编辑画页。
3.1.1编辑器说明删除一行程序创建一个新程序剪下一行程序复制一行程序贴上复制一行程序或剪下一行程序。
光标移到下一行换到下一页换到最下一页换到最上一页光标移到上一行换到上一页把程序内容显示扩大编辑各功能键说明3.1.2教导指令1)直线(轴直线运动操作)按键进入各轴直线运动操作。
轴操作有两种方式,第一、直接通过数字键盘输入各轴位置;第二、通过右边各轴寸动键操作到所需位置,按左边“ MX ”等一个键把当前位置设到对画框内。
如果要全部设入,按键。
当通过数字键盘输入各轴位置时,一定要注意所设定值是否安全。
2)速度按键进入速度设定。
3)计时按键进入延时功能设定。
4)一般 I/O按键进入侧姿回正等选择。
5)成型 I/O按键进入成型相关条件设定。
6)治具 I/O按键进入治具相关功能设定。
7)周边 I/O按键进入周边相关功能设定。
8)回圈按键进入循环功能设定。
9)跳跃按键进入跳转功能设定。
10)停止按键进入程序完成设定。
11)宏按键进入调用已经编好的子程序。
编号为 0~99 共 100 个。
12)堆叠按键进入装箱取物功能设定。
编号为 0~3 共 4 个。
13)运算按键进入相关功能设定。
此功能在高阶编程内做详细说明。
为变数。
3.1.3编辑新程序1)程序保存归完原点后进入如下操作页面点击按钮,屏幕下方显示如下菜单单击,进入教导画面点击档案按钮进入如下画面在此页点击按钮,切换到如下画面点击模具编号空白框,弹出输入键盘如下输入模具编号,点击,再点击保存按钮。
在此画面中可以根据模具产品功能需要,编辑各式程序。
下面进入正式教导阶段:2)速度按键进入如下画面点击空白框,弹出输入键盘,输入速度值,点击,输入完毕,返回以上画面,点击,进入如下画面此速度为在下一速度设定前直线运动时各轴的运动速度,如果以下程序中没有再设定其它速度,整个程序中轴运动都以此速度运行。
机械手实用操作教材

一、机械手自动运行、生产1、检查压缩空气气压。
(如图1-1-1)图1-1-1机械手进口压力要求大于0.6MPa。
2、检查、确认无人处于机械手周围的防护区内。
3、确认主电源开关处于打开状态。
(如图1-3-1)图1-3-14、将操作模式选择器置于手动减速模式。
(如图1-4-1)图1-4-15、操作并确认机械手处于homepos。
具体操作见“五、机械手回原点”。
6、确认转台控制柜电源开关处于打开状态,模式选择为“手动”。
7、 打开程序窗口,调入喷涂程序。
① 打开程序窗口,按下File 菜单并选择 1 Open ...选项。
(如图1-7-1)图1-7-1② 按照所需用喷涂程序的路径查找程序。
(如图1-7-2)图1-7-2 ③ 调入程序。
将光标移至将要运行的程序上,按OK 功能键或回车键调入程序。
(如图1-7-3)图1-7-38、 将操作模式选择器置于自动模式。
(如图1-8-1)程序运行指针(PP )图1-8-19、示教器显示屏出现自动生产确认信息。
(如图1-9-1)图1-9-110、按下OK功能键进入生产窗口。
(如图1-10-1)图1-10-111、按下控制面板上的“MOTOR ON”按钮,令马达上电。
(如图1-11-1)图1-11-112、按下Start功能键开始运行程序。
13、等待机械手将一些先前程序及初始数据加载完毕,确定有无任何错误信息跳出。
(如图1-13-1)图1-13-1如有错误信息跳出,先将操作模式选择器置于手动减速模式,然后重新从第4步开始。
二、生产过程中喷涂的流量、雾化、扇面的调节1、打开生产信息界面。
(如图1-13-1)①在自动状态下生产,开始运行程序后,自动跳入生产信息界面。
如“一、机械手自动运行、生产”中第13步所示。
②当前窗口未在其它窗口,或是当前窗口为其它窗口,但未在生产信息界面时。
按下键打开其它窗口,并将光标移至Production,按回车键进入生产信息界面。
(如图2-1-1)图2-1-12、按下Paint菜单,选择 2 Brush Factors ...选项。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
类型可以分为两大类
. .
. .
:位置信息,动作信
.
.
.
.
息。
.
.
.
.
R2000
R3000
可编辑ppt
13
R1000 Y轴动作指令码
R1001
教导程序源程序储存区 R1002 R1003
1400 X轴动作指令码
1403
R1004 Z轴动作指令码
R1005 R1006
1406 复位指令码
R1007 1409
(10)(6)
艺程序结束的位置(如图点6)
❖ 副臂下行:副臂下行进入模内的位置 (如图点7)
❖ 副夹水口:副臂夹取水口的位置(如 图点8)
❖ 副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9)
❖ 副臂上行:主臂从模内上行到模外的 位置(如图点10)
(7)
❖ 副放水口:副臂放置水口的位置。 (9)
Addr+2 XL Addr+3 XH Addr+4 XV
:X位置低字 :X位置高字 :X速度
Addr+5 YL :Y位置低字
Addr+6 YH :Y位置高字
Addr+7 YV :Y速度
Addr+8 ZL :Z位置低字
Addr+9 ZH :Z位置高字
Addr+10 ZV :Z速度
Addr+11 UL :U位置低字
NO
判断产量是否到达 NO YES
可编辑ppt 退出自动运
11
行
教导程序的基本结构
在触摸屏端存储的是工艺程序的源程序,当 需要显示时,把源程序分解成为显示区程序,当 需要生成加工工艺程序的时候则生成执行代码传 输给PLC端执行。
源程序
执行代码
显示区
50个位置的分块程序
可编辑ppt
12
教导程序源程序储存
Addr+1
TPAR :时间参数
(2)无时间参数动作:
格式:ACT
长度:1 words
Addr ACT :动作操作码
(3)微调动作
格式:MICO-LOC LOC V
长度:4 words
Addr MICO-LOC :微调操作码
Addr+2
LOC
:位置参数
+
主取产品:主臂取注塑件的位置(如图 点3)
+ 主臂后行:主臂取完塑件,在模内准备 上行到模外的位置(如图点4)
+ 主臂上行:主臂从模内上行到模外的位 置(如图点5)
+ 装箱位置:主臂放置产品的位置。
(3)
可编辑ppt
(5)(1)
(4) (2)
3
副臂的主要位置
❖ 副待机位:开始取件前副臂所处位置 ,是机械手副臂工艺程序开始也是工
可编辑ppt
(8)
4
主臂运动顺序
❖ 主待机位→主臂下行→主取产品→ 主臂后行→主臂上行→装箱位置(
不良品位)
教导时主臂的定位顺序
❖ 主取产品→主臂后行,主臂下行→ 主待机位→主臂上行→装箱位置(
不良品位)
(3)
可编辑ppt
(5)(1)
(4) (2)
5
副臂运动顺序
(10)(6)
❖ 副待机位→副臂下行→副夹水口→ 副臂后行→副臂上行→副放水口
R1406 Z轴位置低位
R1407 Z轴位置高位
R1408 Z轴速度
R1409 R1410
翻平对应的位 翻直对应的位
R1411翻直时间 ..可编辑ppt.
14
教导程序源程序储存区
位置信息存储
指令在内存中的存储格式为: Addr LOC :定位操作码
Addr+1 order :运动顺序
存储结构如右: 长度:17 words
可编辑ppt
10
自动运行开始
PLC程序运行流程图
N0 判断程序传输是否正
确
在PLC端有相应的子程 序端来对应不同的指令 ,在PLC端实现的为对 于终端电机的具体执行 ,根据指令系统的要求 ,PLC系统相当与一个 控制器和运算器,根据 两段程序区的指令来进 行程序运行。下图为 PLC端程序运行的流程 图:
注塑机机械手
可编辑ppt
1
本次设计采用路径规划的原理来实现教导方式
取物点
L型取件
取物点
变形 L型取件
嵌件点
有嵌件式取件
取物点
取物点
嵌件点
变形有嵌件式取件
可编辑ppt
2
主臂的主要位置
+ 主待机位:开始取件前主臂所处位置, 是机械手主臂工艺程序开始也是工艺程 序结束的位置(如图点1)
+ 主臂下行:主臂下行进入模内的位置 (如图点2)
令系统自动生成一套工艺程序,并传输
到PLC端进行执行。同时在PLC中有相 应的程序储存区和数据存储区,PLC根
据程序存储区的指令来进行动作。而这
些程序是根据指令系统中的指令、根据
教导程序按一定的顺序组成的。同时
PLC端有两段程序数据存储区,一段为
主臂的程序存储区,另一端为副臂的程
序储存区。在工艺程序执行的时候两段
例如主待机位执行翻 直和等候开模,主臂 程序存储区的值为
R1008 R1009 R1010 R1011
R1012
置位指令码 1410 带时间测试指令码 1411
等. 候指令
.
R1400
. Y轴位置低位
R1401 Y轴位置高位
R1402 Y轴速度
R1403 X轴位置低位
R1404 X轴位置高位
R1405 X轴速度
Addr+12 UH :U位置高字
Addr+13 UV :U速度
Addr+14 VL :V位置低字
Addr+15 VH :V位置高字
Addr+16 VV :V速度
可编辑ppt
15
教导程序源程序储存区
动作信息存储
(1)有时间参数动作:
格式:ACT ,TPAR
长度:2 words
Addr ACT :动作操作码
YES
程序运行状 态初始化
给出程序传 输错误提示
取主臂程序开始 取主臂程序指令码
将所取指令码进行比 较
YES 根据比较结果调用主臂 相应动作子程序NO并在子 程序中判断有无报警
NO
取副臂程序开始 取副臂程序指令码 将所取指令码进行比
较
根据比较结果调用副臂 YES 相 程应 序动 中作 判子 断程 有序 无NO并 报在 警子
教导时副臂的定位顺序
❖ 副夹水口→副臂后行,副臂下行→
副待机位→副臂上行→副放水口
(7)
(9)
(8)
可编辑ppt
6
教导程序主画面介绍
可编辑ppt
7
教导程序验证画面介绍
可编辑ppt
8
教导程序存储画面介绍
可编辑ppt
9
本次设计采用路径规划的原理来实
现教导方式 。触摸屏端通过对路径的分
析,设定相应的电机运动顺序,根据指
区
主臂程序储
副臂程序
存区
储存区
源程序区分为主臂程
R1000
R2000
序存储区和副臂程序
存储区两块。每个位
.
.
置对应的分块程序储
. .
. .
存区,储存了该位置
. .
. .
的信息及该位置下的
.
.
动作信息。它是按照
R1399
R2399
位置动作的先后次序 主臂数据储 来存储的。存储信息 存区
副臂数据 储存区